Изобретение относится к двухдуговой наплавке двумя проволочными электродами и может быть использовано в различных отраслях промышленности преимущественно для наплавки поверхностей, испытывающих различные виды износа от воздействия внешних факторов, например, наплавка слоев с требуемыми свойствами у элементов запорной арматуры нефте- и газопроводов.
Известен способ двухдуговой сварки и наплавки плавящимися электродами, при котором электроды располагают последовательно один за другим по ходу сварки, после остановки источника тепла сварочный ток понижают до минимальной величины и прекращают подачу электродов, затем вновь увеличивают сварочный ток до рабочей величины и подают второй по ходу сварочный электрод с рабочей скоростью, первый по ходу сварочный электрод подключают к тому же полюсу источника питания, что и изделий, а после остановки сварочной горелки подают его с заданной скоростью и выдерживают в течение заданного периода времени, после чего процесс останавливают. (SU 1731508).
Известен способ механизированной наплавки комбинацией дуг, при котором неплавящийся электрод подключают к отрицательному полюсу первого сварочного источника питания, а изделие - к его положительному полюсу. Зажигают между упомянутым электродом и изделием дугу прямого действия, в которую непрерывно подают первый плавящийся электрод. Дугу косвенного действия зажигают между неплавящимся и плавящимся электродами. В дугу прямого действия непрерывно подают второй плавящийся электрод другого химического состава. Обеспечивают непрерывное горение дуги прямого действия в пульсирующем режиме с подачей импульсов тока большей или меньшей величины и периодическое поочередное зажигание и гашение упомянутых дуг косвенного действия. Во время подачи импульса большего тока дуги прямого действия дугу косвенного действия гасят, а в период подачи импульса меньшего тока зажигают одну из дуг косвенного действия. (RU 2649351).
Известные способы раскрывают двухдуговую сварку под флюсом, что ограничивает возможности процесса.
Известен способ плазменной наплавки и сварки комбинацией свободной и сжатой дуг. Сжатую дугу прямого действия получают между неплавящимся электродом плазмотрона и изделием от первого источника питания с разнополярными импульсами тока. Свободную дугу косвенного действия получают от второго источника с разнополярными импульсами тока между закрепленной в сопле плазмотрона тугоплавкой вставкой и подаваемым в дугу плавящимся электродом. Отношение среднего за период сварки тока импульсов прямой полярности, подаваемого на сжатую дугу, к среднему за период сварки току импульсов выбирают в пределах 0,3-0,9 (RU 2763912).
Наиболее близким к предлагаемому является способ двухдуговой наплавки двумя проволочными электродами, при котором процесс ведут сваркой под флюсом, основной электрод перед наплавкой замыкают на изделие через дополнительный электрод, устанавливают заданную величину тока, протекающего через дополнительный электрод в начальный период наплавки, а через заданное время уменьшают его значение до номинального. Известный способ характеризуется тем, что независимую дугу возбуждают между основным и дополнительным электродами; дугу прямого действия возбуждают между изделием и основным электродом; сумму токов, протекающих в процессе наплавки через дополнительный электрод и изделие, устанавливают равной току, подаваемому на основной электрод; основной электрод перед наплавкой замыкают на изделие через дополнительный электрод, величину тока, протекающего через дополнительный электрод, в начальный период процесса наплавки устанавливают по расчетной математической формуле в зависимости от тока, протекающего через дополнительный электрод в начале процесса наплавки, длительность начального периода процесса наплавки устанавливают по соотношению в зависимости от диаметров основного и дополнительного электродов. (SU 1704974).
Известный способ реализуется сваркой под флюсом, дополнительная проволока подается позади основной, а питание дуг осуществляется от одного источника питания, что ограничивает эффективность процесса наплавки, в том числе за счет ограниченных возможностей регулирования режимов наплавки, а также не обеспечивает эффективную направку различных марок сталей.
Техническая задача - повышение эффективности способа двухдуговой наплавки плавящимися электродами в защитных газах за счет повышение качества наплавки и производительности процесса.
Технический результат- обеспечение эффективного регулирования режимов двухдуговой наплавки плавящимися электродами в защитных газах в том числе нержавеющих сталей или никелевых сплавов с получением хорошего качества наплавки и высокой производительности.
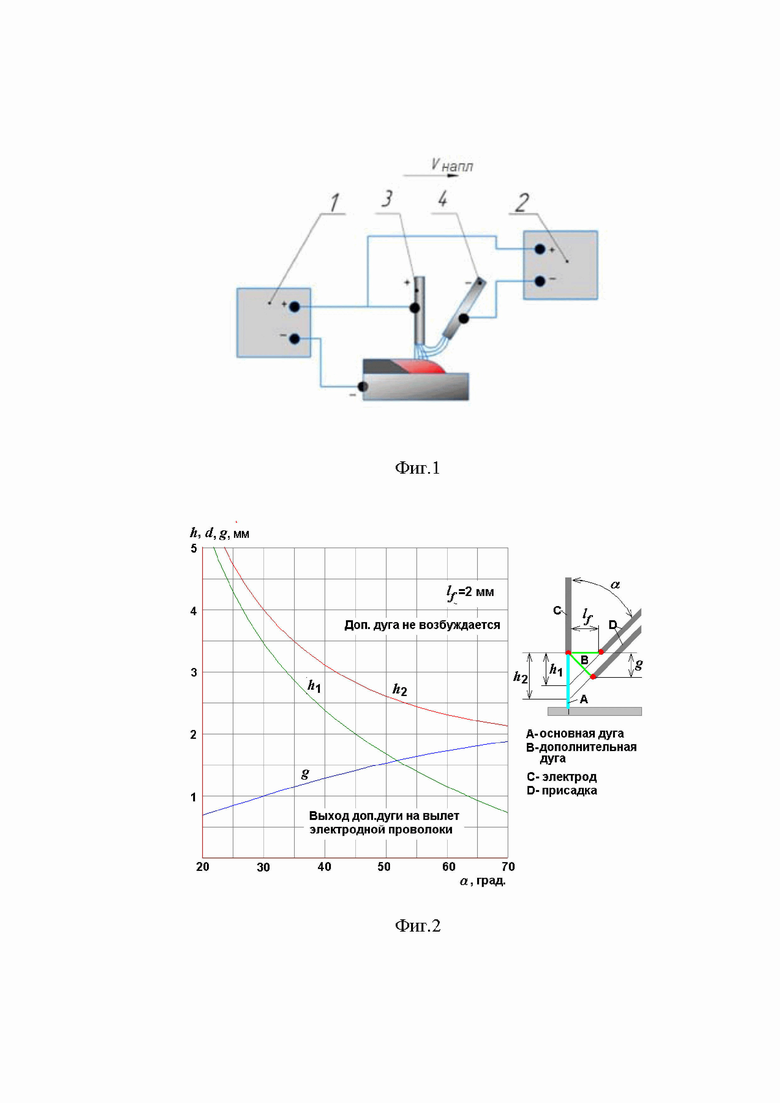
Поставленная задача решается тем, что заявляется способ двухдуговой наплавки плавящимися электродами, заключающийся в подаче вспомогательного проволочного электрода, при котором основная дуга горит между основным проволочным электродом и изделием, а дополнительная дуга горит между основным и вспомогательным проволочными электродами, отличающийся тем, что наплавку ведут в защитных газах при которой основной проволочный электрод подают перпендикулярно наплавляемой поверхности изделия, а вспомогательный проволочный электрод подают впереди основного проволочного электрода под углом к нему от 60 до 80 градусов, основная и дополнительная дуги подключены к собственным источникам питания для подачи на каждую дугу заданной величины тока; при этом положительные полюса от каждого источника питания подключены к основному проволочному электроду, отрицательный полюс источника питания основной дуги подключен к наплавляемому изделию, а отрицательный полюс источника питания дополнительной дуги подключен к вспомогательному проволочному электроду.
В качестве защитных газов используют любые известные в науке и технике смеси из аргона и углекислого газа.
Заявляемый способ, в отличие от прототипа, характеризуется новой совокупностью признаков, существенными для обеспечения заявленного технического результата, т.к. использованием двух источников питания (тока) для независимого питания каждой дуги позволяет регулировать последовательность включения и отключения дуг для обеспечения более высокого качества начального и конечного участка наплавленного слоя в защитных газах, также это позволяет в широких пределах регулировать режимы наплавки, а подача вспомогательного проволочного электрода впереди и под заявляемым углом к основному проволочному электроду, подаваемому перпендикулярно наплавляемой поверхности изделия позволяет дополнительно захолаживать наплавочную ванну и уменьшать проплавление основного металла (подложки), что обеспечивает эффективную наплавку нержавеющих сталей или никелевых сплавов с необходимым соотношением между площадями проплавления и наплавленного металла в поперечном сечении. При выборе угла наклона вспомогательного проволочного электрода менее 60 градусов будут происходить периодические обрывы дополнительной дуги из-за утыкания дополнительной проволоки в наплавляемую поверхность, что приведет к нестабильности процесса наплавки. При выборе угла наклона вспомогательного проволочного электрода более 80 градусов дополнительная дуга начнет гореть на боковую поверхность основного проволочного электрода, что приведет к увеличению разбрызгивания металла и уменьшению стабильности процесса наплавки.
Заявляемый способ иллюстрируется следующими материалами.
Фиг. 1 - показана схема осуществления заявляемого способа, где V напл - скорость наплавки (направление движения).
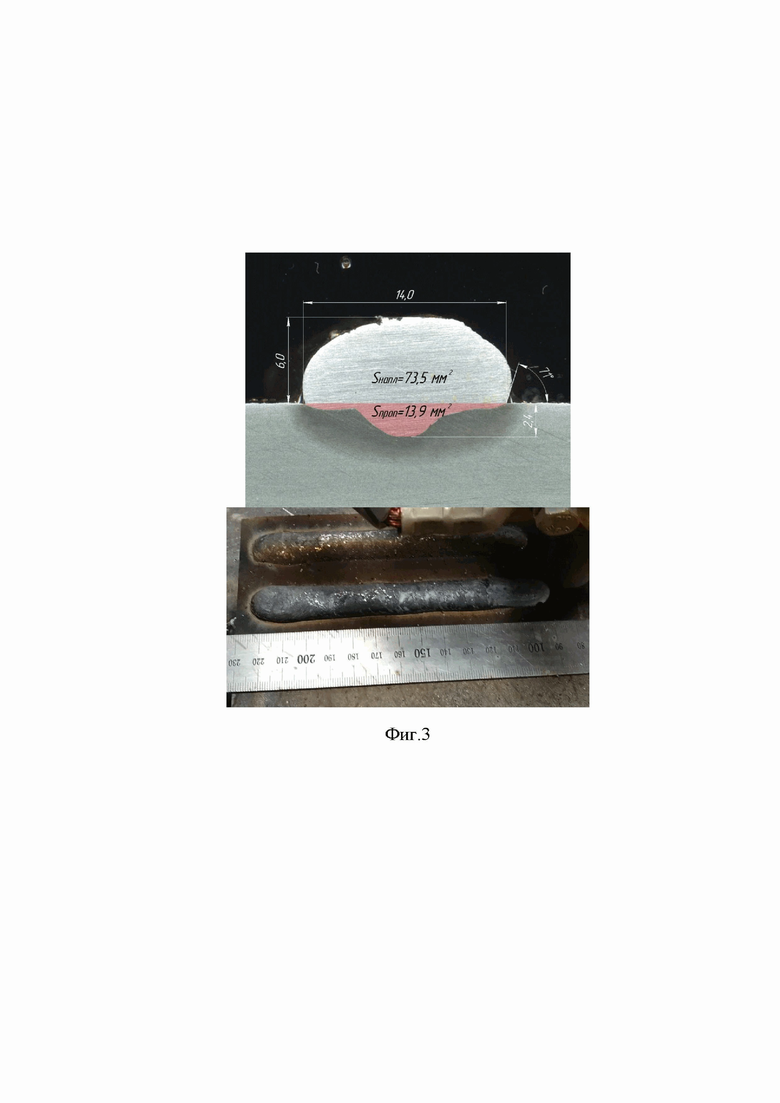
Фиг. 2 - приведен график (номограмма), по которой определяют координаты точки схождения осей проволочных электродов, где
lf - длина дополнительной дуги;
h - расстояние между точкой пересечения осей проволочных электродов и точкой плавления электродной проволоки:
h2 - расстояние между точкой пересечения осей проволочных электродов и точкой плавления электродной проволоки дополнительной дуги, ниже которого последняя не возбуждается;
h1 - расстояние между точкой пересечения осей проволочных электродов и точкой плавления электродной проволоки дополнительной дуги, при котором дополнительная дуга начинает гореть на боковой поверхности вылета основного проволочного электрода;
α - угол подачи вспомогательного проволочного электрода;
g - изменение высоты торца вспомогательного проволочного электрода в процессе наплавки.
Фиг. 3 - показан макрошлиф и внешний вид валика, наплавленного заявляемым способом двухдуговой наплавки в защитных газах.
Заявляемый способ двухдуговой наплавки плавящимися электродами осуществляют в среде аргона и углекислого газа в следующей последовательности: сначала зажигают основную дугу до стабилизации ее горения, после чего начинают подавать вспомогательный проволочный электрод 4 и зажигают дополнительную дугу, затем включают перемещение горелок в направлении наплавки с проведением процесса наплавки, после остановки движения горелок происходит гашение дополнительной дуги, а потом происходит гашение основной дуги. При этом основной проволочный электрод 3 подают перпендикулярно наплавляемой поверхности изделия, а вспомогательный проволочный электрод 4 подают впереди основного проволочного электрода 3 под углом к нему, который выбирают из интервала от 60 до 80 градусов. Основная дуга питается от основного источника тока 1, а дополнительная дуга питается от вспомогательного источника тока 2, на которые подают заданные значения величин токов. Положительные полюса от каждого источника тока 1 и 2 подключены к основному проволочному электроду 3, отрицательный полюс основного источника тока 1 подключен к наплавляемому изделию, а отрицательный полюс вспомогательного источника тока 2 к вспомогательному проволочному электроду 4. Пространственное расположение дополнительной дуги (координаты точки схождения осей проволочных электродов 3 и 4) определяют по номограмме, приведенной на Фиг. 2.
Расположение дополнительной дуги определяется углом α и расстоянием h между точкой пересечения осей проволочных электродов и точкой плавления электродной проволоки, а также от длины lf дополнительной дуги:
 (1)
(1)
При несоответствии угла между проволочными электродами и расположения точки пересечения осей проволочных электродов ниже расстояния h2 дополнительной дуги последняя не возбуждается, т.е. при выборе напряжений питания U1, U2 дуг и угла α должно быть выполнено условие:
 . (2)
. (2)
Ограничением на расположение дуг является нежелательность горения дополнительной дуги на боковой поверхности вылета электродной проволоки, т.е. должно выполняться соотношение
 . (3)
. (3)
Так как требование (2) соответствует обрыву дуги, а требование (3) соответствует только нежелательности перехода дуги на вылет электрода, а точку пересечения осей проволочных электродов по условиям настройки удобно располагать на поверхности металла, ye=0, то угол подачи можно определить по соотношению:
 (4)
(4)
Минимальное напряжение дуг (12 В) определяется суммой анодного и катодного напряжений, а также их минимальной длиной, исключающей короткие замыкания каплями электродного металла. Длина дуг должна быть не менее диаметра проволочных электродов. Для этого необходимо чтобы напряжение основной дуги было не менее значения:
 , (5)
, (5)
а напряжение источника питания превышало:
 . (6)
. (6)
Эти ограничения (1…6) необходимо учитывать при выборе режима заявляемого способа двухдуговой наплавки плавящимся электродом для обеспечения стабильного горения дуг и устойчивого плавления проволочных электродов.
Расположение вспомогательного проволочного электрода 4 относительно основного проволочного электрода 3 определяется углом ее наклона относительно вертикали и высоты точки схождения электродов. Точка схождения определяется на поверхности наплавляемой детали, а угол наклона выбирается из номограммы в диапазоне между кривыми h1 и h2. После этого определяется длина дополнительной дуги при выбранном угле наклона вспомогательного проволочного электрода 4.
Пример осуществления заявляемого способа при выборе угла наклона вспомогательного проволочного электрода по отношению к основному проволочному электроду при значении 65 градусов. Координату точки схождения проволочных электродов выбирают на наплавляемой поверхности, а именно строго под основной проволокой и высота точки схождения равна 0 мм. Высота торца вспомогательного проволочного электрода от точки схождения проволочных электродов может быть в интервале от 0,9 до 2.3 мм, из которого выбираем значение 2,0 мм. На основании вышеприведенных математических выражений 5) и 6) определяем напряжение на основной дуге, который дает значение 28 В. Напряжение дополнительной дуги также выбирают 28 В, так как в номограмме изначально задано, что ее длина (lf) равна 2 мм. Ток основной дуги при выбранном напряжении и скорости ее подачи (9,5 м/мин) равен 190 А. Ток дополнительной дуги при выбранном напряжении и скорости ее подачи (4,5 м/мин) равен 70 А. Наличие двух источников тока 1 и 2 позволяет задать разную величину тока на каждой дуге, что обеспечивает возможность регулировки процесса, заявляемое расположение вспомогательного проволочного электрода относительно основного, направление подачи основного проволочного электрода и последовательность их подачи в совокупности с возможностью регулировки процессом наплавки обеспечивают возможность в широком диапазоне регулировать долю участия основного металла в наплавленном, а также увеличить площадь наплавленного металла за один проход. Это обеспечивает высокое качество наплавки и возможность наплавки толстого слоя металла при минимальном расплавлении подложки, высокую производительность и стабильность процесса наплавки Результат наплавки заявляемым способом приведен на Фиг. 3.
Заявляемый способ может быть эффективно использован для наплавки слоев с требуемыми свойствами, испытывающих различные виды износа от воздействия внешних факторов, в частности элементов запорной арматуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наплавки алюминиевых сплавов плавящимся электродом с дополнительной присадочной проволокой | 2024 |
|
RU2834976C1 |
| Способ двухдуговой наплавки | 1989 |
|
SU1660885A1 |
| Способ двухдуговой сварки в защитных газах | 1986 |
|
SU1310146A1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2015 |
|
RU2598715C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОБ НАПЛАВЛЯЕМОГО МЕТАЛЛА | 2018 |
|
RU2710145C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
Изобретение может быть использовано для наплавки поверхностей изделий, испытывающих различные виды износа от воздействия внешних факторов, в том числе из нержавеющих сталей или никелевых сплавов. Основной проволочный электрод подают перпендикулярно наплавляемой поверхности изделия, а вспомогательный – впереди основного проволочного электрода под углом к нему от 60 до 80 градусов. Регулируют длину дополнительной дуги при выбранном угле наклона вспомогательного электрода путем выбора высоты размещения его торца из условия получения точки схождения осей обоих плавящихся электродов на наплавляемой поверхности изделия. Положительные полюса от каждого источника питания подключены к основному проволочному электроду. Отрицательный полюс источника питания основной дуги подключен к наплавляемому изделию, а отрицательный полюс источника питания дополнительной дуги подключен к вспомогательному проволочному электроду. Способ обеспечивает эффективное регулирование режимов двухдуговой наплавки двумя плавящимися электродами в защитных газах. 3 ил.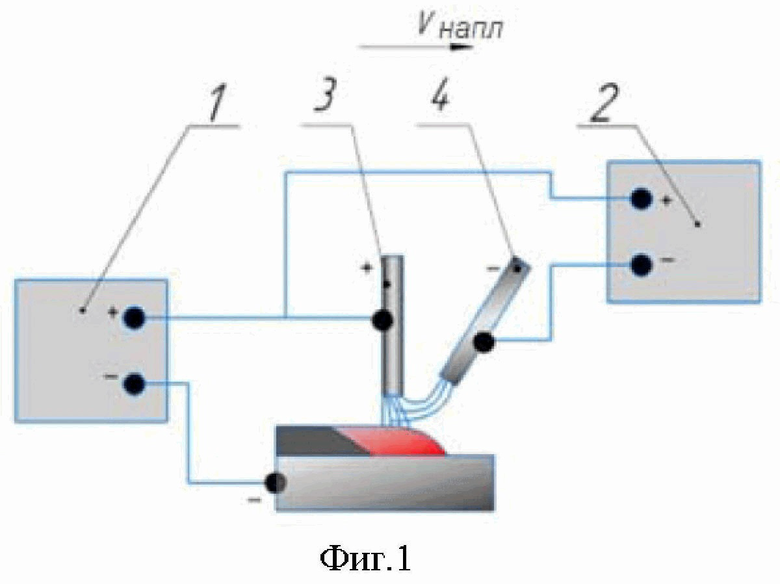
Способ двухдуговой наплавки в защитных газах плавящимися электродами, включающий подачу основного проволочного электрода с зажиганием между ним и наплавляемой поверхностью изделия основной дуги и подачу вспомогательного проволочного электрода под углом к основному с зажиганием дополнительной дуги между основным и вспомогательным проволочными электродами, при этом основная и дополнительная дуги подключены к собственным источникам питания для подачи на каждую дугу тока заданной величины, отличающийся тем, что основной проволочный электрод подают перпендикулярно наплавляемой поверхности изделия, а вспомогательный проволочный электрод подают впереди основного проволочного электрода под углом к нему от 60 до 80 градусов, при этом регулируют длину дополнительной дуги при выбранном угле наклона вспомогательного электрода путем выбора высоты размещения его торца из условия получения точки схождения осей обоих плавящихся электродов на наплавляемой поверхности изделия, при этом положительные полюса от каждого источника питания подключены к основному проволочному электроду, отрицательный полюс источника питания основной дуги подключен к наплавляемому изделию, а отрицательный полюс источника питания дополнительной дуги подключен к вспомогательному проволочному электроду, причем в качестве защитных используют смесь газов на основе аргона и углекислого газа.
| Способ двухдуговой сварки в защитных газах | 1986 |
|
SU1310146A1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ УПРАВЛЯЮЩЕГО СИГНАЛА | 2013 |
|
RU2648302C2 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| JP 2000326142 A, 28.11.2000. | |||
