Область техники, к которой относится изобретение
Изобретение относится к устройству для непрерывной обработки металлической ленты, в частности, металлической ленты из алюминия (или алюминиевого сплава) или из цветного металла (или сплава цветного металла), по меньшей мере, с поддерживающим температуру устройством, через которое проводится висящая в воздухе металлическая лента и с регулировочным устройством движения ленты, при помощи которого можно управлять или регулировать положением металлической ленты в плоскости движения ленты и поперек к направлению движения ленты, причем поддерживающее температуру устройство имеет, по меньшей мере, один со стороны ввода участок нагрева, а со стороны выхода - участок охлаждения. Металлическая лента имеет толщину предпочтительно от 0,1 мм до 6 мм.
Уровень техники
Под поддерживающем температуру устройством понимают предпочтительно печь взвешенного обжига ленты, имеющую участок нагрева и участок охлаждения. Участок нагрева состоит, как правило, из нескольких зон нагрева (зон подогрева или зон выдерживания), а участок охлаждения состоит, как правило, из нескольких зон охлаждения. Металлическую ленту нагревают в таком поддерживающем температуру устройстве на определенную (заданную) температуру, выдерживают при необходимости определенное время при этой температуре, а после этого снова охлаждают. Прохождение через печь происходит бесконтактно, в то время как лента висит в воздухе между форсунками (воздушными соплами), нагружаемыми соответствующим атмосферным давлением. Охлаждение в зонах охлаждения может происходить посредством воздуха, воды или комбинациии воздуха и воды. Такие печи взвешенного обжига ленты с участком нагрева с одной стороны и участком охлаждения с другой стороны известны (ср., например, с публикацией DE 19804184 A1).
В устройстве описанного типа для непрерывной обработки металлической ленты с поддерживающим температуру устройством или с печью взвешенного обжига ленты речь может идти, например, о линии отжига или линии для отжига непрерывного действия, в который металлическую ленту подвергают термообработке по соображениям металлургии, например, для достижения определенных механических свойств и свойств деформации. Альтернативно речь может идти, однако, об устройстве для нанесения покрытия на ленту или о линии нанесения покрытия на ленту, на которой термообработка металлической ленты происходит не по критериям отжига, а для сушки покрытия ленты, поэтому печь выполнена в этом случае как прямоточная сушилка.
Под металлической лентой понимают предпочтительно алюминиевую ленту или ленту из цветного металла с диапазоном толщины от 0,1 мм до 6 мм.
Так как металлическую ленту нагревают, например, в линиях отжига до температур близких к точке плавления, как правило, необходимо регулировать относительно незначительное натяжение ленты внутри поддерживающего температуру устройства для предотвращения обрыва ленты. Для этого натяжение ленты снижают, например, в пакете натяжных роликов со стороны ввода и снова увеличивают его после охлаждения со стороны выхода в другом пакете натяжных роликов. В поддерживающем температуру устройстве (в печи взвешенного обжига ленты) специфическое натяжение ленты составляет, например, от 0,5 до 1 МРа. Так как лента может "проходить", в частности, при незначительном натяжении ленты в печи, например, из-за возможной "ленточной сабли", требуется позиционировать ленту с помощью регулировочного устройства положения ленты подходящим способом, предпочтительно выводить на середину ленты. В соответствии с этим позиционирование происходит в плоскости движения ленты поперек к направлению движения ленты. Такое регулировочное устройство движения ленты имеет, как правило, по меньшей мере, один управляющего ролик, а также подходящие измерительные устройства положения, например, слежения за краями ленты. В известных на практике устройствах регулировочное устройство движения ленты расположено за поддерживающим температуру устройством, т.е. после участка охлаждения. Управляющий ролик выполнен на практике, как правило, как так называемые элемент изодромного регулирования середины ленты, т.е. с пропорциональной P - составляющей и интегральной I - составляющей. I - составляющая воздействует на секцию печи и предотвращает слишком быстрое прохождение ленты в печи. Как правило, управляющий ролик посажен на подвижной опорной раме. Она поворачивает ролик вокруг воображаемого центра вращения или вокруг воображаемой оси вращения, находящейся в секции печи и расположенной вертикально на плоскости движения ленты. Величина перемещения ролика из центральной оси секции печи является пропорциональной составляющей, величина перекоса ролика - интегральной составляющей регулирования середины ленты. При косо установленном ролике лента под действием так называемого эффекта сворачивания снова смещается в направлении к середине ленты. Такие известные на практике устройства по существу оказались эффективными.
Устройство описанного вида известно, например, из публикации DE 10337502 B4. К печи с зонами нагрева и зонами охлаждения примыкает служащий для определения середины ленты направляющий ролик.
На практике вследствие быстро растущего спроса на ленты кузова из алюминия имеется потребность сооружать все более эффективные линии непрерывного отжига. Для достижения более высоких производственных мощностей, лента проходит секцию обработки с более высокой скоростью. Однако, поскольку в каждой зоне печи к ленте может подводиться только ограниченный ввод тепла, из этого следует, что поддерживающее температуру устройство должно было бы рассчитываться для более высокой производственной мощности более длинным. Так как лента из-за незначительного натяжения ленты легче проходит в секции печи, при большой длине печи существует риск, что известные регулировочные устройства положения ленты больше не достаточны для поддержания стабильного движения ленты в печи, так что имеется опасность, что лента пойдет в сторону или будет набегать на конструкцию печи. Это может приводить к нежелательным повреждениям ленты или обрыву ленты, поэтому без затруднений реализовывать устройства с повышенной производственной мощностью нельзя. В данном случае используется это изобретение.
Раскрытие изобретения
В основе изобретения лежит задача создать устройство для непрерывной обработки металлической ленты прежде описанного вида, отличающейся усовершенствованной регулировкой положения ленты и гарантирующего, в частности, также и на длинных участках печи безупречное движение ленты.
Для решения этой задачи в соответствующем изобретению устройстве для непрерывной обработки металлической ленты регулировочное устройство положения ленты расположено внутри участка охлаждения. Участок охлаждения предпочтительно разделен для этого, по меньшей мере, на первую секцию участка охлаждения и следующую на некотором расстоянии за ней - вторую секцию участка охлаждения, причем регулировочное устройство положения ленты расположено между первой секцией участка охлаждения и второй секцией участка охлаждения. Вследствие этого согласно изобретению регулировочное устройство положения ленты больше не расположено со стороны выхода за поддерживающим температуру устройством и не после последней зоны охлаждения, но оно как бы интегрировано в участок охлаждения, в то время как он предпочтительно разделяется на две секции участка охлаждения. В первой секции ленту охлаждают, в общем, настолько, что она может проходить без проблем через регулировочное устройство положения ленты. Непосредственно вслед за первой секцией участка охлаждения находится, регулировочное устройство положения ленты. Затем лента проходит вторую секцию участка охлаждения а, следовательно, вторую часть зоны охлаждения, поэтому лента охлаждается в завершение до желаемой конечной температуры. Вследствие этого можно работать в целом с длинным участком печи а, следовательно, - с длинными участками нагрева и участками охлаждения, так что повышается производственная мощность, без существенного увеличения открытой длины ленты на участке низкого натяжения ленты. Это надежно предотвращает недопустимое прохождение ленты в печи.
Само регулировочное устройство положения ленты может быть выполнено обычным способом, следовательно, можно использовать обычные решения. Сущность изобретения заключается в особенном позиционировании регулировочного устройства движения ленты внутри секции печи или внутри участка охлаждения.
В частности, регулировочное устройство положения ленты может иметь для регулировки положения ленты, например, обычный, регулируемый направляющий ролик, например, 90° направляющий ролик или выполнено таким. Однако, тем не менее, рекомендуется снабжать направляющий ролик подходящим устойчивым к высокой температуре покрытием, так как температура ленты составляет предпочтительно от 100°C до 200°C, особенно предпочтительно - от 120°C до 150°C - между первой секцией участка охлаждения и второй секцией участка охлаждения. Альтернативно к 90° управляющему ролику можно работать также, используя другой известный вид регулирования середины ленты, например, с помощью устройства с несколькими управляющими роликами, например трехроликового регулировочного устройства или управляющим ведущим элементом (например, в виде пары роликов). Также и в этом случае предпочтительно предусматриваются подходящие покрытия. Предпочтительно регулировка положения ленты или регулировка середины ленты выполняется, по существу, известным способом, как изодромное регулирование. Согласно этому управляющий ролик или компоновка из нескольких роликов посажена, по существу, известным способом на подвижную опорную раму. Она поворачивает ролик или ролики вокруг воображаемого центра вращения, опять же находящегося в секции печи. Величина перемещения ролика от центральной оси секции печи является пропорциональной составляющей, степень перекоса ролика - интегральной составляющей регулирования середины ленты.
Альтернативно регулировочное устройство положения ленты может быть выполнено как бесконтактно работающее регулировочное устройство положения ленты. Для этого регулирование середины ленты может происходить, например, бесконтактно при помощи линейного двигателя. В данном случае можно, по существу, использовать известные компоновки для оказания влияния на металлическую ленту с помощью линейных двигателей, описанных, например, в публикации DE 19719994 A1.
Предпочтительно, если устройство обработки ленты имеет со стороны ввода первый пакет натяжных роликов, расположенный перед поддерживающим температуру устройством для снижения натяжения ленты. Кроме того, целесообразно предусматривать со стороны выхода а, следовательно, за поддерживающим температуру устройством, другой комплект натяжных роликов, при помощи которого снова повышается натяжение ленты, так чтобы могли примыкать следующие стадии процесса, например, правка растяжением, очистка или обрезка кромок.
Опционально в рамках изобретения предусмотрено, что между первой секцией участка охлаждения и второй секцией участка охлаждения, за регулировочным устройством положения ленты расположен (следующий) пакет натяжных роликов для увеличения натяжения ленты уже в этом месте. Преимущество этого в том, что лента может проходить вторую часть зоны охлаждения с несколько повышенным натяжением ленты. В этом случае также целесообразно снабжать ролики такого пакета роликов соответствующими устойчивыми к температуре покрытиями. Суть изобретения заключается в том, что регулировка положения ленты происходит между первой секцией участка охлаждения и второй секцией участка охлаждения. Опционально может быть целесообразно предусматривать последующую регулировку положения ленты за второй секцией участка охлаждения. В частности, это может быть целесообразно тогда, когда между первой секцией участка охлаждения и второй секцией участка охлаждения дополнительный пакет натяжных роликов не предусмотрен и не работает, а, следовательно, во второй секции участка охлаждения работают с более меньшим натяжением ленты. Если между обеими секциями участка охлаждения предусмотрен пакет натяжных роликов, а, следовательно, натяжение ленты в этом месте уже увеличено, то, по всей видимости, можно отказаться от следующей за второй секцией участка охлаждения регулировки положения ленты.
Следствием разделения участка охлаждения на две секции участка охлаждения является, что обе секции участка охлаждения становятся (значительно) короче, чем соответствующий единый участок охлаждения. Таким образом, по сравнению с обычными устройствами, можно удлинить все поддерживающее температуру устройство, т.е. можно удлинить, как участок нагрева, так и весь участок охлаждения.
Предметом изобретения является также способ непрерывной обработки металлической ленты при помощи устройства описанного вида, причем металлическую ленту проводят для термообработки, в то время, как она висит в воздухе, через участок нагрева и участок охлаждения. Этот способ отличается тем, что положением металлической ленты (в пределах плоскости движения ленты и поперек управляют к направлению движения ленты) управляют и регулируют им при помощи расположенного внутри участка охлаждения регулировочного устройства положения ленты.
Как уже описано, предпочтительно, если такое регулирующее положение ленты устройство оснащено подходящими измерительными устройствами и устройством обратной подачи, чтобы осуществлять настоящую регулировку положения ленты. Однако по существу изобретение включает варианты выполнения, при которых работают без измерения и/или без обратной подачи, так что осуществляют не регулировку положения ленты, а только управление.
Длина первой секции участка охлаждения предпочтительно рассчитана так, чтобы металлическая лента имела температуру до 200°C, например, от 100°C до 200°C между первой секцией участка охлаждения и второй секцией участка охлаждения и, следовательно, на участке регулировочного устройства положения ленты. Особенно предпочтительно, если температура составляет до 150°C, например, от 120°C до 150°C. Тогда длина второй секции участка охлаждения может быть, например, рассчитана так, что лента выходит с температурой до 70°C, предпочтительно, до 60°C, например, от 40°C до 60°C, так чтобы без проблем могли следовать другие стадии процесса, например, правка растяжением, очистка или обрезка кромок.
Согласно изобретению устройство может быть выполнено, например, как линия отжига или быть составной частью линии отжига. В этом случае поддерживающее температуру устройство выполнено, как отжигательная печь. Альтернативно устройство может быть выполнено как устройство для нанесения покрытия на ленту или быть составной частью устройства для нанесения покрытия на ленту. Поддерживающее температуру устройство выполнено в этом случае, как сушилка или сушильная печь. В обоих случаях печи/сушилки выполнены предпочтительно, как печи взвешенного обжига ленты.
Краткое описание чертежей
Далее приводится более подробное разъяснение изобретения при помощи изображающих только примеры выполнения чертежей. На них показаны:
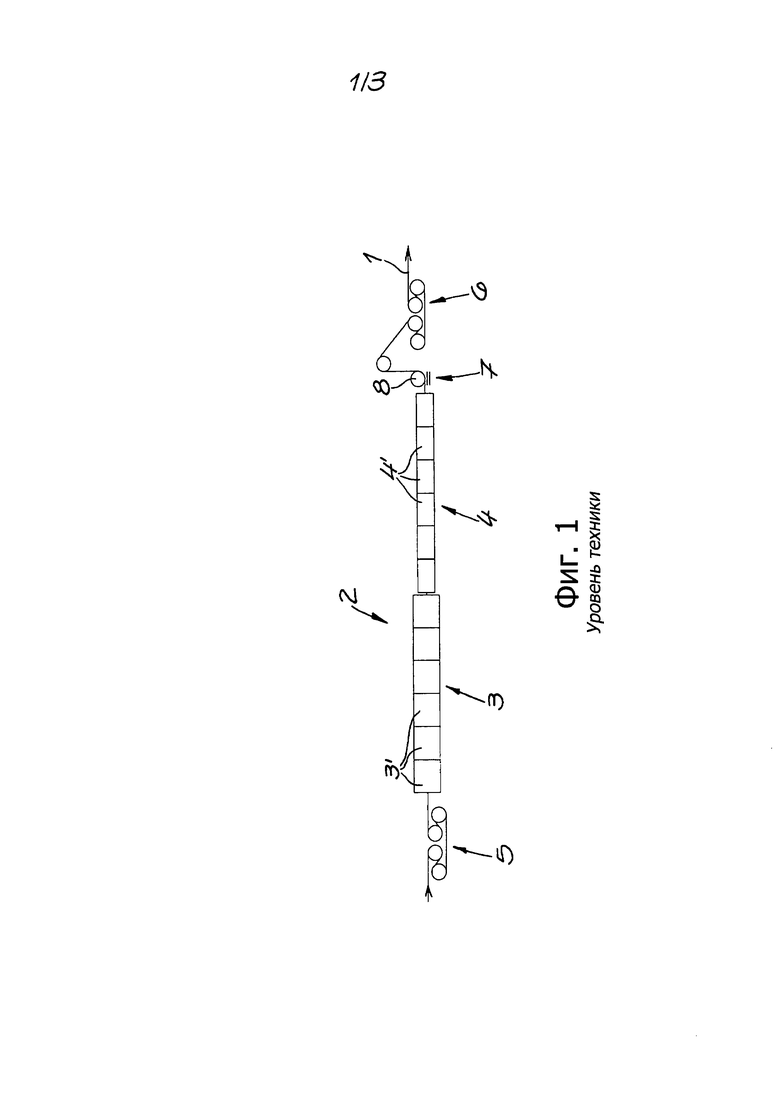
фиг.1 - известное лентообрабатывающее устройство согласно Уровню техники в упрощенном схематическом изображении;
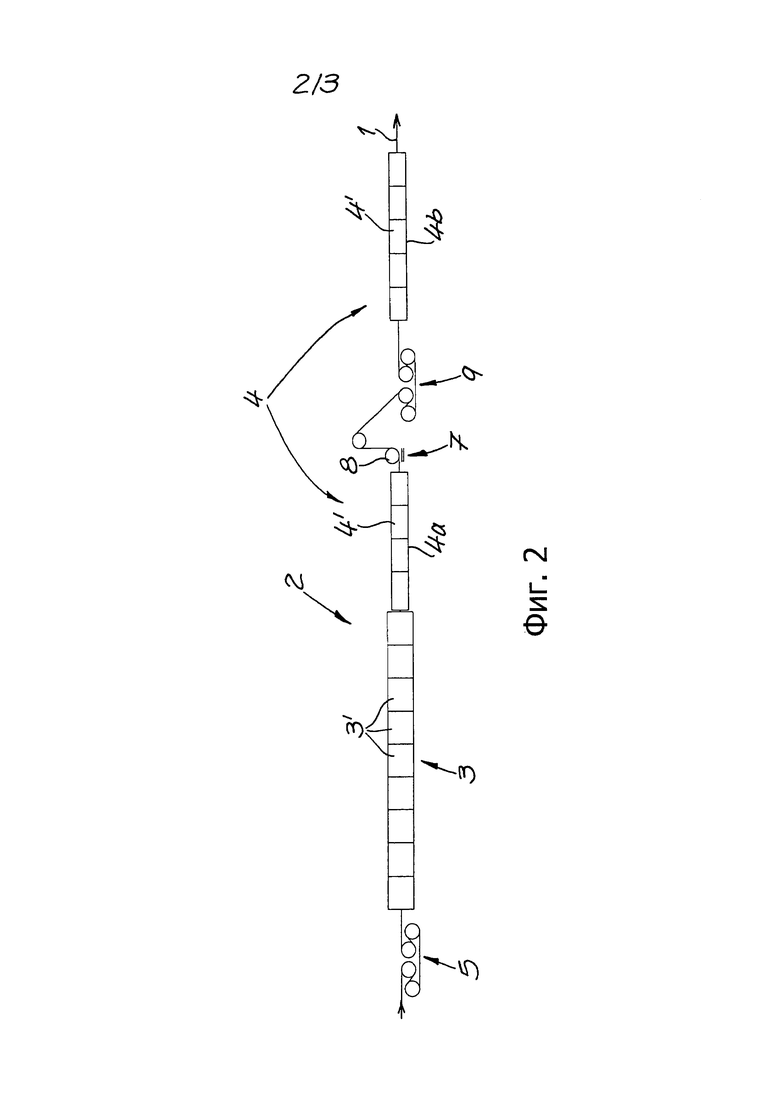
фиг.2 - согласно изобретению лентообрабатывающее устройство в упрощенном схематическом изображении; и
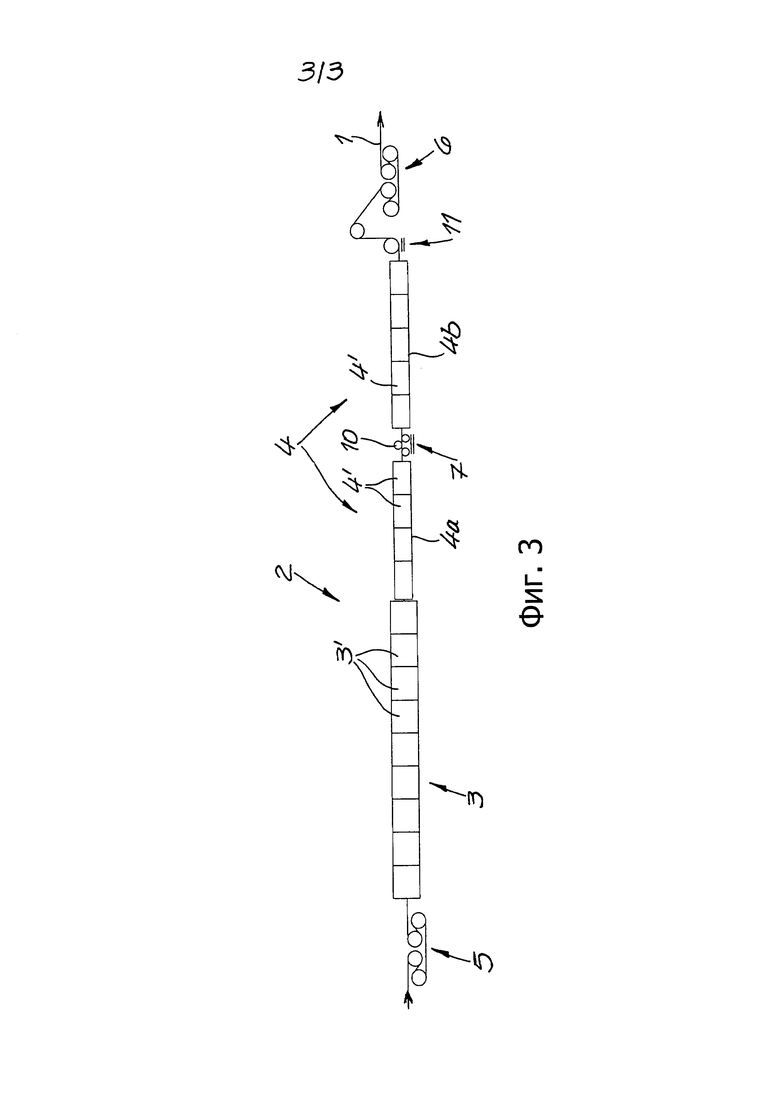
фиг.3 - измененный вариант выполнения предмета изобретения по фиг.2.
Осуществление изобретения
Для пояснения идеи изобретения сначала целесообразно обратиться еще раз к Уровню техники согласно фиг.1. На фиг.1 показано известное лентообрабатывающее устройство для непрерывной обработки металлической ленты, в частности, для термообработки. Это устройство имеет поддерживающее температуру устройство 2, выполненное, как печь взвешенного обжига ленты. Металлическая лента 1 проходит эту печь 2 взвешенного обжига ленты бесконтактно, бесконтактно провисая в воздухе между верхними форсунками и нижними форсунками, в которые подается соответствующий сжатый воздух. В деталях это не изображено. Печь 2 взвешенного обжига ленты имеет со стороны ввода участок 3 нагрева а со стороны выхода - участок 4 охлаждения. Участок нагрева состоит, как правило, из нескольких зон 3' нагрева, в то время как участок охлаждения состоит, как правило, из нескольких зон 4' охлаждения, причем отдельные зоны управляются по отдельности или с автономной возможностью управления. В зонах нагрева нагревание металлической ленты происходит, как правило, с помощью воздуха, поэтому форсунки, например нижние форсунки, наряду с несущей функцией также могут поддержание постоянной температуры. В зонах охлаждения охлаждение происходит, как правило, также посредством воздуха или при комбинации воздуха и воды. В случае использования линии отжига для алюминиевых лент для кузовов автомобиля заданная температура в зоне нагрева составляет, например, примерно, от 550°C до 570°C. Вследствие этого зоны нагрева образуют зоны подогрева и выдерживания. На чертеже видно, что устройство имеет со стороны ввода пакет 5 натяжных роликов, при помощи которого уменьшают натяжение ленты, например, до специфического натяжения ленты, например, от 0,5 до 1 МРа. После печи 2 взвешенного обжига ленты или после последней зоны охлаждения металлическую ленту 1 регулируют посередине при помощи регулировочного устройства 7 положения ленты, т.е. положение металлической ленты регулируют в плоскости движения ленты и поперек к направлению движения ленты. Затем натяжение ленты увеличивают при помощи пакета 6 натяжных роликов со стороны выхода до обыкновенного линейного уровня, например, до специального уровня от 10 до 20 МРа. Из-за незначительного специального уровня натяжения ленты внутри печи взвешенного обжига ленты требуется выводить металлическую ленту 1 с помощью регулировочного устройства 7 положения на середину ленты.
При желании увеличения производственной мощности такого, изображенного на фиг.1 устройства, по существу требуется удлинять печь взвешенного обжига ленты.
Для изображенного на фиг.1 устройства согласно Уровню техники, начиная с определенной длины печи взвешенного обжига ленты существует риск, что регулировочное устройство 7 положения ленты, например, управляющий ролик 8, будет не достаточен, поэтому движение ленты может в печи может быть нестабильным, в частности, лента будет проходить сбоку, или набегать на конструкцию печи. Это могло бы приводить к нежелательным повреждениям ленты или ее обрыву, поэтому просто удлинять печь взвешенного обжига ленты без дальнейших мероприятия не целесообразно.
Исходя из этого, соответствующее изобретению регулировочное устройство 7 положения ленты больше не располагается за поддерживающим температуру устройством 2 и, следовательно, за участком 4 охлаждения, а внутри самого участка 4 охлаждения. Это разъясняется посредством фиг.2 и фиг.3, демонстрирующих согласно изобретению варианты выполнения. На фиг.2 и 3 снова показаны лентообрабатывающее устройство с поддерживающим температуру устройством 2, имеющие со стороны ввода участок 3 нагрева, а со стороны выхода - участок 4 охлаждения. Со стороны ввода опять же предусмотрен пакет 5 натяжных роликов, а со стороны выхода также может быть предусмотрен другой пакет 6 натяжных роликов, изображенный только на фиг.3, а не на фиг.2. Участок 3 нагрева опять же состоит из нескольких зон 3' нагрева, в то время, как участок 4 охлаждения состоит из нескольких зон 4' охлаждения. Участок 4 охлаждения разделен согласно изобретению на две секции участка охлаждения, а именно, на первую секцию 4a участка охлаждения и следующую за ним вторую секцию 4b участка охлаждения. Регулировочное устройство 7 положения ленты расположено теперь согласно изобретению между первой секцией 4a участка охлаждения и второй секцией 4b участка охлаждения. Металлическую ленту нагревают на участке 3 нагрева с зонами 3' подогрева и зонами и выдерживания, по существу, известным способом до желаемой температуры и температуру можно поддерживать в течение желаемого времени. Следовательно, участок 3 нагрева, несмотря на удлинение по отношению к Уровню техники, модифицировать не нужно. К участку 3 нагрева затем примыкает первая секция За участка охлаждения, при помощи которой металлическую ленту охлаждают на первой ступени, предпочтительно до температуры от 100°C до 200°C, например, от 120°C до 150°C. После выхода из первой секции 4a участка охлаждения происходит регулирование середины ленты при помощи регулировочного устройства 7 середины ленты. В примере выполнения по фиг.2 оно имеет 90° управляющий ролик 8. К нему примыкает согласно примеру выполнения по фиг.2 другой пакет 9 натяжных роликов для увеличения натяжения ленты. Затем лента проходит вторую секцию 4b участка охлаждения, так что она охлаждается до желаемой конечной температуры, например, от 40°C до 60°C. За счет этого удается повысить производственную мощность, существенно не удлиняя открытую длину ленты, что предотвращает недопустимый ход ленты в печи. Ко второй секции 4b участка охлаждения могут примыкать другое регулировочное устройство положения ленты и/или другой пакет натяжных роликов. На фиг.2 это не изображено.
На фиг.3 показан измененный вариант выполнения изобретения, в котором регулировочное устройство 7 середины ленты выполнено как система трехроликового регулирования середины ленты с тремя роликами 10. Кроме того, на фиг.3 показано, что за второй секцией 4b участка охлаждения могут быть расположены другое регулировочное устройство 11 середины ленты, а также другой пакет 6 натяжных роликов. Дополнительное регулирование 11 середины ленты за второй секцией 4b участка охлаждения целесообразно потому, что в этом варианте выполнения между секциями 4a, 4b участка охлаждения не расположен пакет натяжных роликов не расположен, а поэтому также и во второй секции 4b участка охлаждения работают с более низким натяжением ленты.
При сравнении, например, фиг.1 и фиг.2 видно, что зоны 3', 4' печи в согласно изобретению варианте выполнения имеют в целом длину, которая больше длины в известном варианте выполнения по фиг.1. Тем не менее, открытая длина ленты не больше, так как устройство 7 регулирования середины ленты уже примыкает к первой секции 4a участка охлаждения. Вместе с тем заметно могут удлиняться как участок 3 нагрева, так и участок 4 охлаждения по сравнению с Уровнем техники. Из-за разделения участка 4 охлаждения возникают, тем не менее, секции 4a, 4b участка охлаждения, соответственно (значительно) более короткие, чем участок 3 нагрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной обработки протяжных изделий | 1984 |
|
SU1217897A1 |
| РОЛИК ПОДА И УСТАНОВКА НЕПРЕРЫВНОГО ОТЖИГА | 2015 |
|
RU2674175C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1996 |
|
RU2128717C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2017 |
|
RU2696126C1 |
| СПОСОБ ОПТИМИЗАЦИИ ИЗГОТОВЛЕНИЯ ПИТАТЕЛЯ ЛЕНТОЧНОГО | 2004 |
|
RU2261833C1 |
| Способ нагрева металлической ленты | 1976 |
|
SU727154A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ОТЖИГА МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2003 |
|
RU2316610C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ КОРПУСОВ УПАКОВОЧНЫХ ТУБ ИЗ ПЛЕНОЧНОЙ СВАРИВАЕМОЙ ПЛАСТМАССОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2049671C1 |
| Устройство для глажения и высушивания белья | 1982 |
|
SU1416567A1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2015 |
|
RU2647415C2 |
Изобретение относится к области металлургии. Для обеспечения стабильного движения ленты в нагревательном устройстве и исключения её повреждения устройство для непрерывной обработки металлической ленты (1), в частности металлической ленты из алюминия, или алюминиевого сплава, или из цветного металла, или сплава цветного металла, содержит поддерживающее температуру устройство (2), через которое проходит висящая в воздухе металлическая лента (1) и регулировочное устройство (7) положения середины ленты, при помощи которого можно управлять или регулировать положение середины металлической ленты (1) в плоскости движения ленты и поперек к направлению движения ленты. Поддерживающее температуру устройство (2) имеет по меньшей мере один со стороны ввода участок (3) нагрева, а со стороны выхода - участок (4) охлаждения. Согласно изобретению регулировочное устройство (7) положения ленты расположено внутри участка (4) охлаждения. 2 н. и 13 з.п. ф-лы, 3 ил.
1. Устройство для непрерывной обработки металлической ленты (1), в частности металлической ленты из алюминия, или алюминиевого сплава, или из цветного металла или сплава цветного металла, по меньшей мере содержащее поддерживающее температуру устройство (2), через которое пропускается висящая в воздухе металлическая лента (1) и регулировочное устройство (7) положения середины ленты, выполненное с возможностью управления или регулирования положения металлической ленты (1) в плоскости направления движения ленты и поперек к направлению движения ленты, причем поддерживающее температуру устройство (2) имеет по меньшей мере один со стороны ввода участок (3) нагрева, а со стороны выхода - участок (4) охлаждения, отличающееся тем, что регулировочное устройство (7) положения середины ленты расположено на участке (4) охлаждения.
2. Устройство по п.1, отличающееся тем, что участок (4) охлаждения разделен по меньшей мере на первую секцию (4a) участка охлаждения и следующую на некотором расстоянии за ней - вторую секцию (4b) участка охлаждения, причем регулировочное устройство положения ленты расположено между первой секцией (4a) участка охлаждения и второй секцией (4b) участка охлаждения.
3. Устройство по п.1 или 2, отличающееся тем, что за второй секцией участка охлаждения расположено дополнительное регулировочное устройство (11) положения середины ленты.
4. Устройство по п.1 или 2, отличающееся тем, что регулировочное устройство (7) положения середины ленты имеет для регулировки положения ленты регулируемый направляющий ролик (8), например девяностоградусный направляющий ролик или выполненный под углом 90°.
5. Устройство по п.3, отличающееся тем, что регулировочное устройство (11) положения середины ленты имеет для регулировки положения ленты регулируемый направляющий ролик, например девяностоградусный направляющий ролик или выполненный под углом 90°.
6. Устройство по п.1 или 2, отличающееся тем, что регулировочное устройство (7) положения середины ленты выполнено многороликовым, например трехроликовым.
7. Устройство по п.3, отличающееся тем, что регулировочное устройство (11) положения середины ленты выполнено многороликовым, например трехроликовым.
8. Устройство по п.1 или 2, отличающееся тем, что регулировочное устройство (7) положения середины ленты выполнено в виде бесконтактных линейных двигателей.
9. Устройство по п.3, отличающееся тем, что регулировочное устройство (11) положения середины ленты выполнено в виде бесконтактных линейных двигателей.
10. Устройство по п.1 или 2, отличающееся тем, что между первой секцией (4a) участка охлаждения и второй секцией (4b) участка охлаждения расположен следующий за регулировочным устройством (7) положения середины ленты пакет (9) натяжных роликов.
11. Устройство по п.1 или 2, отличающееся тем, что ролики (8) регулировочного устройства (7) положения середины ленты снабжены термостойким покрытием.
12. Устройство по п.10, отличающееся тем, что ролики пакета (9) натяжных роликов снабжены термостойким покрытием.
13. Способ непрерывной обработки металлической ленты посредством устройства по любому из пп.1-12, включающий термообработку висящей в воздухе металлической ленты путем пропускания через участки нагрева и охлаждения.
14. Способ по п.13, отличающийся тем, что регулировочное устройство положения ленты распологают между первой секцией участка охлаждения и второй секцией участка охлаждения.
15. Способ по п.13 или 14, отличающийся тем, что положение ленты регулируют при помощи изодромного регулирования с пропорциональной Р-составляющей и интегральной I-составляющей.
16. Способ по п.13 или 14, отличающийся тем, что регулировочное устройство положения ленты расположено на участке охлаждения, например между первой секцией участка охлаждения и второй секцией участка охлаждения, на котором температура металлической ленты составляет до 200°C, например от 100 до 200°C, предпочтительно до 150°C, например от 120 до 150°C.
| DE 19804184 A1, 05.08.1999 | |||
| DE 19719994 B4, 05.01.2005 | |||
| СПОСОБ КОНТРОЛИРУЕМОЙ ПРАВКИ И ОХЛАЖДЕНИЯ ШИРОКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ, ПРЕИМУЩЕСТВЕННО СТАЛЬНОЙ ПОЛОСЫ ИЛИ СТАЛЬНОГО ЛИСТА, ВЫХОДЯЩЕЙ ИЗ СТАНА ГОРЯЧЕЙ ПРОКАТКИ, И УСТРОЙСТВО ДЛЯ КОНТРОЛИРУЕМОЙ ПРАВКИ И ОХЛАЖДЕНИЯ ШИРОКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ, ПРЕИМУЩЕСТВЕННО СТАЛЬНОЙ ПОЛОСЫ ИЛИ СТАЛЬНОГО ЛИСТА, ВЫХОДЯЩЕЙ ИЗ СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2002 |
|
RU2307718C2 |
| Кирпичеделательная машина | 1929 |
|
SU13710A1 |
| DE 10337502 A1, 04.05.2005. | |||

