Предлагаемое техническое решение относится к области электромашиностроения и касается технологии сборки сердечника, состоящего из сегментов.
Известна технология шихтовки сердечника статора на круглые шпильки. Для упрощения надевания сегмента на шпильки скругленные прорези выполняют с дополнительными направляющими вырезами (см. патент Японии №59-51218 от 11.10.78, опубл. 12.12.84).
Известно решение сборки статора электрической машины по патенту США №4564779 (от 14.09.84, опубл. 14.01.86), когда листы сердечника набирают на клинья, при этом для обеспечения прочного крепления клинья выполняют с цилиндрическим участком, входящим в круглые отверстия корпуса статора, и по поверхности раздела выполняют сварной шов.
За прототип принята технология сборки статора электрической машины (см. Н.В.Виноградов. Производство электрических машин. М, Энергия, 1970 г., стр.94-98), когда при сборке пакета сердечника машин свыше 10 МВт набор сегментов осуществляют на ребра в форме ласточкина хвоста, приваренные к корпусу, а машин до 10 МВт - на круглые шпильки, вваренные в корпус. Для этого на наружной поверхности сегментов выполняют открытые прорези соответственно в форме ласточкина хвоста или скругленные. Сборку начинают с установки на нажимные торцевые элементы крайних листов сердечника, далее шихтовку выполняют слоями, перекрывая стыки сегментов одного слоя сегментами другого слоя. После завершения окончательной прессовки, не снимая давления, затягивают гайки на концах ребер или шпилек.
Согласно упомянутым способам сборку листов сердечника осуществляют на жестко зафиксированные элементы корпуса статора, для чего выполняют предварительную разгонку этих элементов по шаблону, что усложняет технологию и затягивает по времени процесс сборки сердечника статора. Кроме того, для обеспечения стягивающих усилий в сердечнике в конструкцию статора вводят массивные нажимные элементы и стяжные ребра, выполняемые, как правило, из немагнитного материала, которые утяжеляют конструкцию и увеличивают ее себестоимость.
Целью изобретения является устранение указанных недостатков, а именно упрощение технологии, сокращение времени сборки, а также уменьшение количества и массы конструктивных элементов статора, задействованных в процессе сборки.
Поставленная задача достигается за счет того, что в способе сборки статора электрической машины, заключающемся в изготовлении сегментов сердечника с не менее чем двумя отверстиями в спинке, в послойном размещении сегментов на нажимных частях статора с помощью элементов фиксации, входящих в отверстия, опрессовке сердечника, стяжке его и креплении на корпусе, - первоначально укладывают, по меньшей мере, два слоя сегментов, элементы фиксации выполняют составными по высоте сердечника и размещают их в отверстиях сегментов по мере набора сердечника, после опрессовки сердечника, не снимая давления, охватывают сердечник оболочкой с отверстиями, скрепляют указанную оболочку с нажимными частями статора, после чего снимают давление, размещают в отверстиях оболочки крепежные элементы и скрепляют их с оболочкой и сердечником, например, сваркой. Элементы фиксации выполняют разновысокими и размещают в отверстиях сегментов, чередуя по высоте. В качестве крепежных элементов используют трубки. Охватывающую сердечник оболочку выполняют, по меньшей мере, из двух разъемных в поперечном сечении частей.
Благодаря новой последовательности сборки статора, а именно, введению операции свободной установки в отверстия сегментов составных элементов фиксации по мере послойного набора сегментов сердечника и обеспечению последующего скрепления сердечника посредством крепежных элементов с оболочкой и оболочки с нажимными частями статора удается исключить технологически сложную операцию предварительной разгонки элементов фиксации с помощью шаблонов (в предлагаемом техническом решении сами сегменты по сути выполняют функцию свободно устанавливаемых шаблонов), вследствие чего технология упрощается и сокращается время сборки. Кроме того, благодаря скреплению оболочки с нажимными частями статора до момента снятия давления опрессовки, после снятия давления удается придать оболочке функцию элемента корпуса, воспринимающего усилие опрессовки сердечника и, таким образом, избавиться от дополнительных громоздких элементов, предназначенных для выполнения указанной функции.
Изобретение поясняется чертежами, где:
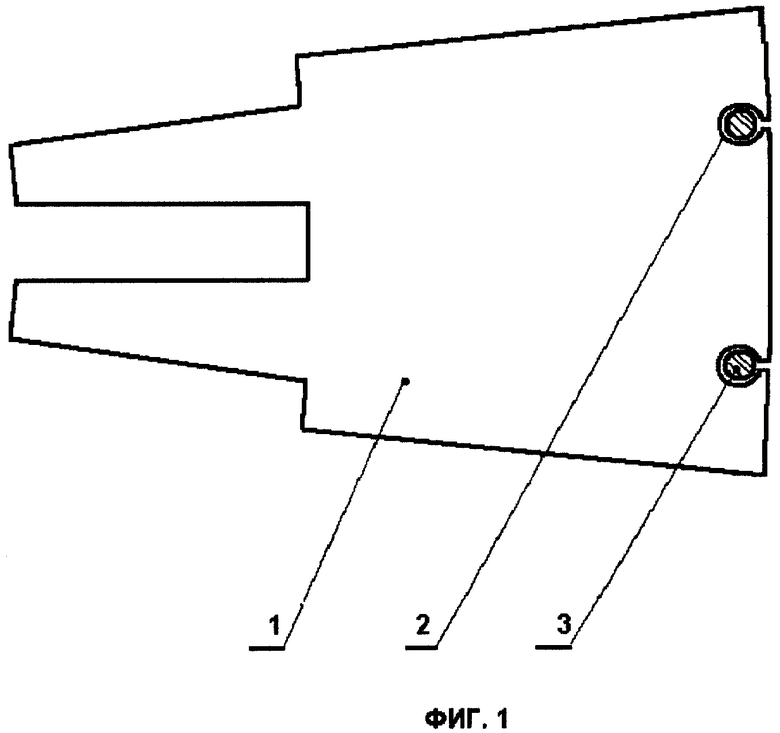
на фиг.1 представлен сегмент сердечника статора;
на фиг.2 - статор, продольный разрез;
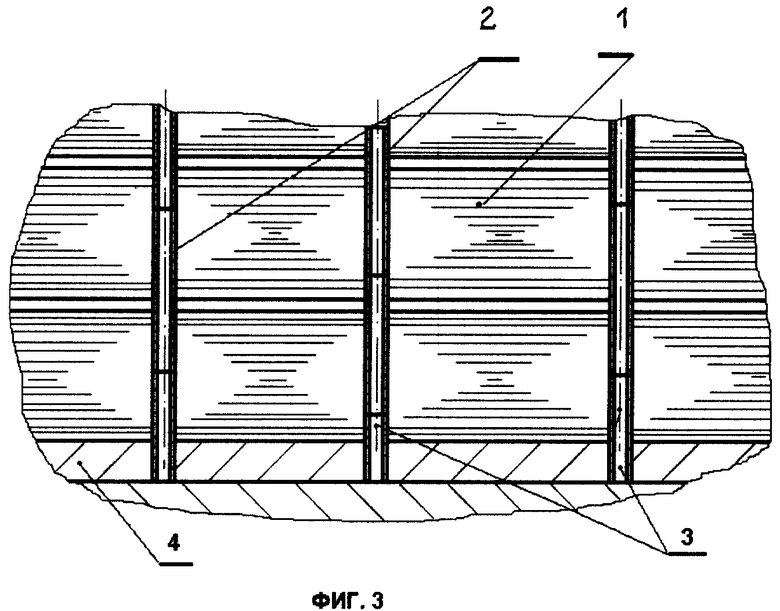
на фиг.3 - схема установки фиксирующих элементов;
на фиг.4 - статор, поперечный разрез по А-А на фиг.2.
В сегментах 1 сердечника (см. фиг.1) по периферии спинки выполняют отверстия 2 для установки фиксирующих элементов, в качестве которых используют трубки 3. Сборку начинают с раскладки на нажимных частях 4 статора (см.фиг.2), по крайней мере, двух слоев сегментов 1 сердечника (нижним слоем могут быть сегменты с прикрепленными к ним нажимными пальцами) и производят шихтовку слоями с перекрытием стыков сегментов одного слоя сегментами другого слоя. Трубки 3 выполняют составными по высоте сердечника и разновысокими причем по мере набора сердечника, устанавливают их в отверстия 2, чередуя по высоте, как показано на фиг.3. После шихтовки и окончательной опрессовки сердечника, не снимая давления опрессовки, охватывают сердечник оболочкой 5 (см. фиг.4), состоящей из двух полуцилиндрических частей. Оболочку 5 скрепляют с нажимными частями 4 статора и снимают давление. Затем в отверстия (позицией не обозначено), распределенные по длине и по окружности оболочки 5, вставляют фиксирующие элементы, выполненные, например, в виде трубок 6, и приваривают последние к оболочке 5 и сегментам 1 сердечника (сварка обозначена позицией 7).
Технико-экономический результат от использования заявляемого решения заключается в возможности выполнить статор за меньшее время, использовать для его изготовления меньше материала и меньшее количество деталей и, таким образом, снизить себестоимость электрической машины в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки сердечника статора вертикальной электрической машины | 1985 |
|
SU1410198A1 |
| Способ запресовки сердечника в корпусе статора электрической машины | 1980 |
|
SU884045A1 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |
| Способ ремонта шихтованного сердечника статора мощной электрической машины | 1987 |
|
SU1511810A1 |
| СПОСОБ СБОРКИ СТАТОРА ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2276446C1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2011266C1 |
| Статор электрической машины и способ его сборки | 1981 |
|
SU1030914A1 |
| Способ изготовления статора электрической машины | 2016 |
|
RU2652088C1 |
| Способ диагностики прессовки шихтованного сердечника магнитопровода | 1980 |
|
SU955383A1 |
| Способ изготовления магнитопровода статора электрической машины | 1981 |
|
SU1056379A1 |

Изобретение относится к области электромашиностроения и касается технологии сборки сердечника, состоящего из сегментов. Способ заключается в изготовлении сегментов сердечника с не менее чем двумя отверстиями в спинке, в послойном размещении сегментов на нажимных частях статора с помощью элементов фиксации, входящих в отверстия, опрессовке сердечника, стяжке его и креплении на корпусе. При этом укладывают первоначально, по меньшей мере, два слоя сегментов. Элементы фиксации выполняют составными по высоте сердечника и размещают их в отверстиях сегментов по мере набора сердечника. После опрессовки сердечника, не снимая давления, охватывают сердечник оболочкой с отверстиями, скрепляют указанную оболочку с нажимными частями статора, после чего снимают давление, размещают в отверстиях оболочки крепежные элементы и скрепляют их с оболочкой и сердечником, например сваркой. Технический результат заключается в минимизации времени и используемого материала при изготовлении статора. 3 з.п. ф-лы., 4 ил.
1. Способ сборки статора электрической машины, заключающийся в изготовлении сегментов сердечника с не менее чем двумя отверстиями в спинке, в послойном размещении сегментов на нажимных частях статора с помощью элементов фиксации, входящих в отверстия, опрессовке сердечника, стяжке его и креплении на корпусе, отличающийся тем, что укладывают первоначально, по меньшей мере, два слоя сегментов, элементы фиксации выполняют составными по высоте сердечника и размещают их в отверстиях сегментов по мере набора сердечника, после опрессовки сердечника, не снимая давления, охватывают сердечник оболочкой с отверстиями, скрепляют указанную оболочку с нажимными частями статора, после чего снимают давление, размещают в отверстиях оболочки крепежные элементы и скрепляют их с оболочкой и сердечником, например, сваркой.
2. Способ сборки статора электрической машины по п.1, отличающийся тем, что элементы фиксации выполняют разновысокими и размещают в отверстиях сегментов, чередуя по высоте.
3. Способ сборки статора электрической машины по п.1, отличающийся тем, что в качестве крепежных элементов используют трубки.
4. Способ сборки статора электрической машины по п.1, отличающийся тем, что охватывающую сердечник оболочку выполняют, по меньшей мере, из двух разъемных в поперечном сечении частей.
| US 4564779 A, 14.01.1986 | |||
| СПОСОБ ПОЛУЧЕНИЯ СРЕДСТВА, ОБЛАДАЮЩЕГО АНТИГИПОКСИЧЕСКОЙ, РЕГЕНЕРАТИВНОЙ АКТИВНОСТЬЮ | 2020 |
|
RU2745443C1 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |
| Способ сборки статора электрической машины | 1990 |
|
SU1791909A1 |

