Изобретение относится к изготовлению деталей из горячекатаной или холоднокатаной стали, обладающих высокой механической прочностью и хорошей коррозионной стойкостью.
Для некоторых случаев некоторых приложений существует потребность в изготовлении стальных деталей, которые сочетают в себе высокую механическую прочность с хорошей ударной вязкостью и хорошей коррозионной стойкостью. Комбинация таких свойств особенно желательна в автомобильной промышленности, где целью является производство значительно более легких транспортных средств. Этого можно, в частности, достичь используя детали, выполненные из сталей, обладающие очень высокими механическими свойствами, микроструктура которых является мартенситной или бейнитно-мартенситной. Такие качества необходимы, например, для деталей, препятствующих проникновению внутрь транспортного средства, конструкционных деталей или деталей безопасности автотранспортных средств, таких как поперечины крыльев, армирующие детали дверей или средней стойки и рычаг подвески колеса.
В патенте FR 20004427 раскрывается способ, в котором лист катаной стали покрывают предварительным металлическим покрытием, состоящим из цинка или сплава на основе цинка, и при этом сталь обладает, например, пределом прочности на растяжение порядка 500 МПа. Лист после этого разрезают, получая заготовку, которую подвергают термообработке с целью образования на поверхности сплавленного соединения и горячей штамповке. Далее, заготовку охлаждают в условиях, способствующих приданию стали высокой твердости. Исходя из стали, обладающей начальной прочностью 500 МПа, получают, например, детали с механической прочностью выше 1500 МПа. Сплавное соединение, образующееся в результате взаимной диффузии предварительного покрытия и стали во время термообработки, обеспечивает, таким образом, защиту от коррозии и обезуглероживания, и выполняет при этом функцию высокотемпературной смазки, которая позволяет увеличить срок службы устройств для горячей вытяжки.
По сравнению со способом горячей штамповки, выполняемой на непокрытых деталях, т.е. на деталях без предварительного покрытия, наличие указанного выше соединения обеспечивает защиту от обезуглероживания во время прогрева в печи. Оно устраняет также необходимость в последующей дробеструйной или пескоструйной обработке деталей, целью которой является удаление неровного поверхностного слоя, который образуется в результате окисления в печи.
Однако при осуществлении указанного способа в некоторых случаях, в которых требуются особые свойства образующегося при образовании сплава покрытия, могут возникнуть следующие трудности:
- горячештампованные детали могут включать в себя участки с выраженной вогнутостью. Из-за разницы в твердости в горячем состоянии и реологии между основой стали и покрытием может иметь место явление вдавливания в сталь, в частности на сильно деформированных участках. В случае деталей с большим механическим напряжением желательно избегать таких вдавливаний, которые являются потенциальными зонами, инициирующими дефекты;
- в процессе термообработки, приводящей к образованию сплава между сталью и предварительным покрытием, в обогащенных железом фазах Fe/Zn происходит нуклеация и цинк около центров нуклеации претерпевает диффузию. В процессе этой диффузии появляются вакансии, возможно приводящее к возникновению дефектов компактности на микроскопическом уровне. Таким образом, проводится поиск наиболее благоприятных производственных условий для уменьшения или устранения этих дефектов в покрытии;
- изыскивается также возможность минимизации износа инструментов при формовочных операциях, который может возникать в зависимости от покрытия. Установлено, что сильно шероховатые поверхности невыгодны с точки зрения целости инструмента. Поэтому существует стремление добиться условий, которые бы уменьшали шероховатость этого покрытия; и
- существует также стремление иметь поверхность покрытия с ровным внешним видом после сопровождающейся образованием сплава термообработки, в случае дальнейшего проведения операции окрашивания деталей или использования их в качестве видимых деталей автомобиля.
В частности, цель состоит в том, чтобы избежать появления после термообработки сетки волосных трещин. Такого рода видимый дефект в покрытии характеризуется взаимным расположением клеток, обычно размером в несколько миллиметров, разделенных границами раздела. Толщина покрытия в пределах любой отдельной клетки является приблизительно постоянной, в то время как толщина покрытия на границах раздела клеток является неравномерной.
Решение названных выше проблем и является целью настоящего изобретения. В частности, целью изобретения является создание способа производства деталей из горячекатаной или холоднокатаной стали, предварительно покрытых сплавом на основе цинка, который включает в себя стадию обработки с образованием сплава, и при этом покрытие, получаемое после образования сплава, обладает хорошей компактностью и в то же время высокой стойкостью к образованию сетки волосных трещин и шероховатости, следствием чего является удовлетворительный срок службы формовочного оборудования. Кроме того, была предпринята попытка создания способа, который бы не приводил к дефектам вдавливания.
Для достижения этой цели одним из предметов изобретения является стальная деталь, покрытая соединением, состоящим более чем на 90% его толщины по меньшей мере из одной фазы на основе Fe/Zn, содержание Fe в которой равно 65% или выше, а отношение Fe/Zn составляет от 1,9 до 4, причем указанное соединение образуется в процессе по меньшей мере одной термообработки для образования сплава между сталью и предварительным покрытием, которое представляет собой сплав на основе цинка, содержащий (по весу) от 0,5 до 2,5% алюминия и, необязательно, один или более элементов, выбранных из: Рb≤0,003%, Sb≤0,003%, Bi≤0,003%, 0,002%≤Si≤0,070%, La<0,05%, Се<0,05%, остальное цинк и неизбежные примеси.
Предварительное покрытие является преимущественно сплавом, содержание алюминия в котором не ниже 0,5 вес.%, но не выше 0,7 вес.%.
Согласно одному из предпочтительных вариантов осуществления, предварительное покрытие представляет собой сплав, содержание алюминия, в котором больше 0,7 вес.%, но не выше 0,8 вес.%.
Предпочтительно также, чтобы предварительное покрытие было сплавом, содержание алюминия в котором больше 0,8 вес.%, но не выше 2,5 вес.%.
Сталь преимущественно содержит в своем составе (по весу): 0,15%≤С≤0,5%, 0,5%≤Mn≤3%, 0,1%≤Si≤0,5%, 0,01%≤Cr≤1%, Ti≤0,2%, Al≤0,1%, S≤0,05%, P≤0,1%, 0,0005%≤B≤0,010%, остальное - железо и неизбежные примеси, возникающие в процессе плавки.
Согласно одному из предпочтительных вариантов осуществления, сталь преимущественно содержит в своем составе (даны по весу): 0,15%≤С≤0,25%, 0,8%≤Mn≤1,5%, 0,1%≤Si≤0,35%, 0,01%≤Cr≤0,3%, Ti≤0,1%, Al≤0,1%, S≤0,05%, P≤0,1%, 0,002%≤В≤0,005%, и остальное - железо и неизбежные примеси, возникающие в процессе плавки.
Предметом изобретения является также способ изготовления стальной детали с покрытием, согласно которому:
- подготавливают горячекатаный или холоднокатаный стальной лист;
- наносят на лист металлическое предварительное покрытие, образованное из сплава на основе цинка, содержащего (по весу) от 0,5 до 2,5% алюминия и, необязательно, один или более элементов, выбранных из: Рb≤0,003%, Sb≤0,003%, Bi≤0,003%, 0,002%≤Si≤0,070%, La<0,05%, Се<0,05%, и остальное цинк и неизбежные примеси; проводят при необходимости предварительную термообработку, разрезают лист с целью получения детали, нагревают деталь так, чтобы получить в результате образования сплава между сталью и предварительным покрытием сплавленное покрытие, состоящее более чем на 90% ее толщины, из по меньшей мере одной фазы на основе Fe/Zn, содержание Fe в которой равно 65% или выше, а отношение Fe/Zn составляет от 1,9 до 4, и так, чтобы придать стали частично или полностью аустенитную структуру;
- подвергают деталь горячему деформированию и охлаждают ее в условиях, подходящих для придания стальной детали желаемых механических свойств.
Согласно одному из предпочтительных вариантов осуществления предварительное покрытие представляет собой сплав, содержание алюминия в котором не менее 0,5 вес.%, но не выше 0,7 вес.%.
Предпочтительно также, чтобы предварительное покрытие было сплавом, содержание алюминия в котором больше 0,7 вес.%, но не выше 0,8 вес.%.
Предпочтительно, чтобы предварительное покрытие было сплавом, содержание алюминия в котором больше 0,8 вес.%, но не выше 2,5 вес.%.
Согласно одному из предпочтительных вариантов осуществления, предложен горячекатаный или холоднокатаный стальной лист, в состав которого входят (по весу): 0,15%≤С≤0,5%, 0,5%≤Mn≤3%, 0,1%≤Si≤0,5%, 0,01%≤Cr≤1%, Ti≤0,2%, Al≤0,1%, S≤0,05%, P≤0,1%, 0,0005% ≤B≤0,010% и в остальное железо и неизбежные примеси, возникающие в процессе плавки.
Предпочтителен также вариант, в котором предложен горячекатаный или холоднокатаный стальной лист, в состав которого входят (по весу): 0,15%≤С≤0,25%, 0,8%≤Мn≤1,5%, 0,1%≤Si≤0,35%, 0,01%≤Cr≤0,3%, Ti≤0,1%, Al≤0,1%, S≤0,05%, P≤0,1%, 0,002%≤B≤0,005% и остальное железо и неизбежные примеси, возникающие в процессе плавки.
Согласно одному из конкретных вариантов осуществления, предварительная термообработка включает в себя нагрев до температуры в пределах от 450 до 520°С с выдержкой в пределах от 2 до 10 минут.
Чтобы достичь сплавления и придать стали частично или полностью аустенитную структуру предпочтительно проводить нагрев при температуре от Ас1 до Ас3+100°С и времени выдержки при этой температуре не менее 20 сек.
Предметом изобретения является также применение детали, описанной выше или изготовленной согласно одному из описанных выше вариантов, для изготовления конструкционных деталей или деталей безопасности для наземных автотранспортных средств.
Другие признаки и преимущества изобретения станут очевидными из приведенного ниже описания на основе примера и со ссылками на следующие приложенные чертежи:
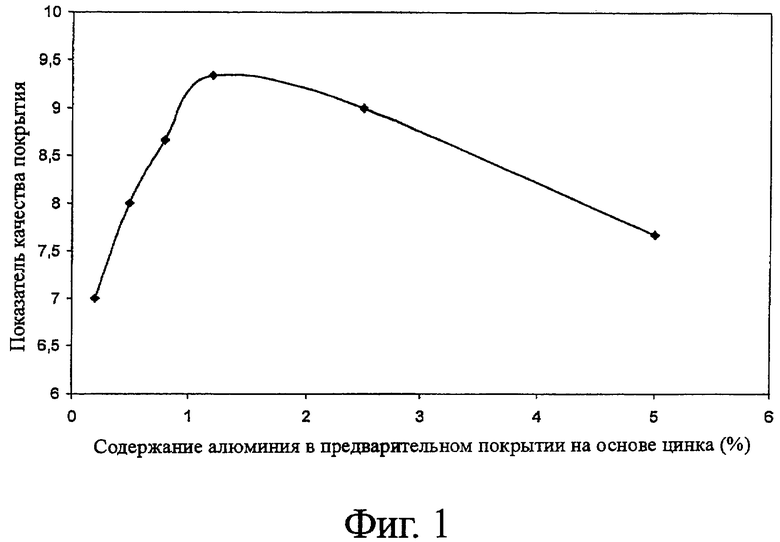
- фиг.1 - зависимость показателя, характеризующего качество покрытия, от содержания алюминия в предварительном покрытии на основе цинка.
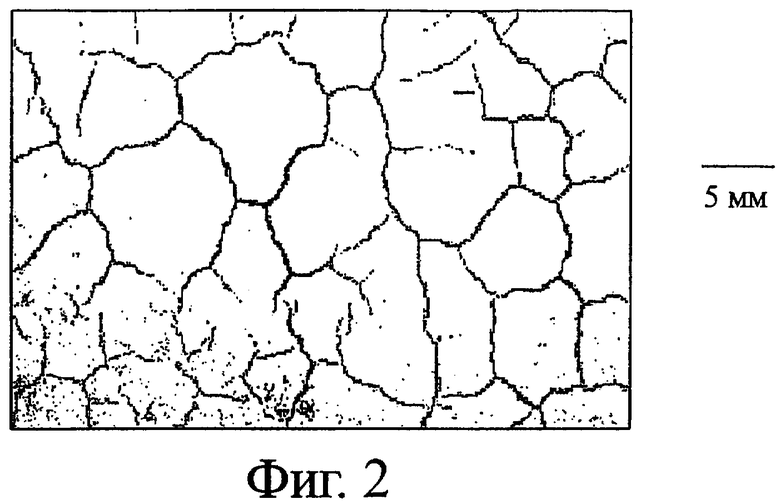
- фиг.2 - вид растрескавшейся поверхности, наблюдаемой для поверхности стали, покрытой с использованием производственного процесса не в соответствии с изобретением; и
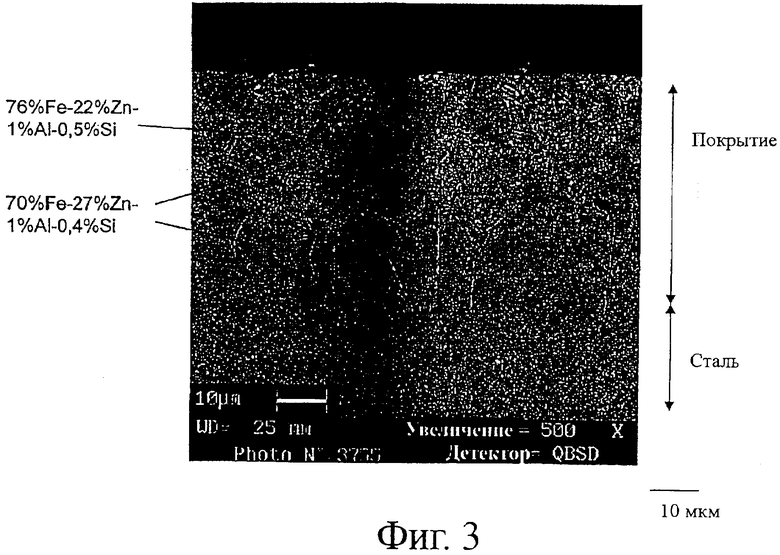
- Фиг.3 - микроструктурный вид в поперечном сечении стального листа, имеющего покрытие согласно изобретению.
Проводя сравнение с предварительным покрытием, полученным из чистого цинка, изобретатели неожиданно для себя обнаружили, что качество покрытия, образующегося после термообработки с целью образования сплава между основой из стали и предварительным покрытием значительно улучшается, когда предварительное покрытие состоит из сплава на основе цинка, содержащего определенное количество алюминия. На фиг.1 показана зависимость показателя, характеризующего качество покрытия от содержания алюминия в предварительном покрытии на основе цинка. Этот показатель учитывает свойства, относящиеся к компактности, шероховатости и стойкости к образованию сетки волосных трещин на покрытии. Значения этого показателя берутся по шкале от 0 до 10 (10 = очень хорошие свойства, относящиеся к компактности, шероховатости и стойкости к образованию сетки волосных трещин; 0 = очень плохое свойство).
Когда весовое содержание алюминия в предварительном покрытии меньше 0,5%, компактность образующегося покрытия из сплава является плохой, покрытие имеет поры переменного размера, которые развиваются во время операции сплавления. Кроме того, в этих условиях обнаруживается высокоразвитая сетка волосных трещин.
Если содержание алюминия больше 2,5%, качество покрытия в значительной степени ухудшается из-за увеличенной шероховатости.
Если содержание алюминия в предварительном покрытии на основе цинка составляет от 0,5 до 0,7%, покрытие обладает выгодным сочетанием свойств, относящихся, в частности, к шероховатости и стойкости к образованию сетки волосных трещин. Эти свойства еще больше улучшаются, когда содержание алюминия больше 0,7%, но не превышает 0,8%.
Оптимальное сочетание компактности, износостойкости и стойкости к образованию сетки волосных трещин получают в том случае, когда содержание алюминия в цинковой ванне больше 0,8%, но не более 2,5%.
Предварительное покрытие на основе цинка может наноситься на сталь методом горячего погружения, методом электроосаждения, методом вакуумного осаждения или каким-либо другим способом. Нанесение проводят преимущественно в непрерывном режиме. Кроме алюминия предварительное покрытие на основе цинка может в некоторых случаях содержать один или более элементов из:
- свинца, сурьмы и висмута, причем весовое содержание каждого из этих трех элементов не превышает 0,003%, чтобы избежать эффекта блесток в случае покрытий, получаемых методом горячего погружения;
- кремния при его весовом содержании не менее 0,002%, который позволяет избежать образования чрезмерно большого межфазного слоя FexAly. Однако, когда содержание кремния больше 0,070%, в случае покрытий, получаемых методом горячего погружения, образуется окалина; и
- лантана и церия в количествах, не превышающих 0,05%, которые благоприятствуют смачиваемости поверхности цинковой ванной.
Предварительное покрытие на основе цинка может также содержать неизбежные примеси, такие, например, как кадмий, олово или медь. Когда предварительное покрытие получают методом горячего погружения, в качестве примесей могут, в частности, присутствовать железо и марганец.
Сталь, на которую наносят предварительное покрытие, имеет преимущественно следующий весовой состав:
- содержание углерода от 0,15 до 0,5 вес.% и, преимущественно, от 0,15 до 0,25 вес.%. Этот элемент играет важную роль в закаливаемость и в механической прочности, получаемых после охлаждения, которое следует после аустенизации и операции сплавления. Однако при содержании ниже 0,15 вес.% способность к закаливанию низка, а прочностные свойства недостаточны. Напротив, при содержании выше 0,5 вес.% опасность появления дефектов при закалке повышается, в особенности в случае деталей с наибольшей толщиной. Содержание углерода от 0,15 до 0,25% позволяет получать прочность приблизительно от 1250 до 1650 МПа;
- марганец, наряду с его ролью раскислителя, оказывает также значительное влияние на закаливаемость, в частности, когда его весовое содержание составляет не менее 0,5% и, преимущественно, 0,8%. Однако слишком большое количество (3 вес.% или, преимущественно, 1,5%) приводит к риску чрезмерного расслоения;
- содержание кремния в стали должно составлять от 0,1 до 0,5 вес.% и, преимущественно, от 0,1 до 0,35 вес.%. Наряду с его ролью раскислителя жидкой стали этот элемент способствует также упрочнению стали, но его содержание должно, однако, быть ограниченным, чтобы избежать избыточного образования оксидов и облегчить нанесение покрытия;
- хром при его содержании более 0,01% повышает закаливаемость и способствует достижению высокой прочности после стадии горячего формования в разных участках детали после охлаждения вслед за термообработкой, проводимой с целью образования сплава и аустенизации. При содержании выше 1% (преимущественно 0,3%) вклад хрома в достижение такой однородности в механических свойствах достигает насыщения;
- алюминий является элементом, который способствует раскислению и выделению азота. В количестве более 0,1 вес.% он образует во время производственного процесса алюминаты, что заставляет ограничивать содержание алюминия до указанного значения;
- сера и фосфор в чрезмерных количествах приводят к повышенной хрупкости. По этой причине предпочтительно ограничивать их содержания до 0,05 и 0,1 вес.%, соответственно;
- бор, содержание которого должно составлять от 0,0005 до 0,010 вес.% и, предпочтительно, от 0,002 до 0,010 вес.%, является элементом, который играет важную роль в закаливаемости. При его содержании ниже 0,0005% не получают удовлетворительного эффекта закаливаемости. Полный эффект получают при содержании 0,002%. Чтобы не ухудшить ударную вязкость, максимальное содержание бора должно быть ниже 0,010% и, предпочтительно, 0,005%; и
- титан имеет высокое сродство к азоту и, следовательно, способствует защите бора так, чтобы этот элемент был в свободной форме с тем, чтобы сосредоточить весь эффект на закаливаемости. Однако при превышении содержания 0,2% и, более конкретно, 0,1%, имеется риск образования в жидкой стали крупных нитридов титана, которые оказывают неблагоприятный эффект на ударную вязкость.
В способе согласно изобретению изготовляют горячекатаный или холоднокатаный лист стали, имеющей указанный выше состав, и наносят на него предварительное покрытие из сплава на основе цинка, имеющего состав, который также указан выше. До или после термообработки лист разрезают с целью получения какой-либо детали. Эту деталь затем нагревают для того, чтобы совместно провести:
- операцию сплавления, имеющую целью получение покрытия, состоящего более чем на 90% его толщины из по меньшей мере одной фазы на основе Fe/Zn, содержание Fe в которой равно 65 вес.% или выше, а отношение Fe/Zn составляет от 1,9 до 4. Во время реакции сплавления элементы стального листа, в частности железо, марганец и кремний, диффундируют в покрытие. Некоторые элементы предварительного покрытия, в частности цинк и алюминий, также диффундируют; и
- аустенизацию стали, которая может быть частичной или полной. Нагрев в печи проводят преимущественно таким образом, чтобы температура детали достигла значения от Ас1 до Ас3+100°С. Ас1 и Ас3 обозначают начальную и конечную температуры аустенитного превращения, соответственно. Согласно изобретению, чтобы обеспечить равномерность температуры в разных точках детали, время выдержки при указанной температуре составляет не менее 20 сек. После этого деталь подвергают операции горячего формования, которой благоприятствует уменьшение напряжения пластического течения и повышение пластичности стали с температурой. Исходя из частично или полностью аустенитной структуры в детали, деталь далее будут охлаждать в условиях, подходящих для придания детали желаемых механических свойств. В частности, деталь в процессе охлаждения может быть помещена в какое-либо устройство, причем само это устройство возможно будет нагреваться, облегчая тем самым отвод тепла. Для получения хороших механических свойств предпочтительно получать мартенситные или бейнитно-мартенситные микроструктуры.
После указанной выше стадии нанесения предварительного покрытия необязательно может проводиться предварительная термообработка. Эта предварительная термообработка включает нагревание до температуры от 450°С до 520°С в течение от 2 до 10 минут. Предварительная термообработка повышает компактность покрытия, образовавшегося после комбинированной обработки сплавления/аустенизации, а также стойкость этого покрытия к распространению трещины. Было также установлено, что такая предварительная термообработка благоприятствует образованию покрытий, состоящих более чем на 90% их толщины из двух обогащенных железом фаз, весовое содержание железа в которых равно 65% или выше, а отношение Fe/Zn составляет от 1,9 до 4. В отсутствие предварительной обработки покрытия проявляют тенденцию содержать единственную обогащенную железом фазу. Без намерения связать себя какой-либо теорией мы полагаем, что эта предварительная обработка изменяет поверхность раздела между сталью и предварительным покрытием и, следовательно, изменяет диффузионные процессы, которые имеют место при последующей операции образования сплава.
В качестве примера рассмотрены холоднокатаные листы толщиной от 1,3 до 1,6 мм, имеющие следующий весовой состав:
углерод: 0,22%;
марганец: 1,3%;
кремний: 0,30%;
фосфор: <0,010%;
сера: 0,005%;
хром: 0,18%;
титан: 0,025%;
алюминий: 0,050%; и
В: 0,003%.
На стальные листы наносят предварительное покрытие методом горячего погружения в ванну с цинком, содержащим алюминий в количестве до 5%, свинец, сурьму и висмут, каждый в количестве менее 0,003%, а также железо как неизбежный остаточный элемент в количестве менее 0,020%. Предварительные покрытия из чистого цинка наносят также методом электроосаждения. В случае покрытий, нанесенных методом горячего погружения, толщина предварительного покрытия составляет приблизительно от 10 до 20 микрон, в то время как в случае покрытий, нанесенных методом электроосаждения, толщина имеет порядок 10 микрон.
Некоторые листы подвергают предварительной термообработке для образования сплава при температуре от 470 до 520°С в течение времени от 2 до 10 мин. После этого листы разрезают с целью получения деталей.
Эти детали нагревают затем до температуры 930°С (т.е. Ас3+70°С) и выдерживают при этой температуре в течение 3 мин. Время нагрева, включающее время подъема температуры и время выдержки при 930°С, составляет 10 мин. Эти условия приводят к полному аустенитному превращению стали. Установлено, что в течение этой фазы разогрева и выдержки предварительное покрытие на основе цинка в результате реакции образовании сплава между железом и предварительным покрытием образует в пределах более 90% своей толщины одну или более фаз Fe/Zn, содержание железа в которых равно 65% или выше, а отношение Fe/Zn составляет от 1,9 до 4. Это сплавленное покрытие, характеризующееся высокой температурой плавления и высокой твердостью, обладает высокой коррозионной стойкостью и предохраняет находящуюся под ним сталь от окисления и обезуглероживания во время и после фазы нагрева.
После фазы нагрева при 930°С детали подвергают 5%-ному горячему деформированию.
Последующее охлаждение на воздухе приводит к бейнитно-мартенситной структуре. Механическая прочность, получаемая после такой обработки, составляет более 750 МПа. Сплавленные покрытия охарактеризовывают следующими методами:
- микрофотографические срезы используют для оценки компактности покрытий, а также наличия их вдавливания в лист в некоторых подвергнутых горячему деформированию зонах;
- визуальный обзор и измерения, проводимые с использованием прибора для измерения шероховатости, позволяющие количественно оценить параметр шероховатости Ra и образование сетки волосных трещин после термообработки и деформирования, а также оценить износостойкость инструментов; и
- обзор с помощью сканирующего электронного микроскопа в режиме фазового контраста, позволяющий идентифицировать присутствующие в покрытиях фазы. Результаты этих наблюдений являются следующими:
- в условиях согласно изобретению покрытие, образовавшееся в результате образования сплава, более чем на 90% его толщины состоит из обогащенных железом фаз Fe/Zn, содержание железа в которых равно 65% или выше, а отношение Fe/Zn составляет от 1,9 до 4. Показанная на фиг.3 микрофотография, полученная с помощью сканирующего электронного микроскопа, иллюстрирует пример согласно изобретению: сплавленное покрытие состоит на большей части своей толщины из двух фаз: очень бледная фаза со средним составом: 70% Fe/27% Zn/1% Al/0,4% Si и фаза, имеющая светло-серый внешний вид, содержащая 76% Fe/22% Zn/1% Al/0,5% Si. Может быть отмечено присутствие марганца в меньших количествах. Присутствие марганца и кремния и, естественно, присутствие железа свидетельствует о диффузии базового металла в предварительное покрытие при обработке, приводящей к образованию сплава и аустенизации. Имеется также несколько редких остаточных пор (темные области). На самой удаленной от центра, поверхности образца можно отметить наличие более высокого содержания цинка, который усиливает защиту от коррозии;
- если содержание алюминия в предварительном покрытии меньше 0,5%, компактность образовавшегося сплавленного покрытия является посредственной, так как покрытие имеет много относительно хорошо развитых пор. В этих условиях обнаруживается также наличие сильно выраженной поверхностной сетки волосных трещин. На фиг.2 показан пример таких волосных трещин при содержании алюминия 0,1%, т.е. за пределами условий изобретения;
- если содержание алюминия в предварительном покрытии больше 2,5%, шероховатость значительно усиливается, повышаясь от Ra=1,3 микрон до Ra=3 микрон; и
- если содержание алюминия в предварительном покрытии на основе цинка составляет от 0,5 до 2,5%, покрытие обладает очень хорошим сочетанием компактности, низкой шероховатости и отсутствия сетки волосных трещин. Отмечается также отсутствие вдавливания покрытия в сталь в процессе горячего деформирования даже на участках с выраженной выпуклостью. Кроме того, когда содержание алюминия больше 0,7% и, преимущественно, 0,8%, стойкость к появлению сетки волосных трещин является максимальной.
Таким образом, изобретение делает возможным изготовление высококачественных деталей с покрытием и при этом металлическое покрытие обладает особо благоприятным сочетанием компактности, низкой шероховатости, отсутствия сетки волосных трещин и стойкости к вдавливанию. Максимум прочности деталей может изменяться в зависимости от назначения в соответствии с составом стали, в частности содержанием в ней углерода и содержанием марганца, хрома и бора.
Указанные детали будут с успехом использованы для изготовления деталей безопасности и, в особенности, деталей, препятствующих проникновению внутрь транспортного средства, или несущих деталей, усилительных поперечин и центральной стойки в конструкции автотранспортных средств.
Изобретение относится к изготовлению деталей с покрытием из горячекатаной или холоднокатаной стали. На подготовленный горячекатаный или холоднокатаный стальной лист наносят металлическое предварительное покрытие, образованное из сплава на основе цинка, содержащего в вес.% от 0,7 до 2,5 алюминия и, необязательно, один или более элементов, выбранных из: Рb≤0,003%, Sb≤0,003%, Bi≤0,003%, 0,002%<Si≤0,070%, La<0,05%, Се<0,05%, цинк и неизбежные примеси - остальное. Проводят при необходимости предварительную термообработку и разрезают лист с целью получения детали. Нагревают указанную деталь для образования между сталью и предварительным покрытием сплавленного покрытия, состоящего более чем на 90% его толщины из по меньшей мере одной фазы на основе Fe/Zn, содержание Fе в которой равно 65% или выше, а отношение Fe/Zn составляет от 1,9 до 4, и так, чтобы придать стали частично или полностью аустенитную структуру. Подвергают деталь горячему деформированию и охлаждают деталь в условиях, подходящих для придания стальной детали желаемых механических свойств. 3 н. и 10 з.п. ф-лы, 3 ил.
1. Стальная деталь, покрытая соединением, состоящим более чем на 90% его толщины из по меньшей мере одной фазы на основе Fe/Zn, содержание железа в которой равно 65% или выше, а отношение Fe/Zn составляет от 1,9 до 4, причем указанное соединение образовано в процессе по меньшей мере одной термообработки для образования сплава между сталью и предварительным покрытием, которое представляет собой сплав на основе цинка, содержащий (по весу) от 0,7 до 2,5% алюминия и, необязательно, один или более элементов, выбранных из
Рb≤0,003%
Sb≤0,003%
Bi≤0,003%
0,002%≤Si≤0,070%
La<0,05%
Ce<0,05%
и остальное цинк и неизбежные примеси.
2. Стальная деталь по п.1, отличающаяся тем, что указанное предварительное покрытие представляет собой сплав, содержание алюминия в котором больше 0,7 вес.%, но не выше 0,8 вес.%.
3. Стальная деталь по п.1, отличающаяся тем, что указанное предварительное покрытие представляет собой сплав, содержание алюминия в котором больше 0,8 вес.%, но не выше 2,5 вес.%.
4. Стальная деталь по любому из пп.1-3, отличающаяся тем, что состав указанной стали включает (по весу):
0,15%≤С≤0,5%
0,5%≤Mn≤3%
0,1%≤Si≤0,5%
0,01%≤Сr≤1%
Ti≤0,2%
Al≤0,1%
S≤0,05%
P≤0,1%
0,0005%≤В≤0,010%
и остальное железо и неизбежные примеси, возникающие в процессе плавки.
5. Стальная деталь по п.4, отличающаяся тем, что состав указанной стали включает (по весу):
0,15%≤С≤0,25%
0,8%≤Мn≤1,5%
0,1%≤Si≤0,35%
0,01%≤Cr≤0,3%
Ti≤0,1%
Al≤0,1%
S≤0,05%
P≤0,1%
0,002%≤В≤0,005%
и остальное железо и неизбежные примеси, возникающие в процессе плавки.
6. Способ изготовления стальной детали с покрытием, включающий стадии, согласно которым подготавливают горячекатаный или холоднокатаный стальной лист; наносят на указанный лист металлическое предварительное покрытие, образованное из сплава на основе цинка, содержащего (по весу) от 0,7 до 2,5% алюминия и, необязательно, один или более элементов, выбранных из
Рb≤0,003%
Sb≤0,003%
Bi≤0,003%
0,002%≤Si≤0,070%
La≤0,05%
Се≤0,05%
и остальное цинк и неизбежные примеси;
проводят при необходимости предварительную термообработку; разрезают лист с целью получения детали; нагревают указанную деталь так, чтобы получить в результате образования сплава между сталью и предварительным покрытием сплавленное покрытие, состоящее более чем на 90% его толщины из по меньшей мере одной фазы на основе Fe/Zn, содержание Fe в которой равно 65% или выше, а отношение Fe/Zn составляет от 1,9 до 4, и так, чтобы придать стали частично или полностью аустенитную структуру; подвергают деталь горячему деформированию; и охлаждают деталь в условиях, подходящих для придания стальной детали желаемых механических свойств.
7. Способ изготовления по п.6, отличающийся тем, что указанное предварительное покрытие представляет собой сплав, содержание алюминия в котором больше 0,7 вес.%, но не выше 0,8 вес.%.
8. Способ изготовления по п.6, отличающийся тем, что указанное предварительное покрытие представляет собой сплав, содержание алюминия в котором больше 0,8 вес.%, но не выше 2,5 вес.%.
9. Способ изготовления по любому из пп.6-8, отличающийся тем, что представляют горячекатаный или холоднокатаный стальной лист, состав которого включает (по весу):
0,15%≤С≤0,5%
0,5%≤Mn≤3%
0,1%≤Si≤0,5%
0,01%≤Cr≤1%
Ti≤0,2%
Al≤0,1%
S≤0,05%
P≤0,1%
0,0005%≤В≤0,010%
и остальное железо и неизбежные примеси, возникающие в процессе плавки.
10. Способ изготовления по п.9, отличающийся тем, что представляют горячекатаный или холоднокатаный стальной лист, состав которого включает (по весу):
0,15%≤С≤0,25%
0,8%≤Мn≤1,5%
0,1%≤Si≤0,35%
0,01%≤Сr≤0,3%
Ti≤0,1%
Al≤0,1%
S<0,05%
P≤0,1%
0,002%≤В≤0,005%
и остальное железо и неизбежные примеси, возникающие в процессе плавки.
11. Способ изготовления по любому из пп.6-8, отличающийся тем, что указанная термообработка включает в себя нагрев до температуры в пределах от 450 до 520°С с выдержкой в пределах от 2 до 10 мин.
12. Способ изготовления по любому из пп.6-8, отличающийся тем, что, с целью достижения указанного образования сплава и для придания стали частично или полностью аустенитной структуры, указанный нагрев проводят при температуре от Ас1 до Ас3+100°С, причем время выдержки при этой температуре составляет не менее 20 с.
13. Применение детали по одному из пп.1-5 или изготовленной способом по одному из пп.7-12 для изготовления конструкционных деталей или деталей безопасности для наземных автотранспортных средств.
| WO 2004094684 A1, 04.11.2004 | |||
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО МЕТАЛЛА ВЫСШИХ КАТЕГОРИЙ ВЫТЯЖКИ С ТОНЧАЙШИМ ЦИНКОВЫМ ПОКРЫТИЕМ С ПРЕВОСХОДНОЙ ШТАМПУЕМОСТЬЮ | 1997 |
|
RU2128719C1 |
| НЕПРЕРЫВНЫЙ СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ | 1993 |
|
RU2114930C1 |
| СПОСОБ ЦИНКОВАНИЯ И ЦИНКОВАНИЯ ПОД ОТЖИГ ПРИ ИСПОЛЬЗОВАНИИ ВАННЫ С ЦИНКОМ И АЛЮМИНИЕМ | 1999 |
|
RU2241063C2 |
| Четвертичные соли @ - @ 3-метил-5-(2,5,5,8а-тетраметил-3,4,4а,5,6,7,8,8а-октагидронафтил-1)-пент-2-енил @ -аммония,обладающие свойствами ретардантов | 1983 |
|
SU1143029A1 |

