Изобретение относится к способам изготовления исполнительных органов дробильно-размольного оборудования и может быть использовано при изготовлении молотков дробилок.
Известен способ изготовления пластинчатых молотков молотковых дробилок (патент RU №2563696, опубл. 20.09.2015), заключающийся в том, что вырубленную в виде пластины заготовку молотка по обоим концам односторонне упрочняют наплавкой твердым сплавом, после чего по периметру одного или обоих концов одной из сторон пластины выполняют отверстия или пазы.
Недостатком данного способа изготовления является интенсивный износ поверхностей молотка, на которые не наносится наплавляемый твердый слой, в результате чего данный тип молотков может быть использован только для дробления сравнительно мягких материалов.
Известен способ изготовления молотков (бил) молотковых дробилок (патент RU №2141885, опубл. 27.11.1999), заключающийся в том, что в литейную форму устанавливают основу изделия из углеродистой стали, далее заливают высокомарганцовистую сталь со скоростью 7,0-14,0 кг/мин для формирования износостойкого слоя изделия, толщиной 10-40 мм. После этого теплоизолируют форму и выдерживают изделие в ней в течении 5-8 ч, после чего изделие охлаждают на воздухе до температуры окружающей среды. Сталь износостойкого слоя содержит 0,9-1,1% углерода, 11,0-15,0% марганца, 0,9-1,1% кремния, также дополнительно сталь может содержать 0,3-0,6% ванадия, не более 1,0% хрома и никеля.
Недостаток способа заключается в том, что полученный методом литья пластинчатый молоток имеет крупнозернистую структуру, что является причиной его низкой износостойкости.
Известен способ изготовления пластинчатых молотков для кормодробилок (патент RU №2379109, опубл. 20.01.2010) заключающийся в том, что молоток выполняют в виде пластины с двумя отверстиями и упрочняют кромки твердым сплавом с обеих сторон концов пластин в перекрестном направлении разным составом, причем с одной стороны концы упрочняют твердым сплавом толщиной 0,7-1,5 мм, на длине не менее чем до оси отверстия, а с другой стороны - на такое же расстояние спеченным материалом толщиной 0,5-0,8 мм.
Недостатком данного способа является высокая трудоемкость изготовления молотка, обусловленная необходимостью выдерживания точных размеров наплавок и применение различного специализированного оборудования для их нанесения.
Известен способ изготовления молотка для шредерной установки (патент RU №2613266, опубл. 15.03.2017), заключающийся в том, что заготовку вырезают из непрерывнолитого сляба при температуре не менее 400°С, затем после ее нагрева до температуры 1100-1300°С, производят ее ковку на прессе, после чего нагревают в печи до 820-840°С с определенной скоростью и выдержкой, после чего вырезают из первоначальной заготовки на газорезательной машине молоток необходимого размера, далее производят механическую обработку посадочного отверстия на ось ротора и термическую обработку путем нагрева молотка до определенной температуры и времени выдержки, далее следует охлаждение рабочей части молотка в ванне с водой с последующим охлаждением молотка до температуры окружающей среды на воздухе, нагрева молотка до температуры 150-250°С с выдержкой при этой температуре в течение 4÷6 ч и последующего охлаждения на воздухе.
Недостатком данного способа является необходимость многократного нагрева заготовки и молотка, что существенно усложняет процесс его изготовления.
Известен способ изготовления молотков («Металловедение и термическая обработка металлов» N 4, 1974 г. С. 68-71), принятый за прототип, заключающийся в том, что молоток изготавливают литейным способом из стали Гадфильда, отливку молотка производят в литейную форму, обрубают полученные детали, нагревают до t=1100°С и выдерживают при этой температуре в течение 30 мин.
Недостатком данного способа является то, что при его применении получаются молотки, обладающие низкой износостойкостью и, как следствие, невысоким сроком службы.
Техническим результатом является увеличение твердости и износостойкости рабочей части молотка дробилки, а также увеличение его срока службы.
Технический результат достигается тем, что заготовку выполняют с утолщением ее рабочей части, длина которой меньше рабочей части молотка не менее чем на 1/2, а величину утолщения выбирают как отношение рабочей части молотка к рабочей части заготовки, которое находится в интервале от 1,5 до 2,25, после чего заготовка помещается в полость штампа, где ее рабочую часть подвергают штамповке, при температуре от 950°С до 1050°С, уменьшая утолщение и увеличивая длину, при этом сохраняя изначальную ширину, до приобретения заготовкой размеров молотка, полученную поковку извлекают из штампа и погружают в охлаждающую жидкость комнатной температуры, где при непрерывном перемешивании происходит охлаждение заготовки, после чего полученный молоток направляют для монтажа на диск ротора молотковой дробилки.
Способ поясняется следующими фигурами:
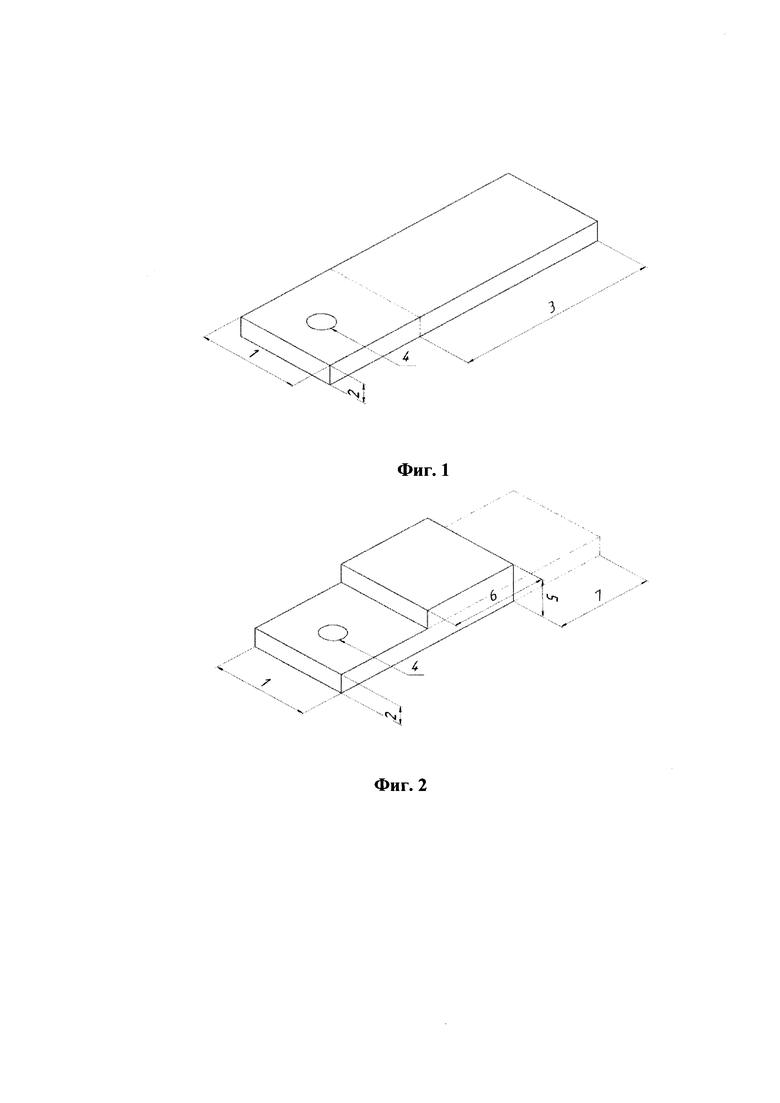
фиг. 1 - общий вид молотка;
фиг. 2 - изменение размеров заготовки в процессе штамповки;
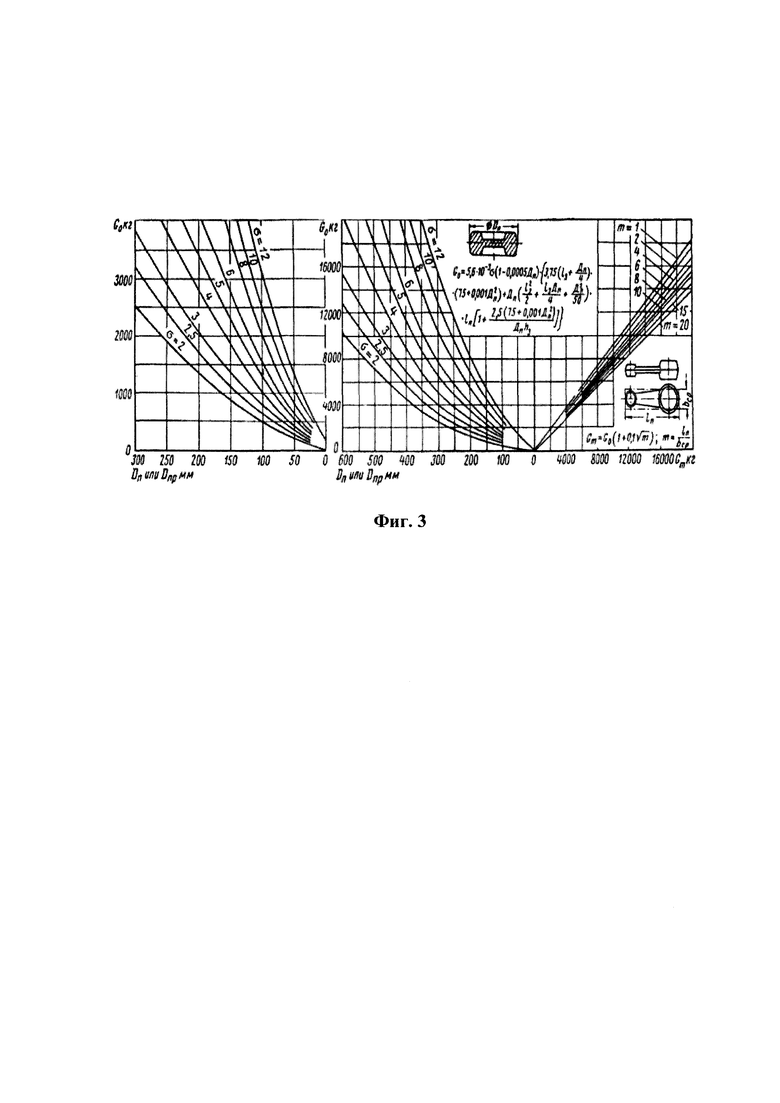
фиг. 3 - номограмма для определения усилия штамповочного молота, где:
1 - ширина;
2 - высота;
3 - рабочая часть молотка;
4 - посадочное отверстие;
5 - утолщение;
6 - рабочая часть заготовки;
7 - длина.
Способ осуществляется следующим образом. Для изготовления молотка (фиг. 1) прямоугольной формы шириной 1 (фиг. 1), высотой 2, с рабочей частью молотка 3, с посадочным отверстием 4 проектируется заготовка (фиг. 2) тех же ширины 1, толщины 2, с посадочным отверстием 4, выполненная с утолщением 5 рабочей части заготовки 6, длина которой меньше рабочей части молотка 3 не менее чем на 1/2. Величины утолщения 5 и рабочей части заготовки 6 выбираются из соблюдения требования, что отношение утолщения 5 к высоте 2 равно отношению рабочей части молотка 3 к рабочей части заготовки 6 и находится в интервале от 1,5 до 2,25.
Заготовка спроектированных размеров отливается с использованием кокиля или песчано-глинистой формы, для выполнения в ней посадочного отверстия 4 в литейной форме устанавливается формовочный стержень необходимого диаметра. Полученную литьем заготовку молотка обрубают от элементов литейной системы.
Далее заготовка помещается в муфельную печь ЭКПС 500, где нагревается до температуры Т1 (для стали 110Г13Л Т1=1050°С) в течение заданного времени t1 определяемого по формуле:

где К - коэффициент, равный 75 с/мм для легированных сталей, какой является сталь 110Г13Л, и 65 с/мм - для углеродистых, D - линейный размер изделия в мм, равный утолщению 5.
Для приобретения металлом однородной структуры заготовка выдерживается в печи при температуре Т1 в течение времени t2, определяемого по формуле:

Заготовка извлекается из печи и сразу же в нагретом состоянии помещается в полость штампа, конфигурация которого, соответствует конфигурации молотка. После чего рабочую часть заготовки подвергают штамповке при температуре от 950°С до 1050°С. Рабочая часть заготовки 6 подвергается серии ударов бойка штамповочного молота с увеличением ее на длину 7 при уменьшении ее утолщения 5 и при постоянной ширине 1 до приобретения заготовкой размеров молотка (фиг. 1), что обеспечивает металлу рабочей части молотка необходимую степень укова α, равную отношению высоты утолщения 5 заготовки до деформации к ее высоте 2 после деформации.
Штамповочный молот подбирается по величине необходимого развиваемого усилия, которое устанавливается исходя из площади деформируемой (рабочей) части заготовки и истинного сопротивления деформации материала заготовки αист при температуре ковки (фиг. 3).
Полученная поковка извлекается из штампа и для закалки материала молотка погружается в охлаждающую жидкость комнатной температуры, в которой при непрерывном перемешивании охлаждается до температуры охлаждающей жидкости.
В результате интенсивной высокотемпературной пластической деформации и последующего быстрого охлаждения - операции высокотемпературной термомеханической обработки (ВТМО) рабочая, контактирующая с породой часть молотка приобретает высокоизносостойкие свойства, после чего полученный молоток направляют для монтажа на диск ротора молотковой дробилки.
Способ поясняется следующим примером. Для изготовления молотка шириной 1 = 80 мм, высотой 2 = 25 мм и длиной рабочей части молотка 3 = 230 мм, из стали 110Г13Л, с исходной твердостью ~ 200 НВ для молотковой дробилки СМ 400 проектируем заготовку шириной 1 = 80 мм, высотой 2 = 25 мм с посадочным отверстием 4 = 40 мм, утолщением 5 и с рабочей частью заготовки 6.
Для определения параметров 5, 6 воспользуемся равенством

где 2,25 - принимаемая степень укова поковки, при подстановке значений 2, 3 в которое получаем значения 5 = 56,25 мм, 6 = 102,22 мм.
Заготовка спроектированной конфигурации изготавливается литьем с использованием песчано-глинистой литейной формы, для выполнения в ней посадочного отверстия 4 используем стержень необходимого диаметра.
Полученная заготовка помещается в муфельную печь, например ЭКПС 500, где нагревается до температуры T1 (для стали 110Г13Л T1=1050°С) в течение заданного времени t1 определяемого по формуле:

где: К - коэффициент, равный 75 с/мм для легированных сталей, какой является сталь 110Г13Л, и 65 с/мм - для углеродистых,
D - линейный размер изделия в мм, равный высоте 5 = 56,25 мм утолщенной части заготовки.
Для приобретения металлом однородной структуры заготовка выдерживается в печи при температуре Т1 в течение времени t2, определяемого по формуле:

Заготовка извлекается из печи и сразу же помещается в полость штампа, имеющую конфигурацию, соответствующую конфигурации молотка.
Рабочая часть заготовки в полости штампа подвергается серии ударов бойка штамповочного молота с уменьшением высоты и увеличением длины ее утолщения при постоянной ширине (операции штамповки) до приобретения рабочей части заготовки размеров рабочей части молотка.
Для выбора необходимого штамповочного молота рассчитываются площадь деформируемой части заготовки F (для нашего случая F=8177,6 мм) и истинное сопротивление деформации материала заготовки αист при температуре штамповки, которое может быть определено из таблицы 1.
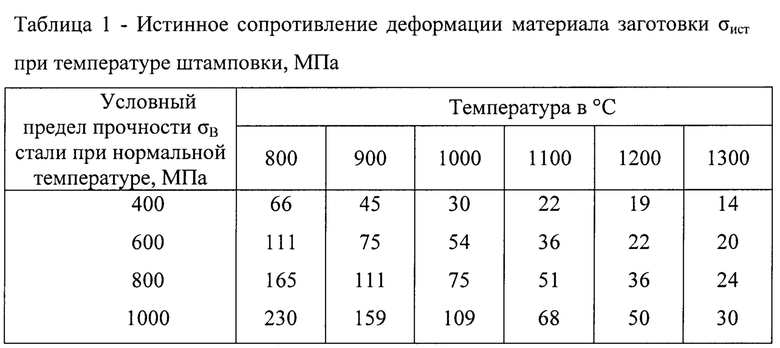
Для стали 110Г13Л с величиной αВ при нормальной температуре ~600 МПа значение αисх при 1050°С составит ~44 МПа.
Для определения усилия G молота, необходимого для осуществления деформации заготовки, предлагается воспользоваться графиком (фиг. 3) зависимости G молота при различных значениях αист деформируемого материала от приведенного диаметра Dпр штампуемого изделия, который для нашей заготовки, как для детали прямоугольной формы, может быть рассчитан по формуле:
 где:
где:
F - площадь деформируемой части заготовки (8177,6 мм)
В соответствии с графиком (фиг. 3) для αисх=44 МПа и Dпр=102,18 мм необходимое усилие штамповочного молота может быть оценено в 10 кН. Такое усилие обеспечивает штамповочный молот марки С92К-16 с характеристиками, представленными ниже:
Номинальный вес падающей части (усилие молота) - 10,6 кН;
Энергия удара - 16 кДж;
Частота ударов (макс.) - 122 уд/мин;
Длина хода - 435-635 мм.
Готовая поковка извлекается из штампа и погружается в емкость с охлаждающей жидкостью (водой) комнатной температуры (20°С), где при непрерывном перемешивании охлаждается до температуры жидкости.
Для оценки эффективности предлагаемого способа изготовления молотков с использованием ВТМО воспользуемся экспериментально установленной зависимостью износостойкости стали 110Г13Л от степени укова α образцов из этой стали в процессе ВТМО при их изнашивании по электрокорунду в условиях, моделирующих условия изнашивания молотков молотковых дробилок (таблица 2).

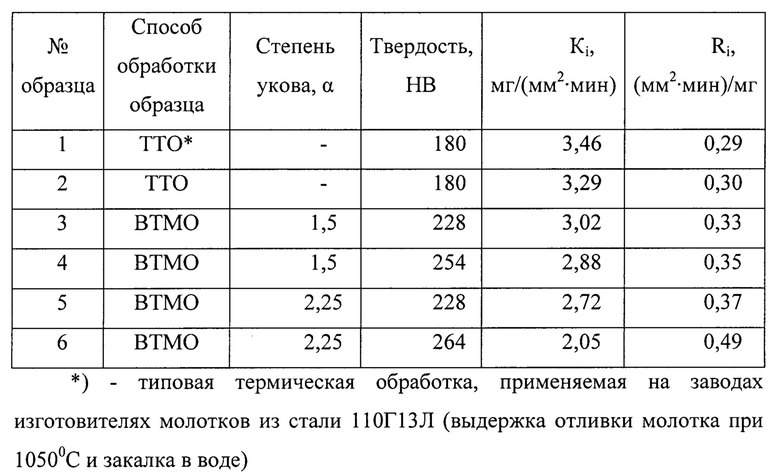
Из сравнения результатов испытаний (таблица 2) видно, что высокотемпературное деформирование материала перед закалкой (применение ВТМО при получении образцов) способствует повышению твердости и износостойкости высокомарганцевой стали в условиях абразивного изнашивания, возрастающих с увеличением степени укова образцов: для образца деформированного с максимальной степенью укова (образец №5 по сравнению с №1) эти параметры повышаются на 47 и 70%, соответственно.
Изготовление молотка по предлагаемому способу обеспечит повышенную твердость и износостойкость его рабочей, контактирующей с породой, части, что увеличит срок службы молотка в 1,7 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБА КОВША ЭКСКАВАТОРА | 2022 |
|
RU2779978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ДРОБЯЩИХ ПЛИТ ЩЕКОВЫХ ДРОБИЛОК | 2022 |
|
RU2800258C1 |
| Способ изготовления грузоподъем-НыХ КРюКОВ | 1979 |
|
SU837548A1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1328055A1 |
| Способ объемной штамповки т-образных поковок | 1978 |
|
SU759189A1 |
| Способ штамповки траков гусеничных машин | 1980 |
|
SU927409A1 |
| Молоток для кормодробилок | 1985 |
|
SU1386297A1 |
| Способ изготовления слоистого материала для молотка кормодробильной машины | 1989 |
|
SU1729698A1 |
Изобретение относится к способам изготовления молотков молотковых дробилок. Способ включает получение заготовки прямоугольной формы литьем, обрубку, термическую обработку. Заготовку, ширина и высота которой равна ширине и высоте молотка, отливают с утолщением рабочей части заготовки, длина которой меньше рабочей части молотка не менее чем на 1/2, а величину утолщения выбирают как отношение рабочей части молотка к рабочей части заготовки, которое находится в интервале от 1,5 до 2,25, после чего заготовка помещается в полость штампа, где ее рабочую часть подвергают штамповке, при температуре от 950 до 1050°С, уменьшая утолщение и увеличивая длину, при этом сохраняя изначальную ширину, до приобретения заготовкой размеров молотка, полученную поковку извлекают из штампа и погружают в охлаждающую жидкость комнатной температуры, где при непрерывном перемешивании происходит охлаждение заготовки, после чего полученный молоток направляют для монтажа на диск ротора молотковой дробилки. Техническим результатом является увеличение твердости и износостойкости рабочей части молотка дробилки, а также увеличение его срока службы. 2 табл., 3 ил.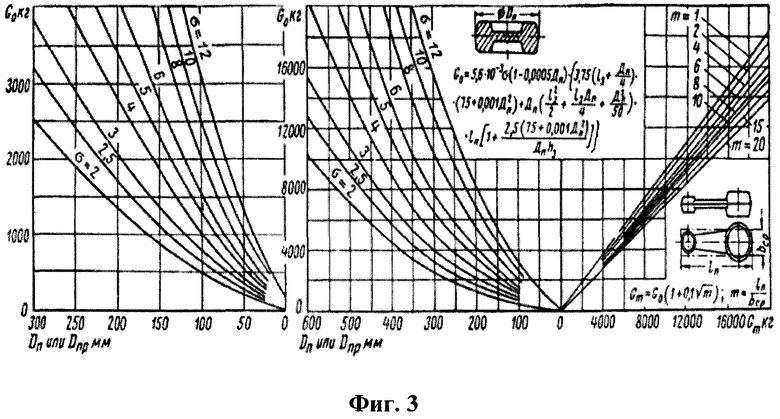
Способ изготовления молотка дробилки, включающий получение заготовки прямоугольной формы литьем, обрубку, термическую обработку, отличающийся тем, что заготовку, ширина и высота которой равна ширине и высоте молотка, отливают с утолщением рабочей части заготовки, длина которой меньше рабочей части молотка не менее чем на 1/2, а величину утолщения выбирают как отношение рабочей части молотка к рабочей части заготовки, которое находится в интервале от 1,5 до 2,25, после чего заготовку помещают в полость штампа, где ее рабочую часть подвергают штамповке при температуре от 950 до 1050°С, уменьшая утолщение и увеличивая длину при сохранении изначальной ширины, до приобретения заготовкой размеров молотка, полученную поковку извлекают из штампа и погружают в охлаждающую жидкость комнатной температуры, где при непрерывном перемешивании происходит охлаждение заготовки, после чего полученный молоток направляют для монтажа на диск ротора молотковой дробилки.
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЛОТКА ДЛЯ ШРЕДЕРНОЙ УСТАНОВКИ | 2015 |
|
RU2613266C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ ВЫСОКОМАРГАНЦОВИСТЫХ СТАЛЕЙ | 2017 |
|
RU2656912C1 |
| CN 103088260 A, 08.05.2013 | |||
| US 4589934 A1, 20.05.1986 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО МОЛОТКА КОРМОДРОБИЛКИ | 2014 |
|
RU2563696C1 |

