Изобретение касается способа изготовления многокомпонентного патрона, который служит для раздельного хранения и для совместного выдавливания по меньшей мере двух компонентов текучей массы, причем многокомпонентный патрон имеет цилиндр по меньше мере с двумя отделенными друг от друга камерами для раздельного хранения компонентов массы. Изобретение касается далее многокомпонентного патрона для раздельного хранения и для совместного выдавливания по меньшей мере двух компонентов текучей массы, по меньшей мере с одним цилиндром для приема массы, по меньшей мере одним выдавливающим поршнем для выдавливания массы и по меньшей мере с одним выпускным отверстием для массы, причем компоненты массы хранятся раздельно друг от друга по меньшей мере в двух камерах цилиндра, которые проходят в продольном направлении цилиндра многокомпонентного патрона. Под текучей массой при этом должны понимать, в частности, пастообразный материал с пастообразными компонентами, как, например, многокомпонентный клей, многокомпонентная смола или многокомпонентный строительный раствор.
Такие патроны используются для вбрызгивания клеев или герметических средств и вставляются с этой целью в выдавливающих пистолетах. Для хранения и для выдавливания двухкомпонентной массы используются патроны, которые имеют разделенный на две камеры цилиндр, в которые введены и хранятся раздельно друг от друга два компонента. Посредством одного или двух выдавливающих поршней можно выдавливать находящиеся в камерах компоненты вместе в заданном соотношении компонентов смеси через выпускное отверстие. Выдавленные компоненты смешиваются друг с другом в статическом смесителе, размещенном в выпускном отверстии.
Из документа DE 3913409 A1 известен двухкомпонентный патрон, который имеет форму и конструкцию однокомпонентного патрона и таким образом может использоваться в обычных выдавливающих пистолетах для однокомпонентных патронов. Для создания двухкомпонентного патрона цилиндр известного патрона разделяется на две рядом расположенные камеры посредством эластичной перегородки, цельно связанной со стенкой цилиндра и патрона и расположенной в продольном направлении. Эластичная перегородка отрывается постепенно при выдавливании компонентов посредством выдавливающего поршня от стенки цилиндра и патрона и помещается в полость выдавливающего поршня.
В документе DE 10207763 A1 показан двухкомпонентный патрон, который имеет два отделенных друг от друга трубчатых контейнера, которые образуют круговые секторы и дополняются до полного круга, так что патрон имеет цилиндрическую форму. Для выдавливания контейнеры совместно вкладываются в цилиндр выдавливающего пистолета и совместно сжимаются выдавливающим поршнем выдавливающего пистолета в продольном направлении.
При долгом сроке хранения еще не использованных патронов необходимо, чтобы компоненты были защищены от влияния окружающей среды. Это происходит, как правило, посредством того, что компоненты подаются в пластиковые цилиндры, загрузочные и выпускные отверстия которого закрываются герметично. Обычные патроны делаются предпочтительно из полиолефиновых пластмасс. Они обладают ограниченными защитными качествами против диффузии воды в патроны или из него, которые не достаточны для гибридного строительного раствора или PU-систем или требуют толстой стенки патрона, чтобы снижать диффузию водяных паров до допускаемой величины. При таких массах диффузия водяного пара играет решающую роль для прочности сохраняемых в патроне компонентов массы, так как один из компонентов реагирует с водой, вследствие чего масса становится непригодной.
Поэтому в основе изобретения лежит задача предложить патрон для раздельного хранения и для совместного выдавливания двух или более компонентов текучей массы, который предотвращает значительную диффузию водяного пара между камерами многокомпонентного патрона и/или снаружи в патрон. В основе изобретения лежит, кроме того, задача предложить способ изготовления такого многокомпонентного патрона.
Эта задача решается согласно изобретению посредством способа изготовления многокомпонентного патрона с признаками пункта 1 формулы изобретения, а также посредством произведенного этим способом многокомпонентного патрона с признаками независимого пункта 5. Предпочтительные формы выполнения представлены в соответствующих зависимых пунктах формулы изобретения.
Согласно изобретению способ изготовления многокомпонентного патрона, который служит для раздельного хранения и для совместного выдавливания по меньшей мере двух компонентов текучей массы, причем многокомпонентный патрон имеет один цилиндр по меньшей мере с двумя разделенными друг от друга камерами для раздельного хранения компонентов массы, характеризуемые следующими шагами:
а) Предварительная подготовка пленки;
b) Вкладывание пленки в проходящее продольно углубление первой части инструментального сердечника пресс-формы для литья под давлением для цилиндра многокомпонентного патрона;
с) Ввод второй части инструментального сердечника формы для литья под давлением в углубление первой части инструментального сердечника, причем внутренняя область пленки вложена между обеими частями инструментального сердечника и внешняя область пленки находится на внешней стороне инструментального сердечника формы для литья под давлением для цилиндра;
d) Размещение инструментального сердечника с пленкой в полости формы для литья под давлением для цилиндра, причем внешняя область пленки находится в полости формы для литья под давлением для цилиндра;
е) Формование цилиндра многокомпонентного патрона, причем при заполнении формовочной полости формы для литья под давлением для цилиндра покрывается пластмассой внешняя область пленки и цельно связывается с цилиндром;
f) Извлечение из формы цилиндра многокомпонентного патрона и вынимание обеих частей инструментального сердечника из цилиндра.
При этом цилиндр не должен иметь форму геометрического цилиндра с круглым поперечным сечением, а цилиндр является трубообразным (например, также многогранной трубой) с постоянным поперечным сечением по его длине.
Согласно изобретению возможная форма выполнения многокомпонентного патрона представляет собой пластмассовый цилиндр, который разделен пленкой на две разделенные друг от друга камеры для приема двух компонентов текучей массы. Пленка цельно связана с цилиндром, так как пленка покрыта термопластичной пластмассой цилиндра. Для изготовления такого многокомпонентного патрона на первом рабочем этапе предварительно подготавливают пленку величиной, соответствующей одному многокомпонентному патрону. Пленка может быть получена как заготовочный крой пленок из пленочного полотна или пленочной трубки. Затем пленка вкладывается в пролегающее в продольном направлении углубление первой части инструментального сердечника формы для литья под давлением для цилиндра многокомпонентного патрона.
Для этого целесообразно вынуть инструментальный сердечник из формы для литья под давлением и пленку вкладывать в сердечник вне полости формы для литья под давлением. На следующем рабочем шаге вторая часть инструментального сердечника формы для литья под давлением вводится в углубление первой части инструментального сердечника, причем вторая часть инструментального сердечника покрывает часть пленки, так что часть пленки лежит между обеими частями инструментального сердечника. Таким образом, внутренняя область пленки лежит между обеими частями инструментального сердечника, и внешняя область пленки находится на внешней стороне инструментального сердечника формы для литья под давлением для цилиндра многокомпонентного патрона. Внешняя область пленки образуется краями пленки, которые выступают из составленных частей инструментального сердечника. Края пленки могут окружать инструментальный сердечник целиком или частично или находиться на расстоянии от инструментального сердечника. Также возможно охватывать первую или вторую часть инструментального сердечника пленочной трубкой или накладывать края полосы пленок с перекрытием вокруг инструментального сердечника. Далее составленный инструментальный сердечник с пленкой размещается в полости формы для литья под давлением цилиндра и форма для литья под давлением закрывается. На следующем рабочем шаге окружающая инструментальный сердечник полость формы для литья под давлением заполняется термопластичной пластмассой и инструментальный сердечник, а также выступающая в полость формы внешняя область пленки покрывается пленкой с пластмассой, вследствие чего внешняя область пленки цельно связывается с цилиндром. После охлаждения пластмассы цилиндр многокомпонентного патрона вынимают из формы и вложенные в цилиндр части инструментального сердечника вынимаются из многокомпонентного патрона. Предпочтительная форма выполнения изобретения предусматривает, чтобы в способе использовалась диффузионно-непроницаемая пленка.
Согласно изобретению многокомпонентный патрон для раздельного хранения и для совместного выдавливания по меньшей мере двух компонентов текучей массы содержит по меньшей мере один цилиндр, который разделен диффузионно-непроницаемой пленкой по меньшей мере на две отделенные друг от друга камеры для размещения компонентов. Диффузионно-непроницаемая пленка проходит по длине цилиндра, причем внутренняя область пленки разделяет цилиндр на проходящие в продольном направлении камеры и внешняя область пленки покрывается пластмассой цилиндра. Внешняя область пленки цельно связана с цилиндром и разделяет друг от друга сохраненные в камерах компоненты многокомпонентного патрона. Пленка образует диффузионное заграждение для воды и/или водяного пара и предотвращает вход и/или выход влаги в камеры или из них. Она предотвращает также диффузию влаги от одной камеры в другую камеру многокомпонентного патрона. Пленка может быть изготовлена из металла или пластмассы или из других замедляющих диффузию материалов. Также возможно покрывать камеры многокомпонентного патрона целиком или частично внешней областью пленки. В качестве пленки может использоваться пленочная полоса или пленочная трубка.
Предпочтительно пленка имеет металлический слой в качестве диффузионного заграждения. Металлы на основании их незначительной водопроницаемости особенно пригодны в качестве диффузионного заграждения для водяного пара. Предпочтительно металлический слой состоит из алюминия, так как алюминий просто поддается обработке и благоприятен в экономическом отношении. Алюминий является коррозионностойким и химически абсолютно постоянным. Другие коррозионностойкие металлы также могут использоваться. Пленка может быть изготовлена целиком из металла или иметь металлический слой на несущем материале.
Предпочтительное усовершенствование изобретения предусматривает, чтобы пленка была произведена из композита. Композит состоит из первого слоя пластмассы и расположенного на нем второго слоя из металла. Первый слой из пластмассы не должен быть обязательно преграждающим диффузию, в то время как металлический слой действует в качестве диффузионного заграждения. Вследствие незначительной проницаемости для водяного пара и незначительных расходов алюминиевая композитная пленка особенно пригодна.
Следующая предпочтительная форма выполнения изобретения предусматривает, чтобы внутренняя область пленки была бы на расстоянии от цилиндра, причем внутренняя область образует проходящую в продольном направлении цилиндра перегородку. Находящаяся на расстоянии от цилиндра внутренняя область пленки разделяет цилиндр на расположенные рядом камеры, проходящие в продольном направлении цилиндра. Таким образом, сформированные камеры служат для приема различных компонентов текучей массы. При выдавливании компонентов внутренняя область пленки, образующая перегородку, сдвигается или сжимается посредством выдавливающего поршня изнутри в цилиндре и выдавливает компоненты массы через выпускное отверстие. Поперек патрона окружной участок перегородки имеет по меньшей мере ту же длину, что и соответствующий окружной участок камеры цилиндра, к которому прижимается перегородка при выдавливании компонентов, так что перегородка прилегает полностью к цилиндру.
Предпочтительно пленка разделяет цилиндр многокомпонентного патрона на проходящие в продольном направлении цилиндра отделенные друг от друга камеры. В зависимости от расположения пленки цилиндр может быть разделен на две или более камер. Камеры, которые закрыты полностью пленкой, обеспечивают особенно диффузионную защиту.
В следующем предпочтительном варианте выполнения изобретения выпускное отверстие многокомпонентного патрона имеет поперечину, в которой зафиксирована пленка с передней кромкой. Пленка связана плотно, предпочтительно герметично, с поперечиной, которая образует перегородку выходного отверстия. Перегородка может быть выполнена ровной или изогнутой и может выдвигаться одним концом в цилиндр. Перегородка держит компоненты массы друг от друга разделенными до тех пор, пока компоненты не вышли из выпускного отверстия. Перегородка выпускного отверстия целесообразно достигает переднего конца выпускного отверстия, вследствие чего камеры многокомпонентного патрона могут просто запираться, например, навинчиванием крышки на многокомпонентный патрон.
Предпочтительно камеры цилиндра на противоположной выпускному отверстию стороне плотно запираются с помощью выдавливающего поршня. Это имеет преимущество в том, что камеры патрона могут заполняться в рабочем состоянии с противоположной выпускному отверстию стороны. Из-за большого заполняющего отверстия камеры на этой стороне могут использоваться питающие трубы большего диаметра, что уменьшает время заполнения. После заполнения заполняющие отверстия камер закрываются за счет ввода выдавливающего поршня. При этом находящаяся на расстоянии от цилиндра внутренняя область пленки прижимается выдавливающим поршнем к цилиндру, вследствие чего камеры взаимно уплотняются. Выдавливающий поршень целесообразно выполнен так, чтобы выдавливающий поршень при выдавливании компонентов не врезался бы в пленку. Этого можно достичь соответствующим формообразованием или выбором материала для выдавливающего поршня. Сдвиг образующей перегородку пленки посредством выдавливающего поршня также возможен, однако сохраняется опасность уменьшения диффузионного уплотнения особенно между камерами.
Изобретение объясняется далее подробнее посредством представленных на чертежах примеров выполнения, где показано:
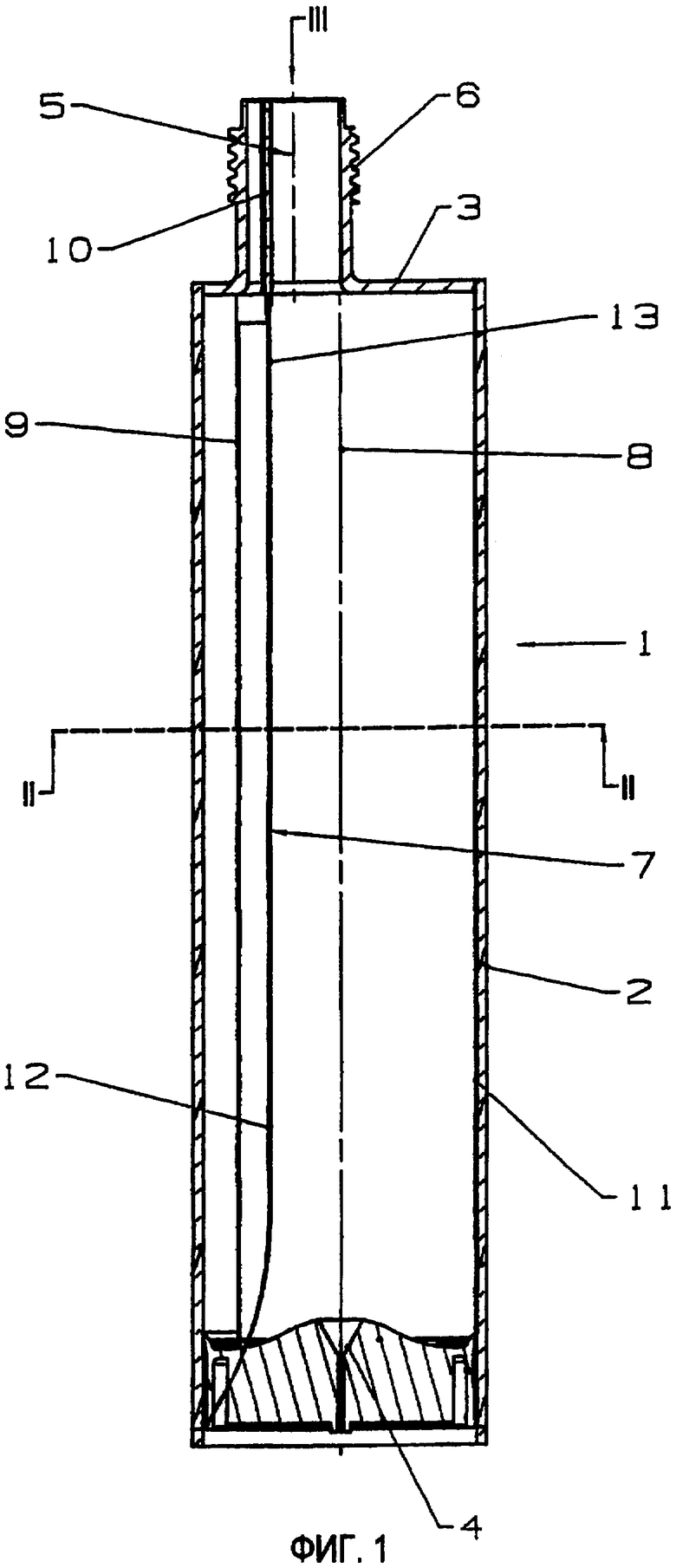
Фиг.1 - осевое сечение многокомпонентного патрона согласно изобретению;
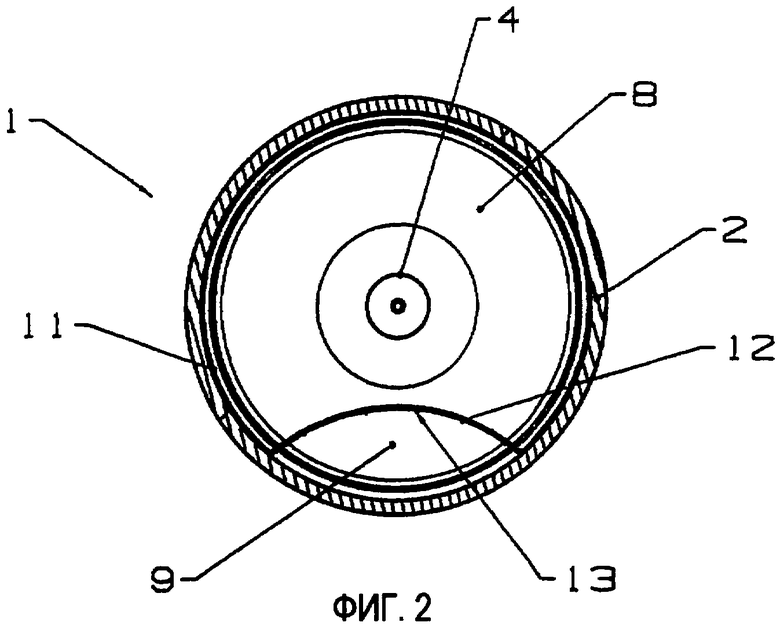
Фиг.2 - поперечное сечение многокомпонентного патрона вдоль линии II-II на фиг.1;
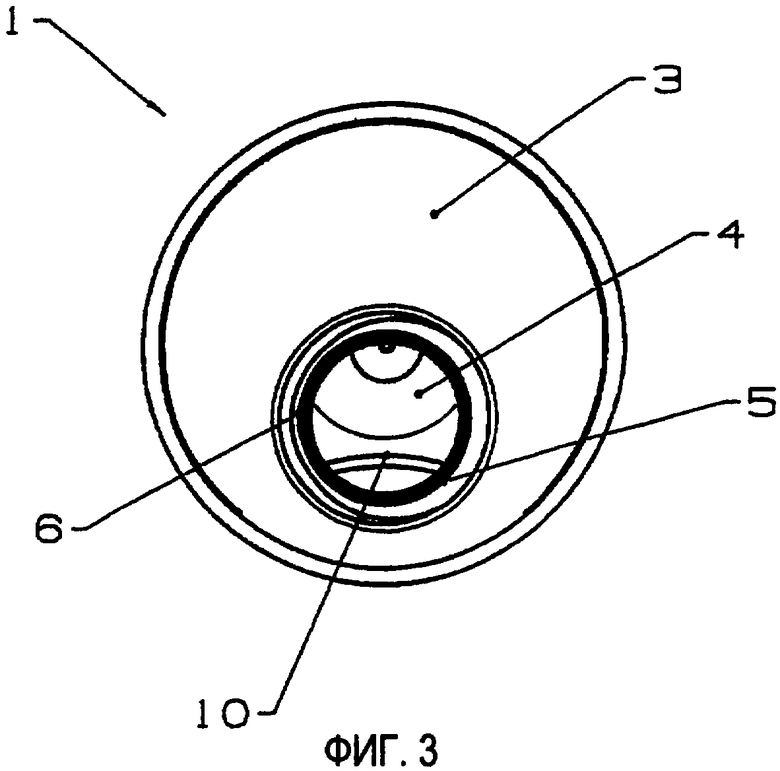
Фиг.3 - вид спереди многокомпонентного патрона согласно стрелке III на фиг.1;
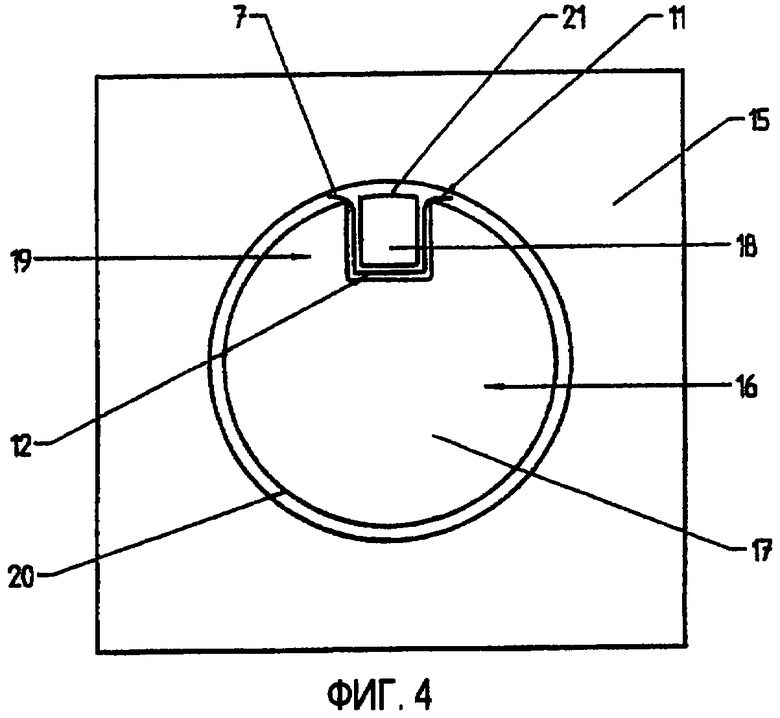
Фиг.4 - схематическое изображение вида спереди формы для литься под давлением для способа согласно изобретению с выступающей из инструментального сердечника пленкой; и
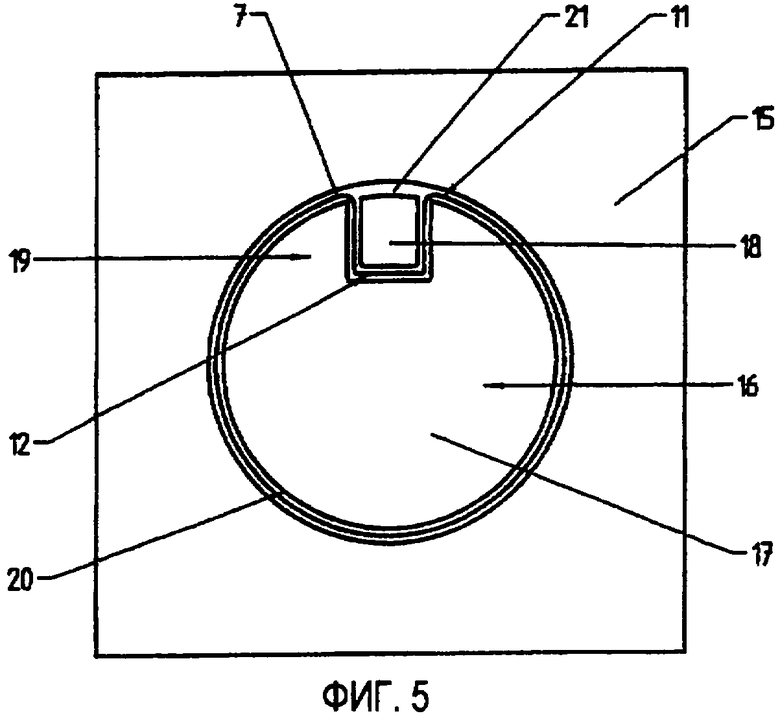
Фиг.5 - следующее схематическое изображение формы для литья фиг.4 с окружающей инструментальный сердечник пленкой.
На фиг.1 представленный согласно изобретению многокомпонентный патрон 1 служит для раздельного хранения и для совместного выдавливания двух компонентов текучей массы и имеет цилиндр 2, верхнюю часть 3 и цилиндрический выдавливающий поршень 4. В верхней части 3 выполнено выпускное отверстие 5, которое имеет наружную резьбу 6 для установки непредставленных элементов насадки. Элементы насадки, например крышка или статическая мешалка, могут фиксироваться на наружной резьбе 6 верхней части 3. Цилиндр 2 разделен пленкой 7 на две расположенные рядом камеры 8, 9. Камеры 8, 9 служат для раздельного хранения различных компонентов непредставленной текучей массы. Пленка 7 проходит по длине цилиндра 2, причем внутренняя область 12 пленки 7 образует перегородку 13 между камерами 8, 9 многокомпонентного патрона 1. Внутренняя область 12 пленки 7 находится на расстоянии от цилиндра 2 и в поперечном направлении выпукла относительно патрона 1. Она имеет в поперечном направлении относительно патрона 1 длину, которая соответствует соответствующему окружному участку камеры 9 цилиндра 2.
В выпускном отверстии 5 расположена поперечина 10, которая проходит в продольном направлении выпускного отверстия 5 и образует промежуточную стенку, на которой пленка 7 плотно зафиксирована. Внешняя область 11 пленки 7 цельно связана с цилиндром 2 и закрывает камеру 8 полностью. Выдавливающий поршень 4 нажимает на пленку 7 на противолежащем выпускному отверстию 5 конце многокомпонентного патрона 1 против цилиндра 2 и плотно запирает камеры 8, 9.
Пленка 7 диффузионно-непроницаема, она предотвращает диффузию водяного пара между камерами 8, 9 многокомпонентного патрона 1. Если она полностью окружает одну из обеих камер 8, 9, пленка 7 уплотняет эту камеру непроницаемо для диффузии. Пленка 7 состоит из композита с несущей пленкой из пластмассы и с металлическим слоем в качестве диффузионного заграждения. В качестве металла, например, применяется алюминий.
Фиг.2 показывает поперечное сечение цилиндра многокомпонентного патрона 12 согласно изобретению. Цилиндр 2 разделяется на камеры 8, 9 перегородкой 13, образованной внутренней областью 12 пленки 7. Внешняя область 11 пленки 7 цельно связана с цилиндром 2 и полностью закрывает камеру 8 многокомпонентного патрона 1.
Фиг.3 показывает на виде спереди многокомпонентный патрон 1. В верхней части 3 выпускное отверстие 5 расположено эксцентрично. Выпускное отверстие 5 разделяется поперечиной 10. Поперечина 10 выгнута как перегородка 13 и расположена со смещением относительно воображаемой средней оси выпускного отверстия 5 и находится на одной прямой с перегородкой 13 цилиндра 2.
Фиг.4, 5 показывают в схематическом изображении на виде спереди форму 15 для литья под давлением для изготовления непредставленного цилиндра 2 многокомпонентного патрона 1, как он был описан ранее, в соответствии со способом согласно изобретению. На средней оси формы 15 для литья под давлением расположен цилиндрический инструментальный сердечник 16, который проходит в продольном направлении формы 15 для литья под давлением. Инструментальный сердечник 16 состоит из двух частей и может выниматься из формы 15 для литья под давлением. Инструментальный сердечник 16 может быть составным и состоит из первой части 17 и второй части 18 инструментального сердечника 16, причем первая часть 17 имеет проходящую в продольном направлении выемку 19 для приема второй части 18. Между инструментальным сердечником 16 и формой 15 для литья под давлением вокруг внешней стороны 20 инструментального сердечника 16 образована полость 21 для цилиндра 2. В выемку 19 первой части 17 инструментального сердечника 16 вложена пленка 7 между первой частью 17 и второй частью 18 инструментального сердечника 16. Внутренняя область 12 пленки 7 лежит между обеими частями 17, 18 инструментального сердечника 16 и внешняя область 11 пленки 7 выходит из инструментального сердечника 16 и вдвигается в полость 21 формы 15 для литья под давлением.
При литье под давлением цилиндра 2 многокомпонентного патрона 1 полость 21 формы наполняется непредставленной термопластичной пластмассой, причем внешняя область 11 пленки 7 покрывается и вследствие этого цельно связывается с цилиндром 2. Обе части 17, 18 инструментального сердечника 16 образуют полости для камер 8, 9 многокомпонентного патрона 1 и после извлечения цилиндра 2 вынимаются из камер 8, 9 цилиндра 2. Внутренняя область 12 пленки 7 образует перегородку 13 цилиндра 2 и разделяет цилиндр 2 на две разделенные друг от друга камеры 8, 9, которые служат для принятия компонентов массы.
Фиг.4 показывает первую предпочтительную форму выполнения изобретения, при которой внешняя область 11 пленки 7 только незначительно выступает из инструментального сердечника 16 и при литье под давлением цилиндра 2 покрывается со всех сторон. При этом внешняя область 11 пленки полностью 7 заделывается в пластмассу цилиндра 2, так что в многокомпонентном патроне 1 только перегородка 13 образуется пленкой 7.
Фиг.5 показывает следующую предпочтительную форму выполнения, при которой внешняя область 11 пленки 7 полностью окружает первую часть 17 инструментального сердечника 16 и концы внешней области 11 перекрываются. Внешняя область 11 пленки 7 прилегает к внешней стороне 20 первой части 17 инструментального сердечника 16. Внешняя область 11 при литье под давлением цилиндра 2 покрывается пластмассой на противолежащей инструментальному сердечнику 16 стороне, так что камера 8 цилиндра 2 полностью накрывается пленкой 7. Пленка преимущественно 7 диффузионно-непроницаема.
Изобретение относится к патронам для пистолетов для выдавливания клеев или герметизирующих средств, компоненты которых хранятся отдельно. Способ изготовления многокомпонентного патрона, который содержит цилиндр с отделенными друг от друга камерами для раздельного хранения компонентов, заключается в том, что предварительно готовят пленку, вкладывают пленку в продольно проходящую выемку первой части инструментального сердечника формы для литья под давлением для цилиндра многокомпонентного патрона. Затем вставляют вторую часть инструментального сердечника в выемку первой части этого сердечника. При этом внутренняя область пленки находится между обеими частями сердечника и внешняя область пленки находится на внешней стороне инструментального сердечника формы. Вводят сердечник с пленкой в полость формы, внешняя область пленки находится в полости формы, и формуют цилиндр многокомпонентного патрона. При этом при заполнении формовочной полости формы для литья под давлением пластмассой внешняя область пленки покрывается и цельно связывается с цилиндром. Затем извлекают цилиндр патрона из формы и вынимают обе части инструментального сердечника из цилиндра. Патрон изготовлен таким образом, что предотвращает диффузию водяного пара между камерами для хранения компонентов. 2 н. и 8 з.п. ф-лы, 5 ил.
1. Способ изготовления многокомпонентного патрона (1), который служит для раздельного хранения и для совместного выдавливания по меньшей мере двух компонентов текучей массы, причем многокомпонентный патрон (1) содержит цилиндр (2) по меньшей мере с двумя отделенными друг от друга камерами (8, 9) для раздельного хранения компонентов массы, отличающийся тем, что
предварительно готовят пленку (7);
вкладывают пленку (7) в продольно проходящую выемку (19) первой части (17) инструментального сердечника (16) формы (15) для литья под давлением для цилиндра (2) многокомпонентного патрона (1);
вставляют вторую часть (18) инструментального сердечника (16) формы (15) для литья под давлением в выемку (19) первой части (17) инструментального сердечника (16), причем внутренняя область (12) пленки (7) находится между обеими частями (17, 18) инструментального сердечника (16), и внешняя область (11) пленки (7) находится на внешней стороне (20) инструментального сердечника (16) формы (15) для литья под давлением для цилиндра (2);
вводят инструментальный сердечник (16) с пленкой (7) в полость (21) формы (15) для литья под давлением для цилиндра (2), причем внешняя область (11) пленки (7) находится в полости (21) формы (15) для литья под давлением для цилиндра (2);
формуют цилиндр (2) многокомпонентного патрона (1), причем при заполнении формовочной полости (21) формы (15) для литья под давлением для цилиндра (2) пластмассой внешняя область (11) пленки (7) покрывается и цельно связывается с цилиндром (2); и
извлекают цилиндр (2) многокомпонентного патрона (1) из формы и вынимают обе части (17, 18) инструментального сердечника (16) из цилиндра (2).
2. Способ по п.1, отличающийся тем, что пленка (7) является диффузионно-непроницаемой.
3. Способ по п.1, отличающийся тем, что края пленки (7) которые образуют ее внешнюю область (11),
выступают из составленных частей (17, 18) инструментального сердечника (16) в окружающую инструментальный сердечник (16) полость (21) формы (15) для литья под давлением для цилиндра (2).
4. Способ по п.1, отличающийся тем, что пленка (7) окружает первую часть (17) или вторую часть (18) инструментального сердечника (16).
5. Многокомпонентный патрон (1) для раздельного хранения и для совместного выдавливания по меньшей мере двух компонентов текучей массы с цилиндром (2) для приема массы, с поршнем (4) для выдавливания массы и по меньшей мере с одним выпускным отверстием (5) для массы, причем компоненты массы хранятся друг от друга раздельно по меньшей мере в двух камерах (8, 9) цилиндра (2), которые проходят в продольном направлении цилиндра (2) многокомпонентного патрона (1), отличающийся тем, что цилиндр (2) имеет диффузионно-непроницаемую пленку (7), которая проходит по длине цилиндра (2), причем внутренняя область (12) пленки (7) образует перегородку (13), которая разделяет цилиндр (2) на проходящие в продольном направлении камеры (8, 9), и внешняя область (11) пленки (7) покрыта пластмассой цилиндра (2) и цельно связана с цилиндром (2).
6. Многокомпонентный патрон по п.5, отличающийся тем, что пленка (7) имеет металлический слой в качестве диффузионного заграждения диффузии.
7. Многокомпонентный патрон по п.6, отличающийся тем, что пленка (7) выполнена из композита.
8. Многокомпонентный патрон по п.5, отличающийся тем, что внутренняя область (12) пленки (7) находится на расстоянии от цилиндра (2) и образует проходящую в продольном направлении цилиндра (2) перегородку (13), которая разделяет цилиндр (2) на камеры (8, 9), причем выдавливающий поршень (4) прижимает к цилиндру (2) перегородку (13) при выдавливании компонентов массы.
9. Многокомпонентный патрон по п.5, отличающийся тем, что выпускное отверстие (5) имеет поперечину (10), в которой зафиксирована пленка (7).
10. Многокомпонентный патрон по п.5, отличающийся тем, что камеры (8, 9) цилиндра (2) на противолежащей выпускному отверстию (5) стороне от выдавливающего поршня (4) плотно закрыты.
| DE 4343985 A1, 23.06.1994 | |||
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНЫХ ЭФИРОВ ПЕРФТОР-ГРЕ7- БУТИЛУКСУСНОЙ КИСЛОТЫ | 0 |
|
SU340657A1 |
| СПОСОБ ОЧИСТКИ АЦЕТИЛЕНА | 2001 |
|
RU2196635C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ПОЧЕЧНОЙ ВЫЖИВАЕМОСТИ У БОЛЬНЫХ ХРОНИЧЕСКИМ ГЛОМЕРУЛОНЕФРИТОМ | 2011 |
|
RU2456606C1 |
| US 3670066 A, 13.06.1972 | |||
| ФОРМА ДЛЯ ЛИТЬЯ И СПОСОБ ЛИТЬЯ ПЛАСТМАССОВОЙ ПАТРОННОЙ ГИЛЬЗЫ | 2003 |
|
RU2230662C1 |

