Изобретение относится к устройствам фиксации по меньшей мере двух компонентов, в частности компонентов летательного аппарата, для обеспечения их соединения сварным швом с помощью ротационной сварки трением кромок компонентов, причем каждый компонент снабжен опорными элементами, и под сварным швом размещается подложка для сварки.
Известные устройства фиксации компонентов для ротационной сварки трением содержат массивное, обычно горизонтальное основание, на которое опираются свариваемые компоненты. Компоненты фиксируются механически в процессе сварки с помощью массивных зажимов. Такие зажимы должны обеспечивать высокую степень устойчивости в условиях действия больших механических нагрузок, возникающих при ротационной сварке трением. Могут использоваться зажимные губки, в которых зажим обеспечивается с помощью винта, или же зажимные губки с гидравлическим приводом.
В обоих случаях расходы на изготовление фиксирующего устройства достаточно велики. Кроме того, механические зажимы ограничивают размеры компонентов, которые должны обрабатываться, поскольку зажимы должны быть введены снаружи как можно ближе к зоне формирования шва, для того чтобы наиболее эффективно прижимать компоненты в этой зоне к подложке для сварки. Поэтому известные фиксирующие устройства не обеспечивают соединение ротационной сваркой трением очень больших и сложных компонентов, например оболочек фюзеляжей летательных аппаратов.
Кроме того, процесс фиксации компонентов, которые должны быть соединены с помощью ротационной сварки трением, при использовании известных устройств отнимает очень много времени.
Также следует отметить, что массивные конструкции известных устройств фиксации компонентов для обеспечения ротационной сварки трением требуют высокой интенсивности рассеяния тепла из зоны формирования шва, в результате чего скорости привода сварочного инструмента во многих случаях должны снижаться.
Также следует отметить, что такие известные устройства трудно переналадить для различных геометрических форм свариваемых компонентов, в частности для компонентов с одним или двумя криволинейными контурами. Поэтому для каждой геометрии компонентов должно использоваться свое фиксирующее устройство, что приводит к существенному увеличению расходов на хранение оснастки.
Кроме того, известны плоские вакуумные фиксирующие столы, которые позволяют значительно снизить время выполнения фиксации свариваемых компонентов. Такие вакуумные фиксирующие столы также представляют собой массивные конструкции, так что остается проблема рассеяния большого количества тепла из зоны формирования шва.
Кроме того, плоские фиксирующие столы не обеспечивают простую переналадку для различных геометрических форм свариваемых компонентов.
Вышеуказанные недостатки не позволяют использовать известные устройства фиксации компонентов для обеспечения ротационной сварки трением во многих современных высокоэффективных производственных системах, в которых обеспечиваются широкие возможности переналадки инструментов и оснастки.
Целью настоящего изобретения является создание фиксирующего устройства, в котором устранены недостатки известных конструкций устройств фиксации компонентов для обеспечения ротационной сварки трением.
Эта цель достигается с помощью фиксирующего устройства в соответствии с настоящим изобретением.
Поскольку по обеим сторонам подложки для сварки имеется по меньшей мере одно удерживающее устройство, в котором может быть создано отрицательное давление (разрежение) для прижатия компонентов, то компоненты, которые должны быть соединены с помощью ротационной сварки трением, могут быть прочно зафиксированы с использованием разрежения, причем операция фиксации достаточно проста. Кроме того, предлагаемое в настоящем изобретении фиксирующее устройство может использоваться для различных компонентов с одним или двумя криволинейными контурами, причем перенастраиваться под различные формы компонентов должны только удерживающие устройства и/или подложка для сварки.
В другом предпочтительном варианте предлагаемого в настоящем изобретении фиксирующего устройства предусматривается, что удерживающие устройства прикрепляются к основанию с возможностью съема. В этом случае, например, можно быстро и легко заменять установленное удерживающее устройство для наладки под различные формы и/или размеры свариваемых компонентов. Кроме того, основание обеспечивает устойчивое соединение, передающее нагрузку на опорную плиту, на которую опирается все предлагаемое в настоящем изобретении фиксирующее устройство.
В другом предпочтительном варианте осуществления изобретения предусматривается, что геометрическая форма поверхности удерживающего устройства подгоняется под геометрическую форму и/или размеры компонентов.
В этом варианте обеспечивается возможность надежной фиксации компонентов, имеющих различную геометрическую форму и/или размеры. В частности, с помощью предлагаемого в настоящем изобретении фиксирующего устройства обеспечивается надежная фиксация компонентов с одним или двумя криволинейными контурами для их сварки с использованием ротационной сварки трением, причем должны заменяться только удерживающие устройства и, при необходимости, подложка для сварки.
В соответствии с другим предпочтительным вариантом фиксирующего устройства ширина удерживающих устройства выбирается в соответствии с различной толщиной компонентов.
В этом варианте обеспечивается гибкость переналадки предлагаемого в настоящем изобретении фиксирующего устройства под различные компоненты, в частности под компоненты, имеющие различную толщину материала. Например, ширину удерживающих устройств увеличивают для свариваемых компонентов, имеющих большую толщину материала, для обеспечения достаточного прижимного усилия при выполнении ротационной сварки трением. Это связано с тем, что при выполнении ротационной сварки трением нагрузки, действующие на компоненты, увеличиваются при большей толщине материала. Кроме того, при необходимости каждое из удерживающих устройств может быть подогнано под компоненты, имеющие один или два криволинейных контура.
В соответствии с признаками других предпочтительных вариантов осуществления изобретения подложка для сварки размещается примерно по центру под сварным швом в зоне формирования шва и устроена таким образом, чтобы ее можно было заменять.
В этом случае возможна простая замена подложки для сварки, которая подвержена быстрому износу. Кроме того, обеспечивается практически симметричная опора для свариваемого компонента, что также повышает качество сварного шва. Также в случае необходимости возможна очень точная подгонка устройства под геометрическую форму компонентов в зоне формирования шва, например, за счет использования разных подложек для разных форм компонентов. Подложка для сварки предпочтительно формируется из металла для обеспечения достаточного срока службы или достаточной износоустойчивости в зоне выполнения сварки трением.
В соответствии с другим предпочтительным вариантом осуществления изобретения подложка для сварки и удерживающие устройства формируют опорную поверхность. В этом случае компоненты, соединяемые с помощью ротационной сварки трением, могут прижиматься максимально плотно к предлагаемому в изобретении фиксирующему устройству, так что обеспечивается высокое качество и высокая точность выполнения сварного шва. При этом подложка для сварки и удерживающие устройства формируют практически непрерывную воображаемую опорную поверхность.
В соответствии еще с одним вариантом осуществления настоящего изобретения компоненты могут быть прижаты к подложке для сварки в зоне формирования шва с помощью по меньшей мере одного прижимного устройства, например с помощью прижимного ролика. В этом случае при выполнении ротационной сварки трением обеспечивается еще более высокая точность позиционирования компонентов в зоне формирования шва.
В соответствии еще с одним вариантом осуществления изобретения опорные элементы устроены так, что их можно перемещать для подгонки под различные геометрические формы и/или размеры компонентов.
В этом случае обеспечивается гибкая подгонка под компоненты с различной геометрической формой и/или размерами. Опорные элементы предпочтительно размещают по обеим сторонам удерживающих устройств, так что может быть обеспечена надежная фиксация компонентов, имеющих большие размеры. Поэтому опорные элементы устроены таким образом, чтобы их можно было перемещать в основном в перпендикулярном направлении. Кроме того, опорные элементы могут быть устроены таким образом, чтобы их можно было дополнительно перемещать в плоскости.
В соответствии еще с одним вариантом осуществления изобретения опорные элементы снабжены соединительными элементами, в частности присосками для фиксации компонентов. Упомянутые варианты осуществления изобретения обеспечивают надежную фиксацию также в случае компонентов, имеющих большие размеры, например для оболочек фюзеляжей. Вместо присосок также могут быть использованы и другие соединительные элементы, например зажимы или другие подходящие средства.
В соответствии еще с одним предпочтительным вариантом осуществления изобретения удерживающие устройства и/или основание выполнены из теплоизоляционного материала.
В этом случае тепло, выделяющееся в зоне формирования шва при ротационной сварке трением, передается лишь малой части фиксирующего устройства, так что рабочая скорость сварочного инструмента может быть увеличена.
В соответствии с другим предпочтительным вариантом осуществления изобретения в области удерживающих устройств и/или основания размещают по меньшей мере одно позиционирующее устройство для установки и/или ориентирования компонента на подложке и/или на удерживающих устройствах.
При использовании такого варианта возможно по меньшей мере частично автоматическое позиционирование свариваемых компонентов на фиксирующем устройстве. Позиционирующие устройства могут быть выполнены, например, в форме шарнирных манипуляторов с присосками на концах. В качестве приводов шарнирных манипуляторов могут использоваться гидравлические поршни, электропривод или аналогичные средства. Кроме того, шарнирные манипуляторы могут быть снабжены датчиками для измерения точного положения компонентов в пространстве. Управление шарнирными манипуляторами осуществляется с помощью соответствующего устройства управления. Такое устройство управления может одновременно обеспечивать также и управление удерживающими устройствами и сварочным инструментом.
На чертеже представлен вид в перспективе предлагаемого в настоящем изобретении фиксирующего устройства для фиксации компонентов во время ротационной сварки трением вдоль кромок компонентов.
На чертеже приведен вид в перспективе одного из типичных вариантов предлагаемого в настоящем изобретении фиксирующего устройства, предназначенного для фиксации двух компонентов, которые должны быть соединены с помощью ротационной сварки трением.
Предлагаемое в настоящем изобретении фиксирующее устройство содержит, в частности, опорную плиту 1, основание 2, подложку 3 для сварки, а также удерживающие устройства 4, 5. По обеим сторонам от основания размещаются опорные элементы. Опорные элементы предпочтительно размещаются на равных расстояниях друг от друга, образуя сетку опорных точек. Чтобы не загромождать чертеж, изображена только половина опорных элементов 6-16.
Первый компонент 17 и второй компонент 18 опираются на удерживающие устройства 4, 5, а также на опорные элементы 6-16. Компоненты могут иметь форму листов или могут быть более сложными частями, например сегментами оболочки фюзеляжа или другими частями, имеющими достаточно сложную форму.
Компоненты 17, 18 соединяются в зоне 19 формирования шва по кромкам 20, 21 компонентов с помощью сварного шва 22. Сварной шов 22 формируется с помощью ротационной сварки трением, осуществляемой известным способом с использованием соответствующего сварочного инструмента 23, закрепленного в держателе 24. Держатель 24 сварочного инструмента перемещается портальным роботом с компьютерным управлением (не показан) в направлении стрелки 25 вдоль кромок 20, 21 компонентов для формирования сварного шва 22.
Поскольку при ротационной сварке трением возникают значительные механические нагрузки, то компоненты 17, 18 должны быть зафиксированы или зажаты с помощью предлагаемого в настоящем изобретении фиксирующего устройства. Зона 19 формирования шва не фиксируется и опирается на подложку 3 для сварки. Верхние поверхности удерживающих устройств 4, 5, обращенные к компонентам 17, 18, снабжены каналами (не показаны), в которых может быть создано разрежение. Каналы могут быть выполнены на верхних поверхностях удерживающих устройств 4, 5 фрезерованием или другим известным способом и могут быть расположены в шахматном порядке или в любом другом порядке, подходящем для целей изобретения. В альтернативном варианте верхние поверхности удерживающих устройств 4, 5 могут быть снабжены сеткой просверленных отверстий, обеспечивающих возможность создания разрежения между компонентами 17, 18 и удерживающими устройствами 4, 5. Краевые зоны удерживающих устройств 4, 5 дополнительно снабжены полосами уплотнения, обеспечивающими поддержание разрежения между компонентами 17, 18 и удерживающими устройствами 4, 5. В результате действия разрежения, создаваемого между компонентами 17, 18 и удерживающими устройствами 4, 5, компоненты 17, 18 с большой силой прижимаются атмосферным давлением к удерживающим устройствам 4, 5. Для компонентов 17, 18, имеющих достаточно большие размеры, может создаваться очень высокое прижимающее давление, так что компоненты 17, 18 не будут сдвигаться при действии механических нагрузок, возникающих на высоких скоростях работы сварочного инструмента 23.
Удерживающие устройства 4, 5 соединены с основанием 2 с возможностью съема, например, с помощью винтовых соединений, зажимов, защелок или аналогичных средств, обеспечивающих быструю замену удерживающих устройств в соответствии с геометрической формой и/или размерами компонентов 17, 18, которые должны быть зафиксированы. Кроме того, основание 2 также может быть соединено с опорной плитой 1 с возможностью съема для повышения гибкости в отношении фиксации различных компонентов.
Для усиления действия удерживающих устройств 4, 5, в частности для компонентов 17, 18, имеющих большие размеры, фиксирующее устройство дополнительно снабжено опорными элементами 6-16. Опорные элементы 6-16 могут перемещаться независимо друг от друга в направлении, показанном черными стрелками, то есть в направлении оси Z. Таким образом, с помощью предлагаемого в изобретении фиксирующего устройства обеспечивается возможность надежной и прочной фиксации компонентов, имеющих различную геометрическую форму и/или размеры. Кроме того, опорные элементы 6-16 могут быть выполнены с возможностью их перемещения по осям Х и Y.
Подложка 3 для сварки и верхние поверхности удерживающих устройств 4, 5 формируют практически непрерывную опорную или контактную поверхность 26, на которую опираются своими кромками 20, 21 компоненты 17, 18. Продолжения этих воображаемых контактных поверхностей 26 по обеим сторонам от зоны шва формируются сеткой опорных элементов 6-16. Для улучшения действия опорных элементов 6-16 их концы снабжены соединительными элементами, например, в форме присосок 27-30. Таким образом, все опорные элементы 6-16 вместе с остальными опорными элементами, которые не показаны на чертеже, снабжены присосками, причем на чертеже показаны только присоски 27-30. В этой связи необходимо отметить, что достаточно эффективное действие фиксирующего устройства может быть обеспечено и без присосок на концах опорных элементов. Прижимающие силы, создаваемые разрежением удерживающих устройств 4, 5, как правило, вполне достаточны для надежной фиксации компонентов при выполнении ротационной сварки трением.
Для дальнейшего улучшения фиксирующего действия удерживающих устройств 4, 5 держатель 24 сварочного инструмента может быть снабжен прижимным роликом 31. Если используется прижимной ролик 31, то кромки 30, 31 дополнительно прочно прижимаются к подложке 3 для сварки непосредственно перед тем, как сварочный инструмент 23 сваривает компоненты 17, 18 в зоне 19 формирования шва. Как и в случае присосок на концах опорных элементов использование прижимного ролика 31 не является обязательным для создания достаточной прижимной силы в области кромок 20, 21 компонентов в зоне 19 формирования шва.
Использование вышеописанных признаков фиксирующего устройства для фиксации компонентов 17, 18 исключает их смещение в процессе выполнения ротационной сварки трением, так что компоненты 17, 18 могут быть сварены с максимально возможной точностью.
Чем больше толщина материала компонентов 17, 18, тем больше должна быть ширина 32, 33 удерживающих устройств 4, 5 для того, чтобы обеспечить достаточные прижимающие силы с использованием разрежения.
Если с помощью предлагаемого в настоящем изобретении фиксирующего устройства необходимо зафиксировать компоненты 17, 18, геометрическая форма которых отличается от формы, представленной на чертеже, то нужно будет заменить по меньшей мере удерживающие устройства 4, 5 таким образом, чтобы их форма соответствовала геометрической форме компонентов. Путем соответствующего устройства верхних поверхностей удерживающих устройств, а также выбором их ширины , можно с минимальным затратами подогнать предлагаемое в настоящем изобретении фиксирующее устройство для использования с различными компонентами, имеющими различные геометрические размеры. В частности, можно прочно и надежно фиксировать сложные компоненты с одним или двумя криволинейными контурами путем замены только лишь удерживающих устройств. Кроме того, в некоторых случаях может оказаться также необходимым использование специальных оснований, а также специальных подложек для сварки, для переналадки под геометрическую форму и/или размеры компонентов. На внешней области компонента фиксация осуществляется с помощью так называемых "полей опорных элементов", сформированных из множества опорных элементов, которые размещены в форме сетки и могут подгоняться под различные геометрические формы и/или размеры компонентов.
Однако в соответствии с настоящим изобретением отпадает необходимость в изготовлении полностью нового фиксирующего устройства для каждой конфигурации свариваемых компонентов, в результате чего существенно сокращаются затраты и экономится время.
По обеим сторонам основания 2 дополнительно размещаются позиционирующие устройства 34, 35, с помощью которых можно осуществлять точное позиционирование установленных компонентов 17, 18 по отношению к подложке 3 для сварки. На чертеже показаны только два позиционирующих устройства 34, 35. Дополнительные позиционирующие устройства устанавливаются для обеспечения эффективного позиционирования компонентов 17, 18 по оси Х по обеим сторонам основания 2 и предпочтительно размещаются на одинаковых расстояниях друг от друга. Позиционирующие устройства 34, 35 снабжены соединительными элементами, например, в форме присосок 36, 37 для разъемного прикрепления к компонентам 17, 18. Для упрощения чертежа на чертеже показаны в качестве примеров только присоски 36, 37 на позиционирующих устройствах.
Основание 2, опорная плита 1, а также удерживающие устройства 4, 5 выполняются из металла, например из алюминиевого сплава, стали или аналогичных материалов. Однако по меньшей мере удерживающие устройства 4, 5 могут быть также выполнены из материала, имеющего минимальную теплопроводность, например из керамического материала и/или пластмассы. В этом случае уменьшается рассеивание тепла из зоны 19 формирования шва, так что можно использовать сварочный инструмент 23 на более высоких скоростях работы с сохранением достаточного качества сварного шва.
Компоненты 17, 18 снабжены дополнительно небольшими выступающими (избыточными) частями 38, 39 в зоне 19 формирования шва, которые удаляются после завершения сварочного процесса. Эти выступающие части выполняются в форме небольших плоских выступов, как показано на примере, приведенном на чертеже. В этом случае сварной шов 22 всегда проходит полностью до передней или задней кромки компонентов 17, 18. Если же сварочный инструмент 23 перемещается до передней или задней кромки компонентов в отсутствие таких выступов, то сварной шов 22 в этих краевых областях может быть незаконченным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2013 |
|
RU2562177C2 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |
| СПОСОБ И УСТРОЙСТВО ПОЗИЦИОНИРОВАНИЯ ЛИСТОВЫХ ЭЛЕМЕНТОВ ДЛЯ СВАРКИ ВСТЫК | 2005 |
|
RU2440225C2 |
| Способ сварки трением с перемешиванием и устройство для его осуществления | 2015 |
|
RU2630147C2 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОВЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2314902C2 |
| ОБЛЕГЧЕННАЯ ЛОПАТКА ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2264902C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ЗАГОТОВОК ПЕРЕМЕННОЙ ТОЛЩИНЫ | 2017 |
|
RU2677559C1 |
| Способ изготовления сваркой трением с перемешиванием конструкций из листов алюминиевых или медных сплавов | 2021 |
|
RU2780760C1 |
| СТАНОК ДЛЯ СВАРКИ ПРОФИЛИРОВАННЫХ ЭЛЕМЕНТОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТМАССЫ | 2021 |
|
RU2841396C2 |
Изобретение может быть использовано для фиксации по меньшей мере двух компонентов (17, 18), в частности компонентов летательного аппарата, для соединения их кромок (20, 21) сварным швом (22) с помощью ротационной сварки трением. Основание (2) с подложкой (3) для сварки выполнено с возможностью ее размещения под сварным швом (22). С каждой стороны от подложки расположено по меньшей мере одно удерживающее устройство (4, 5) с каналами для создания разрежения для фиксации компонентов (17, 18). Опорные элементы (6-16) размещены по обеим сторонам от основания для фиксации каждого компонента (17, 18) по опорным точкам. При использовании предлагаемого в изобретении фиксирующего устройства можно вести ротационную сварку трением на более высоких скоростях. 10 з.п. ф-лы, 1 ил.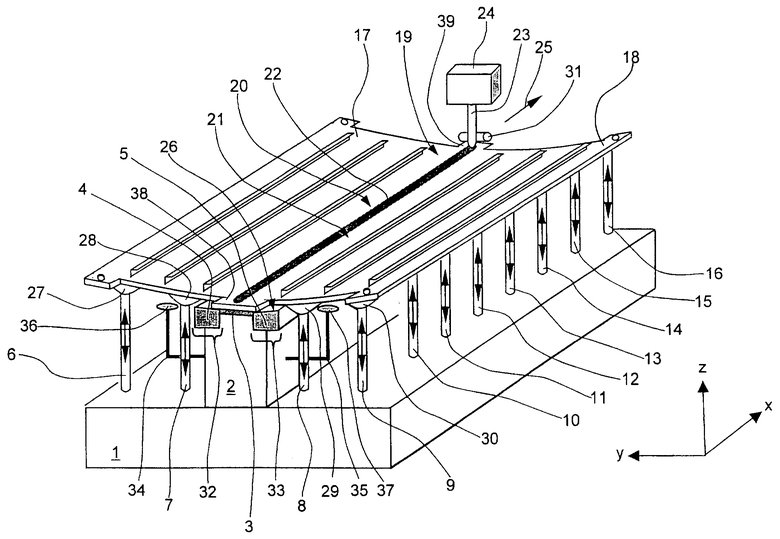
1. Устройство для фиксации по меньшей мере двух компонентов (17, 18), в частности компонентов (17, 18) летательного аппарата, для обеспечения соединения их кромок (20, 21) сварным швом (22) с помощью ротационной сварки трением, содержащее основание (2) с подложкой (3) для сварки с возможностью ее размещения под сварным швом (22), расположенное с каждой стороны от подложки по меньшей мере одно удерживающее устройство (4, 5), снабженное каналами для создания разрежения для фиксации компонентов (17, 18) и опорные элементы (6-16), размещенные по обеим сторонам от основания для фиксации каждого компонента (17, 18) по опорным точкам.
2. Устройство по п.1, в котором удерживающие устройства прикреплены к основанию (2) с возможностью съема.
3. Устройство по п.1 или 2, в котором геометрическая форма поверхностей удерживающих устройств (4, 5) соответствует форме поверхностей компонентов (17, 18) и/или их размерам.
4. Устройство по п.1, в котором ширина (32, 33) удерживающих устройств (4, 5) выбрана в соответствии с толщиной материалов, из которых изготовлены компоненты (17, 18).
5. Устройство по п.1, в котором подложка (3) для сварки выполнена с возможностью замены и размещения в зоне (19) формирования шва (22) примерно по его центру.
6. Устройство по п.1, в котором подложка (3) для сварки и удерживающие устройства (4, 5) формируют опорную поверхность (26).
7. Устройство по п.1, которое содержит по меньшей мере одно прижимное устройство, в частности прижимной ролик (31) для прижатия компонентов (17, 18) к подложке (3) для сварки в зоне (19) формирования шва.
8. Устройство по п.1, в котором опорные элементы (6-16) выполнены с возможностью перемещения для подгонки под различные геометрические формы поверхностей и/или размеры компонентов (17, 18).
9. Устройство по п.1, в котором опорные элементы (6-16) снабжены соединительными элементами, в частности присосками (27-30), для фиксации компонентов (17, 18).
10. Устройство по п.1, в котором удерживающие устройства (4, 5) и/или основание (2) выполнены из теплоизоляционного материала.
11. Устройство по п.1, в котором в области размещения удерживающих устройств (4, 5) и/или основания (2) размещено по меньшей мере одно позиционирующее устройство (34, 35) для установки и/или ориентирования компонентов (17, 18) на подложке (3) и/или на удерживающих устройствах (4, 5).
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| US 2002092149 A1, 18.07.2002 | |||
| US 5249785 A, 05.10.1993 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ КОНТЕЙНЕРА, СПОСОБ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА, ОБОЛОЧКА, КОНТЕЙНЕР И СПОСОБ ХРАНЕНИЯ | 1999 |
|
RU2222416C2 |

