Изобретение относится к сварочной технике, в частности к устройствам для роликовой и точечной электроконтактной сварки, и может быть использовано при восстановлении и упрочнении деталей машин методом электроконтактной сварки в различных отраслях машиностроения, а также при сварке плоских поверхностей и спиральных швов.
Известно устройство для шовной сварки, содержащее основание и смонтированные на нем привод, и две роликовые электродные головки, смонтированные на осях, содержащие по одному основному электродному ролику. С целью повышения производительности и расширения технологических возможностей путем обеспечения возможности сварки одними и теми же головками и внутренних поверхностей деталей цилиндрической формы без перестановки электродов, электродные головки выполнены в виде двух поворотных блоков посредством втулок, установленных по одному на осях электродных головок с возможностью поворота в плоскости, перпендикулярной этим осям в пределах 180°, и фиксации в крайних положениях и снабженных двумя дополнительными роликовыми электродами и механизмами фиксации поворотных блоков, при этом основные и дополнительные роликовые электроды установлены по одному на противоположных и попарно на одноименных концах каждого поворотного блока, а механизм фиксации каждого из поворотных блоков выполнен в виде секторных выступов, расположенных на осях электродных головок и втулках поворотных блоков с возможностью взаимодействия при повороте последних в крайние положения [1].
Недостаток устройства для шовной сварки заключается в том, что из-за недостаточной жесткости в конструкциях электродных головок, которые выполнены в виде двух поворотных блоков посредством втулок, установленных по одному на осях электродных головок с возможностью поворота в плоскости, перпендикулярной осям в пределах 180°, и фиксируемых за счет секторных выступов, расположенных на осях электродных головок и втулках поворотных блоков, при изменении усилия прижатия электродов к детали не обеспечивается одинаковое качество сварки.
Недостаточная жесткость крепления детали объясняется тем, что усилия реакции детали на прижатие электродов передается на цепь деталей, подвижно соединенных между собой (с гарантированными зазорами в сопряжениях). В результате этого площадь контакта сварочных электродов с поверхностью детали существенно снижается, повышается плотность тока, появляются выплески металла и местная деформация детали в районе пятна контакта, приводящие к снижению качества сварки.
Целью данного изобретения является повышение технологичности, производительности процесса, качества электроконтактной сварки, расширение номенклатуры восстанавливаемых и упрочняемых деталей путем обеспечения возможности обработки цилиндрических внутренних, наружных и плоских поверхностей универсальными электродами, переставляя их на осях электродных головок.
Сущностью предлагаемого изобретения является универсальное устройство для шовной и точечной электроконтактной сварки. Устройство содержит электродные головки, смонтированные на них электроды для шовной и контактной сварки посредством осей и болтовых соединений. Нежелательные осевые перемещения сварочных головок предохраняют сектора, расположенные на втулках электродных головок и осях клещевин сварочной головки.
Предложенная конструкция позволяет повысить жесткость крепления электродных головок, тем самым обеспечить одинаковое качество сварки.
Изобретение поясняется чертежами:
фиг.1 - механизм фиксации электродных головок при сварке цилиндрических внутренних, наружных и плоских поверхностей, общий вид;
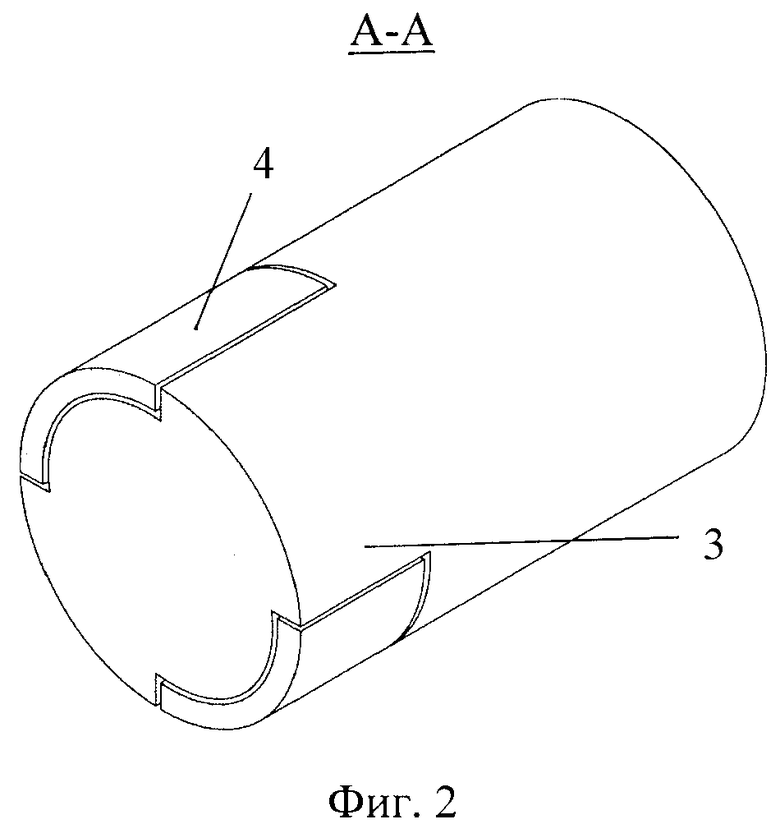
фиг.2 - вид А на фиг.1;
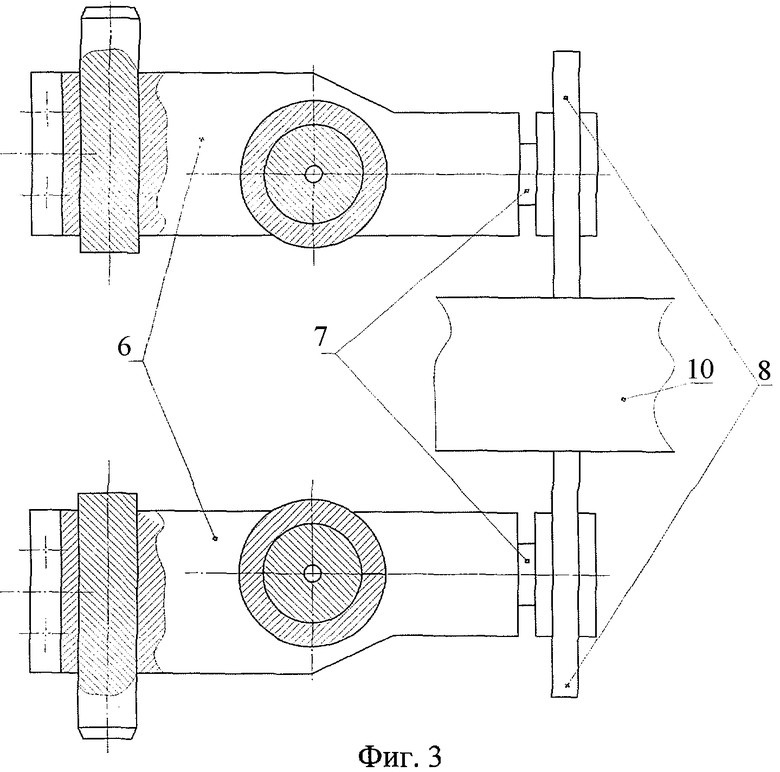
фиг.3 - положение сварки цилиндрических наружных поверхностей деталей;
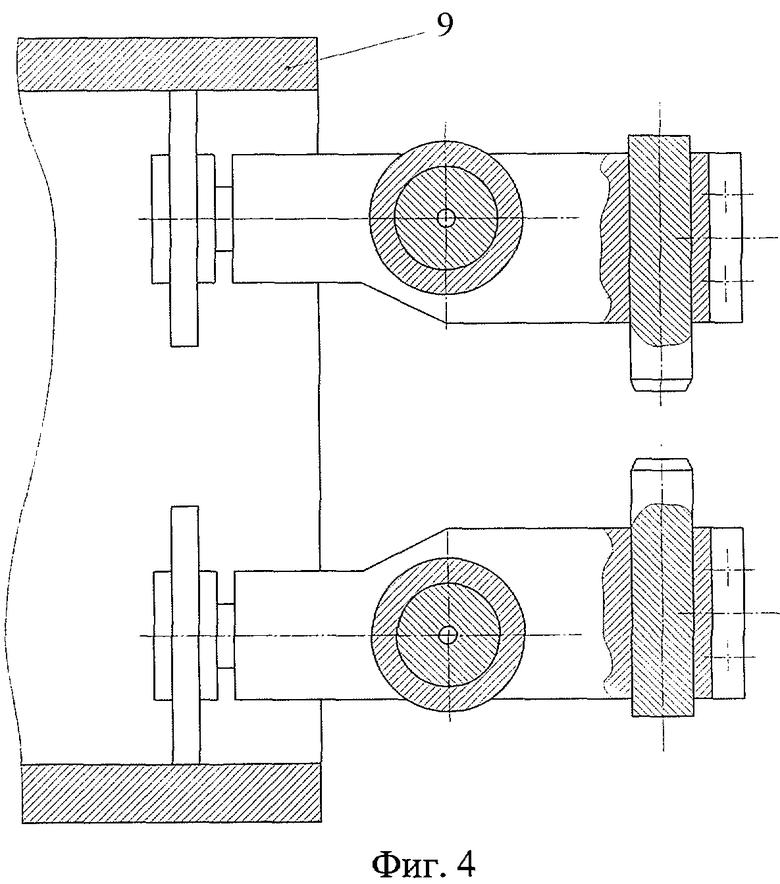
фиг.4 - положение сварки цилиндрических внутренних поверхностей деталей;
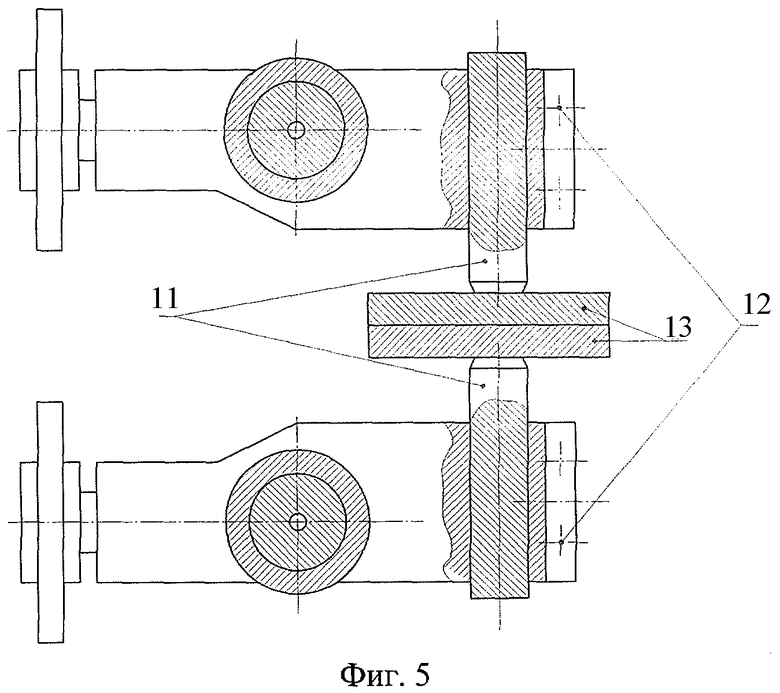
фиг.5 - положение сварки плоских поверхностей деталей.
Универсальное устройство для шовной и точечной электроконтактной сварки содержит оси 1 клещевин 2 сварочной головки с крепежными секторами 3, которые находятся в зацеплении с секторами 4, расположенными на втулках 5 электродных головок 6, установленных на осях клещевин. На одном конце электродных головок установлены оси 7, на которых расположены универсальные роликовые электроды 8 для сварки цилиндрических внутренних 9 и наружных 10 поверхностей детали. На другом конце электродных головок закреплены дополнительные электроды 11 посредством болтового соединения 12 для сварки плоских поверхностей деталей 13.
Устройство работает следующим образом.
Для осуществления сварки цилиндрических внутренних и наружных поверхностей детали электродные головки 6 устанавливают на осях 1 в положение, показанное на фиг.3-4. При работе возникают усилия от реакции процесса сварки, направленные на смещение электродных головок 6. Такому смещению противостоят усилия, создаваемые секторами 3 и 4, находящимися в зацеплении.
При необходимости сварки плоских поверхностей деталей электродные головки поворачивают на 180° в положение, показанное на фиг.5. Для сварки используют дополнительные электроды 10, позволяющие осуществлять сварку плоских поверхностей.
Использование устройства позволяет обеспечить высокое качество сварки и расширить номенклатуру обрабатываемых деталей, сократив при этом время на переналадку при сварке цилиндрических внутренних, наружных и плоских поверхностей детали.
Источники информации
1. Авт. св. СССР № 1484533 А1, кл. B23K 11/06 (B23K /01/04), 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШОВНОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА НА ПОВЕРХНОСТЬ ПЛОСКОЙ ДЕТАЛИ | 2015 |
|
RU2622074C2 |
| Устройство для шовной сварки | 1987 |
|
SU1484533A1 |
| УСТРОЙСТВО ДЛЯ ШОВНОЙ СВАРКИ | 1992 |
|
RU2091198C1 |
| Устройство для шовной элетроконтактной сварки | 1982 |
|
SU1044447A1 |
| УСТРОЙСТВО ДЛЯ РОЛИКОВОЙ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ | 2007 |
|
RU2343053C2 |
| Устройство для электроконтактной наплавки наружных цилиндрических поверхностей | 1990 |
|
SU1756065A1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| Головка для электроконтактной сварки и наплавки | 1989 |
|
SU1704983A1 |
| ЭЛЕКТРОДНАЯ ГОЛОВКА ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 1994 |
|
RU2070493C1 |
| Головка для контактной сварки | 1981 |
|
SU1013169A1 |
Изобретение может быть использовано при восстановлении и упрочнении деталей методом шовной и точечной электроконтактной сварки. На одном конце каждой из двух электродных головок смонтирован роликовый электрод для шовной сварки, а на другом конце - электрод для точечной сварки. Электродные головки закреплены на осях 1 клещевин 2 неподвижно посредством находящихся в зацеплении секторов 3 и 4, выполненных на втулках 5 электродных головок и на осях 1 клещевин. Сектора обеспечивают фиксацию электродных головок от нежелательных осевых перемещений в процессе сварки и их переустановку путем поворота на 180° в плоскости, перпендикулярной осям клещевин. Предложенная конструкция устройства позволяет осуществлять как шовную, так и точечную сварку, при этом обеспечивает повышение жесткости фиксации электродных головок и гарантию одинакового качества сварки деталей. 3 з.п. ф-лы, 5 ил.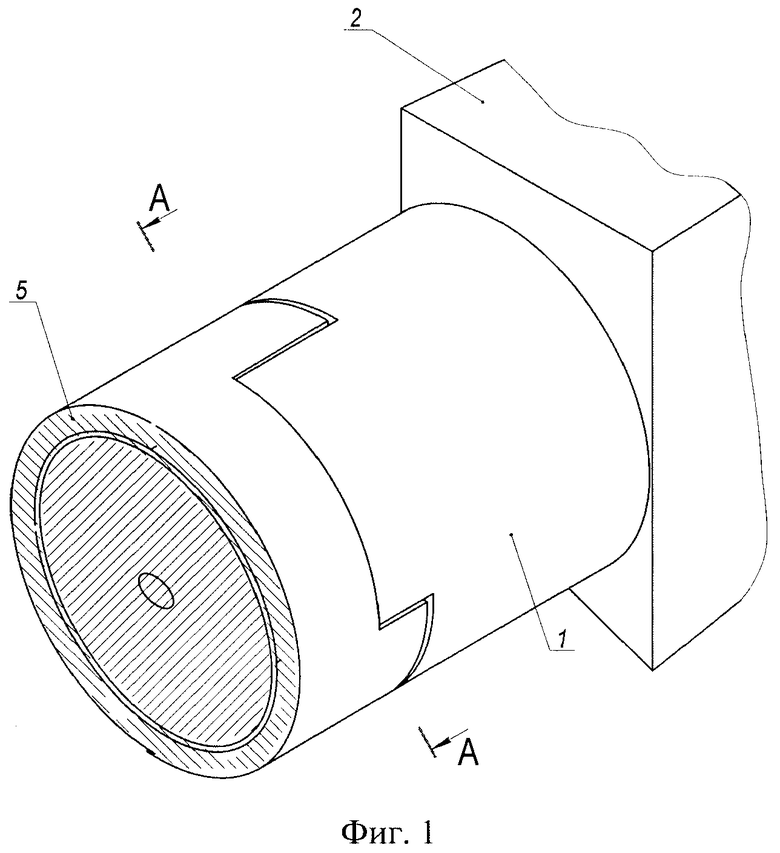
1. Устройство для электроконтактной сварки, содержащее закрепленные на осях клещевин электродные головки, на одном конце каждой из которых смонтирован роликовый электрод для шовной сварки, а на другом конце - электрод для точечной сварки, при этом электродные головки закреплены на осях клещевин неподвижно посредством находящихся в зацеплении секторов, выполненных на втулках электродных головок и на осях клещевин, с возможностью фиксации электродных головок от нежелательных осевых перемещений в процессе сварки, а также их переустановки путем поворота на 180° в плоскости, перпендикулярной осям клещевин.
2. Устройство по п.1, в котором электроды для точечной электроконтактной сварки закреплены посредством болтовых соединений.
3. Устройство по п.1, в котором роликовые электроды смонтированы на осях.
4. Устройство по п.1, в котором роликовые электроды выполнены с возможностью сварки цилиндрических внутренних и наружных поверхностей деталей.
| Устройство для шовной сварки | 1987 |
|
SU1484533A1 |
| Универсальная машина для шовной контактной электросварки | 1958 |
|
SU116502A1 |
| Устройство для шовной элетроконтактной сварки | 1982 |
|
SU1044447A1 |
| Способ термической обработки сварных соединений | 1987 |
|
SU1439134A1 |

