Изобретение относится к машиностроению, а именно к изготовлению молотков для кормодробилок, предназначенных для измельчения зерна и мягких продуктов.
Известна конструкция молотковых дробилок, заключающаяся в наплавке кромок сормайтом (С.В.Мельников. Механизация и автоматизация животноводческих ферм. - Л.: Колос, Ленинградское отделение, 1978. - с 104-106). Недостатками известной конструкции являются то, что износ детали происходит со стороны кромок, но и также по поверхности молотка фиг.2. с обеих сторон и в основном до оси или границы отверстия, что значительно увеличивает интенсивность износа.
Известен способ объемной термообработки молотков кормодробилок, состоящей в закалке и низком отпуске марганцовистой стали 65 Г или углеродистой. (С.В.Мельников. Механизация и автоматизация животноводческих ферм. - Л.: Колос, Ленинградское отделение, 1978. - с 104-106.)
Недостаток известной конструкции состоит в том, что изнашиваемые поверхности конструктивно не усилены, путем увеличения толщины металла на поверхностях интенсивного ударно-абразивного изнашивания, так как наплавку с двух сторон молотка вести возможно только при толщине наплавляемых деталей более 10 мм.
Задача изобретения - повышение срока службы молотков.
Настоящая задача решается тем, что в молотке пластинчатом для кормодробилки, содержащем пластину с двумя отверстиями и упрочненные твердым сплавом кромки, кромки упрочняют с обеих сторон концов пластин в перекрестном направлении разным составом, причем с одной стороны концы упрочняют твердым сплавом толщиной 0,7-1,5 мм, на длине не менее чем до оси отверстия, а с другой стороны, на такое же расстояние, спеченным материалом толщиной 0,5-0,8 мм
На фиг.1 показан вид пластины с зонами упрочнения сверху.
На фиг.2 - вид пластины с зонами упрочнения сбоку.
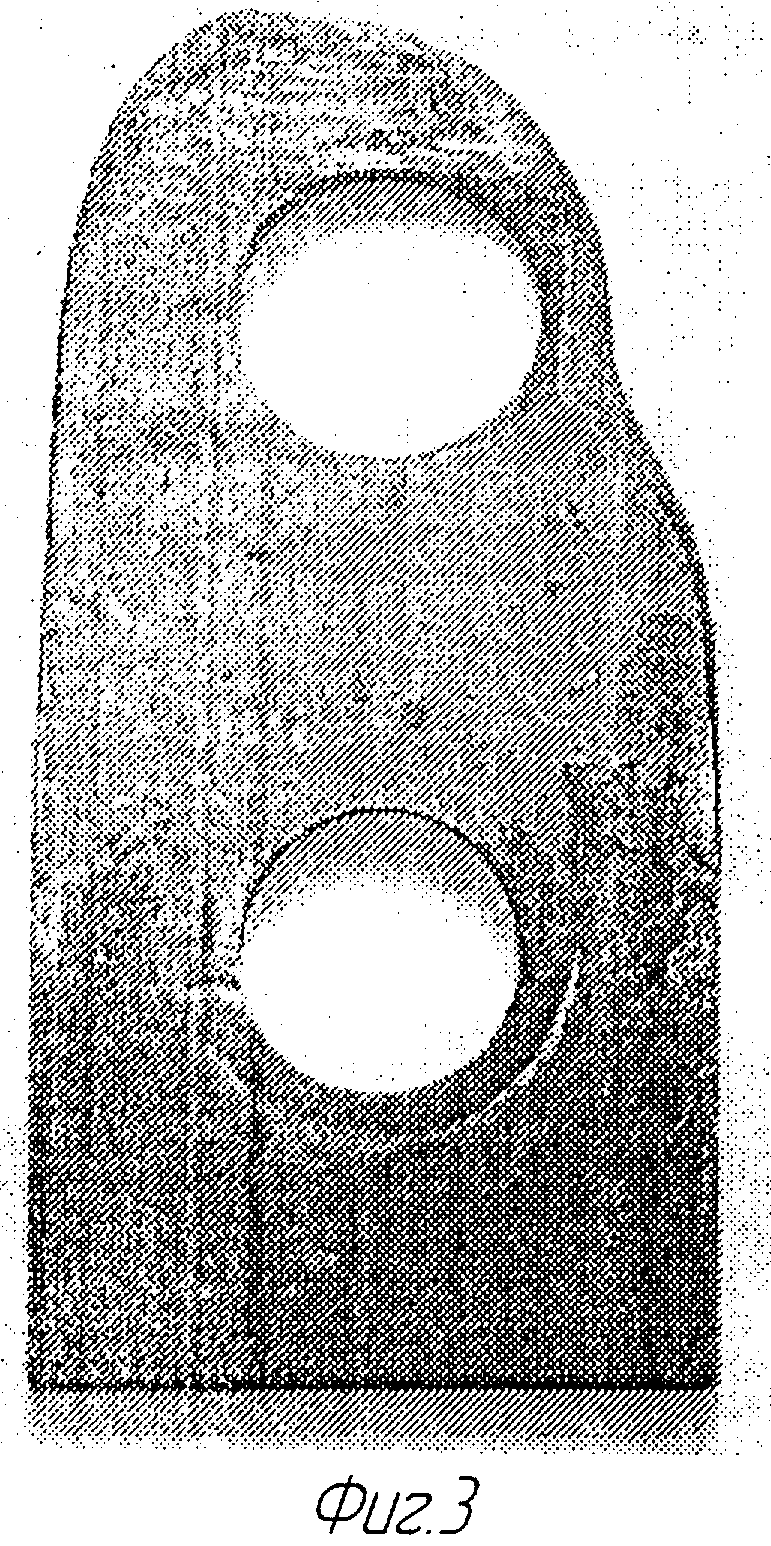
На фиг.3 - вид износа молотков.
Молоток состоит из пластины 1 с отверстиями 2. Концы молотков упрочнены с обеих сторон в перекрестном направлении упрочняющими слоями из твердого сплава 3 толщиной 0,7…1,5 и спеченного материала 4 толщиной 0,5…0,8 мм на длину не менее чем до оси отверстия.
Пример конкретного выполнения
Наплавку молотков кормодробилок осуществляли на генераторе ВЧГ 3-160/0,066 в щелевом индукторе.
Шихта состояла из твердого сплава сормайт 85% и флюса 15%, и она наносилась на деталь через специальный дозатор. Величина насыпанного слоя регулировалась.
На пластинчатый молоток насыпалась шихта, до оси или границы отверстия, ровным слоем, и после этого он помещался в щелевой индуктор, подключенный к высокочастотному генератору ВЧГ-3-160/0,066, и осуществляли плавление твердого сплава (сормайт). При остывании молотка до комнатной температуры, с другого конца и с противоположной стороны также наносилась шихта, и осуществляли расплавление упрочняемого металла.
Деталь остывала после наплавки, затем электроискровым способом наносился спеченный сплав ВК5 с обратной стороны пластины. Таким образом, изнашиваемая поверхность пластинчатого молотка с одной стороны наплавлялась твердым сплавом, а с обратной упрочнялась спеченными материалами.
Величина толщины наплавки 0,7 мм обусловлена продолжительностью срока службы молотка, так, например, при наплавке толщиной 0,4 мм, величина износа изделия повышается незначительно до 10%. При толщине более 1,5 мм, например 1,8 мм, увеличивается время контактирования основного металла с расплавленным твердым сплавом и количество проникновения основного металла в наплавляемый сплав, что обуславливает при затвердевании значительный рост доэвтектической зоны, которая уменьшает износостойкость упрочненного слоя.
Толщина нанесенного слоя 0,5 мм определяется износостойкостью упрочненного слоя, например, при величине 0,3 мм заметного эффекта по износостойкости не наблюдалось.
Верхний предел упрочнения 0,8 мм определяется условиями производительности процесса, и, кроме того, при величине упрочненного слоя, например, 1,0 мм появились трещины даже при тщательном выполнении технологического процесса упрочнения.
Предлагаемая конструкция молотка пластинчатого для кормодробилок по сравнению с аналогом и прототипом после производственных испытаний повысила ресурс в 2,0-2,7 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО МОЛОТКА КОРМОДРОБИЛКИ | 2014 |
|
RU2563696C1 |
| Шихта для индукционной наплавки износостойкого сплава | 2020 |
|
RU2755913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЛОТКА ДРОБИЛКИ | 2020 |
|
RU2731994C1 |
| Электрод для износостойкой электродуговой наплавки | 2021 |
|
RU2769682C1 |
| Способ упрочнения лезвийной поверхности детали | 2016 |
|
RU2640515C1 |
| Способ изготовления литой стальной детали | 2015 |
|
RU2622503C2 |
| ИНДУКТОР ДЛЯ НАПЛАВКИ И ЗАКАЛКИ ДЕТАЛЕЙ | 2009 |
|
RU2383109C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ВЫСОКОЛЕГИРОВАННЫХ ХРОМИСТЫХ ЧУГУНОВ | 2014 |
|
RU2568036C2 |
| Способ индукционной наплавки ферритных сплавов на тонкие металлические изделия | 2023 |
|
RU2829993C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕЙ ЛАПЫ (ВАРИАНТЫ) | 2009 |
|
RU2397849C1 |

Изобретение относится к машиностроению, а именно к изготовлению молотков для кормодробилок, предназначенных для измельчения зерна и мягких продуктов. Молоток пластинчатый для кормодробилок содержит пластину с двумя отверстиями и упрочненные твердым сплавом кромки. Кромки упрочняют с обеих сторон концов пластин в перекрестном направлении разным составом, причем с одной стороны концы упрочняют твердым сплавом толщиной 0,7-1,5 мм, на длине не менее чем до оси отверстия, а с другой стороны, на такое же расстояние, спеченным материалом толщиной 0,5-0,8 мм. Изобретение позволяет повысить срок службы молотков. 3 ил.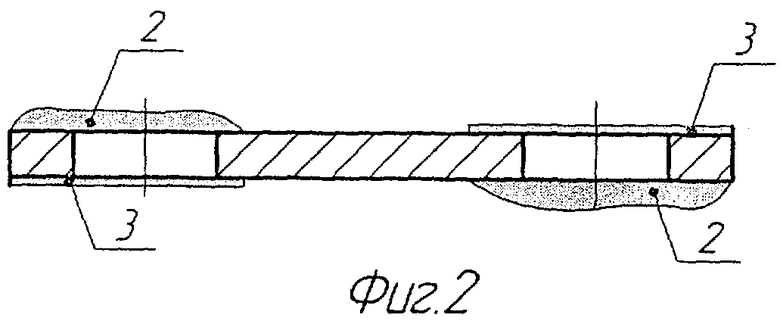
Молоток пластинчатый для кормодробилки, содержащий пластину с двумя отверстиями и упрочненные твердым сплавом кромки, отличающийся тем, что кромки упрочняют с обеих сторон концов пластин в перекрестном направлении разным составом, причем с одной стороны концы упрочняют твердым сплавом толщиной 0,7-1,5 мм, на длине не менее чем до оси отверстия, а с другой стороны - на такое же расстояние спеченным материалом толщиной 0,5-0,8 мм.
| Било для молотковой мельницы | 1989 |
|
SU1648554A1 |
| Било для молотковой мельницы | 1981 |
|
SU946655A1 |
| Било молотковых мельниц | 1979 |
|
SU880477A1 |
| Шихта для индукционной наплавки | 1977 |
|
SU653063A1 |
| ШИХТА ДЛЯ НАПЛАВКИ | 0 |
|
SU263783A1 |
| ШИХТА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ИЗНОСОСТОЙКОГО СПЛАВА | 1997 |
|
RU2123920C1 |
| БАУМАН В.А | |||
| Роторные дробилки | |||
| - М.: "Машиностроение", 1973, с.212-213. | |||

