Изобретение относится к области обработки металлов давлением, более конкретно, к способам изготовления изделий из титановых сплавов путем сверхпластической формовки и диффузионной сварки. Способ, в частности, может найти применение в авиационном двигателестроении при изготовлении изделия типа вентиляторной лопатки.
Такой способ является альтернативным способу изготовления вентиляторной лопатки из двух пластин [1], заключающемуся в придании пластинам заданного профиля и размера и их последующего соединения друг с другом диффузионной сваркой. По сравнению с ним способ изготовления лопаток с использованием сверхпластической формовки и диффузионной сварки имеет более широкие технологические возможности, позволяющие максимально снизить вес изделия и получить ребра жесткости практически любой геометрии. При этом, как правило, используются три заготовки, две из которых в процессе сверхпластической формовки образуют обшивку, а третья - наполнитель в виде наклонных ребер жесткости.
Известен способ изготовления изделия из двух и более заготовок [2], который включает следующие этапы:
а) обозначение на заготовках участков, подвергаемых и не подвергаемых соединению, путем нанесения на поверхности последних материала, препятствующего образованию соединения, далее в описании, кроме формулы изобретения, для краткости называемого "стоп-материалом";
б) сборку заготовок в пакет и его герметизацию по контуру;
в) нагрев пакета для удаления летучих компонентов стоп-материала;
г) нагрев пакета до температуры Т и приложение давления р для диффузионной сварки заготовок друг с другом;
д) создание во внутренней полости полученного полуфабриката давления рабочей среды для разрыва адгезионной связи между заготовкой и стоп-материалом, при этом разрыв адгезионной связи осуществляют фиксированным давлением рабочей среды, подаваемой во внутреннюю полость полуфабриката, при комнатной температуре;
е) нагрев полуфабриката и создание в его внутренней полости давления рабочей среды для сверхпластической формовки, по крайней мере, одной заготовки до получения готового изделия с ребрами жесткости.
При диффузионной сварке значения температуры и давления выбирают с учетом напряжения течения материала соединяемых заготовок, определяемого, в свою очередь, маркой сплава и исходной структурой заготовок. Для заготовок из промышленного листового проката из сплава Ti-6Al-4V, с размером зерен 3-7 мкм, наиболее часто используемого при изготовлении изделия с использованием диффузионной сварки и сверхпластической формовки, температура диффузионной сварки составляет 850°С, величина давления при этом составляет 2 МПа. Причем давление может быть приложено с помощью пресса или рабочей среды.
При формовке температурно-скоростные условия выбирают соответствующими стандартным условиям сверхпластической деформации для данного сплава.
Известен также способ изготовления изделия [3], выбранный за прототип заявляемого изобретения, который помимо перечисленных в [2] операций включает нагрев полуфабриката и приложение деформирующей нагрузки для закрутки одного конца полуфабриката относительно другого для придания полуфабрикату заданной формы. Температуру закрутки выбирают несколько ниже температуры диффузионной сварки, равной 800°С.
Операцию разрыва адгезионной связи в [2, 3] выполняют после закрутки полуфабриката, что требует наличия специального приспособления, исключающего нарушение формы полуфабриката.
В способах [2, 3] при диффузионной сварке заготовок возникают характерные дефекты соединения, такие как микропоры и подрезы. Экспериментальные исследования микроструктуры зоны соединения, полученного в способе [2, 3], показали, что скопление микропор в виде цепочки имеет место, преимущественно, на периферии участков соединения. Подрезы также располагаются на периферии этих участков.
Таким образом, в прототипе в зоне соединения скопление микропор находится в непосредственной близости от подрезов, приводя к возникновению слабых сечений и, тем самым, снижая качество соединения и эксплуатационные свойства изделия, поскольку именно с периферийных зон начинают развиваться усталостные трещины.
Возможно уменьшение количества микропор за счет структурных изменений в зоне соединения, а именно, направленной миграции межфазных и межзеренных границ в результате изменения фазового состава и роста зерен после образования физического контакта. Однако такой прием в [3] не предусмотрен.
Кроме того, силовое воздействие на стоп-материал, до момента образования контакта на участках, подвергаемых соединению, создает возможность попадания частиц стоп-материала на периферию этих участков и возникновения дополнительных дефектов соединения.
Задачей изобретения является повышение качества изделия за счет устранения подрезов и скопления микропор на периферии участков соединения.
Дополнительной задачей изобретения является дальнейшее повышение качества изделия за счет уменьшения количества микропор в зоне соединения.
Поставленная задача решается способом изготовления изделия путем сверхпластической формовки и диффузионной сварки, по крайней мере, из двух заготовок из титанового сплава, при котором на поверхности, по крайней мере, одной заготовки обозначают участки, подвергаемые и не подвергаемые соединению, собирают заготовки в пакет, осуществляют нагрев до заданной температуры Т и приложение давления пресса заданной величины р для соединения заготовок посредством диффузионной сварки до получения полуфабриката, нагрев и подачу рабочей среды под давлением во внутреннюю полость полуфабриката для сверхпластической формовки, по крайней мере, одной из заготовок до получения изделия заданной формы, отличающимся тем, что диффузионную сварку осуществляют через прокладки из титанового сплава с меньшим, чем в заготовках, напряжением течения, при этом, преимущественно, когда изготавливают изделие из трех и более заготовок, по крайней мере, на часть поверхности, по крайней мере, одной из заготовок на участках, не подвергаемых соединению, наносят материал, препятствующий соединению.
Поставленная задача решается также, если:
- используют прокладки из промышленного листового проката, при этом давление прикладывают в процессе нагрева пакета при достижении температуры (Т=100...150)°С;
- используют прокладки из листового проката с подготовленной структурой, с размером зерен 0,5-1,0 мкм, при этом давление прикладывают в процессе нагрева при достижении температуры (Т=150...200)°С;
- используют прокладки из листового проката с подготовленной структурой, с размером зерен 0,1-0,5 мкм, при этом давление прикладывают в процессе нагрева при достижении температуры (Т=200...250)°С;
- после формовки осуществляют выдержку изделия под давлением рабочей среды р и выше, при температуре не ниже Т в течение времени 30...60 мин;
- выдержку изделия под давлением рабочей среды осуществляет непосредственно после формовки;
- приложение давления пресса осуществляют в условиях наружного вакуума.
Пояснение сущности изобретения.
Экспериментальные исследования микроструктуры зоны соединения, полученного в заявляемом способе, показали, что скопление микропор имеет место, преимущественно, в центральной части участков, подвергаемых соединению, в отличие от прототипа, где скопление микропор, как уже было отмечено выше, имеет место на периферии участков соединения. Кроме того, отсутствуют подрезы на периферии участков соединения. Указанные факты объясняются изменением характера распределения напряжений и деформаций при образовании физического контакта.
В способе [3] приложенное к листовым заготовкам давление для диффузионной сварки первоначально воздействует на участки, где нанесен стоп-материал, вызывая его вдавливание в пластичный материал заготовок. Распределение напряжений в зоне соединения происходит в соответствии с решением Прандтля задачи о вдавливании жесткого штампа с плоским основанием в пластическую среду [4, 5]. При этом в соединяемых заготовках образуются жесткие зоны, где действуют напряжения сжатия, выходящие на поверхность и прилегающие к периметру участков со стоп-материалом. Напряжения сжатия являются неблагоприятными для осуществления деформации, необходимой для образования физического контакта, что вызывает появление подрезов и скопление микропор на периферии участков соединения.
В заявляемом способе за счет использования более пластичных, чем заготовки, прокладок распределение напряжений в зоне соединения приближено к решению Прандтля задачи о сжатии тонкого пластического слоя конечной толщины между жесткими плитами [4, 5]. При приложении давления к листовым заготовкам в прокладке образуется жесткая зона, выходящая на поверхность в центре прокладки и пластическая зона по периферии прокладки. Наличие пластической зоны способствуют осуществлению необходимой для образования физического контакта деформации, которая предотвращает появление подрезов и скопление микропор на периферии участков соединения.
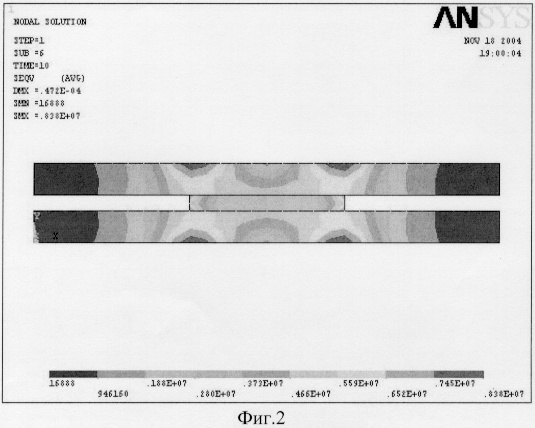
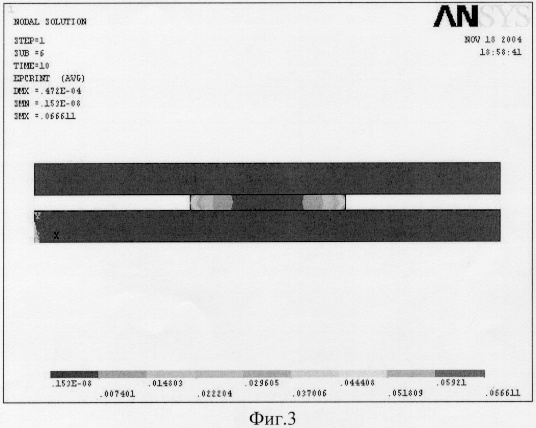
Результаты численного моделирования подтверждают указанный характер распределения напряжений (фиг.2) и деформаций (фиг.3) в зоне соединения заготовок через прокладку.
Результаты теоретического анализа и численного моделирования согласуются с экспериментальными исследованиями микроструктуры зоны соединений, полученных способом прототипом и заявляемым способом, и позволяют сделать вывод о том, что на стадии образования физического контакта возникновение пор и подрезов зависит от распределения напряжений в зоне соединения, и их преимущественное расположение соответствует расположению жестких зон.
В обоих случаях наличие жестких зон неблагоприятно для деформации, необходимой для образования физического контакта.
Но в заявляемом способе отсутствие жестких зон на периферии участков соединения приводит к тому, что дефекты типа подрезов устраняются, а дефекты типа скопления микропор оказываются удаленными от периферии, не приводя к возникновению опасных сечений.
В способе прототипе образование физического контакта происходит за счет смятия микронеровностей на поверхностях соединяемых заготовок. Локализация деформации в прокладке изменяет характер процесса образования физического контакта. В этом случае происходит заполнение микронеровностей на поверхности заготовки более пластичным материалом прокладки, что способствует уменьшению количества и размеров микропор.
В результате повышаются качество соединения и эксплуатационные свойства изделия.
В случае использования стоп-материала прокладки служат барьером, исключающим возможность попадания его частиц в зону соединения.
Кроме того, прокладки позволяют локализовать усилия на участках, подвергаемых соединению, что позволяет использовать менее мощное прессовое оборудование.
Меньшее, чем в заготовках, напряжение течения в прокладках из титанового сплава обеспечивается использованием прокладок из того же сплава, что и заготовки, но с меньшим размером зерен. Или же прокладки могут быть изготовлены из титанового сплава, который даже при равном или большем размере зерен имеет меньшее напряжение течения, чем сплав, из которого изготовлены листовые заготовки.
Разница между размерами зерен в прокладках и заготовках и/или градиент концентрации легирующих элементов и примесей обеспечивает более активное протекание диффузионных процессов, что также повышает качество соединения.
Поскольку толщина прокладки по определению меньше толщины заготовок, даже при использовании для ее изготовления листового проката без специальной подготовки структуры, размер зерен в прокладке будет меньше, чем в листовых заготовках.
Кроме того прокладки могут быть изготовлены из листового проката со специально подготовленной субмикро- (СМК) или нанокристаллической (НК) структурой, с размером зерен соответственно меньше 1 мкм и меньше 0,1 мкм. Осуществить специальную подготовку СМК и НК структуры в прокладке достаточно просто благодаря малым размерам прокладки.
Чем меньше размер зерен в прокладке, тем лучше материал прокладки заполняет микронеровности на поверхности заготовок. Объясняется это тем, что, во-первых, размер зерен в прокладке соизмерим с размером мельчайших микронеровностей на поверхности заготовок, а во-вторых, при деформации более активно протекают процессы зернограничного проскальзывания, способствующие заполнению микронеровностей. Однако, в интервале температур 650...750°С происходит интенсивный рост зерен в материале прокладки с СМК или НК структурой. Причем, чем меньше исходный размер зерен, тем выше скорость их роста. Поэтому, чтобы максимально использовать преимущества специально подготовленной структуры при образовании физического контакта, рекомендуется давление прикладывать в процессе нагрева пакета при более низкой температуре, чем заданная температура для диффузионной сварки. В то же время при температурах порядка 450°С напряжения течения материала прокладок становится выше напряжения течения материала заготовок, что нарушает благоприятную картину распределения напряжений. Для того чтобы картина распределения напряжений при образовании физического контакта соответствовала вышеупомянутому решению Прандтля, предлагаются с учетом исходной структуры материала прокладки оптимальные интервалы температур, при достижении которых следует прикладывать давление для образования физического контакта.
В процессе нагрева и выдержки при диффузионной сварке происходит неизбежный рост зерен, сопровождающийся миграцией границ. При условии, что физический контакт уже сформирован, это явление полезно используется для уменьшения количества и размеров микропор в зоне соединения. При этом же условии также полезно используются развивающиеся с повышением температуры фазовые превращения, приводящие к увеличению доли более пластичной β-фазы.
Как было отмечено, в интервале температур 700...750°С происходит интенсивный рост зерен в материале с СМК или НК структурой, со скоростью, на порядок превышающей скорость роста зерен в материале с микрокристаллической структурой, например, в промышленном прокате. Поэтому в течение времени диффузионной сварки, закрутки и формовки размер зерен в прокладках приблизится к размеру зерен в заготовках. Таким образом, разница между исходными размерами зерен в прокладках и заготовках не приведет к недопустимой разнозернистости в готовом изделии.
Для дальнейшего повышения качества рекомендуется после формовки осуществлять выдержку изделия под внутренним давлением рабочей среды, величину которого выбирают равным р и выше. Данный прием можно рассматривать как продолжение процесса диффузионной сварки. При этом с учетом предшествующего роста зерен температура выбирается не ниже Т. Повышение температуры также способствуют увеличению объемной доли β-фазы, которая в условиях всестороннего сжатия эффективно заполняет поры. Кроме того, выдержка при температурах не ниже Т под давлением в течение заданного отрезка времени приводит к полному выравниванию размера зерен в готовом изделии.
Целесообразно выдержку полуфабриката осуществлять непосредственно после формовки, с использованием оборудования для формовки, т.е. в едином технологическом цикле.
Рекомендуется приложение давления для соединения заготовок осуществлять в условиях наружного вакуума. Данный прием направлен на минимизацию площади контакта между заготовками на участках, не подвергаемых соединению. Когда изготовляют изделие из двух заготовок, контакт между заготовками на участках, не подвергаемых соединению, не возникает, и операцию нанесения стоп-материала можно исключить. Когда изготавливают изделие из трех и более заготовок, происходит прогиб внутренней заготовки между прокладками под воздействием давления р, приводящий к контакту заготовок на участках, не подвергаемых соединению, на площади, соизмеримой с площадью прокладок (фиг.1), поэтому, по крайней мере, на соответствующую часть поверхности необходимо наносить стоп-материал. При этом между заготовкой и стоп-материалом под воздействием давления р возникает адгезионная связь.
В условиях отсутствия наружного вакуума возможен прогиб наружных заготовок под действием атмосферного давления, который может привести к контакту между заготовками на участках, не подвергаемых соединению, как в случае изготовления изделия из двух заготовок, так и в случае изготовления изделия из трех и более заготовок. Площадь контакта определяется толщиной наружных заготовок и расстоянием между прокладками. При изготовлении изделия из трех и более заготовок минимальная площадь, на которую наносится стоп-материал, определяется с учетом прогиба как наружных, так и внутренних заготовок. Необходимо отметить, что под действием атмосферного давления адгезионная связь между заготовкой и стоп-материалом не возникает.
Стоп-материал может быть нанесен на всю поверхность заготовок на участках, не подвергаемых соединению. Прием, заключающийся в нанесении стоп-материала только на часть поверхности заготовок на указанных участках, снижает трудоемкость операции нанесения стоп-материала.
В любом случае прогиб заготовок не приводит к контакту между заготовками по всей площади участков, не подвергаемых соединению, что обеспечивает условия для свободного прохода рабочей среды во внутреннюю полость полуфабриката для формовки и разрыва адгезионной связи между заготовкой и стоп-материалом при изготовлении изделия из трех и более заготовок. Причем, разрыв адгезионной связи между заготовкой и стоп-материалом будет происходить на начальном этапе формовки, при малых значениях давления рабочей среды, благодаря тому, что площадь поверхности, на которую воздействует давление рабочей среды, значительно больше площади адгезионно связанной поверхности.
Необходимо отметить, что в технике известен прием использования прокладок при осуществлении диффузионной сварки [6]. Прокладки применяются для сварки, например, алюминия и его сплавов с другими металлами (сталью, медью, титаном и др.). Непосредственная сварка этих металлов затруднена в связи с образованием интерметаллидов (типа FeAl), охрупчивающих соединение. Прокладки применяются также для сварки тугоплавких металлов (молибдена, вольфрама), поскольку непосредственная сварка этих металлов требует использования очень высоких температур. В этом случае используются прокладки из материалов, обладающих достаточной пластичностью при более низких температурах, необходимой для заполнения микронеровностей на поверхности заготовок в процессе образования физического контакта. Диффузионная сварка титана и его сплавов осуществляется, как правило, без прокладок, благодаря свойству титана растворять окисные пленки на соединяемых поверхностях в условиях вакуума, а также его высокой пластичности. Однако известно использование прокладок и для сварки титановых сплавов. В частности, известен способ [7], согласно которому между соединяемыми заготовками устанавливают прокладку из того же материала, что и материал заготовок, но с размером зерен на порядок меньше, чем в заготовках. Этот прием позволяет локализовать деформацию в прокладке и при значительных степенях деформации (не менее 0,2) обеспечить активное протекание процесса зернограничного проскальзывания в объеме прокладки. В результате снижается количество дефектов соединения типа микропор.
Однако, ни из одного источника научно-технической информации не известно об использовании влияния прокладок на характер распределения напряжений в зоне соединения заготовок. В заявляемом способе это свойство полезно используется для предотвращения появления подрезов и скопления микропор на периферии участков соединения. При этом не ставится задача устранения микропор, поскольку способ не допускает использования необходимых для этого степеней деформации. Хотя эффект, заключающийся в том, что пластичные прокладки лучше заполняют микронеровности на поверхности заготовок при образовании физического контакта, что уменьшает количество и размеры микропор, сопутствует основному достигаемому эффекту. Также не известны дополнительные приемы заявляемого способа, заключающиеся в том, что давление прикладывают в процессе нагрева пакета при более низкой температуре, чем заданная температура для диффузионной сварки, для того, чтобы полезно использовать рост зерен, сопровождающийся миграцией границ, и развивающиеся с повышением температуры фазовые превращения, приводящие к увеличению доли более пластичной β-фазы для уменьшения количества и размеров микропор.
Изобретение поясняется следующими графическими материалами:
Фиг.1 - схема процесса образования соединения в заявляемом способе при изготовлении изделия из трех заготовок в условиях наружного вакуума:
- слева от оси, до приложения давления;
- справа от оси, после приложения давления.
Фиг.2 - эпюра распределения напряжений в зоне соединения заготовок через прокладку.
Фиг.3 - эпюра распределения деформаций в зоне соединения заготовок через прокладку.
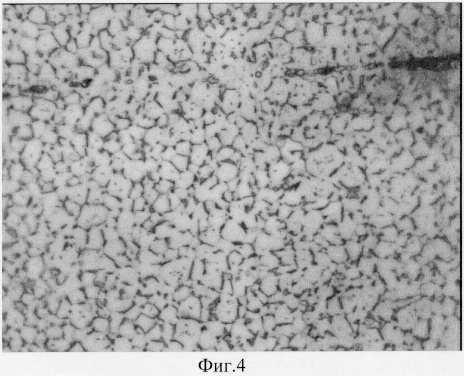
Фиг.4 - микроструктура зоны соединения в способе-прототипе на периферии участка, подвергаемого соединению (увеличение ×1000).
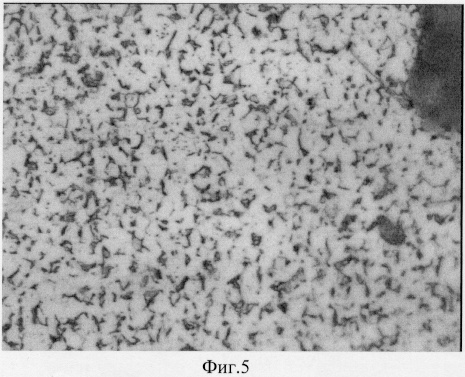
Фиг.5 - микроструктура зоны соединения в заявляемом способе на периферии участка, подвергаемого соединению (увеличение ×1000).
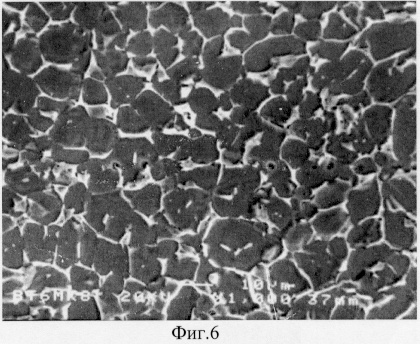
Фиг.6 - микроструктура зоны соединения в заявляемом способе в центральной части участка, подвергаемого соединению, при использовании прокладок из промышленного листового проката (увеличение ×1000).
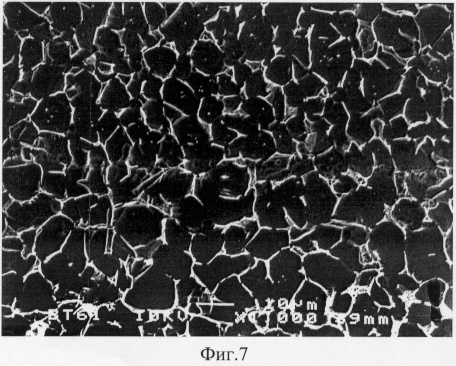
Фиг.7 - микроструктура зоны соединения в заявляемом способе в центральной части участка, подвергаемого соединению, при использовании прокладок с исходной СМК структурой (увеличение ×1000).
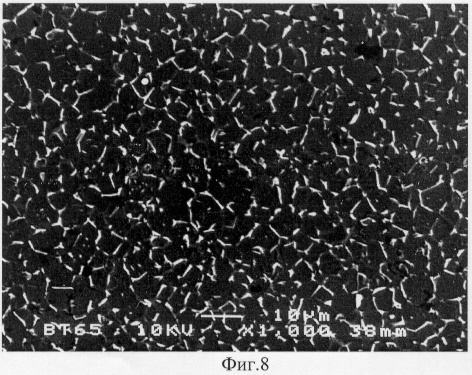
Фиг.8 - микроструктура зоны соединения в заявляемом способе в центральной части участка, подвергаемого соединению, при использовании прокладок с исходной НК структурой (увеличение ×1000).
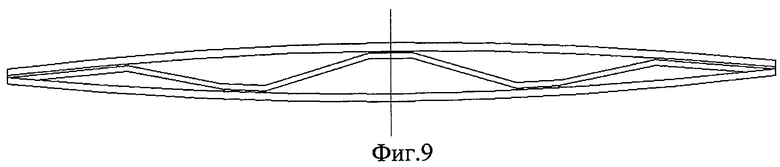
Фиг.9 - поперечное сечение изделия, полученного заявляемым способом.
Фиг.10 - фото изделия, полученного заявляемым способом.
На фиг.1 позициями обозначены: 1, 2 - заготовки обшивок; 3 - заготовка наполнителя; 4 - прокладки, 5 - стоп-материал, 6 - верхняя подвижная плита штампа, 7 - нижняя неподвижная плита штампа. Стрелкой показано направление приложения давления.
Примеры осуществления изобретения:
Изготавливали модель пустотелой вентиляторной лопатки, состоящей из обшивок и наполнителя, образующего наклонные ребра жесткости.
В качестве материала изготавливаемого изделия использовался титановый сплав состава Ti-6Al-4V. Данный сплав наиболее широко используется при изготовлении изделий путем диффузионной сварки и сверхпластической формовки. Однако изделие или его отдельные части могут быть изготовлены и из других сплавов. В частности, обшивки могут быть изготовлены из менее пластичных сплавов титана, вплоть до интерметаллидов титана. Примеры на изготовление более простого изделия из двух листовых заготовок не приводятся. То есть, примеры не исчерпывают всех возможностей заявляемого способа.
При осуществлении различных операций способа: диффузионной сварки, закрутки, сверхпластической формовки были использованы режимы, характеризующиеся известными, в частности из [2, 3], значениями температуры, давления, скорости деформации.
Пример №1. Из промышленного листа толщиной 1 мм с размером зерен 3 мкм вырезали три заготовки 240×160 мм (две для обшивки и одну для наполнителя) с учетом технологической зоны. Из промышленного листа толщиной 0,3 мм с размером зерен 1,5 мкм вырезали прокладки.
На поверхности одной заготовки обшивки размещали три прокладки длиной 200 мм: одну шириной 8 мм в центре и две шириной 20 мм по краям заготовки на расстоянии 46 мм друг от друга. На поверхности другой заготовки обшивки размещали две прокладки шириной 8 мм симметрично центральной оси заготовки также на расстоянии 46 мм друг от друга. Прокладки закрепляли контактной точечной сваркой. Режим контактной сварки выбирали таким, чтобы исключить образование литой структуры металла. Таким образом, были размечены участки, подвергаемые и не подвергаемые соединению. На поверхность заготовок обшивки между прокладками наносили стоп-материал на основе нитрида бора в виде полос. Полосы наносили в центральной части участков, не подвергаемых соединению. Ширину полос стоп-материала определяли с учетом, во-первых, прогиба заготовки наполнителя под воздействием давления при диффузионной сварке, во-вторых, прогиба заготовок обшивки под воздействием атмосферного давления, так как сварка осуществлялась без применения наружного вакуума. Ширину полос стоп-материала, исходя из ширины прокладок, толщины заготовок обшивки и расстояния между прокладками, выбирали равной 36 мм на всех участках, не подвергаемых соединению. В технологической зоне одной заготовки обшивки выполняли отверстие и приваривали штуцер для подвода газа. Отверстие также выполняли в соответствующей технологической зоне заготовки наполнителя. Далее заготовки собирали в пакет, который герметизировали контактной шовной сваркой по контуру.
Для удаления летучих компонентов стоп-материала полученный пакет помещали в электрическую печь и нагревали до температуры 200°С. Удаление летучих компонентов из полостей пакета осуществляли с помощью вакуумного насоса, соединенного через трубопровод со штуцером до достижения вакуума глубиной не менее 13,3 Па. Затем пакет переносили в нагревательный блок пресса и устанавливали между плоскими плитами. После нагрева до температуры 850°С и достижения глубины вакуума не менее 1,33 Па к пакету прикладывали усилие пресса, обеспечивая давление 2 МПа, и выдерживали под давлением в течение 2 часов для осуществления процесса диффузионной сварки. После охлаждения сваренный полуфабрикат переносили в устройство для закрутки. Край полуфабриката со стороны штуцера фиксировали в неподвижном захвате, противоположный край - в подвижном захвате. После нагрева до температуры 800°С к подвижному захвату прикладывали крутящий момент и производили закрутку полуфабриката. После закрутки полуфабрикат зажимали по контуру между фигурными матрицами в штамповой оснастке с помощью клиновых соединений. Штуцер пакета соединяли с трубопроводом подачи рабочей среды (аргона). Штамп нагревали в электрической печи. Формовку осуществляли при температуре 850°С, создавая в полостях пакета давление газа по режиму, обеспечивающему деформацию листовых заготовок в интервале скоростей деформации 10-3...10-2 с-1. Максимальное давление газа 2,5 МПа. После формовки штамп охлаждали в печи до 40°С, извлекали изделие и производили удаление технологических зон.
Пример №2. Данный пример аналогичен примеру №1 за исключением следующих операций:
- в процессе нагрева пакета до температуры 850°С при достижении температуры 750°С к пакету прикладывали усилие пресса, обеспечивая давление 2 МПа;
- после формовки, не охлаждая штамп и не снимая давление, повышали температуру до 900°С, а давление - до 3 МПа и осуществляли выдержку изделия в течение 40 мин.
Пример №3. Данный пример аналогичен примеру №1 за исключением следующих операций:
- для изготовления прокладок использовали полосу из промышленного листа толщиной 1 мм, которую подвергали дополнительной деформации прокаткой в изотермических условиях за три прохода до толщины 0,25 мм, что обеспечило размер зерен в прокладках около 0,8 мкм;
- в процессе нагрева пакета до температуры 850°С при достижении температуры 700°С к пакету прикладывали усилие пресса, обеспечивая давление 2 МПа;
- после формовки, не охлаждая штамп и не снимая давление, повышали температуру до 900°С, а давление - до 3 МПа и осуществляли выдержку изделия в течение 40 мин.
Пример №4. Данный пример аналогичен примеру №1 за исключением того, что диффузионную сварку осуществляли в вакуумной камере, а также следующих операций:
- для изготовления прокладок использовали полосу из промышленного листа толщиной 2 мм, которую подвергали дополнительной деформации прокаткой в изотермических условиях за семь проходов до толщины 0,25 мм, что обеспечило размер зерен в прокладках около 0,2 мкм;
- ширину полос стоп-материала, учитывая прогиб заготовки наполнителя под воздействием давления при диффузионной сварке, выбирали больше ширины прокладки на 2 мм с каждой стороны;
- в процессе нагрева пакета до температуры 850°С при достижении температуры 650°С к пакету прикладывали усилие пресса, обеспечивая давление 2 МПа;
- после формовки, не охлаждая штамп и не снимая давление, повышали температуру до 900°С, а давление - до 3 МПа и осуществляли выдержку изделия в течение 40 мин.
На фиг.9 показано поперечное сечение готового изделия, на фиг.10 представлена фотография готового изделия. Из готового изделия вырезали образцы для металлографического анализа. На фиг.5 показана микроструктура зоны соединения на периферии участка соединения заготовок через прокладку без подрезов и цепочки микропор (см. для сравнения фиг.4). На фиг.6, 7 и 8 показана микроструктура зон соединения в центральной части участка, подвергаемого соединению, при использовании прокладок соответственно из промышленного проката, с исходной СМК структурой и с исходной НК структурой. Заметно уменьшение количества и размера микропор при использовании прокладок с исходной СМК структурой. При использовании прокладок с исходной НК структурой имеются только единичные микропоры. Также заметно, что размер зерен в прокладках стал таким же, как в листовых заготовках, из-за разницы в скорости роста зерен с разным исходным размером. Получению указанного результата способствовала выдержка изделия под давлением после формовки.
Источники информации, принятые во внимание:
1. Заявка РФ №2002121285, F 04 D 29/38, 2004.
2. Патент Великобритании №2095137, B 21 D 53/78, 1973.
3. Европейский Патент №0568201, B 21 D 53/78, 1993.
4. Ишлинский А.Ю., Ивлев Д.Д. Математическая теория пластичности. М.: ФИЗМАТЛИТ, 2001, 704 с.
5. Качанов Л.М. Основы теории пластичности. М.: Наука, 1969, 420 с.
6. Гуревич С.М. Справочник по сварке цветных металлов. Киев: Наук. думка, 1981, 608 с.
7. Патент РФ №2134308, C 22 F 1/18, 1999.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ДИФФУЗИОННОЙ СВАРКОЙ | 2008 |
|
RU2397054C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ | 2008 |
|
RU2380185C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ИЗДЕЛИЯ ТИПА ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2548834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2640692C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2555274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2011 |
|
RU2477191C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯЧЕИСТОЙ КОНСТРУКЦИИ | 1999 |
|
RU2170636C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ МЕТАЛЛИЧЕСКОЙ ЛОПАТКИ ТУРБОМАШИНЫ | 2014 |
|
RU2569614C1 |
| ЛИЦЕВАЯ ПЛАСТИНА ГОЛОВКИ КЛЮШКИ ДЛЯ ИГРЫ В ГОЛЬФ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2233683C1 |
Изобретение относится к обработке металлов давлением, в частности, к способам изготовления изделий из титановых сплавов путем сверхпластической формовки и диффузионной сварки. Используют, по меньшей мере, две заготовки из титанового сплава. На поверхности, по крайней мере, одной заготовки обозначают участки, подвергаемые и не подвергаемые соединению, собирают заготовки в пакет, осуществляют нагрев до заданной температуры и прикладывают давление пресса заданной величины для соединения заготовок посредством диффузионной сварки до получения полуфабриката, нагрев и подачу рабочей среды под давлением во внутреннюю полость полуфабриката для сверхпластической формовки, по крайней мере, одной из заготовок до получения изделия заданной формы. Диффузионную сварку осуществляют через прокладки из титанового сплава с меньшим, чем в заготовках, напряжением течения, обеспечиваемым преимущественно за счет меньшего размера зерен в прокладках, чем в заготовках. При этом преимущественно, когда изготавливают изделие из трех и более заготовок, по крайней мере, на часть поверхности, по крайней мере, одной из заготовок на участках, не подвергаемых соединению, наносят материал, препятствующий соединению. Повышается качество и снижается трудоемкость. 6 з.п. ф-лы, 10 ил.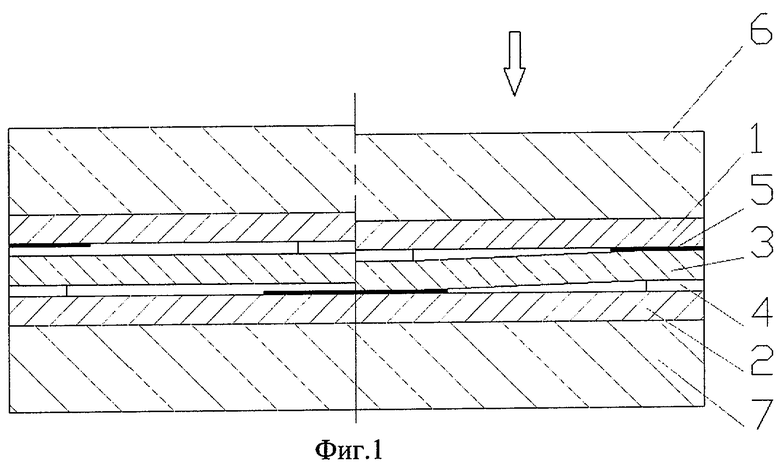
| Демодулятор ортогональных сигналов частотной телеграфии | 1976 |
|
SU568201A1 |
| СПОСОБ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2134308C1 |
| Способ изготовления многослойных панелей диффузионной сваркой | 1983 |
|
SU1109293A1 |
| US 3927817 A, 23.12.1975 | |||
| Установка для диффузионной сварки | 1979 |
|
SU863251A1 |
| КОРОЛЬ В.К | |||
| и др | |||
| Основы технологии производства многослойных металлов | |||
| - М.: Металлургия, 1970, с.49-54. | |||

