Изобретение относится к области обработки металла давлением, а точнее, к трубоэлектросварочному производству и может быть использовано как при проектировании новых, так и при модернизации работающих конструкций четырехвалковых клетей формовочных и профильно-калибровочных станов.
В трубоэлектросварочном производстве с каждым годом возрастает потребность в расширении сортамента сварных труб (расширение диапазона размеров цилиндрических и профильных труб, толщин стенок и использование сталей с более высокими служебными свойствами) и повышении качества труб в части повышения точности геометрических размеров, улучшения структуры и повышения механической прочности зоны продольного сварного шва.
Это обусловлено как повышением в трубопроводах из сварных труб давления и количества агрессивных элементов транспортируемой среды (нефть, газ и их продукты), так свойствами среды их размещения (морская вода, болота, вечная мерзлота).
Известна формовочная клеть трубопрофильного стана, см. а.с. СССР №1098605, М.кл. B21C 37/08, заявл. 26.06.81 г., опубл. 23.06.84 г.
Клеть содержит установленные в станине горизонтальные валки с механизмом радиальной регулировки и размещенные в корпусах вертикальные валки с механизмами осевой и радиальной регулировок. Кроме того, она снабжена узлами осевой регулировки горизонтальных валков, каждый из которых выполнен в виде укрепленных на станине направляющих с размещенной в них подвижной планкой и связанного с ней механизма осевой регулировки.
Недостаток этой клети заключается в том, что ручная радиальная и осевая регулировка вертикальных валков увеличивает время перевалок технологического инструмента (валков) при переходе на другой типоразмер и снижает точность положения валков, что отрицательно сказывается на качестве изготовления сварных труб.
При производстве сварных труб диаметром 140÷630 мм, когда для преодоления действующего на вертикальные валки радиального усилия момент на винте механизма радиальной регулировки достигает величины 1000÷3500 Нм, их ручная регулировка практически не возможна.
Ручная радиальная регулировка нижнего горизонтального валка с помощью прокладок снижает точность его установки и увеличивает время перевалок.
С учетом часто встречающегося в трубоэлектросварочном производстве выпуска труб небольшими партиями становится актуальным время перевалок оборудования агрегата для получения труб другого типоразмера.
Из известных формовочных клетей трубопрофильного стана наиболее близкой по технической сущности является клеть, описанная в а.с. СССР №623606, М.кл. B21C 37/06, B21B 13/10, заявл. 20.09.76 г., опубл. 15.09.78 г.
Эта клеть содержит станину с крышкой, окнами и планками скольжения, установленные в окнах станины горизонтальные валки с подшипниками и подушками, верхний из которых снабжен приводным винтовым механизмом радиальной регулировки, нижний горизонтальный валок с регулировочными прокладками, боковые вертикальные валки с подшипниками, подушками и корпусами, смонтированными на торцах станины с возможностью вертикального перемещения и фиксации траверсами и неприводным винтовым механизмом радиальной регулировки.
Основной недостаток данной конструкции формовочной клети трубопрофильного стана, как и вышеописанного, заключается в том, что вручную невозможно осуществлять быстро и точно регулировку боковых вертикальных и нижнего горизонтального валков, что отрицательно сказывается на сокращении времени перевалок, точности установки технологического инструмента (валков) в клети и на качестве свариваемых труб в части их геометрических размеров.
Одинаковая ширина закрепленных в окнах станины планок скольжения для подушек горизонтальных валков в зоне расположения боковых вертикальных валков ограничивает возможность восприятия ими технологических усилий при производстве сварных труб и, как следствие, резко снижает их сортамент (технологические возможности клети).
Задача настоящего изобретения состоит в создании формовочной клети трубопрофильного стана, позволяющей повысить качество сварных труб и сократить время на смену технологического инструмента (валков) при переходе на производство другого типоразмера за счет точной и быстрой настройки горизонтальных и вертикальных валков.
Поставленная задача достигается тем, что формовочная клеть трубопрофильного стана, содержащая станину с крышкой, окнами и планками скольжения, расположенные в окнах станины горизонтальные валки с подшипниками и подушками, верхний из которых имеет приводной винтовой механизм радиальной регулировки и боковые вертикальные валки с подшипниками, корпусами и винтовыми механизмами радиальной регулировки, закрепленными на траверсах, согласно изобретению снабжена кинематически связанными с винтовыми механизмами радиальной регулировки боковых вертикальных валков приводами, выполненными в виде сдвоенных цилиндрических редукторов и консольно размещенных на их выходных валах конических мотор-редукторов, при этом приводной винтовой механизм радиальной регулировки верхнего горизонтального валка и приводы радиальной регулировки боковых вертикальных валков снабжены датчиками перемещения. Кроме того, подушки верхнего горизонтального валка и траверсы боковых вертикальных валков снабжены кронштейнами с осями и соединяющими их стяжками регулируемой длины. Станина в зоне размещения боковых вертикальных валков выполнена с утолщениями, снабжена дополнительными планками скольжения, взаимодействующими с корпусами боковых вертикальных валков, и пазами для свободного перемещения по вертикали выступов, выполненных на подушках нижнего горизонтального валка.
Такое конструктивное выполнение формовочной клети трубопрофильного стана обеспечит повышение качества сварных труб и сократит время на смену технологического инструмента (валков) при переходе на производство другого типоразмера.
Снабжение винтовых механизмов радиальной регулировки боковых вертикальных валков приводами и оснащение приводов радиального перемещения валков датчиками перемещений дают возможность более быстро и точно осуществлять их установку при переходе на другой типоразмер свариваемых труб.
Оснащение стоек станины местными утолщениями для размещения дополнительных планок скольжения боковых вертикальных валков, а также за счет механизации их настройки позволяет расширить сортамент и повысить качество свариваемых труб.
Снабжение подушки верхнего горизонтального валка и траверс боковых вертикальных валков кронштейнами с осями и соединяющими их стяжками регулируемой длины позволяют осуществлять быструю настройку боковых вертикальных валков до требуемого размера калибра по высоте, контролируемого датчиком перемещения.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
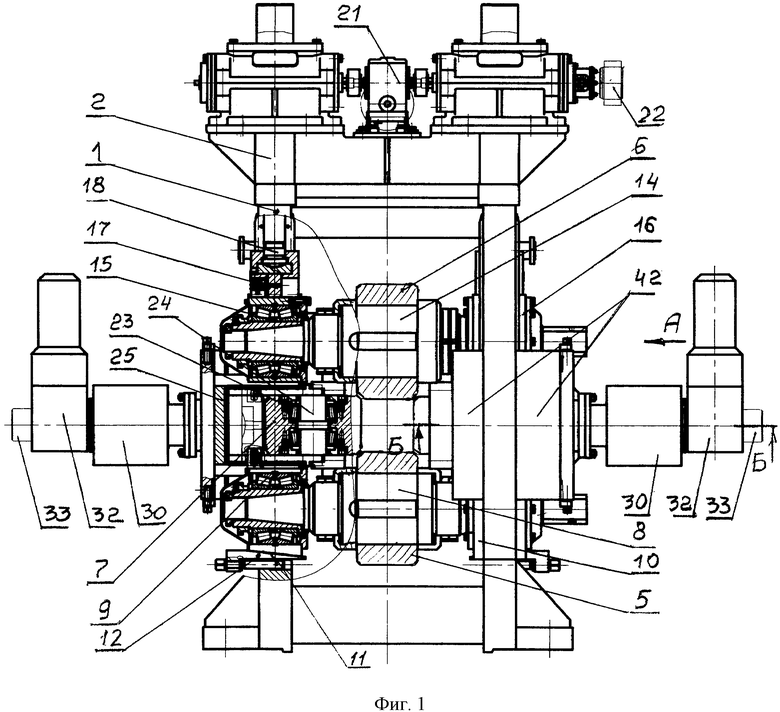
- на фиг.1 изображена формовочная клеть трубопрофильного стана;
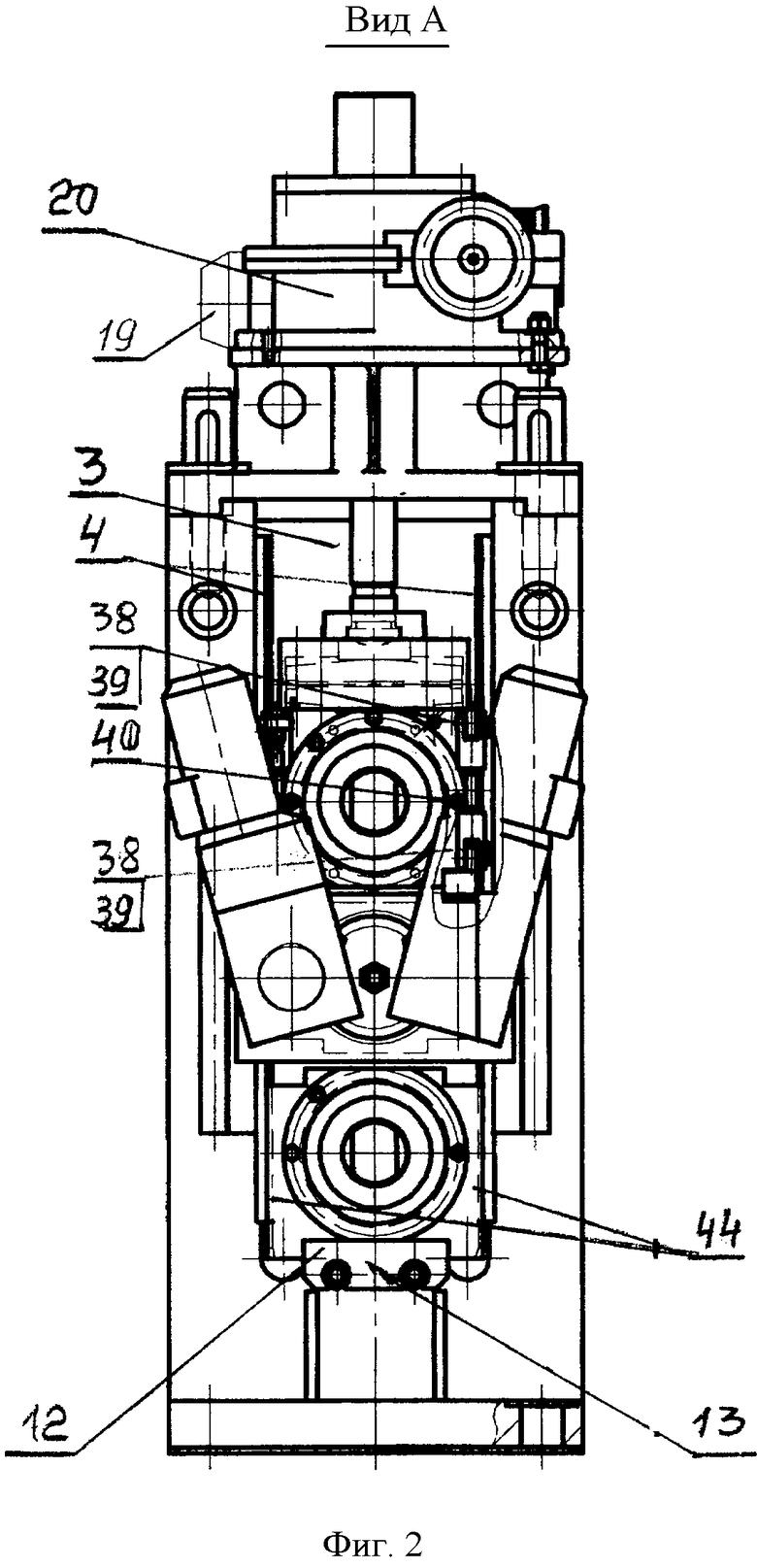
- на фиг.2 - то же, вид по стрелке А на фиг.1;
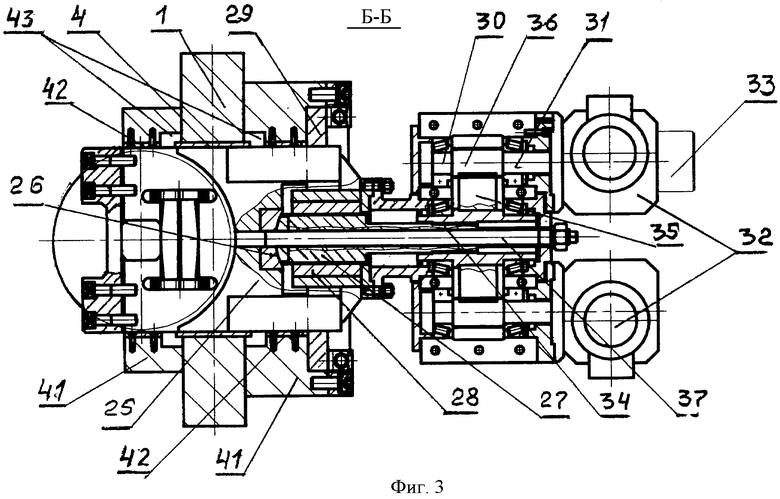
- на фиг.3 - разрез Б-Б на фиг.1.
Формовочная клеть трубопрофильного стана содержит станину 1 с крышкой 2, окнами 3 и планками скольжения 4, расположенные в окнах 3 станины нижний 5 и верхний 6 горизонтальные валки и боковые 7 вертикальные валки. Нижний 5 горизонтальный валок установлен на валу 8 с подшипниками качения 9, размещенными в подушках 10. Подушки 10 снизу имеют наклонные опорные плоскости 11, которые взаимодействуют с клиньями 12 механизма 13 радиальной регулировки нижнего горизонтального валка. Верхний 6 горизонтальный валок установлен на валу 14 с подшипниками качения 15 и подушками 16 и взаимодействует через упругое средство 17 с нажимными винтами 18 механизма радиальной регулировки 19, который выполнен в виде двух червячных редукторов 20, соединенных с общим приводом 21. На свободном конце вала одного из червячных редукторов 20 установлен датчик перемещения 22.
Боковые вертикальные валки 7 с подшипниками 23 и осями 24 смонтированы в корпусах 25 с подпятниками 26 с отверстиями и имеют винтовые механизмы радиальной регулировки с приводами.
Винтовые механизмы радиальной регулировки выполнены в виде полых винтов 27, взаимодействующих с подпятниками 26, и гаек 28, размещенных в траверсах 29, смонтированных на торцах станины 1 с возможностью перемещения и фиксации.
Приводы винтовых механизмов радиальной регулировки боковых вертикальных валков выполнены в виде сдвоенных цилиндрических редукторов 30 и консольно размещенных на их выходных валах 31 конических мотор-редукторов 32.
На одном из выходных валов цилиндрического редуктора 30 за коническим мотор-редуктором 32 размещен датчик перемещения 33. Свободные концы полых винтов 27 через шлицевое соединение 34 взаимодействуют с зубчатыми колесами 35 редукторов 30, каждое из которых с двух диаметрально противоположных сторон находится в зацеплении с зубчатыми шестернями 36.
Сдвоенные цилиндрические редукторы 30 жестко соединены с корпусами 25 боковых вертикальных валков 7 посредством шпилек 37, расположенных в полых винтах 27, и гаек 28.
Подушки 16 верхнего горизонтального валка 6 и траверсы 29 боковых вертикальных валков 7 снабжены кронштейнами 38 с осями 39 и соединяющими их стяжками 40 регулируемой длины при перевалке.
Станина 1 в зоне размещения боковых вертикальных валков 7 выполнена с утолщениями 41 и снабжена дополнительными планками скольжения 42, взаимодействующими с корпусами 25 боковых вертикальных валков 7 и пазами 43 для свободного перемещения по вертикали выступов 44, выполненных на подушках 10 нижнего 5 горизонтального валка.
Настройка валков формовочной клети осуществляется следующим образом.
Кронштейны 38 подушек 16 верхнего горизонтального валка 6 и траверс 29 соединяются стяжками 40.
С помощью нажимных винтов 18 механизма радиальной регулировки 19 устанавливают боковые вертикальные валки 7 до требуемого размера калибра по высоте, контролируемого с помощью датчика перемещения 22. После этого стяжки 40 снимают и с помощью того же винтового механизма радиальной регулировки 19 устанавливают валки верхнего горизонтального валка 6 до требуемого размера калибра по высоте с контролем с помощью датчика перемещения 22.
При необходимости, которая возникает после переточки нижнего горизонтального валка 5, с помощью клиньев 12 механизма радиальной регулировки 13 корректируют (чаще всего с использованием шаблона калибра) положение нижнего горизонтального валка.
С помощью мотор-редуктора 32 механизма радиальной регулировки боковых вертикальных валков устанавливают их по калибру в горизонтальной плоскости. Контролируют их положение с помощью датчика 33.
Предложенная формовочная клеть трубопрофильного стана по сравнению с известными позволит повысить качество сварных труб и сократить время на смену технологического инструмента (валков) при переходе на производство труб другого типоразмера за счет точной и быстрой настройки горизонтальных и вертикальных валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422224C2 |
| КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 2009 |
|
RU2420366C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
| ДВУХВАЛКОВАЯ НЕПРИВОДНАЯ ВЕРТИКАЛЬНАЯ КЛЕТЬ | 2009 |
|
RU2429927C2 |
| МНОГОВАЛКОВАЯ КЛЕТЬ | 2009 |
|
RU2422221C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2013 |
|
RU2547058C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2001 |
|
RU2228228C2 |
| РАБОЧАЯ ЛИНИЯ ТРУБОЭЛЕКТРОСВАРОЧНОГО АГРЕГАТА | 2011 |
|
RU2476281C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1997 |
|
RU2188730C2 |
Изобретение относится к области обработки металла давлением, а точнее, к трубоэлектросварочному производству и может быть использовано как при проектировании новых, так и при модернизации работающих конструкций четырехвалковых клетей формовочных и профильно-калибровочных станов. Клеть содержит станину с окнами, крышкой и планками скольжения. В окнах станины расположены горизонтальные валки с подшипниками и подушками, верхний из которых имеет приводной винтовой механизм радиальной регулировки и боковые вертикальные валки с подшипниками, корпусами и винтовыми механизмами радиальной регулировки. Клеть снабжена кинематически связанными с винтовыми механизмами радиальной регулировки боковых вертикальных валков приводами, выполненными в виде сдвоенных цилиндрических редукторов и консольно размещенных на их выходных валах конических мотор-редукторов. Приводной винтовой механизм радиальной регулировки верхнего горизонтального валка и приводы радиальной регулировки боковых вертикальных валков снабжены датчиками перемещения. Изобретение позволит повысить качество сварных труб и сократить время на смену валков при переходе на производство труб другого типоразмера. 2 з.п. ф-лы, 3 ил.
1. Формовочная клеть трубопрофильного стана, содержащая станину с крышкой, окнами и планками скольжения, расположенные в окнах станины горизонтальные валки с подшипниками и подушками, верхний из которых имеет приводной винтовой механизм радиальной регулировки и боковые вертикальные валки с подшипниками, корпусами и винтовыми механизмами радиальной регулировки, закрепленными на траверсах, отличающаяся тем, что она снабжена кинематически связанными с винтовыми механизмами радиальной регулировки боковых вертикальных валков приводами, выполненными в виде сдвоенных цилиндрических редукторов и консольно размещенных на их выходных валах конических мотор-редукторов, при этом приводной винтовой механизм радиальной регулировки верхнего горизонтального валка и приводы радиальной регулировки боковых вертикальных валков снабжены датчиками перемещения.
2. Клеть по п.1, отличающаяся тем, что подушки верхнего горизонтального валка и траверсы боковых вертикальных валков снабжены кронштейнами с осями и соединяющими их стяжками регулируемой длины.
3. Клеть по п.1, отличающаяся тем, что станина в зоне размещения боковых вертикальных валков выполнена с утолщениями и снабжена дополнительными планками скольжения, взаимодействующими с корпусами боковых вертикальных валков и пазами для свободного перемещения по вертикали выступов, выполненных на подушках нижнего горизонтального валка.
| Формовочная клеть трубопрофильного стана | 1981 |
|
SU1098605A1 |
| Клеть трубоформовочного стана | 1976 |
|
SU623606A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОФОРМОВОЧНОГО СТАНА | 1992 |
|
RU2050996C1 |
| US 4118967 A, 10.10.1978. | |||

