Изобретение относится к машиностроению, преимущественно химическому, и может быть использовано, например, при производстве труб из армированных пластмасс других изделий.
Известно устройство для непрерывного изготовления стеклопластиковых труб, описанное в книге «Изготовление стеклопластиковых труб» авторов Г.Я.Андреев и др. Издательства Харьковского ордена трудового красного знамени государственного университета имени А.М.Горького, Харьков, 1964 г., стр.58, которое обеспечивает образование полого цилиндра на жестком цилиндрическом теле, состоящем из отдельных элементов, перемещающихся вдоль этого тела с постоянной и одинаковой скоростью, при этом каждый элемент поочередно совершает цикл, состоящий из рабочего движения вперед и быстрого возврата в исходное положение. Устройство содержит кулачок (копир), контактирующий с элементами (секторами), расположенными в прорези корпуса. Сектора контактируют с жестким цилиндрическим телом через подшипники качения или скольжения. Описанные элементы конструкции устройства образуют оправку, на наружной поверхности которой осуществляется формирование полого цилиндра.
Недостатками данного устройства является сложность конструкции, наличие множества трущихся элементов, износ этих элементов при эксплуатации и недостаточная жесткость секторов, приводящая к искажению формы наружной поверхности оправки.
Известно устройство для непрерывного изготовления труб из армированных пластмасс по патенту №2116888 (опубл. 1998.08.10), включающее смонтированные на станине консольную вращающуюся оправку, укладчик армирующего материала, узел подачи связующего, полимеризационные камеры и дополнительную опору, причем оправка выполнена как продолжение приводного вала и содержит блок секторов, соединенный с приводным валом с возможностью смены, при этом консольная часть блока секторов образует внутреннюю полость, в которой размещены опорные внутренние элементы, а опорные внутренние элементы выполнены либо из чередующихся шаров и многогранников, число граней которых равно числу секторов в блоке, либо из многогранников, при этом общая длина опорных внутренних элементов вдоль оси консольной части блока секторов составляет 10-30% от длины консольной части блока секторов, диаметрально противоположные сектора жестко соединены.
Основными недостатками данного устройства являются пониженная жесткость оправки на кручение и изгиб, и трение между сопрягаемыми поверхностями секторов и опорных элементов. Во время изготовления трубы от усилий натяжения армирующих волокон сектора оправки прогибаются в промежутке между опорными внутренними элементами, соединенными жестко с секторами, и первоначальный зазор с поверхностями других опорных элементов выбирается, искажая форму наружной поверхности оправки. По мере износа трущихся поверхностей такое искажение усугубляется. В результате образования местных обратных конусностей на оправке, она оказывает повышенное сопротивление возвратно-поступательному движению. При движении секторов шары не имеют определенного положения и постоянно касаются и трутся с другими опорными элементами конструкции. Наличие повышенного трения скольжения приводит к дополнительным затратам энергии приводов оправки, появлению внутренних напряжений в композитном материале трубы, а также к износу конструктивных элементов оправки. В результате износа оправка имеет недостаточную надежность и долговечность. Кроме того, повышенное трение ограничивает длину оправки и, следовательно, время пребывания пропитанного связующим намотанного материала в полимеризационных печах, в связи с чем ограничивается производительность изготовления труб. Известное устройство обладает недостаточной технологичностью. Опорные элементы контактируют с секторами по плоским граням, точность положения которых обеспечить труднее, чем точность цилиндрических поверхностей. Кроме того, наличие множества элементов крепления опорных элементов с секторами приводит к повышенной трудоемкости изготовления и сборки.
Известен способ изготовления устройства для непрерывного изготовления стеклопластиковых труб, описанный в книге «Изготовление стеклопластиковых труб» авторов Г.Я.Андреев и др. Издательства Харьковского ордена трудового красного знамени государственного университета имени А.М.Горького, Харьков, 1964 г., стр.57, включающий сборку секторов оправки на валу и фиксацию фигурными шайбами, кольцом и упорной втулкой.
Недостатком данного способа является то, что механическое крепление опорных элементов с секторами влечет за собой повышенную трудоемкость и себестоимость изготовления и сборки устройства.
Устройство для непрерывного изготовления труб из армированных пластмасс по патенту №2116888 (опубл. 1998.08.10), собирают способом, который заключается в том, что при изготовлении используются заготовки секторов с припуском по наружной поверхности, эти заготовки соединяют с опорными элементами, собирают их в блок и производят механическую обработку наружной поверхности блока секторов в сборе. Механическое крепление опорных элементов с секторами влечет за собой повышенную трудоемкость и себестоимость изготовления и сборки устройства.
Предлагаемым изобретением решается задача увеличения жесткости устройства, приводящего к стабильной наружной конфигурации оправки, уменьшению энергии на привод возвратно-поступательного движения секторов, повышению надежности, долговечности и технологичности устройства, повышению производительности изготовления труб, повышению качества выпускаемых труб, а также понижение трудоемкости и себестоимости изготовления и сборки устройства.
Для достижения указанного технического результата используется устройство для непрерывного изготовления труб из композиционно-волокнистого материала в виде самоподающей оправки, содержащей блок секторов, формирующий внутреннюю поверхность труб и состоящий из нескольких пар диаметрально противоположных секторов и опорных элементов, располагаемых во внутренней полости блока и жестко связанных с каждым сектором из пары, причем каждая пара секторов имеет возможность совершать возвратно-поступательное движение в осевом направлении на величину осевого хода секторов с помощью приводного механизма независимо от других пар. В указанном устройстве опорные элементы выполнены в виде пластин, имеющих ширину, равную или меньшую ширины секторов, пластины располагаются последовательно вдоль оси оправки, причем ось симметрии поперечного сечения каждой последующей пластины смещена относительно оси предыдущей пластины на угол, равный отношению 360° градусов к количеству секторов, а расстояние вдоль оси между концом одной и началом следующей пластины больше осевого хода секторов на величину гарантированного осевого зазора между пластинами.
В одном из вариантов исполнения этого устройства поверхности пластин и секторов, контактирующие между собой, выполнены в виде цилиндрических поверхностей, два диаметрально противоположных сектора скреплены между собой через пластину с помощью соединительных крепежных элементов, а отверстия в секторах для соединительных элементов закрыты пробками, имеющими наружную поверхность, совпадающую с наружной поверхностью блока секторов.
Соединение пластин с секторами может производиться посредством сварки и крепежных элементов, в местах сварного соединения пластин и секторов могут быть приварены симметрично с обоих сторон продольные подкрепляющие пластины, а опорные пластины, оси симметрии поперечных сечений которых ориентированы в одном направлении, могут быть соединены между собой ребрами, которые приварены к пластинам и к внутренней поверхности секторов, а эти ребра располагаются в промежутках между пластинами, ориентированными в других направлениях.
Отличительными признаками предлагаемого устройства по сравнению с указанным выше устройством-прототипом является то, что опорные элементы выполнены в виде пластин, имеющих ширину, равную или меньшую ширины секторов, пластины располагаются последовательно вдоль оси оправки, причем ось симметрии поперечного сечения каждой последующей пластины смещена относительно оси предыдущей пластины на угол, равный отношению 360° градусов к количеству секторов, а расстояние вдоль оси между концом одной и началом следующей пластины больше осевого хода секторов на величину гарантированного осевого зазора между пластинами.
Отличительными признаками возможного варианта исполнения заявляемого устройства (вариант №1) является то, что контактирующие между собой поверхности пластин и секторов выполнены в виде цилиндрических поверхностей, а два диаметрально противоположных сектора скреплены между собой через пластину с помощью соединительных крепежных элементов, а отверстия в секторах для соединительных элементов закрыты пробками, имеющими наружную поверхность, совпадающую с наружной поверхностью блока секторов. Указанный вариант целесообразно использовать для оправок диаметром менее 80 мм.
Отличительными признаками сварного варианта заявляемого устройства (вариант исполнения №2) является то, что соединение пластин с секторами производится посредством сварки и крепежных элементов. При этом в местах сварного соединения пластин и секторов могут быть приварены симметрично с обеих сторон продольные подкрепляющие пластины. Кроме того, опорные пластины, оси симметрии поперечных сечений которых ориентированы в одном направлении, могут быть соединены между собой ребрами, которые приварены к пластинам и к внутренней поверхности секторов, а эти ребра располагаются в промежутках между пластинами, ориентированными в других направлениях. Данный вариант исполнения заявляемого устройства является основным. Механическая система, состоящая из пары секторов, сваренных с двух сторон с опорными пластинами и продольными подкрепляющими пластинами, соединенными при этом сваркой с ребрами, которые приварены одновременно к секторам, отличается максимальной жесткостью на изгиб и кручение. Сварной вариант исполнения заявляемого устройства целесообразно использовать для диаметров оправок более 80 мм, для которых имеется достаточный доступ для сварки пластин и ребер во время сборки блока секторов.
В обоих вариантах исполнения заявляемого устройства предусматриваются центрирующие кольца, установленные на концах блока секторов и скрепленные жестко с секторами одной пары. С секторами остальных пар у центрирующих колец имеется радиальный зазор Δр. Также во всех вариантах исполнения имеется кольцевой зазор Δк между секторами смежных пар, рекомендуемая величина которого равна 0,5...1,5 мм.
Благодаря наличию перечисленных признаков создано устройство, в котором существенно увеличена жесткость каждого сектора и каждой пары секторов. Устройство в отличие от аналогов и прототипа совершенно не содержит трущихся частей (кроме приводного механизма возвратно-поступательного движения секторов). В результате этих особенностей заявляемого устройства обеспечивается стабильная наружная конфигурация оправки, уменьшаются потребности в энергии на привод возвратно-поступательного движения секторов, повышается производительность изготовления трубы, повышается качество выпускаемых труб, а также увеличивается надежность и долговечность самого устройства. Особенно высокой жесткостью обладает основной вариант исполнения заявляемого устройства, в котором наличие продольных подкрепляющих пластин и ребер, привариваемых к секторам и опорным пластинам, практически исключает возможность деформации секторов с изменением диаметра блока, полученного при его изготовлении.
В первом варианте исполнения контакт опорных элементов производится по дуге окружности, в результате чего значительно затрудняются перемещения секторов в поперечном направлении и увеличивается сопротивление оправки на кручение. Цилиндрические участки опорных элементов в этом случае выполняются точением, экономически достижимая точность их обработки существенно выше точности выполнения плоских поверхностей секторов и опорных элементов в конструкции прототипа.
С заявляемой конструкцией устройства связан единым изобретательским замыслом способ изготовления устройства. Для всех устройств, используемых для непрерывного изготовления труб из композиционно-волокнистого материала, в виде самоподающей оправки, включающей блок секторов и жестко связанных с ними опорных элементов, предполагается определенный способ изготовления этого устройства. Он присутствует также и в ближайшем к заявляемому способу решении согласно патенту №2116888 (опубл. 1998.08.10). Известный способ заключается в том, что при изготовлении используются заготовки секторов с припуском по наружной поверхности, эти заготовки соединяют с опорными элементами, собирают их в блок и производят механическую обработку наружной поверхности блока секторов в сборе. Механическое крепление опорных элементов с секторами влечет за собой повышенную трудоемкость и себестоимость изготовления и сборки устройства. Между тем, более простая и дешевая сварка опорных элементов и ребер между собой и с внутренней поверхностью секторов требует использования нетрадиционных и неочевидных решений в последовательности сборки и сварки элементов конструкции. При этом, помимо реализации основного преимущества заявляемого устройства, заключающегося в существенном повышении жесткости и устранения трущихся частей, в несколько раз сокращается количество элементов механического крепления (отверстия, винты, штифты, пробки и т.д.), и, таким образом, снижаются затраты на изготовление оправки.
При механической обработке блок секторов стягивают в радиальном направлении с помощью специальных приспособлений, например с помощью хомутов. Недостатком известного способа является то, что условия стягивания секторов при механической обработке не совпадают с условиями их стягивания во время эксплуатации устройства, то есть во время изготовления труб. В это время от усилий натяжения армирующих волокон сектора оправки прогибаются в промежутке между опорными внутренними элементами с другими величинами прогиба, искажая форму наружной поверхности оправки. Таким образом, при эксплуатации устройства, его наружная поверхность может иметь иную конфигурацию по сравнению с той, которая получена во время механической обработки. В результате образования местных обратных конусностей на оправке, она оказывает повышенное сопротивление возвратно-поступательному движению, а в материале трубы могут возникнуть значительные внутренние напряжения.
Предложенная последовательность сборки и сварки позволяет осуществить основной вариант исполнения заявляемого устройства. Согласно заявляемому способу в первой паре блока оба сектора сваривают с опорными элементами до сборки блока секторов, остальные пары кроме последней собирают из одного сектора, к которому предварительно приварен опорный элемент, и второго одиночного сектора, во время сборки такой пары в блок сваривают одиночный сектор с одной стороны опорного элемента, поворачивают пару относительно оси оправки и сваривают этот сектор с другой стороны элемента, до сборки последней пары секторов, содержащей опорный элемент, разделенный по его высоте на две части, сваривают каждую часть опорного элемента с соответствующим сектором, затем собирают эти части между собой одновременно со сборкой последней пары в блок секторов с помощью соединительных элементов типа винтов или штифтов через отверстия в одном секторе и в обеих частях опорного элемента и закрывают отверстие снаружи пробкой.
Недостаток способа-прототипа, заключающийся в нестабильности конфигурации наружной поверхности блока секторов и связанных с этим обстоятельством снижении качества труб и производительности их изготовления, устраняется в способе изготовления устройства, согласно которому механическую обработку наружной поверхности блока проводят отдельными участками, причем соседние участки блока секторов стягивают в радиальном направлении путем намотки на эти участки лентами с натяжением, имитирующим натяжение волокнистого материала во время изготовления трубы.
Предлагаемая конструкция устройства и способ его изготовления иллюстрируется чертежами, представленными на фигурах 1-10.
На фиг.1 показано продольное сечение устройства с механическим креплением пластин к секторам (вариант исполнения №1).
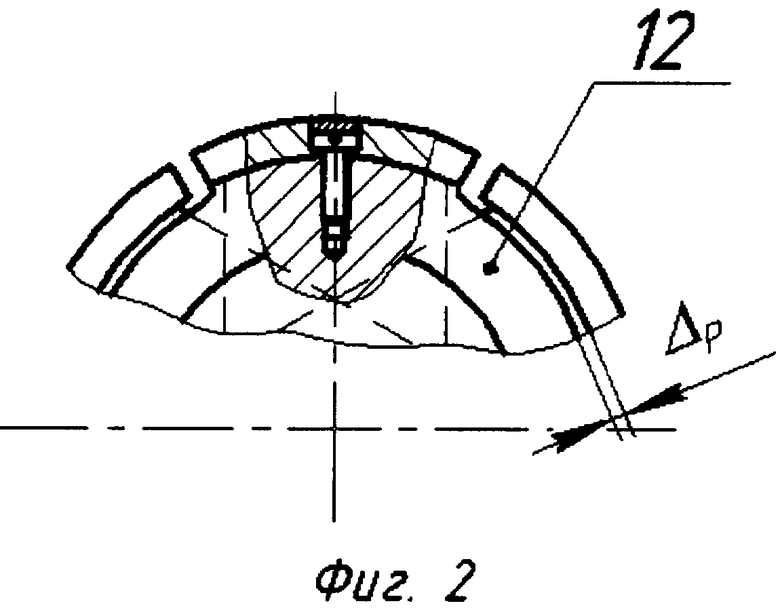
На фиг.2 показан вид сбоку на оправку со стороны центрирующей втулки блока секторов (все варианты исполнения).
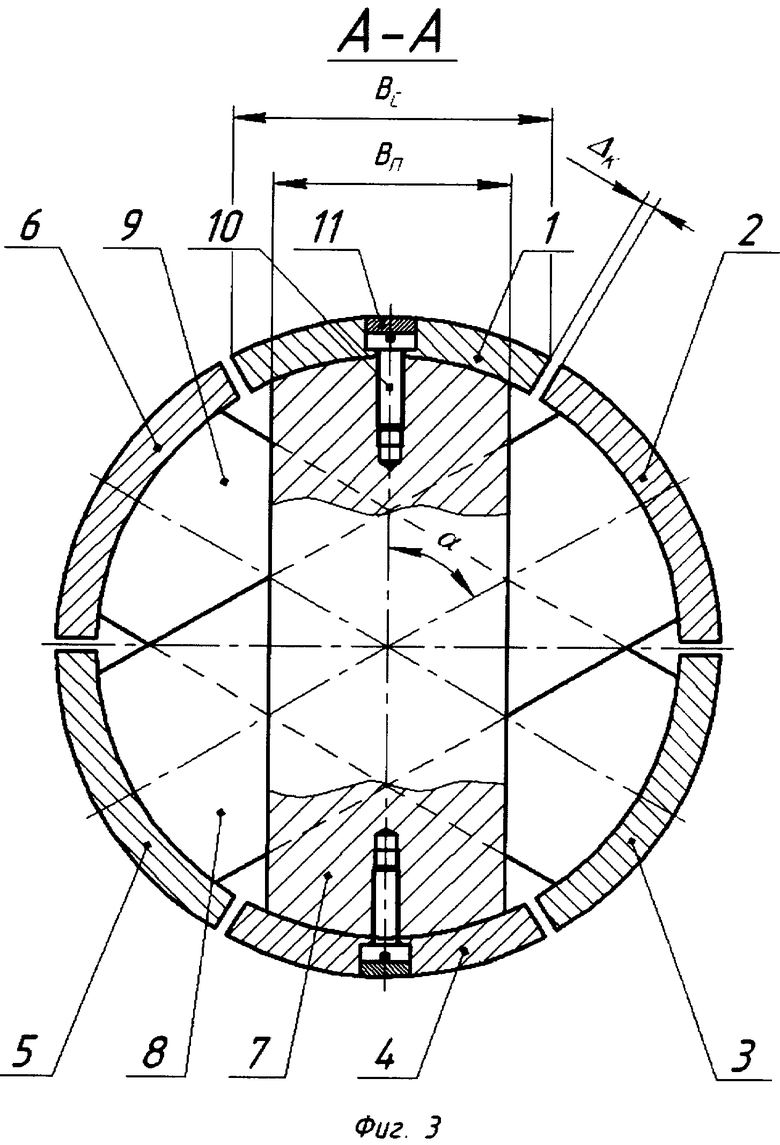
На фиг.3 показано поперечный разрез А-А оправки первого варианта исполнения.
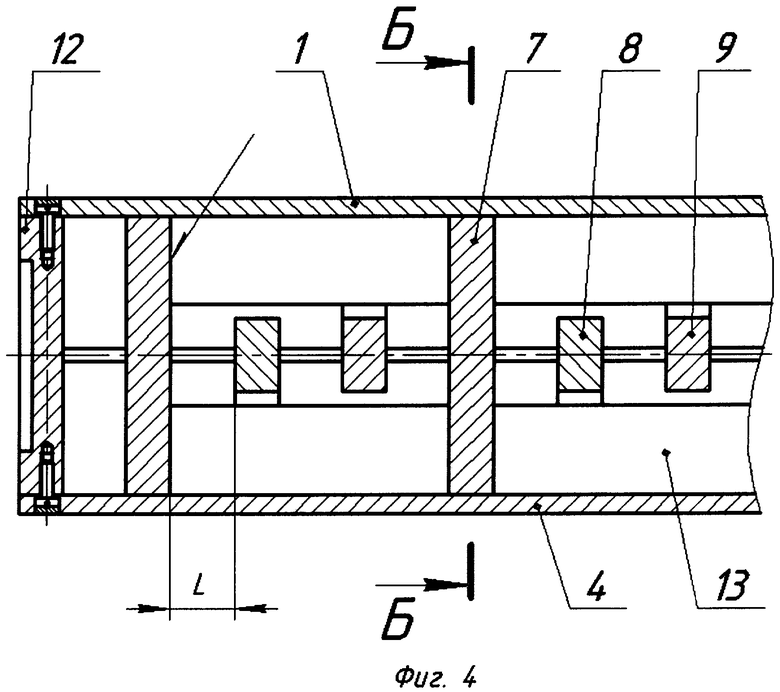
На фиг.4 показан продольный разрез оправки в основном варианте исполнения с приваренными пластинами и подкрепляющими ребрами (вариант исполнения №2).
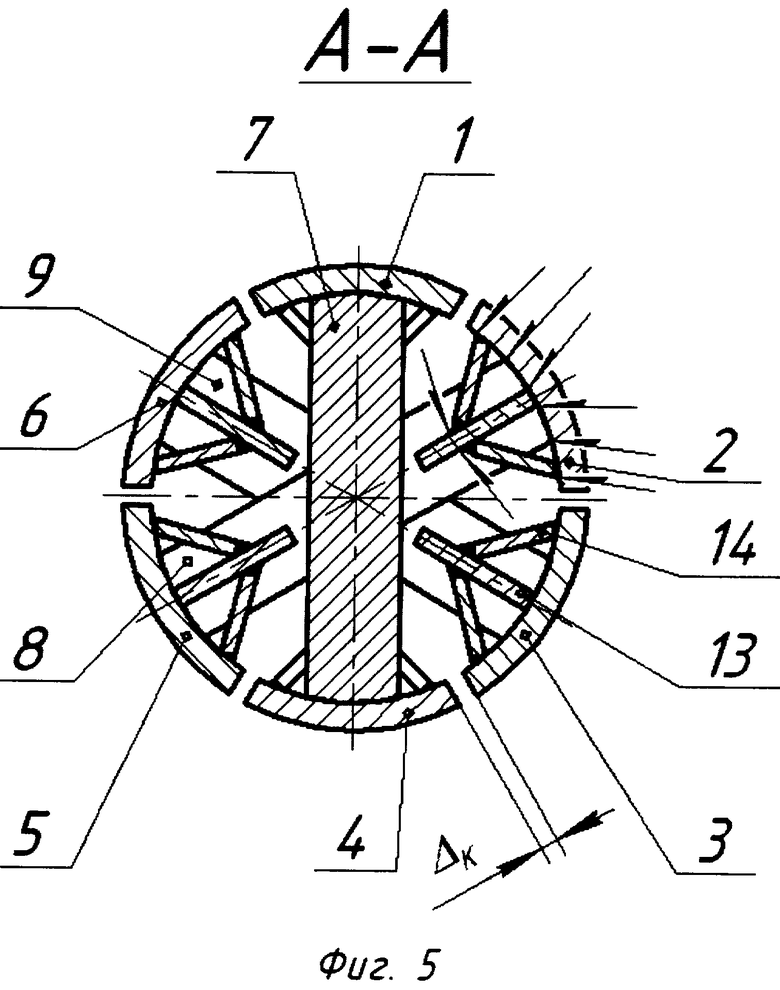
На фиг.5 показан поперечный разрез оправки Б-Б второго варианта с продольными подкрепляющими пластинами.
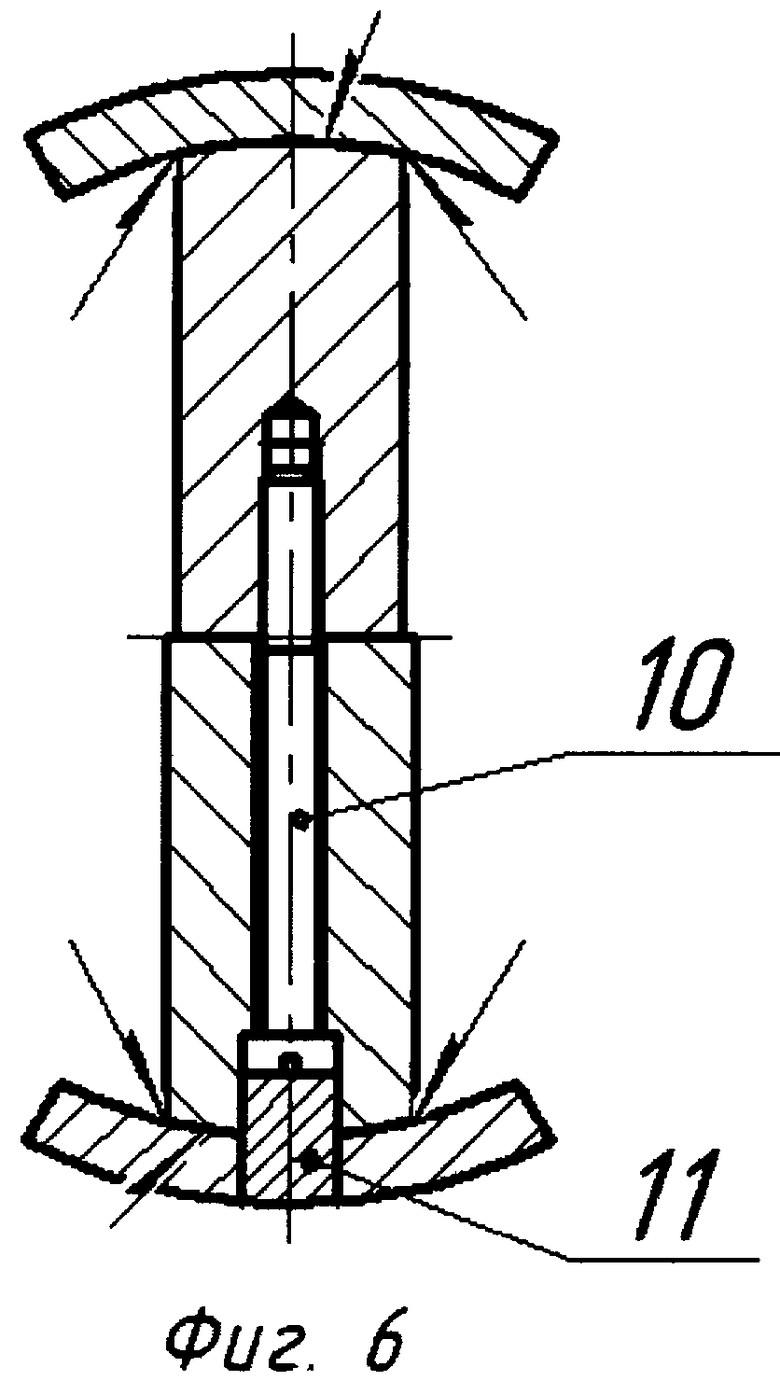
На фиг.6 показан поперечный разрез оправки второго варианта исполнения по пластине, соединяемой механически посредством винтов.
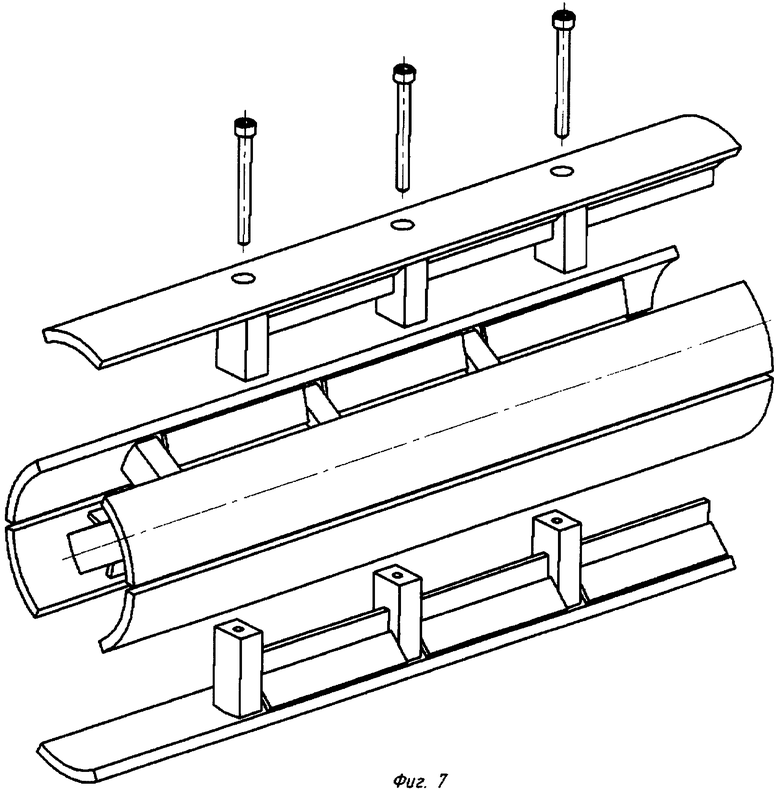
На фиг.7 показана аксонометрия оправки основного варианта исполнения.
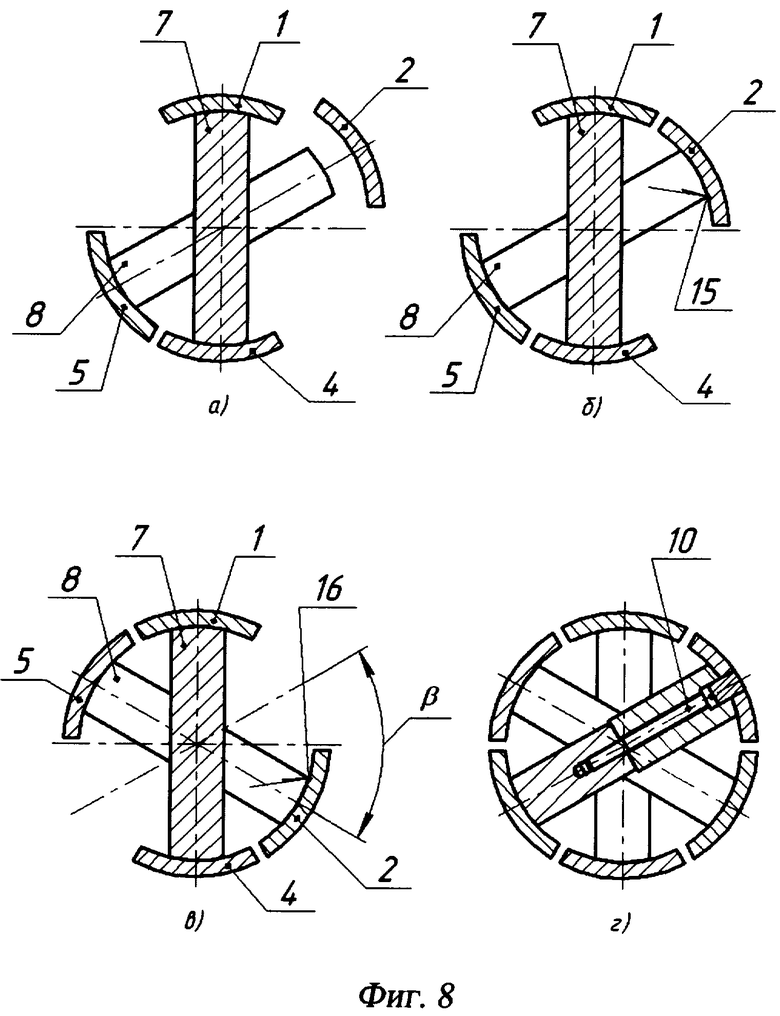
На фиг.8 показаны схематически позиции а), б), в) и г) последовательной сборки и сварки, иллюстрирующие способ изготовления оправки основного варианта исполнения.
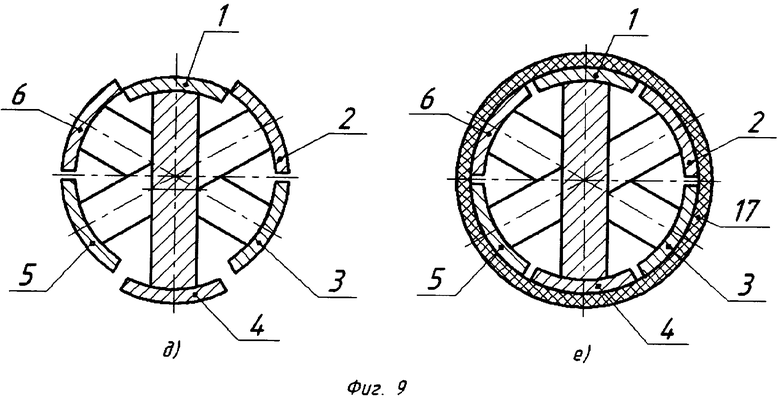
На фиг.9 поз. д) и е) иллюстрируется свойство самоустановки пар секторов в блоке с помощью приема заявляемого способа, заключающегося в стягивании секторов лентами.
На фиг.10 показан схематически заявляемый способ (аксонометрия) в части иллюстрации механической обработки наружной поверхности блока секторов со стягиванием соседних участков блока.
Фиг.1, 2 и 3 относятся к первому варианту исполнения заявляемого устройства, особенностями которого является механическое крепление всех опорных элементов к секторам. Устройство по первому варианту состоит из блока секторов 1, 2, 3, 4, 5 и 6 (фиг.3). Эти секторы формируют внутреннюю поверхность труб и имеют возможность совершать возвратно-поступательное движение в осевом направлении на величину осевого хода секторов. Диаметрально противоположные секторы блока объединены в пары. В примере конкретного исполнения имеются три пары секторов: 1 и 4, 2 и 5, а также 3 и 6. Во внутренней полости блока секторов образована полость, в которой последовательно размещены вдоль оси оправки опорные элементы секторов. Из них в разрезе на фиг.3 показаны элементы 7, 8 и 9. Опорные элементы выполнены в виде пластин, ширина которых Вп равна или меньше ширины секторов Вс (фиг.3). Контактирующие между собой поверхности пластин и секторов выполнены в виде цилиндрических поверхностей. Каждая пластина жестко соединена с каждым сектором из пары секторов посредством крепежных элементов. На фиг.3 показано крепление пластин с секторами с помощью винтов 10. Отверстия в секторах для соединительных элементов закрыты пробками 11, имеющими наружную поверхность, совпадающую с наружной поверхностью блока секторов. Все пластины, в частности пластины 7, 8 и 9 (фиг.1), располагаются последовательно вдоль оси оправки. Расстояние L между концом одного и началом следующего за ним опорного элемента равно:
L=h+Δос,
где h - величина хода секторов (шаг копира);
Δос - величина гарантированного осевого зазора.
Величина гарантированного осевого зазора между опорными элементами обычно равна 2...5 мм. Ось симметрии поперечного сечения каждой последующей пластины смещена относительно оси предыдущей пластины на угол, равный отношению 360° градусов к количеству секторов. Поскольку в примере конкретного выполнения оправки количество секторов равно шести, то угол смещения оси поперечного сечения опорного элемента относительно оси предыдущего элемента α (фиг.3) равен:
α=360/6=60°.
В поперечном сечении блока между секторами смежных пар предусматривается зазор вдоль кольцевой образующей цилиндрической поверхности Δк (фиг.3). Величина гарантированного кольцевого зазора между секторами смежных пар обычно равна 0,5...1,5 мм.
Для облегчения сборки блока секторов на его концах предусматриваются центрирующие кольца 12 (фиг.2), скрепленные механически с одной из пар блока секторов С секторами остальных пар блока у центрирующего кольца предусматривается радиальный зазор Δр.
Фиг.4, 5, 6 и 7 относятся ко второму варианту исполнения заявляемого устройства, который является основным. Особенностями варианта является преимущественно сварное соединение опорных элементов к секторам. Частично для обеспечения собираемости используется механическое крепление.
Так же как и в первом варианте исполнения, в основном варианте диаметрально противоположные секторы объединены в пары. На фиг.5 показаны три пары секторов: 1 и 4, 2 и 5, а также 3 и 6. Аналогично первому варианту в полости блока секторов вдоль оси последовательно размещаются опорные элементы, а на концах блока имеются центрирующие кольца. Аналогичны также и геометрические параметры взаимного размещения секторов и пластин, характеризующиеся величинами L, Δос, Δк и Δр.
Для основного варианта характерно применение более узких опорных пластин 7, 8 и 9 (фиг.5), свариваемых с внутренней поверхностью секторов. Контактные поверхности пластин могут быть в виде плоских граней или в виде цилиндрических поверхностей. Исключение составляют только опорные элементы, сопрягаемые с одной парой блока секторов. Для обеспечения собираемости блока эти пластины разделены по высоте на две части, каждая часть приварена к своему сектору, а жесткое крепление секторов с пластинами производится с помощью винтов 10 (фиг.6). Так же, как и в первом варианте исполнения, отверстия в этих секторах для соединительных элементов закрыты пробками 11, имеющими наружную поверхность, совпадающую с наружной поверхностью блока секторов.
В основном варианте исполнения заявляемого устройства, как правило, используются ребра 13 (фиг.4 и фиг.5). Эти ребра соединяют пластины, оси симметрии поперечных сечений которых ориентированы в одном направлении, причем ребра приварены к пластинам и к внутренней поверхности секторов и расположены в промежутках между пластинами, ориентированными в других направлениях.
В месте сварки пластин с секторами могут быть предусмотрены продольные подкрепляющие пластины 14, которые привариваются как к секторам, так и к пластинам (фиг.5).
На фиг.7 показана аксонометрия оправки, выполненной по основному варианту сварной конструкции. На ней наглядно иллюстрируется жесткая механическая система, состоящая из нескольких пар секторов, опорных пластин, продольных подкрепляющих пластин и ребер, которая позволяет каждой паре секторов совершать осевое движение независимо от остальных пар.
На фиг.8 показаны позиции а), б), в) и г), иллюстрирующие последовательность сборки и сварки блока секторов в основном варианте его исполнения. В позиции а) с парой секторов 7, сваренной с пластиной до сборки, собирают сектор 5, сваренный предварительно с пластиной 8, и одиночный сектор 2. Далее в позиции б) производится сварка одиночного сектора в месте 15. При дальнейшей сборке пара секторов 2 и 5, связанных с пластиной 8, поворачивают относительно оси оправки и производят сварку пластины в месте 16, что иллюстрируется поз. в). Заключительную пару секторов собирают в блок с помощью элементов крепления 10, как это показано на поз. г).
Заявляемые конструкция и способ ее изготовления, особенно в основном варианте исполнения, характеризуются весьма высокой жесткостью механической системы в виде пары секторов, обеспечивающих неизменный диаметр пары. В то же время, сама пара секторов, имеющая длину в несколько метров, имеет возможность прогибаться под действием своего веса и усилий натяжения волокнистого материала при изготовлении трубы. В результате появляется возможность радиального перемещения пары секторов с искажением окружности образующей в поперечном сечении блока, как это показано на фиг.9, поз. д). Однако при стягивании блока волокнистым материалом при изготовлении трубы 17 или технологическими лентами при изготовлении самого устройства, пары секторов самоустанавливаются с восстановлением правильной формы образующей, что иллюстрируется на фиг.9, поз. е). Важно отметить, что разница усилий стягивания при изготовлении трубы и при изготовлении блока секторов не приводит к искажению формы наружной поверхности в связи со стабильной величиной диаметра каждой пары секторов.
На фиг.10 иллюстрируется один из приемов заявляемого способа изготовления блока секторов. Во время механической обработки участка наружной поверхности блока режущим инструментом 19 соседние участки блока секторов стягивают в радиальном направлении путем намотки на эти участки лент 18 и 20 с натяжением, имитирующим натяжение волокнистого материала во время изготовления трубы.
Изобретение относится к машиностроению, преимущественно химическому, и может быть использовано, например, при производстве труб из армированных пластмасс других изделий. Устройство выполнено в виде самоподающей оправки, включает блок секторов, формирующий внутреннюю поверхность труб и состоящий из нескольких пар диаметрально противоположных секторов и опорных элементов, располагаемых во внутренней полости блока и жестко связанных с каждым сектором из пары. Каждая пара секторов имеет возможность совершать возвратно-поступательное движение в осевом направлении на величину осевого хода секторов с помощью приводного механизма независимо от других пар. Опорные элементы выполнены в виде пластин, имеющих ширину, равную или меньшую ширины секторов, пластины располагаются последовательно вдоль оси оправки. Ось симметрии поперечного сечения каждой последующей пластины смещена относительно оси предыдущей пластины на угол, равный отношению 360° градусов к количеству секторов. Расстояние вдоль оси между концом одной и началом следующей пластины больше осевого хода секторов на величину гарантированного осевого зазора между пластинами. Способ изготовления устройства включает соединение заготовок секторов с припуском по наружной поверхности с опорными элементами, сборку их в блок секторов. Механическую обработку блока проводят в сборе. В первой паре блока оба сектора сваривают с опорными элементами до сборки блока, остальные пары кроме последней собирают из одного сектора, к которому предварительно приварен опорный элемент, и второго одиночного сектора, во время сборки такой пары в блок сваривают одиночный сектор с одной стороны опорного элемента, поворачивают пару относительно оси оправки и сваривают этот сектор с другой стороны элемента, до сборки последней пары секторов, содержащей опорный элемент, разделенный по его высоте на две части, сваривают каждую часть опорного элемента с соответствующим сектором, затем собирают эти части между собой одновременно со сборкой последней пары в блок с помощью соединительных элементов типа винтов или штифтов через отверстия в одном секторе и в обеих частях опорного элемента и закрывают отверстие снаружи пробкой. Механическую обработку наружной поверхности блока проводят отдельными участками, причем соседние участки блока стягивают в радиальном направлении путем намотки на эти участки лентами с натяжением, имитирующим натяжение волокнистого материала во время изготовления трубы. Изобретение позволяет повысить производительность изготовления труб, качество выпускаемых труб, надежность, а также понизить трудоемкость и себестоимость изготовления и сборки устройства. 2 н. и 10 з.п. ф-лы, 10 ил.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1996 |
|
RU2116888C1 |
| Устройство для непрерывного изготовления труб из армированных пластмасс | 1986 |
|
SU1388310A1 |
| Установка для изготовления стеклопластиковых труб | 1981 |
|
SU994276A1 |
| Устройство для непрерывного изготовления труб из полимерного материала | 1977 |
|
SU729076A1 |

