Изобретение относится к способам обработки поверхности головки рельса в условиях рельсового пути с применением рельсообрабатывающих поездов.
Известен способ обработки поверхности головки рельса шлифованием, одновременно несколькими вращающимися инструментами, шлифовальными кругами, установленными на разных участках вдоль и поперек рельса со смещением относительно друг друга, их перемещение вдоль рельса и вращение вокруг своих осей с расположением осей в поперечных сечениях рельса так, что перпендикулярные им рабочие торцовые плоскости инструментов касательны к расчетной направляющей ходовой поверхности рельса (см. патент США №4843765, МКИ Е01В 31/17, 1989).
Известен способ обработки поверхности головки рельса, включающий установку на разных участках вдоль и поперек рельса со смещением относительно друг друга обрабатывающих инструментов, их перемещение вдоль рельса и вращение вокруг своих осей, с расположением осей в поперечных сечениях рельса так, что перпендикулярные им рабочие торцовые плоскости инструментов касательны к расчетной направляющей ходовой поверхности рельса, и скорость их относительного перемещения вдоль рельса составляет не менее одной десятой оптимальной скорости резания материала рельса (см. патент РФ №2287039, МКИ Е01В 31/17, Е01В 31/13).
Недостатком данных способов является отсутствие учета изменения суммарной скорости резания металла рельса при работе рельсообрабатывающих поездов в кривых. Наиболее заметно изменение суммарной скорости резания металла на внешней и внутренней рельсовой плети при производстве работ в кривых малого радиуса, что влечет за собой снижение качества обработки поверхности головки рельса.
Техническая задача - устранение факторов, влияющих на качество обработки поверхности головки рельса при работе рельсообрабатывающих поездов в кривых.
Поставленная задача достигается тем, что в способе обработки поверхности головки рельса, включающем установку на разных участках вдоль и поперек рельса со смещением относительно друг друга обрабатывающих инструментов, их перемещение вдоль рельса и вращение вокруг своих осей, с расположением осей в поперечных сечениях рельса так, что перпендикулярные им рабочие торцовые плоскости инструментов касательны к расчетной направляющей ходовой поверхности рельса, и скорость их относительного перемещения вдоль рельса составляет не менее одной десятой оптимальной скорости резания материала рельса, при обработке рельсов в кривых участках пути частоту вращения инструмента, работающего по внутренней плети рельсового пути, увеличивают до значения, определяемого из выражения:
где n2 - частота вращения инструмента, работающего по внутренней плети рельсового пути;
n1 - частота вращения инструмента, работающего по внешней плети рельсового пути;
r - радиус инструмента;
vn - скорость движения рельсообрабатывающего поезда;
R - радиус криволинейного участка по оси симметрии рельсового пути;
H - ширина рельсовой колеи.
При этом скорость вращения инструмента является величиной переменной и зависящей от изменения скорости перемещения инструмента вдоль рельса, при сохранении общей результирующей скорости резания материала постоянной.
На приведенном чертеже изображена схема результирующих скоростей резания.
Способ реализуется следующим образом.
Рельсообрабатывающий поезд движется по железнодорожному пути и производит обработку поверхности головки рельса режущими инструментами, закрепленными на его оборудовании. При движении его в прямом участке пути продольные подачи режущего инструмента по обеим рельсовым плетям равны одной величине - скорости движения рельсообрабатывающего поезда.
При движении рельсообрабатывающего поезда в криволинейном участке пути продольные подачи режущего инструмента по обеим рельсовым плетям различны и определяются радиусом криволинейного участка пути R и шириной рельсовой колеи Н.
Для выравнивания результирующих скоростей производят увеличение частоты вращения инструмента, работающего по внутренней плети рельсового пути, до требуемого значения, определяемого из выражения:
Реализация данного способа обработки поверхности головки рельса позволит устранить влияние разницы кривизны внутренней и внешней плетей рельсового пути на качество получаемой после обработки поверхности. Полученный при этом результат будет наиболее заметен при работе рельсообрабатывающего поезда в кривых малого радиуса.
Предлагаемый способ позволяет увеличить качество обработки поверхности рельсов в пути независимо от радиуса кривизны участка пути.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2005 |
|
RU2287039C2 |
| Устройство и способ профилирования поверхности катания головки рельса | 2023 |
|
RU2802981C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2456144C2 |
| СПОСОБ КОНТРОЛЯ ПРОДОЛЬНО-НАПРЯЖЕННОГО СОСТОЯНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2014 |
|
RU2555070C1 |
| РЕЛЬСООБРАБАТЫВАЮЩИЙ ПОЕЗД | 2010 |
|
RU2449074C2 |
| СПОСОБ ПЕРЕКЛАДКИ РЕЛЬСОВЫХ ПЛЕТЕЙ С ЗАМЕНОЙ РАБОЧЕГО КАНТА, В ТОМ ЧИСЛЕ В КРИВЫХ, И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2009 |
|
RU2410482C1 |
| Способ разрядки температурных напряжений бесстыкового пути | 1979 |
|
SU855109A1 |
| СПОСОБ СТРОИТЕЛЬСТВА И РЕМОНТА БЕССТЫКОВОГО ПУТИ, РЕЛЬСОШПАЛЬНАЯ РЕШЁТКА И ПУТЕУКЛАДОЧНЫЙ ПОЕЗД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2572485C1 |
| СПОСОБ ИНЕРЦИАЛЬНЫХ ИЗМЕРЕНИЙ НЕРОВНОСТЕЙ РЕЛЬСОВОГО ПУТИ | 2002 |
|
RU2242391C2 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ БЕЗ УДАЛЕНИЯ ИХ С ПОЛОТНА | 2008 |
|
RU2364674C1 |
Изобретение относится к способу обработки поверхности головки рельса в условиях рельсового пути с применением рельсообрабатывающих поездов. Способ включает установку на разных участках вдоль и поперек рельса со смещением относительно друг друга обрабатывающих инструментов. Обрабатывающие инструменты перемещаются вдоль рельса и вращаются вокруг своих осей. Оси расположены в поперечных сечениях рельса так, что перпендикулярные осям рабочие торцовые плоскости обрабатывающих инструментов касательны к расчетной направляющей ходовой поверхности рельса. Скорость обрабатывающих инструментов относительно перемещения вдоль рельса составляет не менее одной десятой оптимальной скорости резания материала рельса. Согласно способу при обработке рельса в кривых участках пути частоту вращения инструмента, работающего по внутренней плети рельсового пути, увеличивают до значения, определяемого из выражения:n2=√91,28[((πn1r/30)2+v2 n)-v2 n(R-H/R)2]/r2, где n2 - частота вращения инструмента, работающего по внутренней плети рельсового пути, n1 - частота вращения инструмента, работающего по внешней плети рельсового пути, r - радиус инструмента, vn - скорость движения рельсообрабатывающего поезда, R - радиус криволинейного участка по оси симметрии рельсового пути, Н - ширина рельсовой колеи. Достигается улучшение качества обработки головки рельса при работе рельсообрабатывающих поездов. 1 ил.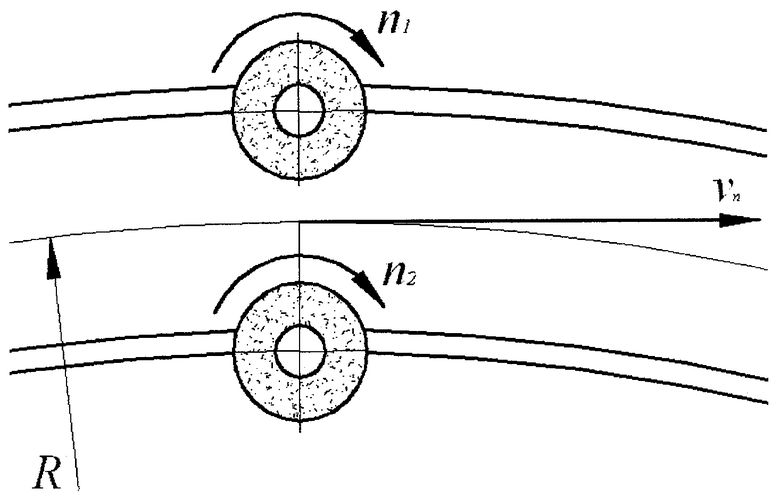
Способ обработки поверхности головки рельса, включающий установку на разных участках вдоль и поперек рельса со смещением относительно друг друга обрабатывающих инструментов, их перемещение вдоль рельса и вращение вокруг своих осей с расположением осей в поперечных сечениях рельса так, что перпендикулярные им рабочие торцовые плоскости инструментов касательны к расчетной направляющей ходовой поверхности рельса и скорость их относительного перемещения вдоль рельса составляет не менее одной десятой оптимальной скорости резания материала рельса, отличающийся тем, что при обработке рельсов в кривых участках пути частоту вращения инструмента, работающего по внутренней плети рельсового пути, увеличивают до значения определяемого из выражения
где n2 - частота вращения инструмента, работающего по внутренней плети рельсового пути;
n1 - частота вращения инструмента, работающего по внешней плети рельсового пути;
r - радиус инструмента;
vn - скорость движения рельсообрабатывающего поезда;
R - радиус криволинейного участка по оси симметрии рельсового пути;
Н - ширина рельсовой колеи.
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2005 |
|
RU2287039C2 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА РЕЛЬСОШЛИФОВАНИЯ | 2005 |
|
RU2312180C2 |
| СПОСОБ ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ПЛОСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2131803C1 |
| Способ непрерывного контроля плотности вакуумной системы паротурбинной установки | 1984 |
|
SU1236303A1 |
| CH 693960 A5, 14.05.2004 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

