Изобретение относится к цветной металлургии, в частности к технологическому оборудованию для производства первичного алюминия электролизом, и может быть применено для футеровки катодного устройства электролизеров.
Известен способ футеровки катодного устройства электролизера для получения первичного алюминия, включающий последовательную засыпку и уплотнение глинозема в кожухе катодного устройства, кладку диффузионного комбинированного барьера из огнеупорных кирпичей на основе оксида алюминия и оксида кремния, соответственно, монтаж подовых и бортовых блоков с последующей заделкой швов между ними холоднонабивной подовой массой (Экономический и экологический аспект эффективного диффузионного барьера. Elmar Sturm, Jorg Prepeneit, Michael Sahling. Light Metals, 2002, c.433).
Недостатком данного способа является нестабильность теплофизических свойств глинозема с течением времени за счет взаимодействия с глиноземом проникающих газообразных агрессивных компонентов - паров натрия, тетрафторалюмината натрия и тетрафторида кремния, а также низкая химическая стойкость материала швов между огнеупорными кирпичами вследствие высокой пористости шовного материала, что не обеспечивает газоплотность кладки и способствует продвижению фронта пропитки вглубь цоколя с повреждением теплоизоляционных слоев и изменением их теплофизических свойств.
Наиболее близким к заявляемому является способ футеровки катодного устройства, включающий засыпку в кожух теплоизоляционного слоя глубоко прокаленным глиноземом в два слоя с различной плотностью - верхнего с плотностью 1,2-1,8 т/м3, нижнего 0,8-1,1 т/м3, формирование огнеупорного слоя из огнеупорных кирпичей, монтаж подовых и бортовых блоков с последующей заделкой швов между ними холоднонабивной подовой массой (SU, авторское свидетельство №1183564, С25С 3/20, опубл. 10.07.1985).
Недостатками данного способа футеровки являются, во-первых, высокая стоимость глубоко прокаленного глинозема, предварительно подвергаемого кальцинации при температурах более 1200°C, а также более высокие тепловые потери из-за большого коэффициента теплопроводности уплотненного слоя из глинозема, во-вторых, рост энергозатрат в процессе работы электролизера вследствие нестабильности температурных полей в катодном устройстве из-за проникновения компонентов электролита по межкирпичным швам огнеупорного слоя и изменения теплофизических характеристик нижерасположенного теплоизоляционного слоя. Кроме того, при кладке огнеупорного слоя необходимы большие трудозатраты.
В основу изобретения положена задача разработки способа футеровки, обеспечивающего снижение стоимости футеровочных материалов, сокращение энергозатрат при работе электролизера за счет стабилизации теплофизических характеристик цоколя электролизера, повышения срока его службы и снижения трудозатрат при кладке огнеупорного слоя.
Техническим результатом изобретения является повышение эффективности способа футеровки катодного устройства алюминиевого электролизера за счет замедления скорости проникновения компонентов криолит глиноземного расплава в теплоизоляционную часть цоколя.
Достижение вышеуказанного технического результата обеспечивается тем, что в способе футеровки катодного устройства электролизера для получения первичного алюминия, включающем засыпку порошкообразного теплоизоляционного слоя в кожух катодного устройства, формирование огнеупорного слоя, установку подовых и бортовых блоков с последующей заделкой швов между ними холоднонабивной подовой массой, согласно заявляемому изобретению при засыпке теплоизоляционного слоя используют неграфитированный углерод или порошок алюмосиликатного или глиноземистого состава, предварительно перемешанный с неграфитированным углеродом, а формирование огнеупорного слоя осуществляют засыпкой порошка алюмосиликатного состава и его уплотнением вибропрессованием до получения кажущейся пористости огнеупорного слоя не более 17%.
В способе могут использовать порошок алюмосиликатного или глиноземистого состава от 20 до 80% от общей массы теплоизоляционного слоя, и не менее чем на 70% состоящего из частиц размерами менее 0,040 мм и с коэффициентом теплопроводности не более 0,18 Вт/(м·К).
В качестве неграфитированного углерода может быть использована сажа.
В качестве неграфитированного углерода может быть использован полукокс бурых углей.
В качестве порошка глиноземистого состава может быть использован глинозем, 60-70% которого состоит из частиц размерами менее 0,1 мм.
В качестве порошка алюмосиликатного состава может быть использован шамотный порошок с содержанием оксида алюминия 27-34%.
В заявляемом способе футеровки катодного устройства, в отличие от известного способа (прототипа), при засыпке теплоизоляционного слоя в кожух катодного устройства используют неграфитированный углерод или порошок алюмосиликатного или глиноземистого состава, предварительно перемешанный с неграфитированным углеродом, а формирование огнеупорного слоя осуществляют засыпкой порошка алюмосиликатного состава и его уплотнением вибропрессованием до получения кажущейся пористости огнеупорного слоя не более 17%, что обусловлено следующими обстоятельствами.
Химическая стойкость футеровочных материалов повышается с уменьшением смачиваемости огнеупорного материала корродентом. Смачиваемость углеродистых материалов электролитом растет по мере внедрения в них натрия и образования межслойных соединений. По способности образования межслойных соединений все углеродистые материалы подразделяются на 4 группы. В первую группу входят различные по происхождению графиты - природные и искусственные. Во вторую группу выделен пиролизный графит. В третью группу входят неграфитированные углеродные материалы, поддающиеся гомогенной графитации при высокотемпературном нагреве (коксы нефтяной, пековый, каменноугольный, антрацит). К четвертой группе относят неграфитированные и не поддающиеся гомогенной термической графитации разновидности углерода (угли наиболее низкой степени метаморфизма, кокс из таких углей, древесный и сахарный уголь и некоторые виды сажи). Для материалов этой группы характерно наличие большого количества сильных поперечных связей, что препятствует подвижности слоев и затрудняет формирование межслойных соединений с натрием.
Результаты экспериментальных исследований материалов четвертой группы показали, что они в течение длительного времени сохраняют свои теплофизические и физико-механические свойства, в результате чего замедляется процесс смачивания, а следовательно, тормозится взаимодействие материала катодной футеровки с агрессивными компонентами ванн электролизеров.
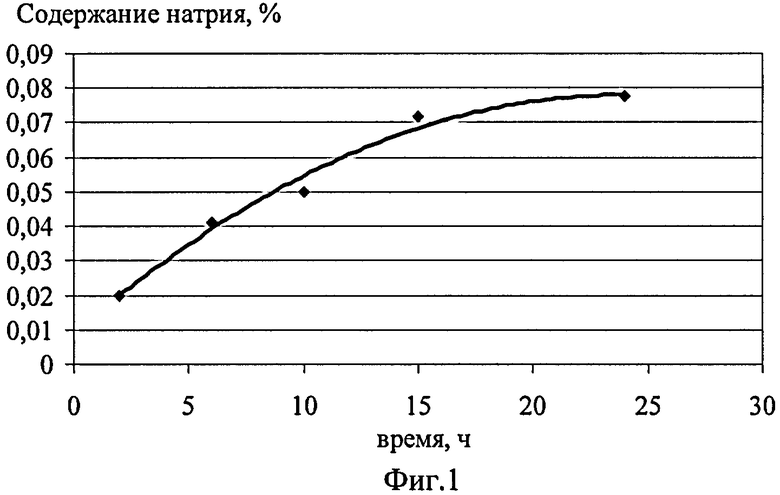
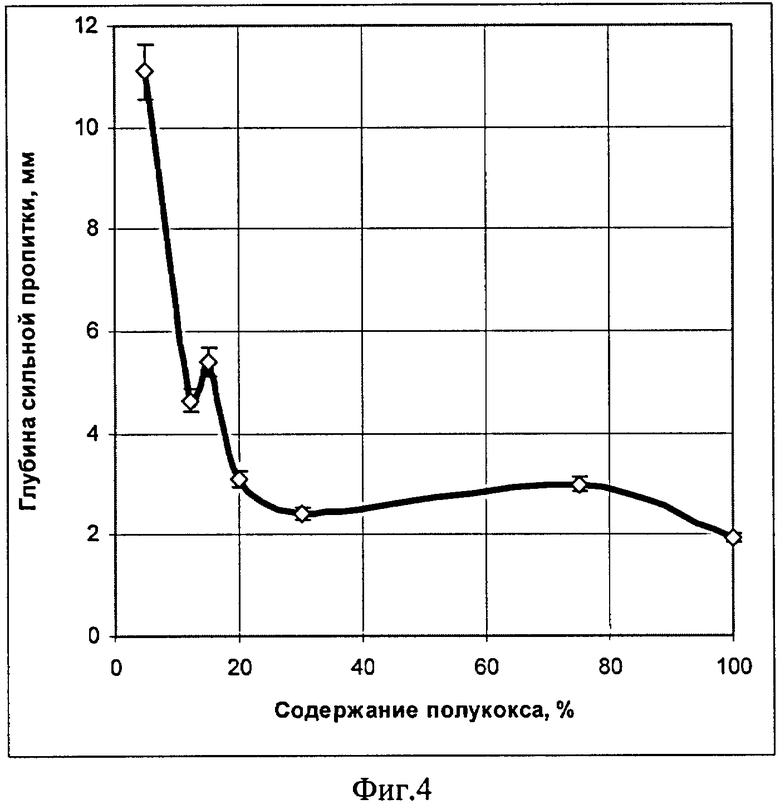
Сущность изобретения поясняется следующим графическим материалом. На фиг.1 представлены результаты исследований процесса адсорбции атомарного натрия буроугольным коксом (марки АБГ-П (0-100 мкм)) при 1227 К, давление 900 мм рт.ст. (~1,2 атм), на фиг.2 приведен вид ячейки с исследуемым порошком АБГ после воздействия паров натрия, электролита и расплава алюминия, а на фиг.3 - вид аналогичной ячейки с исследуемым СБС VIBRA SEAL, на фиг.4 - зависимость глубины сильной пропитки в течение 20-часового теста от содержания активированного буроугольного полукокса в смеси с алюмосиликатным мертелем.
Специальными экспериментальными исследованиями в герметичном контейнере, в ходе которых исключался контакт исследуемых веществ с любой другой газовой средой кроме паров натрия, определено содержание натрия в буроугольном коксе в зависимости от времени выдержки (фиг.1). Видно, что с увеличением времени выдержки содержание натрия в образце из буроугольного кокса монотонно увеличивалось с 0,02 при 2 ч до 0,0774% при выдержке до 24 ч. Поглощение натрия газокальцинированным антрацитовым наполнителем, который содержал 30% графита за тот же период, составило 5%; нефтяным коксом, прошедшим высокотемпературную тепловую обработку при 2300°C, - 0,3%.
Существенно более низкие значения адсорбции натрия буроугольным коксом свидетельствуют о замедлении процессов смачивания, а следовательно, и торможении процессов проникновения газообразного натрия и расплавленных фторсолей в указанный материал.
Оценка влияния концентрации адсорбированного атомарного натрия на интенсивность смачивания поверхности буроугольного кокса расплавленным электролитом проводилась по скорости растекания и изменения контактных углов, фиксируемых цифровой камерой. Растекание электролита по предварительно уплотненному до 0,67 г/см3 буроугольному коксу происходило медленно. Углы натекания приобрели равновесное значение примерно 60° через 80-90 с. Заметное влияние на процесс смачивания оказывает обработка буроугольного кокса парами натрия. Выдержка этого материала в течение 20 ч при 1227 К при давлении паров натрия 1,2 атм способствовало улучшению смачивания. Если начальная скорость смачивания кокса электролитом составила ~5 град/мин, то обработанного парообразным натрием ~20 град/мин.
Результаты испытаний на химическую стойкость также подтверждают, что неграфитированные и не поддающиеся гомогенной графитации разновидности углерода является компонентом, существенно повышающим стойкость футеровочных материалов к проникающему воздействию агрессивных паров и расплавленных солей электролитических ванн для получения алюминия. Были проведены исследования на криолитоустойчивость порошка полукокса бурого угля (фиг.2). Порошок уплотнялся в графитовом тигле до 1460 кг/м3, после чего на его поверхность помещались фторсоли, алюминий и тигель герметизировался. Далее тигель устанавливался в печь и выдерживался в ней при температуре 950°C в течение 40 часов. В ходе эксперимента испытуемый материал прореагировал по высоте на 2 мм, что характеризовало его исключительно хорошую химическую стойкость. Для сравнения на фиг.3 приведен образец широко известной американской барьерной смеси VIBRA SEAL после 24-часовых испытаний. Образец прореагировал на глубину до 7,6 мм.
Другой положительной стороной использования неграфитированных разновидностей углерода является их низкий коэффициент теплопроводности. Так, некоторые сорта сажи имеют коэффициент теплопроводности ~0,03 Вт/(м·К). Поэтому смесевые композиции алюмосиликатных или глиноземистых порошков с неграфитированными разновидностями углерода имеют более низкий коэффициент теплопроводности, чем каждый порошок в отдельности.
Получение кажущейся пористости слоя не более 17% из шамотного порошка снижает вероятность проникновения жидких и газообразных компонентов в барьерный огнеупорный слой и далее в теплоизоляционную часть электролизера, поскольку пористость 17% является нижней границей перехода общей пористости в закрытую. Использование специальной технологии и установки для вибропрессования порошков позволяет формировать бесшовный барьер с указанными характеристиками. Дальнейшее снижение пористости достигается за счет спекания материала в процессе работы электролизера.
Предлагаемые параметры являются оптимальными. Уплотнение материала с получением кажущейся пористости слоя более 17% формирует проницаемую макроструктуру и протекание реакции взаимодействия по всему объему материала, а получение слоя с меньшей величиной пористости невозможно только за счет операции уплотнения.
Предлагаемый способ футеровки катодного устройства электролизера для получения алюминия по сравнению с прототипом позволяет снизить стоимость футеровочных материалов, сократить энергозатраты при работе электролизера за счет стабилизации теплофизических характеристик цоколя электролизера, повысить срок его службы за счет замедления скорости проникновения компонентов криолит-глиноземного расплава в теплоизоляционную часть цоколя и уменьшить трудозатраты при кладке огнеупорного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2015 |
|
RU2593247C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА | 2015 |
|
RU2606374C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ ПЕРВИЧНОГО АЛЮМИНИЯ | 2016 |
|
RU2621197C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ ПЕРВИЧНОГО АЛЮМИНИЯ (ВАРИАНТЫ) | 2015 |
|
RU2614357C2 |
| ФУТЕРОВКА КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА ПЕРВИЧНОГО АЛЮМИНИЯ | 2006 |
|
RU2318921C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2020 |
|
RU2754560C1 |
| КАТОДНАЯ ФУТЕРОВКА ЭЛЕКТРОЛИЗЕРА ПРОИЗВОДСТВА ПЕРВИЧНОГО АЛЮМИНИЯ | 2015 |
|
RU2608942C1 |
| СПОСОБ РЕЦИКЛИНГА ФУТЕРОВОЧНОГО МАТЕРИАЛА КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2727377C1 |
| СПОСОБ ПОДГОТОВКИ РЕЦИКЛИНГА НЕФОРМОВАННОГО ФУТЕРОВОЧНОГО МАТЕРИАЛА ИЗ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2804973C1 |
| Способ формирования футеровочных слоев в катодном кожухе алюминиевых электролизеров и устройство для его осуществления | 2017 |
|
RU2667270C1 |


Изобретение относится к цветной металлургии, в частности к способам футеровки катодного устройства электролизеров. Способ футеровки включает засыпку теплоизоляционного слоя в кожух катодного устройства, монтаж огнеупорного слоя, установку подовых и бортовых блоков с последующей заделкой швов между ними холоднонабивной подовой массой. При засыпке теплоизоляционного слоя используют неграфитированный углерод или порошок алюмосиликатного или глиноземистого состава, предварительно перемешанный с неграфитированным углеродом. Формирование огнеупорного слоя осуществляют засыпкой порошка алюмосиликатного состава и его уплотнением вибропрессованием до получения кажущейся пористости огнеупорного слоя не более 17%. Используют порошок алюмосиликатного или глиноземистого состава от 20 до 80% от общей массы теплоизоляционного слоя, и не менее чем на 70% состоящего из частиц размерами менее 0,040 мм и с коэффициентом теплопроводности не более 0,18 Вт/(м·К). В качестве неграфитированного углерода используют сажу, полукокс бурых углей. В качестве порошка глиноземистого состава может быть использован глинозем, 60-70% которого состоит из частиц размерами менее 0,1 мм. В качестве порошка алюмосиликатного состава может быть использован шамотный порошок с содержанием оксида алюминия 27-34%. Обеспечивается снижение стоимости футеровочных материалов, сокращение энергозатрат, повышение срока службы электролизера, уменьшение трудозатрат при кладке огнеупорного слоя. 5 з.п. ф-лы, 4 ил.
1. Способ футеровки катодного устройства электролизера для получения алюминия, включающий засыпку теплоизоляционного слоя в кожух катодного устройства, формирование огнеупорного слоя, установку подовых и бортовых блоков с последующей заделкой швов между ними холоднонабивной подовой массой, отличающийся тем, что при засыпке теплоизоляционного слоя используют неграфитированный углерод или порошок алюмосиликатного или глиноземистого состава, предварительно перемешанный с неграфитированным углеродом, а формирование огнеупорного слоя осуществляют засыпкой порошка алюмосиликатного состава и его уплотнением вибропрессованием до получения кажущейся пористости огнеупорного слоя не более 17%.
2. Способ по п.1, отличающийся тем, что используют порошок алюмосиликатного или глиноземистого состава от 20 до 80% от общей массы теплоизоляционного слоя, и не менее чем на 70% состоящего из частиц размерами менее 0,040 мм и с коэффициентом теплопроводности не более 0,18 Вт/(м·К).
3. Способ по п.1, отличающийся тем, что в качестве неграфитированного углерода используют сажу.
4. Способ по п.1, отличающийся тем, что в качестве неграфитированного углерода используют полукокс бурых углей.
5. Способ по п.1, отличающийся тем, что в качестве порошка глиноземистого состава используют глинозем, 60-70% которого состоит из частиц размерами менее 0,1 мм.
6. Способ по п.1, отличающийся тем, что в качестве порошка алюмосиликатного состава используют шамотный порошок с содержанием оксида алюминия 27-34%.
| Футеровка катодного устройства алюминиевого электролизера | 1983 |
|
SU1183564A1 |
| СПОСОБ ФОРМИРОВАНИЯ БЕСШОВНЫХ ФУТЕРОВОЧНЫХ СЛОЕВ В АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296819C1 |
| КАТОДНАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2266983C1 |
| СПОСОБ МОНТАЖА БОКОВОЙ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270887C2 |
| US 6258224 B1, 10.07.2001 | |||
| CN 1928161 A, 14.03.2007. | |||

