1
. Известен способ контактной сварки вкрест изолированных проводников, при котором изоляции в зоне сварки разрушают термомеханическим методом, а импульс сварочного тока пропускают черезсварочные электроды. Предлагаемый способ отличается тем, что для повышения качества свариваемых изделий ток к зоне сварки подводят не через электроды, а через свариваемые проводники от токоподводяш,их губок, в которых они зажаты. Такой способ не требует для своего осуществления разрушения изоляции вне ЗОны свариваемого контакта. Кроме того, предлагаемый способ позволяет получить прочное сварное соединение без пластического деформирования проводников, что достигается, вопервых за счет резкой концентрации нагрева в контакте, сопровол даюш,ейся расплавлением тонкого слоя контактируюш,их металлов, и во-вторых приложением минимального усилия, однако, достаточного для предотвраш,ения выплеска расплавленного металла.
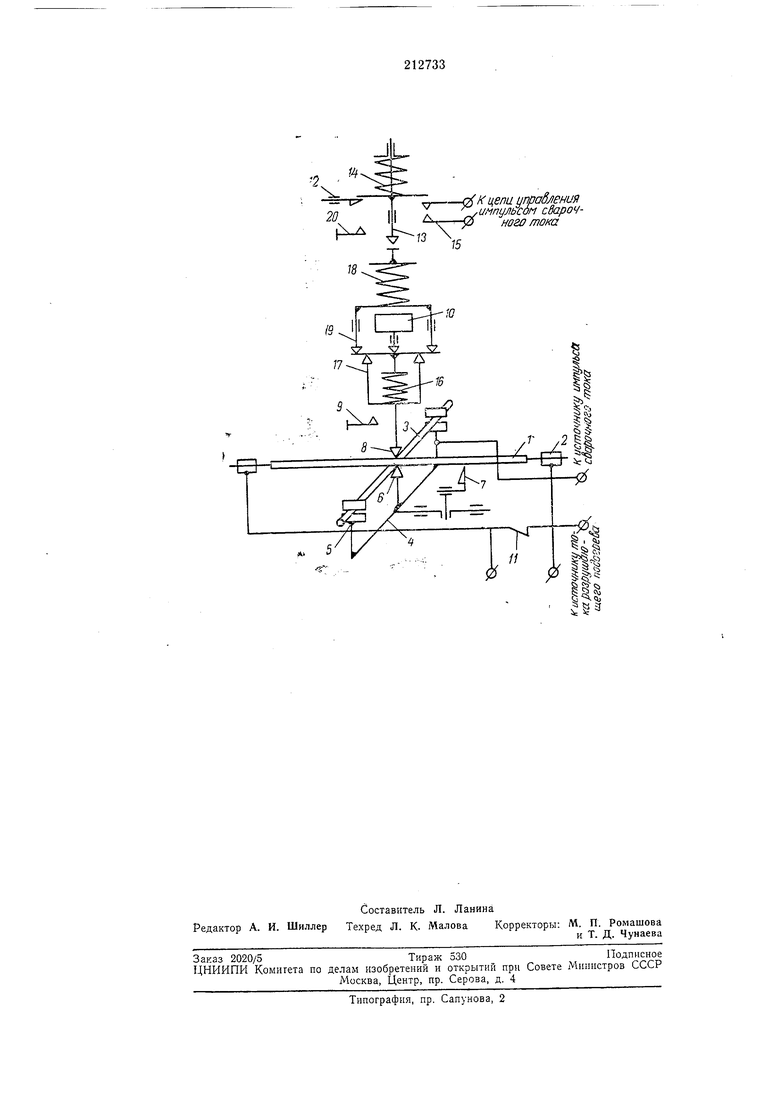
На чертеже представлена схема для осуш;ествления описываемого способа.
Оголенные концы изолированного проводника 1 зажимают в токоподводящие губки 2. Неизолированный проводник 3 зажимают в токоподводящем устройстве 4, содержащем токоподводы 5 и опору 6 под зоной сварки.
Первоначально разрушается изоляция. При этом токоподводящее устройство 4 с закрепленным в нем проводником 3, а также жестI ко связанный с устройством 4 нож 7 смещены
5В левое положение так, что нож 7 расположен под проводником / там, где находится прижим 8 (на чертеже показана позиция перед сваркой, когда упомянутые элементы смещены вправо). Нож перемещается вверх и определенным усилением поджимает проводник 1 к прижиму 8. При этом прижим 8, опираясь на упор Я находящийся в верхнем положении (на чертеже упор 9 показан в позиции перед сваркой опущенным вниз) уравновешивает усилие ножа 7 грузом 10. Контакт 11 размыкается и через губки 2 оба конца проводника подключаются к источнику переменного тока. Импульс переменного тока определенной величины и длительности нагревает
0 проводник 1 и тем самым размягчает изоляцию, при этом нож 7 под действием определенного усилия, перемещаясь вверх, перерезает изоляцию с нижней стороны. Повторный импульс тока вновь размягчает изоляцию, а
5 нож 7, перемещаясь вправо на расстояние, определяемое необходимой шириной зоны сварки, снимает изоляцию с нижней стороны. Затем нож опускается и устройство 4 с закрепленным в нем проводником 3, а также
ются вправо так, что проводник 3 располагается под оголенным участком проводника /. Упор 9 опускается, и под действием груза прижим 5 сжимает на жесткой опоре 6 проводники и У малым усилием, обусловливаюш;им повышенное контактное сопротивление между проводниками. При замыкании контакта 9 оба конца проводника 1 подключаются к одной клемме источника импульса сварочного тОКа. Ко второй клемме источника .подключен проводник 5.
Затем осупдествляется сварка. Для этого отпускается защелка .12 ударника 13, который пружиной 14 отжимается вниз. На своем пути ударник замыкает микроконтакт 15, подающий сигнал на устройство, включающее импульс сварочного тока (содержащее, например, тиратрон или тиристор). Импульс сварочного тока имеет весьма жесткую форму (высокую частоту), которая обусловливает поверхностный эффект. В качестве источника такого Импульса можно использовать, например, высоковольтную конденсаторную батарею. Благодаря совмесгному действию поверхностного эффекта и повыщенного контактного сопротивления тепловыделение резко концентрируется в зоне контакта, где образуется прослойка расплавленного металла. Выплеск прослойки в условиях весьма жесткого импульса тока предотвращается одновременно двояким путем. Во-первых прижим 8, выполненный так, что обладает весьма малой массой, под действием пружины 16 поддерживает необходимое давление в прослойке и выжимает ее, отходя при этом своими упорами 17 от груза 10. Соотнощение интенсивности образования и выдавливания прослойки при постоянных прочих параметрах регулируется натяжением пружины 16, усилие которого может быть равно или меньще статического давления от груза 10. Во-вторых ударник 13, замкнув микроконтакты 15, при дальнейшем движении (или еще до замыкания микроконтакта) сжимает упругий элемент 18 (условно представлен в виде пружины). При этом согласовано с моментом включения импульса сварочного тока от упругого элемента 18 через жесткий элемент 19 сообщается быстро нарастающее давление прижиму 8 сначала через пружину 16, поскольку упоры 17 при образовании прослойки отошли от груза 10, а затем - через упоры 17.
Нарастание давления на прижиме также способствует предотвращению выплеска и, кроме того, повыщает прочность сварного соединения за счет более полного выдавливания расплавленной прослойки и пластического деформирования приконтактных слоев, что неВозможно обеспечить только за счет малого статического давления от груза 10. Во избежание недопустимых пластических деформаций, выходящих за пределы приконтактной зоны, нарастание давления ограничивается положением упора 20. Соотношение интенсинностей образования и выдавливания распла;зленной прослойки и последующее сосредоточенное деформирование регулируется в этом случае (т. е. кроме как пружиной 16} изменением скорости нарастания давления за счет изменения коэффициента жесткости упругого
элемента 18 и натяжения пружины 14 при оптимальном согласовании моментов включения импульса тока и «ачала нарастания давления, что зависит от регулируемого расстояния между микроконтактом 15 и упругим
элементом 18.
Предмет изобретения
Способ контактной сварки вкрест изолиро ванного проводника с неизолированным, при котором разрушение изоляции в собранном для сварки состоянии производят термомеханическим воздействием, затем осуществляют контактирование проводников путем перемещения неизолированного проводника на зачищенное место и, наконец, производят сварку, отличающийся тем, что, с целью повыщения качества свариваемых изделий, подвод тока к зоне сварки осуществляют через свариваемые проводники от токоподводящих губок, в которых они зажаты.
,-,о К цепа ипрабления
. ,импумс6н сварочного тока
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СВАРКИ МИКРОПРОВОДНИКОВ ВКРЕСТ, ИЗОЛИРОВАННОГО С НЕИЗОЛИРОВАННЫМ | 1972 |
|
SU347137A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ВКРЕСТ | 1969 |
|
SU236667A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ВКРЕСТ | 1969 |
|
SU253966A1 |
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1985 |
|
SU1260138A1 |
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1986 |
|
SU1329936A2 |
| Устройство для контактной микросварки | 1988 |
|
SU1590289A1 |
| Электрод для рельефной сварки | 1990 |
|
SU1780960A1 |
| СПОСОБ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2002 |
|
RU2235626C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU421455A1 |
| Устройство для формирования соединения при контактной сварке | 1977 |
|
SU664785A1 |