Изобретение относится к машиностроению, в частности к оборудованию для вулканизации резинотехнических изделий.
Известна пресс-форма для вулканизации резинокордных изделий рукавного типа (RU 2376138 С1, МПК В29С 35/02, опубл. 20.12.2009), содержащая верхнюю и нижнюю полуформы, варочную диафрагму, бортовые кольца и конусные полукольца.
Недостатком известного изобретения является невысокое качество резинокордных изделий рукавного типа из-за деформации заготовки изделия при монтаже в пресс-форму постоянной длины, а также сложность технологического процесса монтажа заготовок резинокордных изделий в пресс-форму из-за погрешности в длине при сборке заготовки изделия.
Техническим результатом заявляемого изобретения является улучшение качества резинокордных изделий, упрощение технологического процесса сборки заготовок резинокордных изделий и их монтажа в пресс-форму.
Технический результат достигается тем, что пресс-форма дополнительно оснащена компенсационными вставками, устанавливаемыми между полуформами пресс-формы в выполненные для них посадочные места и позволяющими менять длину формообразующей поверхности пресс-формы в заданных пределах.
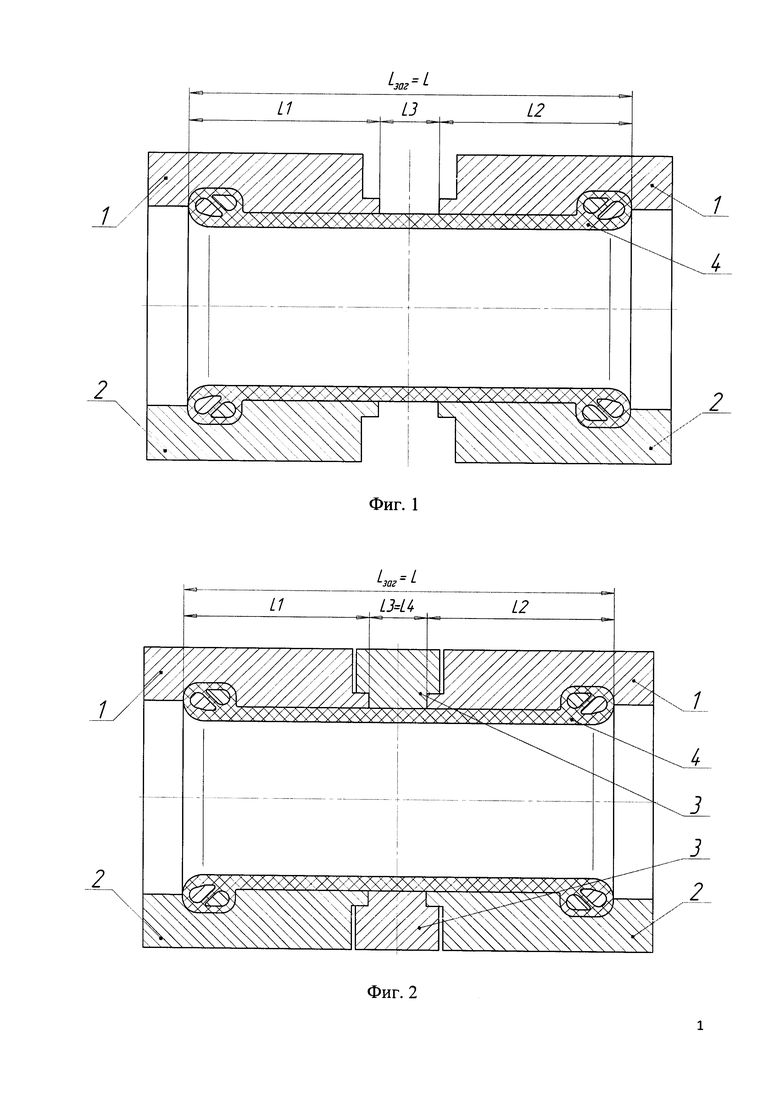
Сущность заявленного изобретения поясняется следующими чертежами:
фиг. 1 - Пресс-форма в закрытом положении без компенсационной вставки;
фиг. 2 - Пресс-форма в закрытом положении с компенсационной вставкой.
Пресс-форма для вулканизации резинокордных изделий состоит из верхней полуформы 1, нижней полуформы 2, варочной камеры и компенсационных вставок 3, устанавливаемых между полуформами в выполненные для них посадочные места с последующей фиксацией.
Работа пресс-формы с компенсационными вставками осуществляется следующим образом.
Номинальная длина заготовки 4 Lзаг.ном. резинокордного изделия определяется суммой длин полуформ L1, L2 и номинальной длины компенсационных вставок L4ном. При отклонении длины заготовки Lзаг от номинальной Lзаг.ном в заданных пределах, подбирают соответствующую длину компенсационных вставок L4, что позволяет изменить длину формообразующей поверхности пресс-формы под длину собранной заготовки Lзаг.. Таким образом, исключена деформация заготовки изделия при подгонке ее длины для монтажа в пресс-форму, приводящая к дефектам свулканизованного изделия.
После монтажа заготовки резинокордного изделия длиной Lзаг в полуформы верхние 1 и нижние 2 пресс-формы, выполняют измерение расстояния L3 между полуформами 1 и 2 (фиг. 1). В соответствии с размером L3 подбирают компенсационные вставки 3 длиной L4 и устанавливают их между полуформами 1 и 2 в выполненные для них посадочные места, получив длину формообразующей поверхности пресс-формы L, равную длине монтируемой заготовки Lзаг.
Таким образом, заявленная пресс-форма для вулканизации резинокордных изделий обеспечивает достижение заявленного технического результата: улучшение качества резинокордных изделий за счет применения компенсационных вставок, обеспечивающих возможность изменять длину формообразующей поверхности пресс-формы под длину заготовки с отклонением от номинальной длины в заданных пределах; упрощение технологического процесса сборки заготовок и их монтажа в пресс-форму за счет исключения операций по подгонке длины заготовки под длину формообразующей поверхности пресс-формы.
Предприятие имеет положительный опыт в изготовлении качественных резинокордных изделий с использованием заявленной пресс-формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ РУКАВНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2583013C2 |
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| СПОСОБ ВУЛКАНИЗАЦИИ РУКАВНЫХ ВСТАВОК КРИВОЛИНЕЙНОГО ТИПА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2597396C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРОТКИХ РЕЗИНОКОРДНЫХ КОМПЕНСАТОРНЫХ ВСТАВОК | 2012 |
|
RU2525310C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК И СПОСОБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2688602C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК РЕЗИНОКОРДНЫХ ОБОЛОЧЕК В ПРЕСС-ФОРМЕ | 2017 |
|
RU2668868C1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОЛЫХ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2384407C2 |
| Способ изготовления надувных эластичных оболочек | 1988 |
|
SU1577991A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
Изобретение относится к оборудованию для вулканизации резинотехнических изделий. Техническим результатом является улучшение качества резинокордных изделий, упрощение технологического процесса сборки заготовок резинокордных изделий и их монтажа в пресс-форму. Технический результат достигается пресс-формой для вулканизации резинокордных изделий, содержащей верхние полуформы, нижние полуформы и варочную камеру. При этом между полуформами установлены компенсационные вставки определенной длины, соответствующей отклонению длины заготовки от номинальной. 1 з.п. ф-лы, 2 ил.
1. Пресс-форма для вулканизации резинокордных изделий, содержащая верхние полуформы, нижние полуформы и варочную камеру, отличающаяся тем, что между полуформами установлены компенсационные вставки определенной длины, соответствующей отклонению длины заготовки от номинальной.
2. Пресс-форма для вулканизации резинокордных изделий по п. 1, отличающаяся тем, что в верхних полуформах и нижних полуформах выполнены посадочные места для установки компенсационных вставок.
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| EP 0997374 B1, 29.11.2006 | |||
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| ДОПОЛНИТЕЛЬНАЯ СХЕМА ДЛЯ ТЕХНОЛОГИЧЕСКИХ ПИТАЮЩИХ ЛИНИЙ СВАРОЧНОЙ ИЛИ РЕЗАТЕЛЬНОЙ ГОРЕЛКИ И КАБЕЛЬНАЯ СБОРКА С ДОПОЛНИТЕЛЬНОЙ СХЕМОЙ | 2021 |
|
RU2835252C1 |
| CN 103707499 A, 09.04.2014. | |||

