Изобретение относится к технологии и оборудованию для изготовления прямых коротких порядка 1000 мм резинокордных компенсаторных вставок, имеющих борта с заделанными нитями корда или без бортов в трубопроводы для транспортировки жидких сред.
Известно устройство для вулканизации безбортовых трубчатых изделий, содержащее трубчатый корпус с концентрично в нем установленной цилиндрической диафрагмой, вулканизация в котором осуществляется за счет подачи теплоносителя в зазор между корпусом и диафрагмой (Патент 1140985 RU, МПК В29С 35/04, опубл. 23.02.85, Бюл. №7).
Недостатком указанного устройства является невозможность изготовления трубчатых изделий с бортами, кроме того, при наличии зазора между внутренней поверхностью диафрагмы в свободном состоянии и наружным диаметром изделия при вулканизации возможно образование дефектов в виде локальных продольных складок.
Наиболее близким по технической сущности и достигаемому техническому результату является способ вулканизации резинокордных изделий и пресс-форма для его осуществления (Патент 2376138 RU, МПК В29С 35/02, опубл. 20.12.09, Бюл. №35). Пресс-форма содержит верхнюю и нижнюю полуформы, формующие фланцы и варочную диафрагму, смонтированную на жестком дорне, вставляемую внутрь изделия. При вулканизации теплоноситель под давлением подается в варочную диафрагму, диафрагма отходит от дорна и прижимает резинокордный композит к внутренней поверхности пресс-формы.
Недостатком известного способа изготовления является сложность обеспечения постоянства диаметра внутренней поверхности по длине резинокордной компенсаторной вставки из-за его увеличения при вулканизации в результате прессовки стенки резинокордного композита варочной диафрагмой и не обеспечивается хорошая чистота внутренней поверхности прямой резинокордной компенсаторной вставки.
Техническим результатом заявляемого изобретения является повышение качества прямых коротких резинокордных компенсаторных вставок, имеющих борта с заделанными нитями корда или без бортов и малую длину, порядка 1000 мм, с обеспечением постоянства диаметра и чистоты внутренней поверхности прямых резинокордных компенсаторных вставок и исключение возможности образования локальных продольных складок на внешней поверхности вставки в процессе вулканизации.
Технический результат достигается за счет того, что устройство для изготовления прямых коротких резинокордных компенсаторных вставок в трубопроводы включает цельный жесткий дорн, формующие фланцы и варочную диафрагму, расположенную поверх заготовки компенсаторной вставки и смонтированную во внешней обечайке устройства, при этом внутренний диаметр варочной диафрагмы в свободном состоянии соответствует наружному диаметру резинокордной компенсаторной вставки.
Цельный жесткий дорн обеспечивает постоянство диаметра внутренней поверхности резинокордной компенсаторной вставки, внешняя варочная диафрагма при подаче теплоносителя под давлением в полость между варочной диафрагмой и внешней обечайкой обеспечивает качественную прессовку стенки резинокордного композита прямых коротких резинокордных компенсаторных вставок за счет прижатия варочной диафрагмой стенки резинокордной компенсаторной вставки к жесткому дорну с гладкой поверхностью.
Осевое смещение формующих фланцев под действием давления в варочной диафрагме обеспечивает предварительное натяжение нитей силового каркаса, кроме того, осевое смещение формующих фланцев окончательно формует профиль борта.
Сущность предлагаемого способа поясняется чертежами:
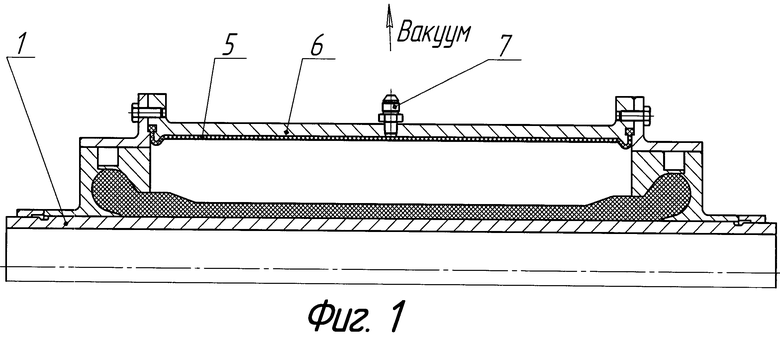
фиг.1 - установка собранной на цельном жестком дорне заготовки прямой короткой резинокордной компенсаторной вставки во внешнюю обечайку с вакуумированной варочной диафрагмой;
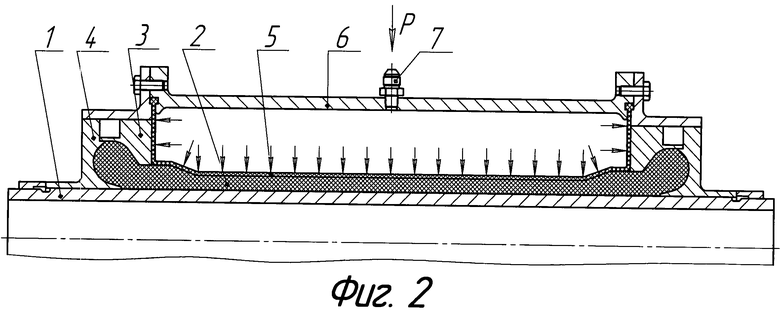
фиг.2 - устройство в процессе вулканизации.
Устройство для изготовления коротких резинокордных компенсаторных вставок 2 в трубопроводы, включающее цельный жесткий дорн 1, формующие фланцы 3 и 4 и варочную диафрагму 5 (фиг.1), расположенную поверх изделия и смонтированную во внешней обечайке устройства, при этом внутренние диаметральные размеры варочной диафрагмы 5 в свободном состоянии соответствуют наружным диаметральным размерам заготовки компенсаторной вставки (фиг.2).
Предлагаемый способ для изготовления прямых коротких порядка 1000 мм резинокордных компенсаторных вставок в трубопроводы, имеющих борта с заделанными нитями корда или без заделки, осуществляется следующим образом.
Внешнюю обечайку 6 через штуцер 7 подсоединяют к вакуумной линии. Под действием вакуума варочная диафрагма 5 облегает внутреннюю поверхность внешней обечайки 6, что позволяет свободно вставлять дорн с собранной на нем заготовкой резинокордной компенсаторной вставки и извлекать его со вставкой после вулканизации.
Собранную на цельном жестком дорне 1 заготовку коротких резинокордных компенсаторных вставок 2 с формующими фланцами 3 и 4 устанавливают во внешнюю обечайку 6 (фиг.1), после чего устройство помещают в вулканизационное оборудование и через штуцер 7 подключают к системе подачи теплоносителя (фиг.2).
Поскольку внутренние диаметральные размеры варочной диафрагмы в свободном состоянии соответствуют наружным диаметральным размерам заготовки короткой резинокордной компенсаторной вставки 2, то после подачи теплоносителя под давлением в полость между варочной диафрагмой и внешней обечайкой происходит прессование стенки резинокордного композита заготовки резинокордной компенсаторной вставки 2 за счет прижатия варочной диафрагмой 5 стенки резинокордной компенсаторной вставки 2 к жесткому дорну 1 с гладкой поверхностью без образования локальных продольных складок на внешней поверхности компенсаторной вставки 2. Под действием давления варочной диафрагмы 5 на формующие фланцы 3 они смещаются вдоль продольной оси, что обеспечивает прессовку бортовых зон и предварительное натяжение нитей силового каркаса заготовки резинокордной компенсаторной вставки 2.
По окончании процесса вулканизации заявляемое устройство отсоединяют от системы подачи теплоносителя и извлекают из вулканизационного оборудования. Штуцер 7 подсоединяют к вакууму и резинокордную компенсаторную вставку 2 с цельным жестким дорном 1 и формующие фланцы 3 и 4 извлекают из внешней обечайки 6.
Предложенный способ обеспечивает изготовление высококачественных, надежных и долговечных прямых коротких резинокордных компенсаторных вставок, имеющих малую длину, порядка 1000 мм, с обеспечением постоянства диаметра и чистоты внутренней поверхности коротких резинокордных компенсаторных вставок по всей их длине.
Предприятие имеет положительный опыт изготовления аналогичных изделий по заявленной технологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| СПОСОБ ВУЛКАНИЗАЦИИ РУКАВНЫХ ВСТАВОК КРИВОЛИНЕЙНОГО ТИПА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2597396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ РУКАВНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2583013C2 |
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОЛЫХ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2384407C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК РЕЗИНОКОРДНЫХ ОБОЛОЧЕК В ПРЕСС-ФОРМЕ | 2017 |
|
RU2668868C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2837096C1 |
| Устройство для опрессовки каркаса покрышки | 1980 |
|
SU899364A1 |
| СПОСОБ КРЕПЛЕНИЯ АРМАТУРЫ ГИБКИХ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2549385C1 |
Изобретение относится к технологии и оборудованию для изготовления рукавов-компенсаторов, в частности к устройству и способу изготовления коротких резинокордных компенсаторных вставок. Техническим результатом предлагаемого изобретения является улучшение постоянства диаметра и повышение чистоты внутренней поверхности коротких резинокордных компенсаторных вставок по всей их длине. Технический результат достигается устройством для изготовления коротких резинокордных компенсаторных вставок в трубопроводы, которое включает жесткий дорн, фланцы, внешнюю обечайку и варочную диафрагму, расположенную поверх заготовки вставки и смонтированную на внешней обечайке. При этом внутренний диаметр варочной диафрагмы в свободном состоянии соответствует наружному диаметру короткой резинокордной компенсаторной вставки. Жесткий дорн обеспечивает постоянный диаметр и чистоту внутренней поверхности по всей длине короткой резинокордной компенсаторной вставки. 2 н.п. ф-лы, 2 ил.
1. Устройство для изготовления коротких резинокордных компенсаторных вставок в трубопроводы, включающее жесткий дорн, фланцы, внешнюю обечайку и варочную диафрагму, расположенную поверх заготовки вставки и смонтированную на внешней обечайке, отличающееся тем, что внутренний диаметр варочной диафрагмы в свободном состоянии соответствует наружному диаметру короткой резинокордной компенсаторной вставки и жесткий дорн обеспечивает постоянный диаметр и чистоту внутренней поверхности по всей длине короткой резинокордной компенсаторной вставки.
2. Способ изготовления коротких резинокордных компенсаторных вставок в трубопроводы, осуществляемый с помощью устройства по п.1, отличающийся тем, что прессовка бортовых зон изделия и натяжение нитей корда осуществляются за счет смещения фланцев под действием давления на них варочной диафрагмы.
| ДОРН ДЛЯ СБОРКИ И ВУЛКАНИЗАЦИИ УГЛОВЫХ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2376137C1 |
| Устройство для вулканизации трубчатых изделий | 1983 |
|
SU1140985A1 |
| JP 2000356923 A, 26.12.2000 | |||
| SU 1458247 A1, 15.02.1989 | |||
| УСТРОЙСТВО для ФОРМОВАНИЯ ТРУБЧАТЫХ ПОЛИМЕРНЫХ ЗАГОТОВОК | 0 |
|
SU266200A1 |
| JP 61227026 A, 09.10.1986 | |||

