Изобретение относится к области термитной сварки, а именно к устройству для термитной сварки стыкового электротягового соединителя с боковой поверхностью головки рельса, и может быть использовано на железнодорожном транспорте.
Электротяговый стыковой соединитель представляет собой медный провод, прикрепленный к смежным концам рельсов на сборном стыке, кроме изолирующего, для обеспечения необходимой и постоянной электрической проводимости стыкового соединения совместно с путевыми рельсовыми накладками.
Основным способом соединения стыкового электротягового соединителя с боковой поверхностью головки рельса является сварка с использованием манжеты (см. Быков Е.И. и др., Тяговые сети метрополитенов, М.: Транспорт, 1987, с.39; RU, Патент № 2133678, B60M 5/00, 1999).
Наиболее распространенным методом является электродуговая сварка, при которой рельс предварительно разогревают до 400°С. При сварке воздействие электросварочной дуги может вызвать местное изменение структуры рельсовой стали и нарушение ее механических свойств, от теплового воздействия сварочной дуги происходит частичное раскрытие манжеты, в результате чего уменьшается плотность обжатия троса и может наблюдаться обрыв отдельных жил провода.
Наиболее близким техническим решением является устройство для термитной сварки стыкового электротягового соединителя с боковой поверхностью головки рельса, включающее верхнюю форму для реакции воспламенения и горения термитного состава, состоящую из разъемных по вертикали полуформ с выполненными в них полостями тигля и литникового канала, и нижнюю форму для сварки, в которую закладывается манжета стыкового электротягового соединителя, крепежную оснастку в виде скобы. Полость нижней формы имеет скошенную плоскость, направляющую струю расплавленного металла к месту сварки (SU, № 87148, B23K 23/00, 1950).
Конструкция известного устройства для термитной сварки позволяет осуществлять сварку только с использованием переходных манжет, что приводит к снижению качества соединения.
Техническим результатом, на достижение которого направлено заявленное изобретение, является повышение качества сварного соединения и срока службы устройства.
Указанный технический результат достигается в устройстве для термитной сварки стыкового электротягового соединителя с боковой поверхностью головки рельса, включающем верхнюю форму для реакции воспламенения и горения термитного состава, состоящую из разъемных по вертикали полуформ с выполненными в них полостями тигля и литникового канала, и нижнюю форму для сварки, при этом в верхней части нижней формы под литниковым каналом выполнен лоток, наклоненный к рельсу для направления струи сварочного металла на его боковую поверхность, а под лотком в области прилегания нижней формы к рельсу выполнена выемка для размещения конца провода стыкового электротягового соединителя с герметизирующими графитовыми вставками, при этом выемка снизу ограничена съемным поддоном, прикрепляемым к нижней форме.
Предлагаемое устройство для термитной сварки стыкового электротягового соединителя с боковой поверхностью головки рельса иллюстрируется чертежами.
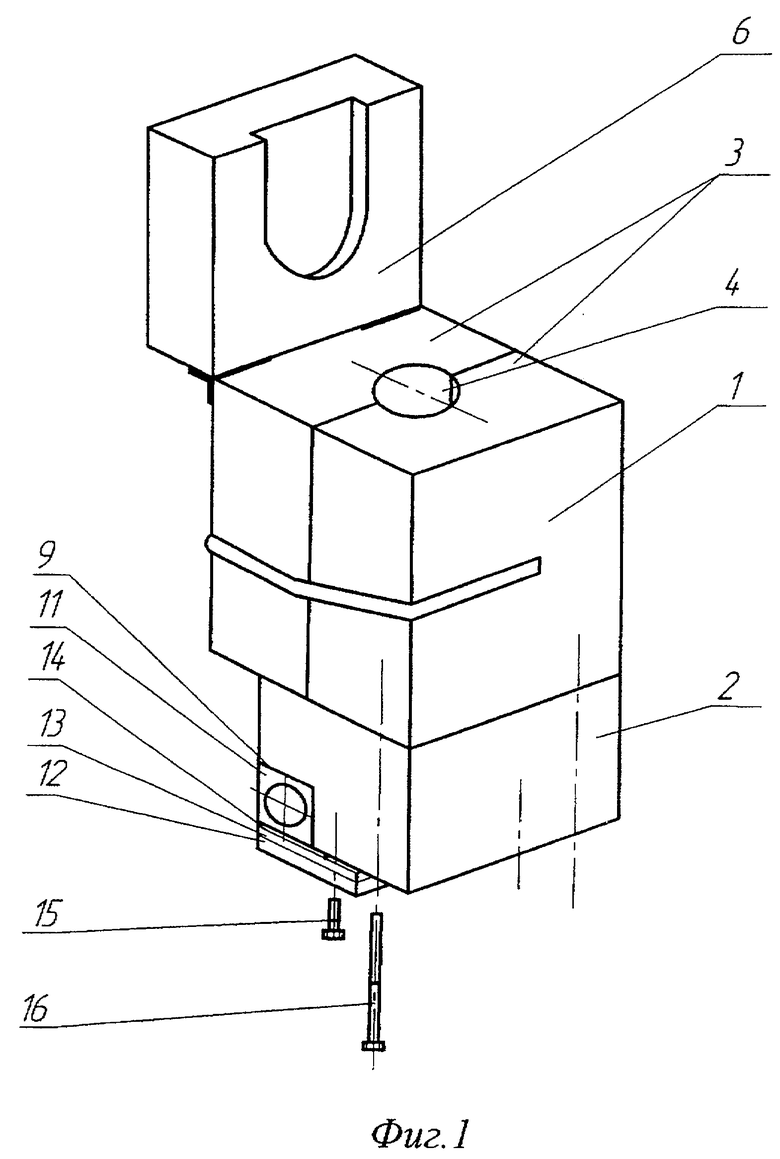
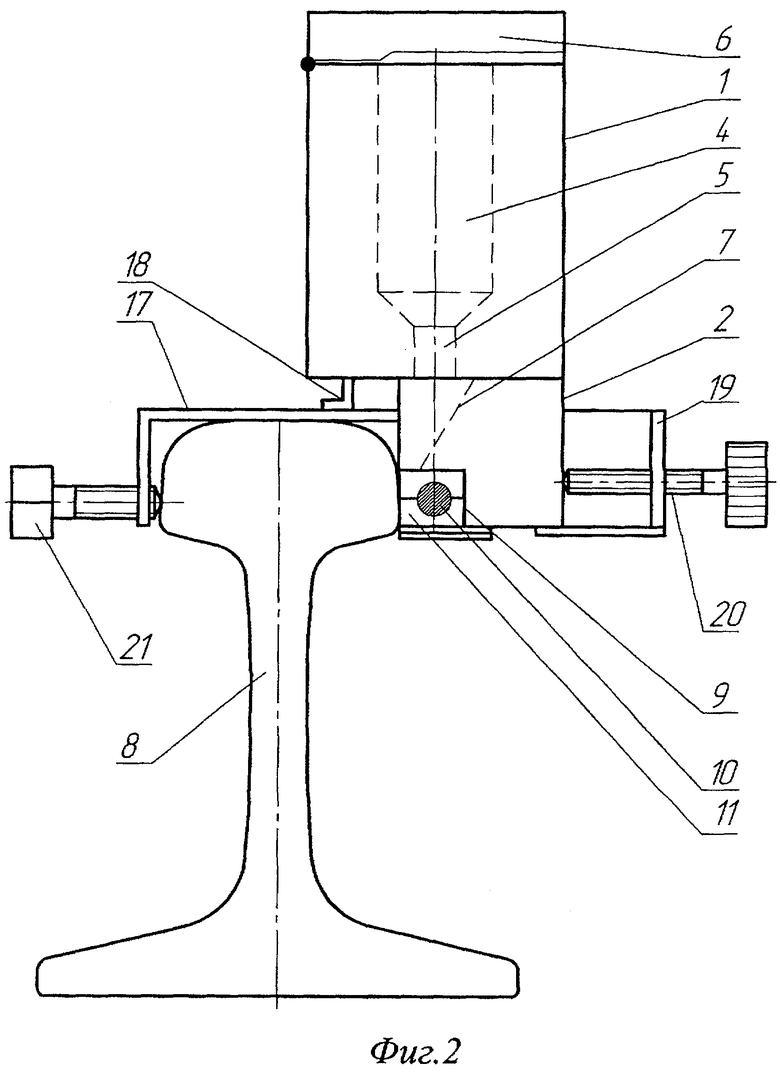
На фиг.1 представлена изометрическая проекция устройства для термитной сварки, на фиг.2 показана схема установки устройства для термитной сварки в крепежной оснастке на головке рельса.
Устройство для термитной сварки включает верхнюю форму 1 для реакции воспламенения и горения термитного состава и нижнюю форму 2 для сварки. Верхняя форма состоит из разъемных по вертикали полуформ 3 с выполненными в них полостями тигля 4 и литникового канала 5. Верхняя форма 1 снабжена крышкой 6.
В верхней части нижней формы 2 под литниковым каналом 5 выполнен лоток 7. Лоток 7 наклонен к рельсу 8 для направления струи сварочного металла на его боковую поверхность. Под лотком 7 в области прилегания нижней формы 2 к рельсу 8 выполнена выемка 9. Выемка может быть прямоугольной формы. В выемке 9 размещают конец провода 10 стыкового электротягового соединителя с графитовыми вставками 11. Графитовые вставки 11 необходимы для герметизации полости выемки 9 нижней формы 2, в которой размещается привариваемый конец провода 10 стыкового электротягового соединителя. Выемка 9 снизу ограничена съемным поддоном 12, прикрепляемым к нижней форме 2.
Съемный поддон 12 представляет собой опорную металлическую пластину, на которой послойно размещены теплоизоляционный слой из листового асбеста 13 и разделительная металлическая полоса 14 разового действия. Разделительная металлическая полоса может быть выполнена в виде фольги.
Съемный поддон 12 прикрепляется к нижней форме 2 винтами 15, легко снимается и не разрушается.
Верхняя 1 и нижняя 2 формы выполнены в виде прямоугольников и соединены между собой посредством болтов 16. Данное выполнение позволяет обеспечить плотное прилегание боковой поверхности нижней формы 2 к боковой нижней кромке головки рельса 8. В качестве материала для изготовления форм используется графит.
Отдельным разовым элементом устройства для термитной сварки является металлическая разделительная мембрана (на чертежах не показана).
Разделительная мембрана определяет как время продолжительности процесса шлакоотделения, а следовательно и чистоту сварного металла, так и участвует в формировании сварного соединения в качестве добавочного металла. Материалом для изготовления мембраны является сталь.
Крепежная оснастка устройства для термитной сварки выполнена в виде навесной струбцины 17.
П-образный паз струбцины, устанавливаемый на головку рельса 8, имеет высоту равную высоте головки неизношенного рельса. При установке на старогодный рельс кромка П-образного паза устанавливается также по нижней кромке головки рельса, поднимая устанавливаемое устройство с зазором на величину износа рельса. Допускаемая величина зазора по износу не более 5 мм.
Нижний торец верхней формы 1 опирается на верхний уголок 18 струбцины 17, а нижний торец нижней формы 2 - на установочную полку 19 струбцины 17.
Устройство в струбцине и струбцина на рельсе фиксируются болтами 20, 21. На струбцине можно размещать одно или сразу два устройства для термитной сварки на различных расстояниях, при этом ширина и крепежная часть струбцины остается неизменной. Длина струбцины при этом определяется исходя из суммы размеров устройств и расстояния между ними (не более 100 мм).
Изготовление струбцины не требует использования токарного (фрезерного) оборудования. Такая оснастка отличается малым весом, простотой в обращении, ее легко изготовить в условиях любой механической мастерской.
Устройство для термитной сварки работает следующим образом. Устройство для термитной сварки посредством струбцины 17 фиксируется на рельсе 8.
В выемке 9 в пространстве под лотком 7 устанавливают конец провода 10 стыкового электротягового соединителя. Затем с торцевой стороны закрывают выемку герметизирующими графитовыми вставками 11. Выемка 9 снизу ограничена съемным поддоном 12, прикрепляемым к нижней форме 2. В полости тигля 4 верхней камеры 1 размещают термитный состав.
В верхней форме 1 с использованием тлеющего фитиля и воспламенительного состава осуществляют реакцию воспламенения и горения термитного состава, в результате которой образуется сварочный термитный металл и происходит его отделение от шлаковых включений. Полученный сварочный термитный металл, прожигая разделительную металлическую мембрану, через литниковый канал 5 поступает на лоток 7, направляющий струю сварочного металла на боковую поверхность головки рельса 8 (место приварки провода). Конец привариваемого провода 10 стыкового электротягового соединителя, размещенный в выемке 9 в пространстве под лотком 7, заливается сварочным металлом до заполнения всей полости выемки 9. В результате получают стыковое сварочное соединение электротягового соединителя с боковой поверхностью головки рельса по форме выемки.
Предложенная конструкция устройства для термитной сварки позволят значительно повысить срок его службы: верхней формы до 100 сварочных циклов, нижней формы - до 50 циклов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИТНОЙ СВАРКИ СТЫКОВОГО СОЕДИНИТЕЛЯ С РЕЛЬСОМ | 2019 |
|
RU2715927C1 |
| Форма для термитной сварки | 1947 |
|
SU87148A1 |
| СПОСОБ ПАЙКИ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ К РЕЛЬСУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2390597C1 |
| СПОСОБ ПРИВАРКИ РЕЛЬСОВЫХ СТЫКОВЫХ СОЕДИНИТЕЛЕЙ ФАРТУЧНОГО ТИПА РЭСФ-01 МЕТОДОМ ТЕРМИТНОЙ СВАРКИ | 2012 |
|
RU2530911C2 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2757644C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2012 |
|
RU2559388C2 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 1997 |
|
RU2119854C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 1997 |
|
RU2116875C1 |
| СПОСОБ АЛЮМОТЕРМИЧЕСКОЙ СВАРКИ РЕЛЬСОВ | 1996 |
|
RU2088390C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТАЛЬНЫХ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬС (ВАРИАНТЫ) | 1998 |
|
RU2136465C1 |
Изобретение может быть использовано на железнодорожном транспорте для термитной сварки стыкового электротягового соединителя с боковой поверхностью головки рельса. Верхняя форма устройства для термитной сварки служит для реакции воспламенения и горения термитного состава и состоит из разъемных по вертикали полуформ с выполненными в них полостями тигля и литникового канала. Нижняя форма предназначена для сварки. В верхней части нижней формы под литниковым каналом выполнен лоток. Лоток наклонен к рельсу для направления струи сварочного металла на его боковую поверхность. Под лотком в области прилегания нижней формы к рельсу выполнена выемка. В выемке размещают конец провода стыкового электротягового соединителя с герметизирующими графитовыми вставками. Выемка снизу ограничена съемным поддоном, прикрепляемым к нижней форме. Техническим результатом является повышение качества сварного соединения и срока службы устройства. 2 ил.
Устройство для термитной сварки стыкового электротягового соединителя с боковой поверхностью головки рельса, содержащее верхнюю форму для реакции воспламенения и горения термитного состава, состоящую из разъемных по вертикали полуформ с выполненными в них полостями тигля и литникового канала, и нижнюю форму для сварки, отличающееся тем, что в верхней части нижней формы под литниковым каналом выполнен лоток, наклоненный к рельсу для направления струи сварочного металла на его боковую поверхность, а под лотком в области прилегания нижней формы к рельсу выполнена выемка для размещения конца провода стыкового электротягового соединителя с герметизирующими графитовыми вставками, при этом выемка снизу ограничена съемным поддоном, прикрепляемым к нижней форме.
| Форма для термитной сварки | 1947 |
|
SU87148A1 |
| Устройство для фиксации рельсовых стыковых соединителей | 1982 |
|
SU1044717A1 |
| Устройство для сборки под сварку металлоконструкций | 1985 |
|
SU1279783A1 |
| Способ металлизации теплостойких органических материалов | 1948 |
|
SU76845A1 |
| Устройство для автоматического управления прокатным станом | 1940 |
|
SU72895A1 |

