Область техники
Изобретение имеет отношение к созданию вентилируемой формы и способа изготовления формового изделия.
Уровень техники
Различные изделия изготавливают путем введения исходного материала в полость в форме, в которой исходный материал претерпевает физическое изменение (например, расширяется или вспенивается), при этом получают изделие, которое приобретает конфигурацию полости формы. В частности, такую технологию обычно используют для изготовления изделий из полимерных вспененных материалов, таких как пенополиуретан, латексный вспененный материал (например, природный каучук и сополимер бутадиена и стирола) и т.п.
Например, автомобильные сиденья обычно изготавливают из полиуретановых подушек, которые формуют в соответствии с необходимой конфигурацией и затем покрывают отделочным покрытием из винила, ткани или кожи. Пенополиуретан является уникальным материалом, так как процесс вспенивания и по меньшей мере часть процесса полимеризации протекают одновременно. Типичный состав пенополиуретана, например при использовании обычной техники холодного вспенивания для получения пенополиуретана, содержит:
1. Высокомолекулярный спирт (полиол);
2. Воду;
3. Тетраметилэтандиамин;
4. Диметилэтаноламин;
5. Полиизоцианат.
Смесь вводят в форму с использованием подходящей смешивающей головки, после чего форму закрывают, чтобы обеспечить формование расширяющейся внутри нее массы. Обычно называют вводимую в форму смесь как "жидкая вспениваемая полимерная композиция" или в случае полиуретана как "жидкая вспениваемая полиуретановая композиция". Когда композиция расширяется в форме, происходит полимеризация и образованный таким образом полимер отверждается.
При формовании жидкой вспениваемой полимерной композиции, чтобы получить формовое изделие, такое как изделие из пенополиуретана, обычно используют форму в виде раковины, которая содержит нижнюю полуформу и верхнюю полуформу, которые в закрытом состоянии образуют полость формы. Форму сначала открывают, вводят жидкую вспениваемую полиуретановую композицию в полость формы и затем форму закрывают. После закрывания формы композиция расширяется за счет химической реакции и заполняет внутреннее пространство полости формы. Альтернативно композиция может быть введена в закрытую форму. В любом случае после завершения реакции полимеризации вспененный материал отверждается и навсегда принимает конфигурацию полости формы.
Специалистам в данной области известно, что в ходе описанного процесса важно надлежащим образом вентилировать форму, а именно выпускать имеющийся в форме воздух наружу, когда вспениваемая композиция расширяется. Кроме того, важно выпускать из формы часть газов (обычно СO2, если используют полиуретан), возникающих во время полимеризации.
Недостаточное вентилирование формы приводит к получению дефектного формового изделия, имеющего симптомы неправильного вспенивания, такие как твердение поверхности (или уплотнение вспененного материала) и/или образование пустот в готовом изделии за счет захвата пузырьков газа или воздуха. В другом крайнем случае избыточное вентилирование формы также приводит к получению дефектного формового изделия за счет разрушения (смятия) вспененного материала ранее его отверждения. Это явление часто называют эффектом «суфле». Таким образом, надлежащее вентилирование формы является важным фактором в получении формового изделия приемлемого качества.
Формы в виде раковины первого поколения обычно снабжают сверленными или прорезанными проходами в верхней полуформе, служащими в качестве вентиляционных каналов. Определение местонахождения, выбор размеров и числа этих вентиляционных каналов зависят от опыта проектировщика формы и технолога и часто сводится к итерационной процедуре, когда добавляют вентиляционные каналы (вентиляционные трубки) в различных местоположениях или блокируют некоторые вентиляционные каналы после проведения испытаний.
В ходе операций формования теряется часть жидкой вспениваемой полимерной композиции, которая поступила в вентиляционный канал. Обычно, желательно, понизить до минимума количество материала отходов (который также называют как "облой", "грибы", "почки", "лепешки" и т.п.) по двум причинам: (1) материал отходов повышает расходы на закупку химикатов, необходимых для изготовления готового изделия, и (2) материал отходов необходимо удалять из формового изделия ранее нанесения отделочного покрытия, для чего требуются дополнительные трудозатраты и расходы.
Как это обсуждается далее более подробно, уже достигнут некоторый прогресс в технологии вентилирования во время таких операций формования. Однако проектировщики форм и технологи непрерывно продолжают искать оптимальный компромисс между обеспечением достаточного вентилирования в надлежащих местоположениях и исключением избыточного вентилирования, чтобы снизить до минимума потери материала и уменьшить число вентиляционных каналов, необходимых для обеспечения надлежащего вентилирования. Однако, несмотря на некоторый достигнутый прогресс, все еще сохраняются проблемы, связанные с формованием изделий, особенно в случае использования пенополиуретана. В частности, существует проблема разрушения вспененного материала (отмеченная выше) и появления пустот и/или неполноты заполнения, что обсуждается далее более подробно. Таким образом, продолжает существовать насущная потребность в улучшении технологий вентилирования, чтобы решить проблему разрушения вспененного материала, образования пустот и/или неполноты заполнения.
Сущность изобретения
Задачей настоящего изобретения является устранение или смягчение по меньшей мере одного из указанных выше недостатков известного уровня техники.
Для этого в соответствии с одним из аспектов настоящего изобретения предлагается форма для изготовления формовых изделий, причем форма содержит первую полуформу и вторую полуформу, которые выполнены с возможностью входа зацепления для образования закрытого положения и с возможностью расцепления для перехода в открытое положение, при этом в закрытом положении образуется полость формы, причем поверхность полости формы содержит по меньшей мере одну канавку, соединенную по меньшей мере с одной вентиляционной трубкой, при этом по меньшей мере одна вентиляционная трубка содержит проход для выпуска газа из полости формы.
В соответствии с другим из аспектов настоящего изобретения предлагается форма для изготовления формовых изделий, причем указанная форма содержит крышку и чашу, которые входят в зацепление, с возможностью последующего расцепления, чтобы образовать полость формы, при этом крышка содержит: (i) вентиляционную трубку, имеющую проход для выпуска газа из полости формы, и (ii) множество канавок, соединенных с вентиляционной трубкой.
В соответствии с еще одним аспектом настоящего изобретения предлагается устройство для изготовления формовых изделий, причем указанное устройство содержит крышку и чашу, которые выполнены с возможностью зацепления для образования закрытого положения и с возможностью расцепления для перехода в открытое положение, при этом в закрытом положении образуется полость формы, причем по меньшей мере только крышка или только чаша содержит: (i) множество вентиляционных трубок, причем каждая вентиляционная трубка имеет проход для выпуска газа из полости формы, и (ii) множество взаимосвязанных канавок, которые имеют флюидное сообщение с множеством вентиляционных трубок.
Другие аспекты настоящего изобретения связаны с изготовлением формовой детали, а преимущественно формовой детали из вспененного материала с использованием описанных здесь выше форм и устройства.
Так, в соответствии с настоящим изобретением предлагаются новые подходы к улучшению вентилирования форм, в частности форм для изготовления изделий из вспененного материала. Эти подходы отличаются от всего того, что использовали ранее.
Традиционный подход к вентилированию предусматривает использование рада вентиляционных трубок в тех областях формы, в которых предположительно будет накапливаться газ, имеющийся в полости формы. Во многих случаях место расположения вентиляционных трубок ищут при помощи итеративного процесса (то есть методом проб и ошибок). В частности, после изготовления детали из вспененного материала, когда становятся видны поверхностные дефекты, просто перемещают вентиляционную трубку (например, одну или обе так называемые "автовентиляционную трубку" и/или "ленточный вентиляционный канал", как это обсуждается далее более подробно) в область формы, соответствующую положению дефекта в полученной детали из вспененного материала. В результате получают большое число вентиляционных трубок (40 или больше) на линии разъема формы и/или в верхней полуформе или же в крышке формы. Даже после применения такого подхода не удается преодолеть вероятность смятия вспененного материала и вероятность образования пустот, причем возможность неполноты заполнения улучшается в минимальной степени, что происходит, в частности, за счет ложного предположения, что местоположение дефекта в готовом изделии соответствует месту нахождения вентилируемого газа во время расширения вспененного материала.
Использованный в соответствии с настоящим изобретением подход состоит в исключении использования большого числа вентиляционных трубок в потенциально проблемных областях в форме. Авторы настоящего изобретения обнаружили, что использование одной или нескольких канавок/пазов на поверхности полости формы эффективно действует как сифон, чтобы вытягивать газ из композиции, подлежащей формованию. В соответствии с настоящим изобретением по меньшей мере одну канавку и/или паз соединяют с одной или несколькими вентиляционными трубками, которые затем позволяют выпускать газ из полости формы на внешнюю сторону формы.
В соответствии с наиболее предпочтительным вариантом одна или несколько канавок/пазов образуют так называемую сеть или ориентацию в виде сетки, которая покрывает существенную часть поверхности полости формы (при этом существенная часть поверхности полости формы соответствует В-поверхности готового изделия). Это позволяет использовать существенно меньше вентиляционных трубок и исключить необходимость точного расположения вентиляционных трубок в каждой потенциально проблемной области в полости формы. Равным образом, или что еще важнее, использование такой описанной здесь сети или сетки канавок и/или пазов приводит к существенным преимуществам при изготовлении формовых изделий, которые в результате не будут иметь проблем, связанных со смятием (разрушением) вспененного материала, пустотами и/или с неполнотой заполнения.
Ряд этих преимуществ усиливается за счет использования одной или нескольких канавок/пазов на поверхности полости формы, эффективно действующих как сифон, чтобы вытягивать газ из композиции, подлежащей формованию, и направлять этот газ в одну или несколько вентиляционных трубок. Эти преимущества включают в себя:
- Возможность изготовления деталей из вспененного материала, имеющих относительно низкую плотность, однако при исключении или смягчении риска смятия вспененного материала. Ранее один из подходов для управления риском был связан с выбором химического состава вспениваемой композиции, за счет чего получают изделие с относительно высокой плотностью. Возможность изготовления изделий с относительно низкой плотностью за счет использования предложенного здесь подхода к вентилированию позволяет выпускать изделия меньшего веса, что является весьма предпочтительным при производстве автомобилей, принимая во внимание растущую стоимость горючего.
- Возможность вводить разнородные элементы в подлежащую формованию композицию, однако при исключении и/или при снижении риска смятия вспененного материала. Например, если жидкую вспениваемую композицию вводить в полость формы, то разнородными элементами могут быть одна, или несколько вставок из вспененного материала (например, чтобы получить изделие из вспененного материала с двумя степенями твердости или с множеством степеней твердости), или вставок не из вспененного материала (например, чтобы создать участок застежки "велкро" (застежки типа липучки), механический зажим, вставку из ткани и т.п.). В известном уровне техники природа, размер и/или положение такого разнородного элемента были относительно ограниченными, принимая во внимает риск разрушения вспененного материала.
- Возможность решить совместно проблемы разрушения вспененного материала и появления неполноты заполнения и пустот в изделии из вспененного материала.
- Возможность существенно уменьшить число вентиляционных трубок, необходимых для обеспечения соответствующего вентилирования формы. Это позволяет уменьшить капитальные затраты и эксплуатационные расходы. Кроме того, возможность использования существенно меньшего числа вентиляционных трубок создает предсказуемую среду вокруг вентиляционных трубок (и вокруг формы). Это создает потенциал для управления средой вокруг вентиляционных трубок (и вокруг формы), что позволяет исключить и/или уменьшить неконтролируемый выпуск газа из формы.
- Одна или несколько канавок/пазов на поверхности полости формы эффективно самоочищаются, а именно после вентилирования газов из формы, полость формы заполняется и затем (после полимеризации) вынимают готовый продукт из формы, который имеет "негатив" одной или нескольких канавок/пазов (например, в виде одного или нескольких выступов). Существует незначительное засорение канавок/пазов (или же это засорение совсем отсутствует) за счет формуемой композиции и/или за счет любых формных разделительных составов, которые первоначально распыляют на поверхности полости формы, чтобы облегчить выемку из формы. Исключение засорения (забивания) за счет формных разделительных составов является особенно предпочтительным, так как такие составы широко используют и наносят на каждую канавку/паз.
Использование одной или нескольких канавок/пазов позволяет создавать сифоны или иным образом канализировать газ (например, за счет капиллярного эффекта) в полости формы, при этом внутреннее давление в форме остается относительно низким. Канавки и/или пазы соединяют с вентиляционным каналом (трубкой), которым может быть ленточный вентиляционный канал, автовентиляционная трубка или так называемая вентиляционная трубка с развитой логикой.
Одну или несколько канавок/пазов преимущественно располагают в "самой верхней точке" крышки формы, так как это содействует вытягиванию газа из верхних геометрических областей, которые должны вентилироваться. Также в высшей степени предпочтительно ориентировать паз/канавку на периферии (на краю) полости формы, вблизи от линии разъема. Эта периферийная канавка/паз может быть расположена на крышке или в чаше формы, и ее расположение частично зависит от конфигурации изготавливаемого изделия.
Подход с использованием канавок/пазов находит особое применение в ситуации, в которой подлежащая формованию деталь является весьма фасонной. Таким образом, канавка/паз может быть расположена в самой верхней точке фасонной поверхности, как уже было упомянуто здесь выше, и/или может быть касательной к радиусу кромки или губки контура в форме.
Когда периферийную канавку/паз используют в соответствии с описанным здесь выше, преимущественно используют также одну или несколько так называемых соединительных канавок/пазов, предназначенных для соединения периферийной канавки/паза, например, с ленточным вентиляционным каналом.
В случае относительно плоских поверхностей полости формы преимущественно следует ориентировать ряд канавок/пазов в виде сети или в виде сетки, чтобы обеспечить расположение канавок/пазов главным образом в шахматном порядке, причем каждый квадрат условной шахматной доски будет иметь площадь в диапазоне ориентировочно от 4 до 16 дюймов2. Само собой разумеется, что когда основная поверхность полости формы является только слегка фасонной, сеть может не потребоваться для того, чтобы распределить канавки/пазы по точным квадратам.
В том случае, когда изготавливаемая деталь является несколько удлиненной, преимущественно следует располагать несколько канавок/пазов продольно на поверхности полости формы и соединять их со схемой литников главным образом на одном конце полости формы. За счет введения вспененной композиции на одном конце полости формы вспененный материал должен будет двигаться в продольном направлении, чтобы заполнять полость формы, и это позволяет участкам продольно ориентированных канавок/пазов, находящимся впереди потока вспененного материала, надежно отводить газ из полости формы в вентиляционную трубку и затем наружу из формы.
Как это обсуждается далее более подробно, можно иметь одну, или несколько "мини" сетей, или изолированных сетей либо можно иметь ориентацию канавок/пазов в виде сетки, чтобы обеспечить вентилирование сильно фасонной полости формы или выступающих областей полости формы.
Также весьма предпочтительно иметь одну или несколько канавок/пазов, ориентированных так, чтобы канавки/ пазы обеспечивали избыточность для использованного числа вентиляционных трубок, расположенных в крышке и/или на линии разъема формы.
Краткое описание чертежей
Далее варианты настоящего изобретения будут описаны со ссылкой на сопроводительные чертежи, на которых аналогичные детали имеют одинаковые позиционные обозначения.
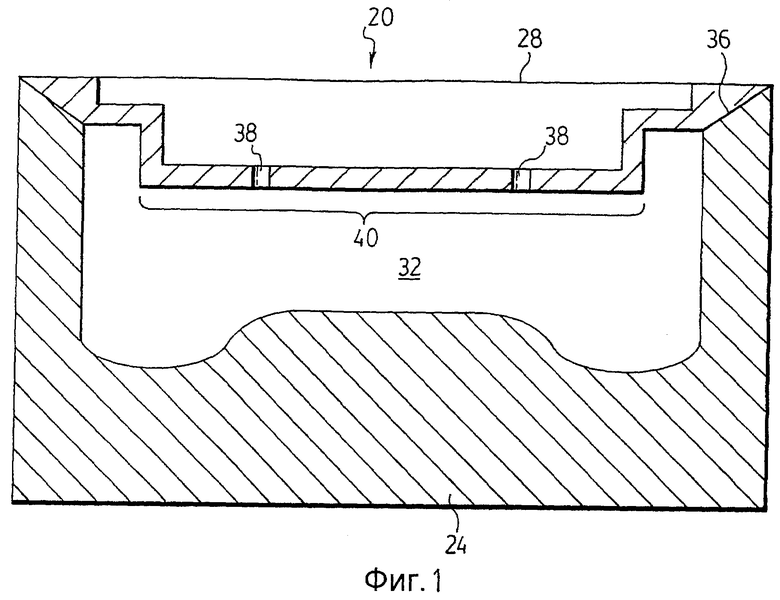
На фиг.1 показан разрез формы в соответствии с известным уровнем техники.
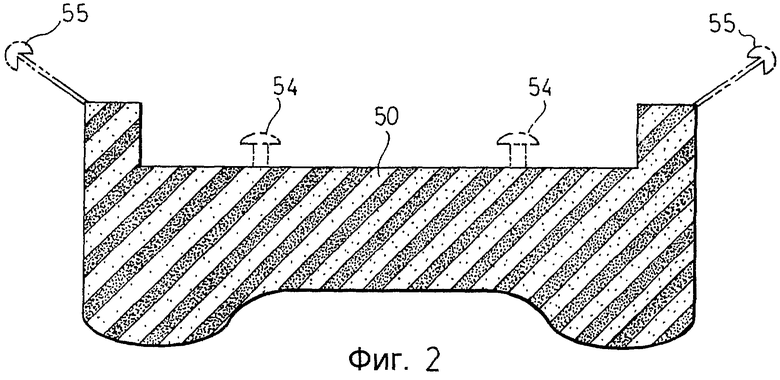
На фиг.2 показан разрез изделия из вспененного материала, изготовленного с использованием формы, показанной на фиг.1.
На фиг.3 и 4 показан с увеличением вид в перспективе участка известного вентиляционного устройства.
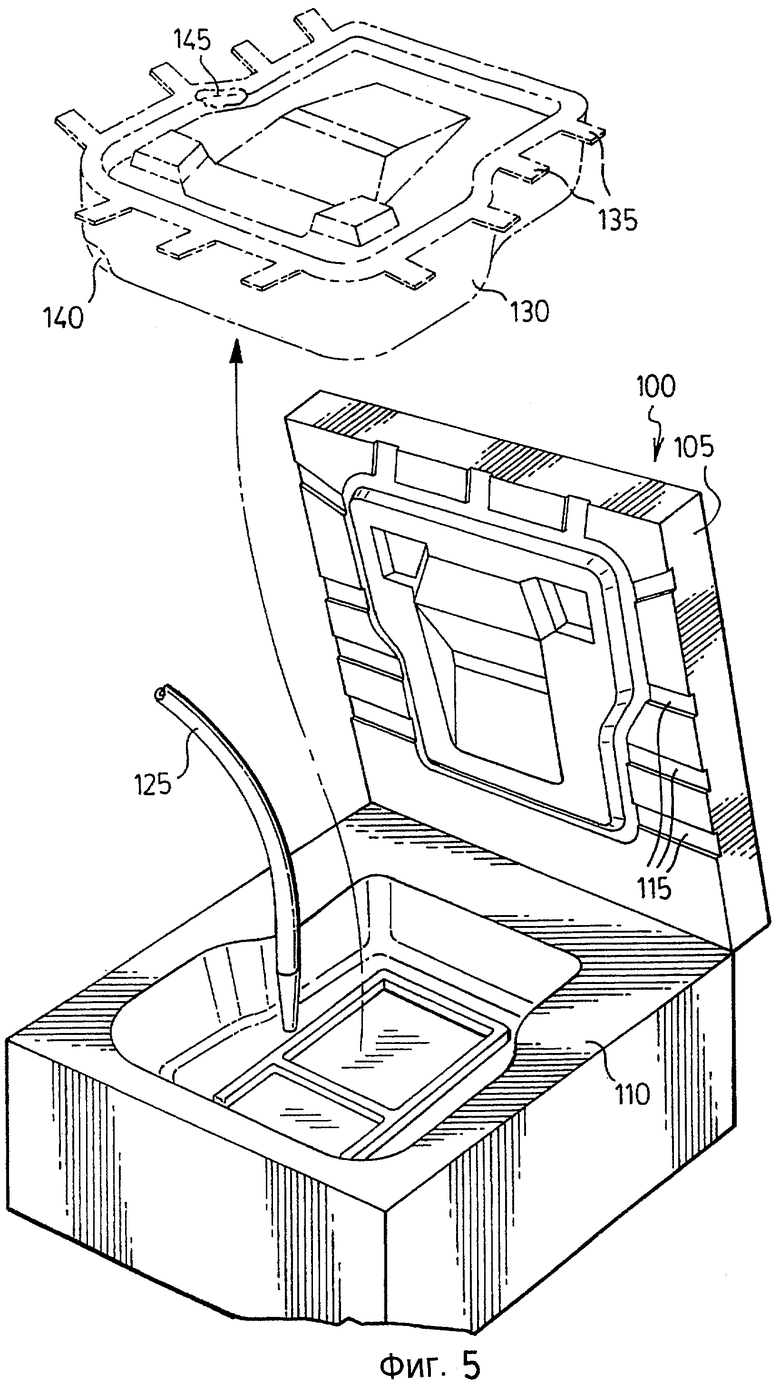
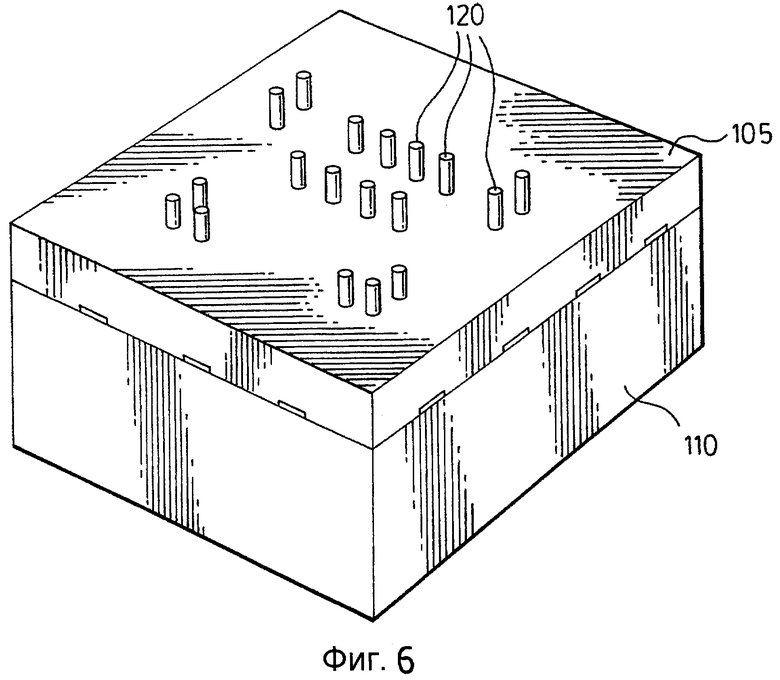
На фиг.5 и 6 показано изготовление формового изделия в известной форме.
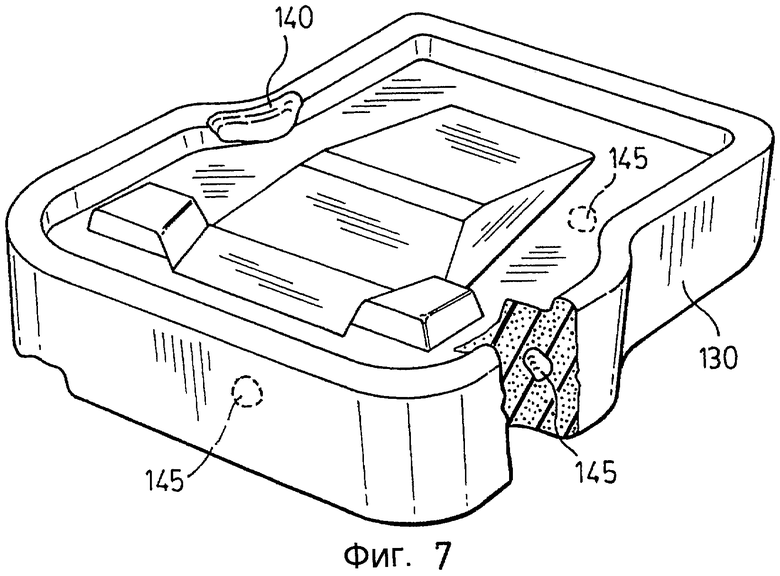
На фиг.7 показан вид в перспективе изделия из вспененного материала, изготовленного с использованием известной формы, показанной на фиг.5 и 6.
На фиг.8 показан разрез предпочтительного варианта предлагаемой формы, показанной во время изготовления формового изделия.
На фиг.9 показан вид сверху формы, показанной на фиг.8, частично штриховыми линиями, чтобы показать содержимое формы.
На фиг.10 показан вид в перспективе изделия из вспененного материала, изготовленного с использованием формы, показанной на фиг.8 и 9.
На фиг.11 показан с увеличением разрез модификации формы, показанной на фиг.8.
На фиг.12 показан с увеличением участок изделия из вспененного материала, изготовленного с использованием формы, показанной на фиг.11.
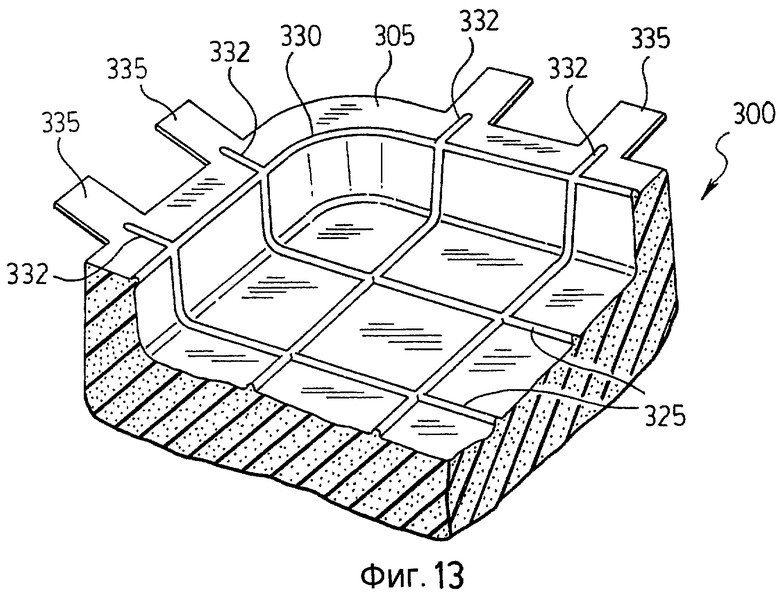
На фиг.13-16 показаны различные изделия из вспененного материала, изготовленные в соответствии с различными вариантами сети канавок, предусмотренных в предлагаемой форме.
На фиг.17 показан с увеличением разрез другого варианта предложенной формы.
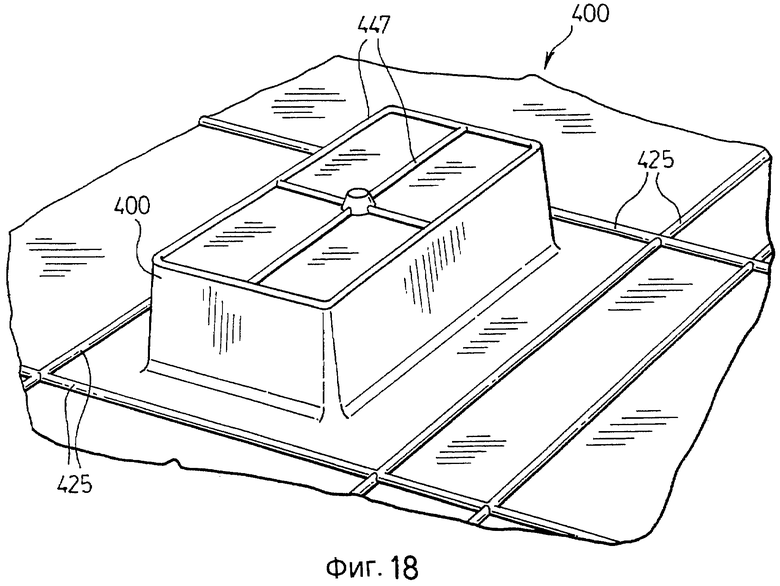
На фиг.18 показано с увеличением изделие из вспененного материала, изготовленное с использованием формы, показанной на фиг.17.
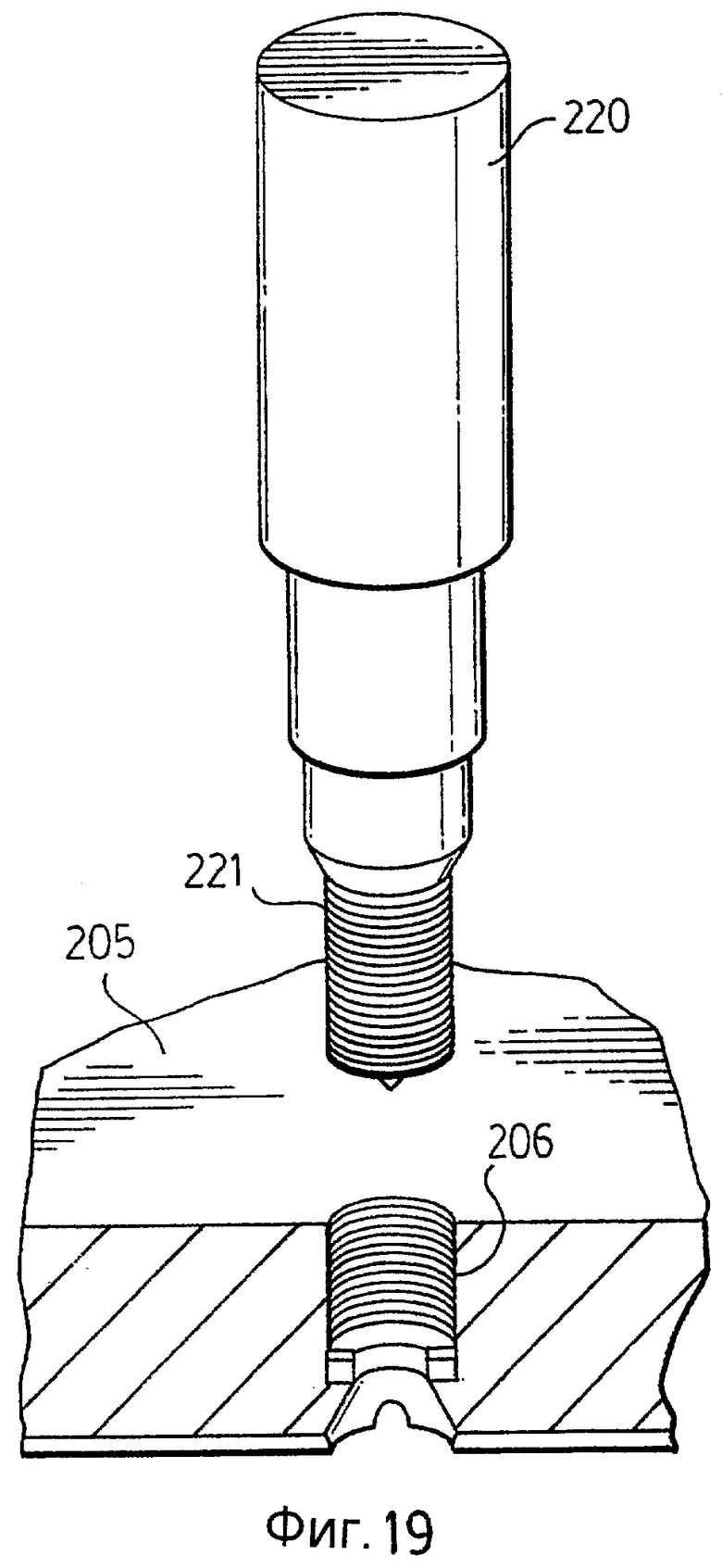
На фиг.19 показан с увеличением вид в перспективе, поясняющий установку вентиляционной трубки в форму в соответствии с настоящим изобретением.
На фиг.20 показан с увеличением разрез вентиляционного канала в предложенной форме.
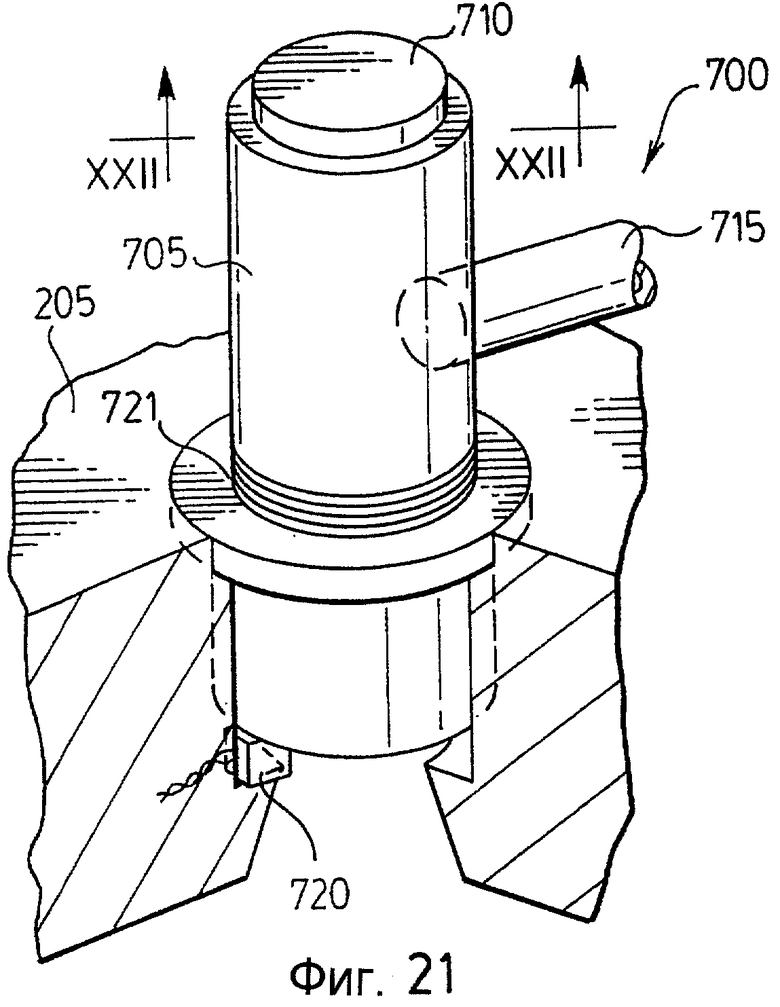
На фиг.21 показан с увеличением вид в перспективе первой предпочтительной вентиляционной трубки, установленной в предложенной форме.
На фиг.22 показан разрез по линии XXII-XXII фиг.21.
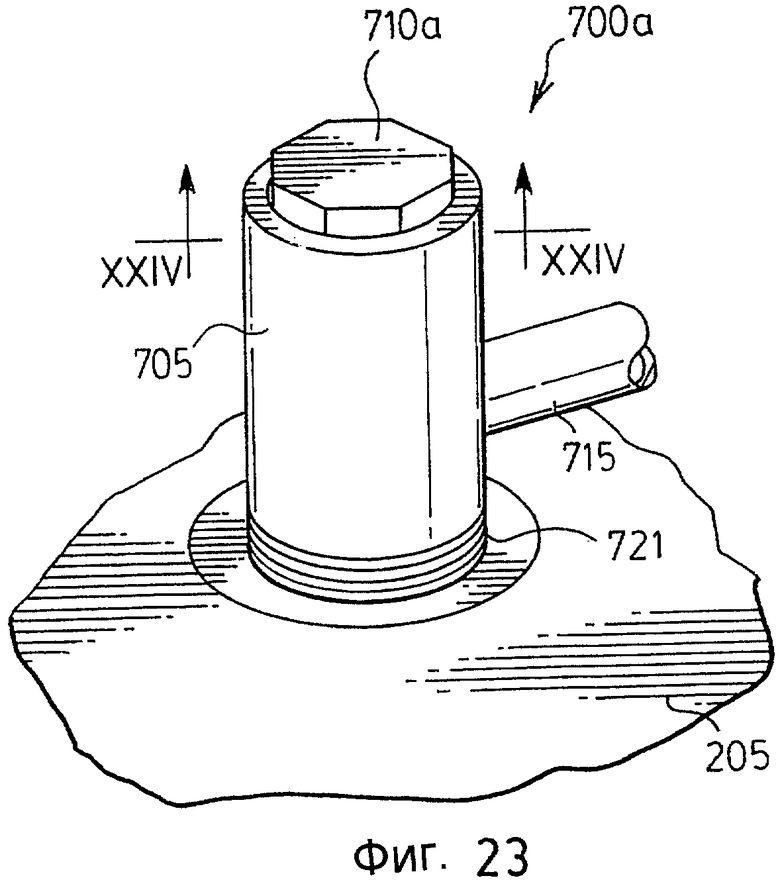
На фиг.23 показан с увеличением вид в перспективе второй предпочтительной вентиляционной трубки, показанной на фиг.20 и установленной в форме в соответствии с настоящим изобретением.
На фиг. 24 показан разрез по линии XXIV-XXIV фиг.23.
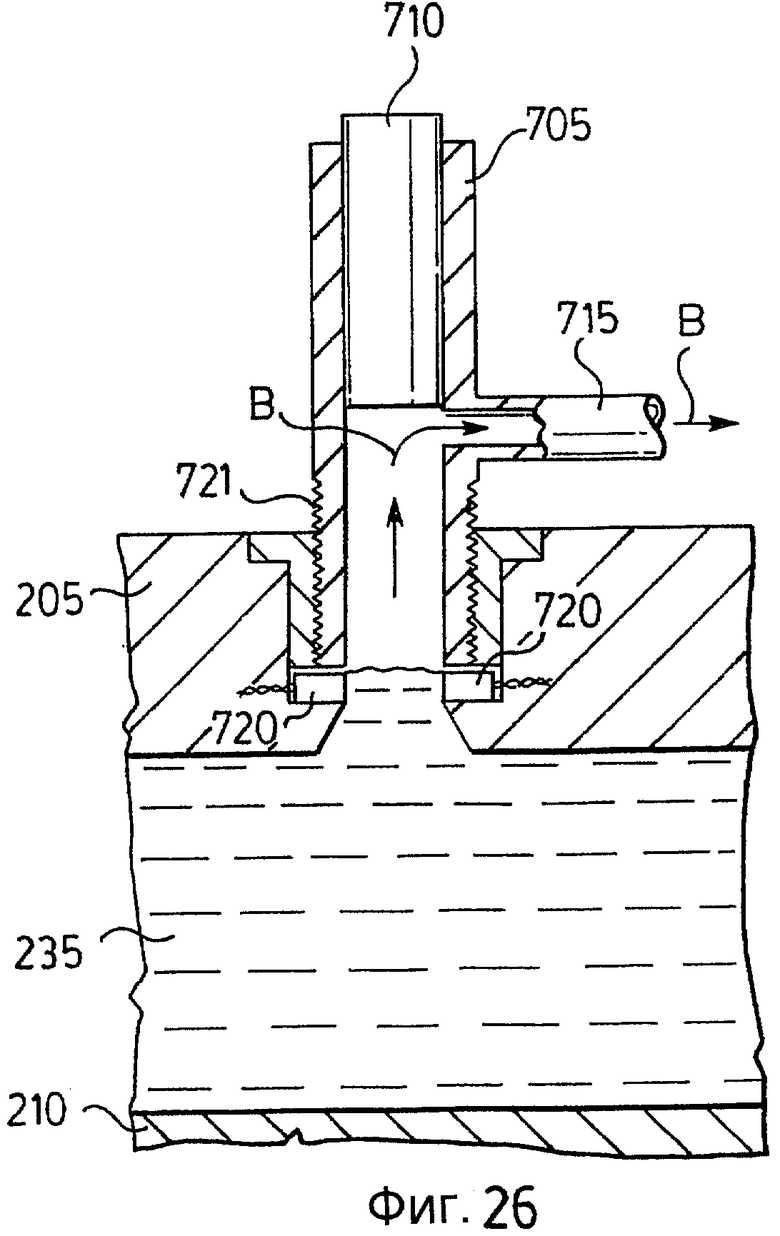
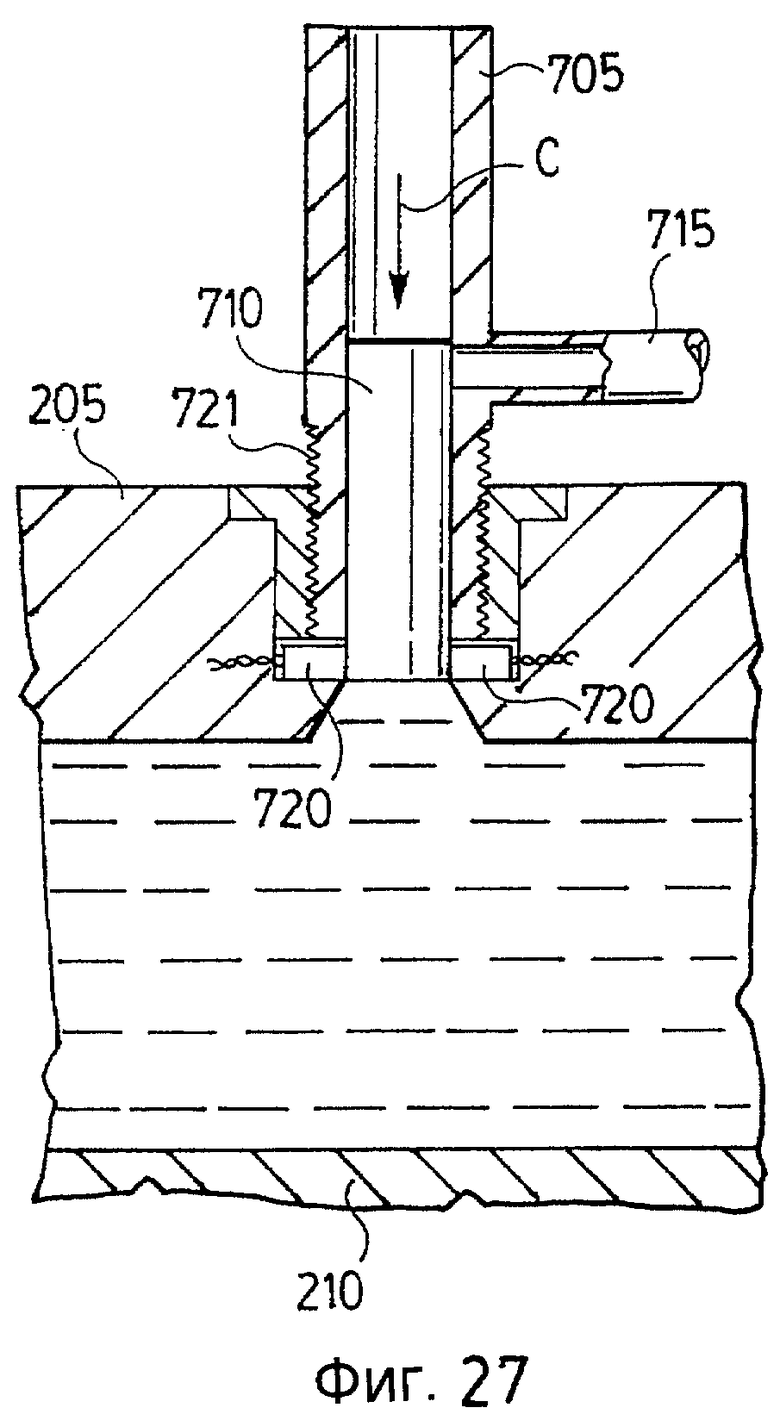
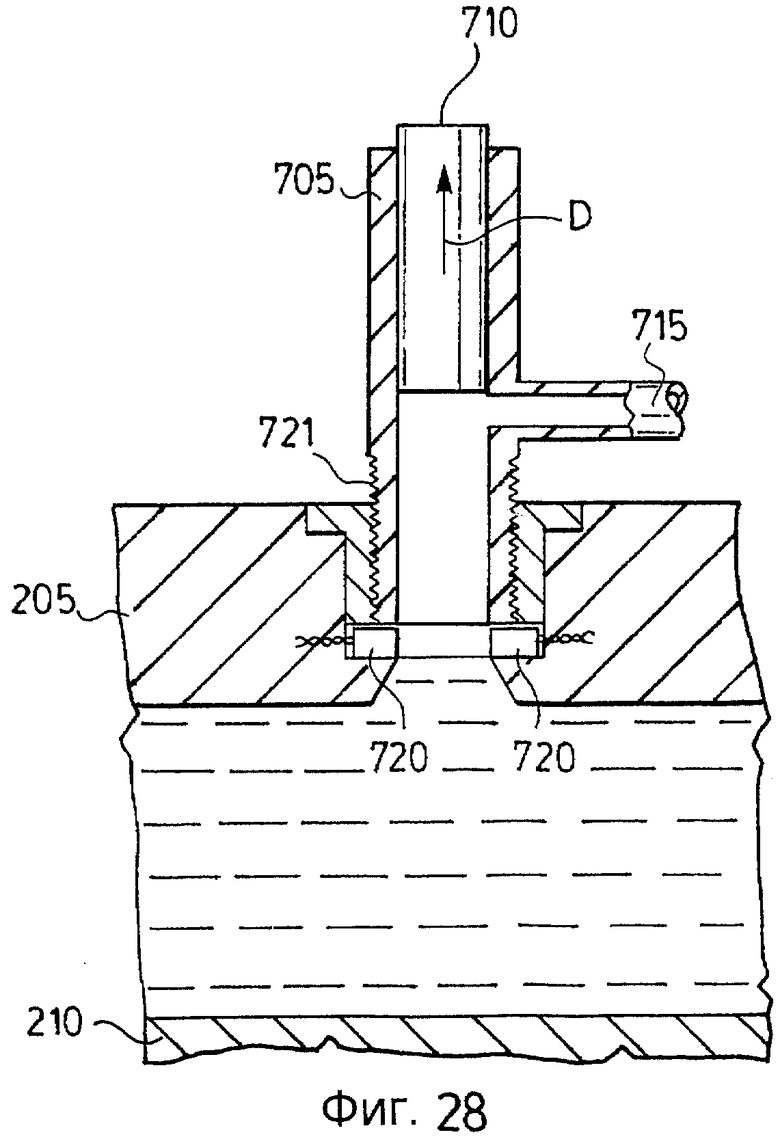
На фиг.25-28 поясняется работа вентиляционной трубки, показанной на фиг.21-22.
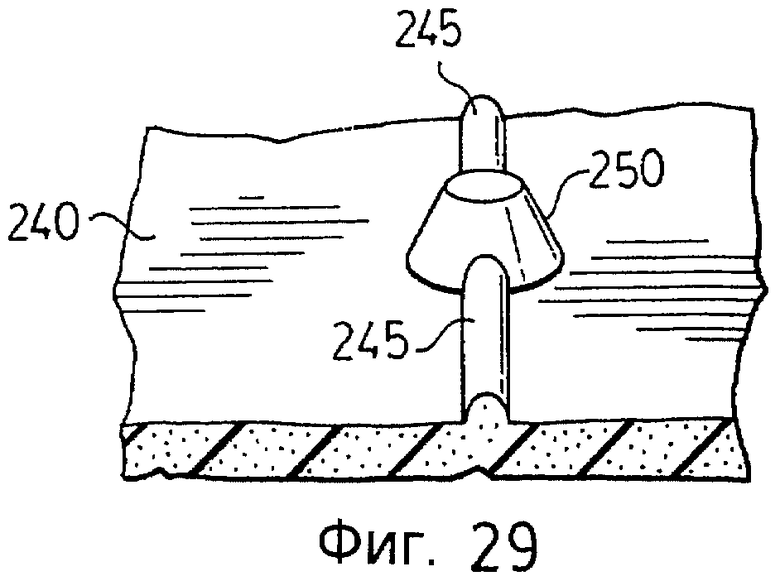
На фиг.29 показан с увеличением вид в перспективе изделия из вспененного материала, изготовленного с использованием вентиляционных трубок, показанных на фиг.20-28.
Подробное описание предпочтительных вариантов изобретения
Дальнейшее описание проведено со ссылкой на наиболее предпочтительную жидкую вспениваемую полимерную композицию на базе полиуретана. Однако специалисты легко поймут, что настоящее изобретение может быть использовано и для других типов вспениваемых материалов, в том числе (но без ограничения) для латексного вспененного материала, неопренового вспененного материала, поливинилхлоридного (ПВХ) вспененного материала и т.п.
Сначала будет проведено обсуждение известной формы первого поколения со ссылкой на фиг.1 и 2, а затем будет проведено обсуждение известной формы второго поколения, со ссылкой на фиг.3 и 4.
На фиг.1 и 2 показана типичная форма в виде раковины моллюска, аналогичная тем, которые используют для формования автомобильной подушки сиденья из пенополиуретана, причем эта форма обозначена в общем виде позицией 20 на фиг.1. Форма 20 содержит нижнюю полуформу 24 (также известную специалистам как "чаша") и верхнюю полуформу 28 (также известную специалистам как "крышка"), которые соединены друг с другом при помощи обычной петли или другого средства (не показаны). При закрывании нижняя полуформа 24 и верхняя полуформа 28 образуют полость 32, которая соответствует по конфигурации автомобильной подушке сиденья.
В процессе использования верхнюю полуформу 28 разделяют от нижней полуформы 24 и вводят заданное количество жидкой вспениваемой полиуретановой композиции в нижнюю полуформу 24. Верхнюю полуформу 28 и нижнюю полуформу 24 затем соединяют друг с другом и вводят в плотное зацепление, чтобы герметизировать форму, после чего жидкая вспениваемая полиуретановая композиция расширяется и вытесняет воздух из полости 32. Этот вытесняемый воздух выходит из полости 32 через относительно широкую линию 36 разъема и через один или несколько верхних вентиляционных каналов 38 в верхней полуформе 28. Более того, когда полиуретановая композиция расширяется, происходят полимеризация композиции и выделение газообразного СО2 в полости 32. Этот газообразный СО2 также может выходить из полости 32 через линию 36 разъема и через верхние вентиляционные каналы 38. Специалистам хорошо известно (и это здесь не обсуждается), что жидкая вспениваемая полимерная композиция в конечном счете полностью полимеризуется и отверждается, приобретая конфигурацию полости 32.
Специалистам также хорошо известно, что необходимо выбирать количество жидкой вспениваемой полиуретановой композиции, вводимой в полость 32, так, чтобы полость 32 была главным образом полностью заполнена, чтобы избежать возникновения разрушения вспененного материала, связанного с неполнотой заполнения, а также возникновения пустот и других дефектов вспенивания в формовом изделии. Несмотря на то, что легко рассчитать надлежащее количество жидкой вспениваемой полиуретановой композиции для конкретной формы, при использовании формы первого поколения, такой как форма 20, приходится вводить избыточное количество полимерной композиции в форму, чтобы компенсировать материал, который вытекает из формы через линию 36 разъема и через верхние вентиляционные каналы 38. Этот избыток, несмотря на то, что он содействует тому, что полость 32 заполняется целиком и поэтому исключается разрушение вспененного материала, связанное с неполнотой заполнения, а также исключается возникновение пустот и других дефектов вспенивания в формовом изделии, на самом деле представляет собой просто потери ценного исходного материала, который к тому же с большим трудом приходится удалять в последующей дополнительной операции.
В этих известных формах первого поколения во время операции формования воздух и реакционные газы, возникающие за счет расширения композиции, выходят из полости 32 через линию 36 разъема и через верхние вентиляционные каналы 38, пока вспененный материал не дойдет до уровня соответствующих входов в линию разъема и в эти каналы.
С этого момента любое дальнейшее расширение вспененного материала приводит к поступлению вспененного материала в щель линии 36 разъема и/или в верхние вентиляционные каналы 38. В самом простом случае наличия полости без неоднородностей вспененный материал доходит до уровня линии разъема и/или до вентиляционных каналов приблизительно в одно и то же время, обычно в момент максимального расширения вспененного материала или вблизи от него. Таким образом, при условии, что нужное количество жидкой вспениваемой полиуретановой композиции было введено в полость, только небольшое количество вспененного материала будет поступать в щель линии разъема и/или в вентиляционные каналы, когда полость 32 заполнена целиком.
Однако на практике, как это показано на фиг.1, большинство форм имеют неоднородности в их полостях, позволяющие получать различные элементы формового изделия. В таком случае толщина и конфигурация полости 32 обычно варьируют по длине полости, и входы в щель линии 36 разъема и в верхние вентиляционные каналы 38 в форме могут быть расположены на разных высотах, в зависимости от того, где они сообщаются с полостью 32. Более того, в полости 32 возникают также локализованные области изменения давления, связанные с особенностями накопления и перемещения вспененного материала и полученных газов между неоднородностями, и поэтому уровень расширения массы вспененного материала в различных частях полости 32 в различные моменты времени может изменяться.
За счет указанных выше факторов имеющийся в полости вспененный материал обычно достигает уровня щели линии разъема и/или уровня различных вентиляционных каналов в различное время, пока вспененный материал еще расширяется. Например, в той области, в которой верхняя часть полости 32 расположена ниже, чем в окружающих областях, например в области 40 на фиг.1, вспененный материал может быстро дойти до верхних вентиляционных каналов 38. Так как в этот момент вспененный материал все еще поднимается в остальной части полости 32 и еще не является отвержденным, то достаточно большое количество вспененного материала может поступать в верхние вентиляционные каналы 38 в этой области.
Таким образом, так как количество вспененного материала, поступающего в щель линии 36 разъема и в верхние вентиляционные каналы 38 снижает количество вспененного материала, остающегося в полости 32, на аналогичное количество, то требуется, чтобы количество жидкой вспениваемой полиуретановой композиции, вводимой в полость 32, включало в себя избыточное количество (по сравнению с тем, которое требуется для заполнения полости 32), равное количеству, поступившему в щель линии разъема и в вентиляционные каналы. Это избыточное количество, которое необходимо для надлежащей работы известной ранее формы, главным образом образует материал отходов, который с трудом приходится удалять в последующей операции, что повышает стоимость изготовления изделия.
Кроме того, как это показано на фиг.2, вспененный материал, который поступает в верхние вентиляционные каналы 38, образует "грибы" 54 (показанные штриховыми линиями) из материала отходов на формовом изделии 50. Дополнительно вспененный материал, который поступает в щель линии 36 разъема, образует "лепешки" 55 из материала отходов на формовом изделии 50. Обычно грибы 54 и лепешки 55 следует отделять от изделия 50 и удалять из формы 20 ранее нанесения отделочного покрытия, чтобы готовое изделие с покрытием имело приемлемые внешний вид и текстуру и чтобы подготовить форму 20 к повторному использованию. Необходимость удаления грибов 54 и лепешек 55 приводит к повышению трудозатрат, связанных с изготовлением формового изделия.
В дополнение к избытку жидкой вспениваемой полиуретановой композиции, который добавляют для компенсации материала, поступившего в вентиляционные каналы, добавляют также избыток жидкой вспениваемой полиуретановой композиции, чтобы компенсировать вариации процесса, связанные с изменениями температуры, влажности, давления окружающей среды и с незначительными изменениями композиции жидкой вспениваемой полиуретановой композиции. Таким образом, в этих известных формах первого поколения потери материала, поступающего в вентиляционные каналы, являются неизбежными.
В патентах США 5,356,580 (Re. 36,413), 5,482,721 (Re. 36,572) и 5,587.183 [которые именуются далее как патенты Кларка] раскрыта форма второго поколения. Эта раскрытая в патентах Кларка форма второго поколения отличается тем, что вентиляционные каналы по линии 36 разъема, описанные выше со ссылкой на фиг.1, заменены усовершенствованными вентиляционными устройствами по линии разъема. Эти усовершенствованные вентиляционные устройства по линии разъема представляют собой высокоэффективные вентиляционные устройства, которые обеспечивают вентилирование всего объема полости формы. Эта раскрытая в патентах Кларка форма второго поколения отличается тем, что верхние вентиляционные каналы 38, описанные выше со ссылкой на фиг.1, заменены усовершенствованной верхней вентиляционной системой. Специалистам в данной области известно, что верхние вентиляционные системы необходимы для вентиляции изолированных областей полости формы (то есть необходимы вентиляционные каналы, идущие от линии разъема). Далее, со ссылкой на фиг.3 и 4, будет проведено обсуждение работы усовершенствованной верхней вентиляционной системы для формы второго поколения.
На фиг.3 и 4 показана верхняя вентиляционная система 60. Верхняя вентиляционная система 60 содержит цилиндрическую расточку 62 и разгрузочный штырь 64, расположенный внутри цилиндрической расточки 62. Внешняя сторона цилиндрической расточки 62 содержит резьбовой участок 66, который входит в зацепление с дополняющим резьбовым участком формы (не показан). В показанном варианте участок разгрузочного штыря 64, расположенный ближе всего к отверстию цилиндрической расточки 62, имеет шестиугольное поперечное сечение. Шесть точек шестиугольного поперечного сечения разгрузочного штыря 64 находится в зацеплении с цилиндрической расточкой 62 и образуют шесть сегментобразных вентиляционных каналов 68. Проксимальный конец (не показан) разгрузочного штыря 64 имеет поперечное сечение, дополняющее поперечное сечение цилиндрической расточки 62. Отверстие (не показано) предусмотрено между дистальным концом и проксимальным концом (не показан) разгрузочного штыря 64, которое позволяет газам, входящим в вентиляционные каналы 68, выходить из выпуска (не показан) верхней вентиляционной системы 60.
Верхняя вентиляционная система 60 встроена в форму, такую как форма 20 (фиг.1), и заменяет все вентиляционные каналы 38. При использовании жидкую вспениваемую полиуретановую композицию вводят в полость 32 и вводят нижнюю полуформу 24 и верхнюю полуформу 28 в герметичное зацепление. Воздух, имеющийся в полости 32, и газы, возникающие за счет химической реакции, происходящей при расширении композиции, вентилируются через вентиляционные каналы 68. Вязкость этих газов такова, что они относительно легко протекают через вентиляционные каналы 68. Когда уровень вспененного материала в форме 20 доходит до входа в вентиляционные каналы 68, вспененный материал входит в вентиляционные каналы 68. За счет ограниченного поперечного сечения вентиляционных каналов 68, снижающего скорость расширения композиции, эта последняя может только медленно двигаться через вентиляционные каналы 68. При условии правильного выбора поперечного сечения вентиляционных каналов 68 жидкая вспениваемая полимерная композиция прекращает движение при незначительном перемещении вдоль вентиляционных каналов и ранее достижения выпускного отверстия (не показано) верхней вентиляционной системы 60.
После завершения расширения массы вспенивающегося материала полученное изделие из вспененного материала вынимают из формы 20. Это обеспечивают за счет открывания (за счет вывода из зацепления) нижней полуформы 24 и верхней полуформы 28 и выемки изделия из вспененного материала из нижней полуформы 24. Во время открывания формы любой вспененный материал, который проник при расширении в вентиляционные каналы 68, будет оторван от изделия из вспененного материала. Такой оторванный материал будет приводить к блокировке (закупориванию) вентиляционных каналов 68 и, следовательно, должен быть удален ранее повторного использования формы 20. Это обеспечивают за счет перемещения со скольжением разгрузочного штыря 64 вперед так, чтобы он выходил из дистального конца цилиндрической расточки 62 (фиг.4). Как это описано в патентах Кларка, подобная операция приводит к тому, что проксимальный конец (не показан) разгрузочного штыря 64 (то есть конец, имеющий поперечное сечение, дополняющее поперечное сечение цилиндрической 62 расточки) будет удалять из цилиндрической расточки 62 любой вспененный материал, блокирующий вентиляционные каналы 68.
Со ссылкой на фиг.5-6 далее будет описана работа формы 100, аналогичной предложенной в патентах Кларка. Форма 100 содержит крышку 105 и чашу 110, которая входит в зацепление с крышкой 105, с возможностью последующего расцепления. Крышка 105 имеет ряд линий разъема или так называемых "ленточных вентиляционных каналов", расположенных на ее поверхности,
Кроме того, на крышке 105 имеется ряд так называемых "автовентиляционных" трубок 120, аналогичных применяемым в патентах Кларка.
При использовании вспениваемую композицию (не показана) вводят в чашу 110 через распределитель 125. Крышку 105 затем закрывают и позволяют текучей массе заполнить полость формы. После этого крышку 105 открывают на петлях и деталь 130 из вспененного материала вынимают из формы 100. Деталь 130 из вспененного материала содержит ряды лент 135 из вспененного материала, которые можно не удалять, а просто отогнуть назад при нанесении отделочного покрытия на деталь 130.
Несмотря на преимущества, обеспечиваемые за счет использования патентов Кларка, все еще существуют ситуации, в которых качество изделия оставляет желать лучшего.
В частности, как уже было упомянуто здесь выше, существуют два дефекта, которые проявляются время от времени: пустоты и неполнота заполнения. Неполнота заполнения представляет собой поверхностный дефект, который проявляется в изделии 130 из вспененного материала как поверхностные раковины 140. Другой проблемой является образование пустот 145 внутри изделия 130 из вспененного материала ("подповерхностные пустоты") и на поверхности изделия 130 из вспененного материала ("поверхностные пустоты", не показаны). Поверхностные пустоты в изделии из вспененного материала проявляются как локализованная область изделия из вспененного материала, которая не была образована - например, в результате того, что вспененная композиция не расширилась в достаточной степени для того, чтобы полностью заполнить фасонную секцию крышки формы, так что в полученной детали из вспененного материала на месте отсутствующей секции образуется пустота. При обычных технологиях формования крышку 105 используют для формования так называемой В-поверхности детали из вспененного материала, в то время как поверхность чаши 110 используют для формования так называемой А-поверхности детали 130 из вспененного материала. Несмотря на то, что поверхностные раковины 140 могут появляться на любой поверхности детали 130 из вспененного материала, они могут регулярно присутствовать на В-поверхности детали 130 из вспененного материала. Обычно при наличии поверхностных раковин 140 за счет неполноты заполнения размещают дополнительную автовентиляционную трубку 120 в области крышки 105, соответствующей местоположению пустоты 140.
В результате для единственной формы 100 стало обычным делом использование порядка 40 (или больше) вентиляционных каналов, выполненных в виде ленточных вентиляционных каналов 115 и автовентиляционных трубок 120. Даже при наличии такого большого числа вентиляционных каналов (трубок) все еще могут появляться поверхностные раковины 140 за счет неполноты заполнения и пустоты 145 (поверхностные пустоты или подповерхностные пустоты).
В соответствии с настоящим изобретением предлагается совершенно другой подход к улучшению вентилирования газа, образованного при заполнении полости формы массой вспененного материала.
В частности, авторы настоящего изобретения обнаружили, что нет необходимости иметь такое большое число вентиляционных каналов (трубок) и полагаться на такие вентиляционные каналы (трубки) при вентилировании локализованной части полости формы. Авторы настоящего изобретения обнаружили, что одна или несколько канавок (или пазов) на поверхности полости формы могут быть использованы в качестве трубопровода, предназначенного для вытягивания подлежащего вентиляции газа в обычный вентиляционный канал (трубку), без необходимости установки вентиляционной трубки в каждую область, где предполагается вентилировать газ.
В соответствии с особенно предпочтительным вариантом осуществления настоящего изобретения эти канавки или пазы расположены на пересечениях или в виде сетки, причем по меньшей мере одна такая канавка/паз предусмотрена на краю (на периферии) полости формы. Эти канавки/пазы работают как сифоны (например, за счет капиллярного эффекта), позволяющие облегчить удаление газа из полости формы.
Таким образом, в соответствии с предпочтительным вариантом настоящего изобретения предлагаемый подход к вентилированию формы связан с использованием предыдущих локальных вентиляционных каналов в качестве эффективных вентиляционных каналов для данной области за счет расположения множества канавок/пазов на поверхности полости формы. Способность этих канавок/пазов эффективно транспортировать газ является функцией взаимодействия с естественным ростом поднимающегося вспененного материала, функцией толщины области, в которой содержатся канавки/пазы, и функцией эффекта перекрытия геометрий (перекрытия сечения) в тракте вентиляционного устройства. Таким образом, канавки/пазы являются эффективным средством канализирования подлежащего вентилированию газа в вентиляционный канал.
Как это обсуждается далее более подробно, можно соединять эту сеть или подобную сетке схему расположения канавок/пазов с обычными вентиляционными устройствами, такими как предложенные в патентах Кларка. За счет такого решения получают существенное уменьшение числа вентиляционных устройств, необходимых для обеспечения надлежащего вентилирования, и обеспечивают возможность изготовления деталей, которые главным образом не имеют пустот и неполноты заполнения - причем возможность изготовления таких деталей является наиболее существенным преимуществом настоящего изобретения.
На фиг.8 показана форма 200, которая содержит крышку 205 и чашу 210, которые входят в зацепление, с возможностью расцепления, аналогично тому, что описано выше для формы 100. Четыре вентиляционных трубки 220 предусмотрены в крышке 205. Кроме того, в крышке 205 предусмотрена сеть 225 канавок. Сеть 225 канавок доходит до краевого (периферийного) участка 230 полости формы.
Как это показано на фиг.9, сеть 225 канавок соединяется с вентиляционными трубками 220.
Как это показано на фиг.8, после введения жидкой формуемой композиции 235 в форму 200, композиция 235 расширяется в направлении стрелки А. В ходе этого процесса выделяется газ и давление в полости формы возрастает. Канавки/пазы в сети 225 (которые расположены по всей поверхности крышки 205) эффективно воспринимают поток вспененного материала, надежно канализируют газ и отводят его в направлении вентиляционных трубок 220, несмотря на то, что вентиляционные трубки 220 не расположены по всей поверхности крышки 205. Отвод газов, выделяющихся во время расширения (расширения композиции. - Прим. перев.), облегчается за счет размещения вентиляционных трубок 220 в пике контура крышки 205 или в непосредственной близости от него.
Полученная деталь 240 из вспененного материала показана на фиг.10. За счет использования комбинации сети 225 и вентиляционных трубок 220 может быть изготовлена деталь 240 из вспененного материала, которая фактически не имеет неполноты заполнения или пустот. Более того, как это показано на фиг.10, деталь 240 из вспененного материала содержит "негатив" сети 225 на своей В-поверхности в виде сети 245 ребер из вспененного материала. По существу деталь 240 из вспененного материала совершенно не содержит заусенцев и может быть направлена на операцию нанесения покрытия без необходимости удаления облоя или другого избытка материалов.
Со ссылкой на фиг.11 далее показано применение сети 225 канавок/пазов, связанной с линией разъема или с так называемым "ленточным вентиляционным каналом". В этом случае вентиляционные трубки 220 заменены ленточным вентиляционным каналом 222, аналогичным описанному в патентах Кларка. Более того, сеть 225 канавок/пазов поднимается до пика 212 полости формы.
Полученная деталь 242, показанная на фиг.12, содержит "негатив" 227 сети 225 канавок/пазов, который просто представляет собой сеть 227 отформованных ребер из вспененного материала, который заполняет сеть 225 во время расширения вспениваемой композиции 235. Как это показано на фиг.12, деталь 242 из вспененного материала 242 содержит ленты 235, полученные в ленточных вентиляционных каналах 222.
Со ссылкой на фиг.13 и 14 далее показаны соответственно вид в перспективе в сечении и вид в перспективе в сечении с увеличением детали 300 из вспененного материала, изготовленной с использованием предложенной формы. Для упрощения понимания показана полученная деталь из вспененного материала (в оригинале нет конца предложения. - Прим. перев.). Однако на основании данного описания изобретения специалисты легко поймут, что такие детали из вспененного материала могут быть изготовлены также с использованием сети или сетчатой ориентации канавок/пазов. Можно видеть, что деталь 300 из вспененного материала содержит губку (или выступающую кромку) 305. На фиг.13 и 14 показано, что сеть 325 ребер из вспененного материала содержит краевое ребро 330 из вспененного материала, соединенное с сетью 325. В этом случае предусмотрены ряды соединительных ребер 332 из вспененного материала, соединяющих краевое ребро 330 с несколькими лентами 335. Сеть 325, краевое ребро 330 из вспененного материала и соединительные ребра 332 из вспененного материала получены за счет дополняющей сети канавок/пазов.
Со ссылкой на фиг.15 далее показана деталь 400 из вспененного материала, которая содержит участок 405 губки и сеть 425 ребер, полученную за счет дополняющих канавок/пазов в форме, выполненной в соответствии с настоящим изобретением. Деталь 400 из вспененного материала содержит краевое ребро 430, полученное за счет соответствующей дополняющей канавки/паза в форме, выполненной в соответствии с настоящим изобретением. Деталь 400 из вспененного материала дополнительно содержит соединительные ребра 432, полученные за счет соответствующих дополняющих канавок/пазов, которые соединяют ленточные вентиляционные каналы (не показаны) описанным выше образом. Эти ленточные вентиляционные каналы приводят к образованию лент 435, как уже было описано здесь выше.
В-поверхность детали 400 из вспененного материала содержит выступающую секцию 440. Выступающая секция 440 имеет локализованную сеть 445 ребер, образованную за счет дополняющей сети канавок/пазов в форме, выполненной в соответствии с настоящим изобретением. Так как сеть 445 изолирована от сети 425, то используют вентиляционную трубку (показанную штриховой линией над секцией 440) для улучшения вентилирования области полости формы, соответствующей секции 440. Использование изолированной сети 445 и отдельной вентиляционной трубки позволяет изготавливать выступающую секцию 440 без возникновения неполноты заполнения или пустот, то есть несмотря на то, что выступающая секция 440 является фасонной и расположена почти по прямым углом относительно основной части В-поверхности детали 400 из вспененного материала.
Деталь 400 из вспененного материала дополнительно содержит выступающую секцию 450, которая является более короткой, чем выступающая секция 440. Для обеспечения надлежащего вентилирования в области полости формы, соответствующей выступающей секции 450, чтобы исключить возникновение пустот или неполноты заполнения, часть сети канавок/пазов в форме расположена в области полости формы, соответствующей выступающей секции 450, так что вентилирование этой области полости формы производится за счет сети канавок/пазов, образующих сеть 425.
На фиг.16 показана деталь 500 из вспененного материала, имеющая более высокую выступающую секцию 540 и более низкую выступающую секцию 550, причем эти секции аналогичны секциям детали 400 из вспененного материала, показанной на фиг.15. В случае детали 500 из вспененного материала краевое ребро 530, ребра "основной" сети 525 и ребра сети 545 соединены между собой, что исключает необходимость в соединительных ребрах и лентах, в том числе исключает необходимость наличия ленточных вентиляционных каналов в форме, используемой для изготовления детали 500 из вспененного материала. Скорее, в некоторых местах могут быть использованы автовентиляционные трубки или нечто подобное, которые показаны на фиг.16 штриховой линией, чтобы обеспечить эффективное вентилирование соответствующих областей полости формы.
На фиг.18 показан с увеличением участок слегка измененной детали 400, на котором "мини" сеть 447 ребер была слегка изменена по сравнению с "мини" сетью 445, показанной на фиг.15.
На фиг.17 показано с увеличением сечение участка формы, используемого для изготовления элемента 400, показанного на фиг.18. В этой форме предусмотрена "основная" сеть канавок/пазов, которая соединена с краевой канавкой/пазом, с соединительными канавками/пазами и с ленточным вентиляционным каналом, как уже было описано здесь выше. Пик 212 крышки 205 снабжен "мини" сетью 247 канавок/пазов, которые соединены между собой и изолированы от "основной" сети 225. "Мини" сеть 247 канавок/пазов соединена с вентиляционной трубкой 220, как уже было упомянуто здесь выше.
В процессе изготовления газы в основной части полости формы будут вентилироваться при помощи "основной" сети 225 канавок/пазов, при помощи краевой канавки/паза, при помощи соединительных канавок/пазов и при помощи ленточных вентиляционных каналов (которые не показаны на фиг.17, но рассмотрены здесь ранее), в то время как газ, который может быть захвачен в пике 212, будет вентилироваться при помощи "мини" сети 247 канавок/пазов и при помощи вентиляционного канала 220.
Со ссылкой на фиг.19 далее схематично показано соединение вентиляционного устройства (вентиляционной трубки) 220 с крышкой 205 формы 200. Вентиляционное устройство 220 имеет резьбовой участок 221, а крышка 205 имеет внутренний резьбовой участок 206, который соответствует резьбовому участку 221 вентиляционного устройства 220. Таким образом, резьбовой участок 221 вентиляционного устройства 220 просто ввинчивают в резьбовой участок 206 крышки 205.
Вентиляционное устройство 220 может иметь различную конфигурацию. На фиг.20 показан разрез вентиляционного устройства 600, ввинченного в крышку 205. Вентиляционное устройство 600 может иметь конструкцию, аналогичную конструкции вентиляционного устройства 98, описанного в патентах Кларка.
Далее со ссылкой на фиг.21, 22 и 25-28 показаны альтернативные вентиляционные устройства 700, которые могут быть использованы вместо и/или в дополнение к одному или обоим описанным выше вентиляционным устройствам 220 и 600.
Так, например, вентиляционное устройство 700 имеет резьбовой участок 721, который может входить в зацепление с дополняющим резьбовым участком (не показан) в крышке 205, как уже было упомянуто здесь выше со ссылкой на фиг.19.
Вентиляционное устройство 700 имеет проход 705, в котором расположена преграда 710. От прохода 705 ответвляется трубопровод 715. Ниже трубки вентиляционного устройства 700 расположены противоположные датчики 720 (из которых только один показан на фиг.21). Датчиками 720 могут быть оптические датчики (например, ИК-датчики), акустические датчики, емкостные датчики и т.п.
Далее будет описана работа вентиляционного устройства 700 со ссылкой на фиг.25-28.
Сначала жидкую вспениваемую композицию 235 вводят в чашу 210 формы 200, как уже было описано здесь выше со ссылкой на фиг.8. Затем закрывают крышку 205. Когда вспениваемая композиция 235 расширяется, выделяются газы, которые выходят через трубопровод 715 вентиляционного устройства 700 в направлении стрелок В. Когда вспениваемая композиция 235 заполняет полость формы, она доходит до места установки датчиков 720 вентиляционного устройства 700. Когда это происходит, преграда 710 приводится в движение в направлении стрелки С (фиг.27), за счет чего эффективно прекращается выпуск газа через трубопровод 715, то есть вентиляционное устройство 700 полностью закрывается.
После этого преграда 710 движется в направлении стрелки D и производят выемку из формы полученной детали из вспененного материала, как уже было описано здесь выше. Альтернативно сначала можно произвести выемку из формы полученной детали из вспененного материала, после чего преграда 710 может перемещаться в направлении стрелки D для подготовки к изготовлению следующей детали из вспененного материала.
Специалисты легко поймут, что вентиляционное устройство 700 работает как имеющее относительно высокую емкость вентиляционное устройство, которое имеет приводимую в действие датчиком систему отсечки, эффективно прекращающую выпуск газа через вентиляционный канал. Другими словами, вентиляционное устройство 700 в первом положении работает как имеющее относительно высокую емкость вентиляционное устройство, а во втором положении вентиляционное устройство 700 эффективно закрывается.
Альтернативой этого подходя является использование вместо вентиляционного устройства 700 измененного вентиляционного устройства 700а, показанного на фиг.23-24, в котором единственным существенным отличием является то, что преграда 710 заменена преградой 710а.
Преграда 710а аналогична преграде описанного выше вентиляционного устройства 600 и вентиляционного устройства 98, описанного в патентах Кларка. Преграда 710а приводится в движение аналогично тому, что описано со ссылкой на преграду 710, показанную на фиг.25-28.
Существенная особенность заключается в том, что в отличие от вентиляционного устройства 700, показанного на фиг.25-28, вентиляционное устройство 700а, показанное на фиг.23-24, в первом положении действует как активное вентиляционное устройство, имеющее относительно высокую емкость, а во втором положении действует как имеющее низкую емкость пассивное вентиляционное устройство (то есть во втором положении вентиляционное устройство не имеет эффективного уплотнения, как в варианте, описанном со ссылкой на фиг.25-28). Преимущество такого решения заключается в том, что число необходимых вентиляционных устройств может быть уменьшено (по сравнению со случаем использования вентиляционных устройств 700), так как показанное на фиг.23-24 вентиляционное устройство работает в первом положении как имеющее высокую емкость вентиляционное устройство, в то время как, с другой стороны, исключена необходимость точной синхронизации вентиляционного устройства 700а, показанного на фиг.23-24 (в отличие от требующего точной синхронизации вентиляционного устройства 700, показанного на фиг.25 и 26), так как газ будет продолжать выходить из вентиляционного устройства 700а даже после того, как произошло перемещение преграды 705 во второе положение (когда образуется имеющее низкую емкость пассивное вентиляционное устройство).
В некоторых случаях это позволяет исключить необходимость использования датчиков 720, например, в том случае, когда одну и ту же деталь изготавливают в одной и той же форме. В частности система синхронизации может быть использована для перемещения преграды 710а из ее первого положение (когда образуется имеющее высокую емкость активное вентиляционное устройство) в ее второе положение (когда образуется имеющее низкую емкость пассивное вентиляционное устройство).
На фиг.29 показан с увеличением участок детали 240 из вспененного материала (см. также фиг.9 и 10), который содержит сеть ребер 245 из вспененного материала, образованную за счет сети 225 канавок/пазов в форме 200. Кроме того, показана экструдированная секция 250, в которой вспененный материал отвержден в непосредственной близости от вентиляционных устройств 220, 600, 700 и/или 700а.
Несмотря на то, что настоящее изобретение было описано со ссылкой на показанные на чертежах варианты и конкретные примеры, следует иметь в виду, что это описание не имеет ограничительного характера, причем в показанные на чертежах и в другие варианты настоящего изобретения специалистами в данной области могут быть внесены различные изменения и дополнения, сделанные на основании приведенного описания. Например, можно изменить крышку 205 формы 200, чтобы изменить конфигурацию и/или размер экструдированного участка 250 в готовой детали 240 из вспененного материала. Альтернативно можно изменить крышку 205 формы 200, чтобы исключить образование экструдированного участка 250 в готовой детали 240 из вспененного материала. Кроме того, можно изменить соединение вентиляционных устройств 220, 600, 700 и/или 700а с крышкой 205, так чтобы дистальный участок вентиляционных устройств 220, 600, 700 и/или 700а главным образом находился заподлицо с поверхностью полости формы крышки 205. Дополнительно можно изменить сеть канавок/пазов 225 для получения другой схемы расположения. Например, можно спроектировать сеть канавок/пазов так, чтобы она имела похожую на алмаз (ромбовидную) повторяющуюся (периодическую) картину с возможным включением в нее рядов главным образом параллельных канавок/пазов, при этом так, чтобы каждая канавка/паз делила пополам ромбы в повторяющейся картине. Альтернативно можно спроектировать сеть канавок/пазов так, чтобы она включала в себя главным образом параллельные канавки/пазы (то есть использовать так называемую радиаторную схему расположения с промежутками между смежными канавками/пазами в диапазоне ориентировочно от 2 см до 5 см). В любом случае преимущественно следует применять периферийную (краевую) канавку/паз, соединенную с сетью канавок/пазов, а предпочтительнее, соединенную с каждой канавкой/пазом в сети. Следует иметь в виду, что подразумевается, что приложенная формула изобретения перекрывает все такие изменения или варианты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1984 |
|
SU1252028A1 |
| ВЫДУВНАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 2016 |
|
RU2707519C2 |
| Пресс-форма для изготовленияиздЕлий из РЕзиНы | 1979 |
|
SU816773A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ДЕТАЛИ ОТДЕЛКИ САЛОНА МЕХАНИЧЕСКОГО ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2340452C2 |
| УСТРОЙСТВО И СПОСОБ ЛИТЬЕВОГО ПРЕССОВАНИЯ СМОЛЫ ИЛИ ПЕКА | 2001 |
|
RU2270096C2 |
| УСТРОЙСТВО И СПОСОБ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ВСПЕНЕННЫХ ПОЛИМЕРОВ | 2010 |
|
RU2543901C2 |
| Форма для изготовления изделий из вспенивающихся материалов | 1976 |
|
SU648424A1 |
| Форма литья под давлением | 1983 |
|
SU1097445A1 |
| Экструзионная головка для изготовления изделий с пустотами | 1988 |
|
SU1680512A1 |
| Стыковое соединение строительных элементов | 2003 |
|
RU2220260C1 |















Настоящее изобретение имеет отношение к созданию вентилируемой формы и способа изготовления формового изделия. Техническим результатом изобретения является решение проблемы разрушения вспененного материала, образования пустот и неполноты заполнения. Технический результат достигается в форме для изготовления формовых изделий, образованной из двух полуформ, которые выполнены с возможностью зацепления для образования закрытого положения и с возможностью расцепления для перехода в открытое положение. При этом в закрытом положении образуется полость формы. Причем поверхность полости формы содержит канавку, соединенную с одной вентиляционной трубкой. При этом одна вентиляционная трубка имеет проход для выпуска газа из полости формы. Причем одна канавка имеет глубину до 10 мм и ширину до 5 мм. При этом глубина больше или равна ширине и имеет поперечное сечение, образованное парой боковых стенок, расположенных под острым углом друг к другу и соединенных при помощи участка вершины. 40 з.п. ф-лы, 29 ил.
1. Форма для изготовления формовых изделий, образованная из двух полуформ, которые выполнены с возможностью зацепления для образования закрытого положения и с возможностью расцепления для перехода в открытое положение, при этом в закрытом положении образуется полость формы, причем поверхность полости формы содержит по меньшей мере одну канавку, соединенную по меньшей мере с одной вентиляционной трубкой, при этом по меньшей мере одна вентиляционная трубка имеет проход для выпуска газа из полости формы, отличающаяся тем, что по меньшей мере одна канавка имеет глубину до 10 мм и ширину до 5 мм, при этом глубина больше или равна ширине, и имеет поперечное сечение, образованное парой боковых стенок, расположенных под острым углом друг к другу и соединенных при помощи участка вершины.
2. Форма по п.1, в которой вентиляционная трубка расположена в первой полуформе.
3. Форма по п.1, в которой вентиляционная трубка расположена во второй полуформе.
4. Форма по п.1, в которой вентиляционная трубка расположена на линии разъема между первой полуформой и второй полуформой.
5. Форма по п.1, в которой канавка соединена со множеством вентиляционных трубок.
6. Форма по п.1, в которой множество вентиляционных трубок расположены в первой полуформе.
7. Форма по п.1, в которой множество вентиляционных трубок расположены во второй полуформе.
8. Форма по п.1, в которой поверхность полости формы содержит множество канавок.
9. Форма по п.1, в которой поверхность полости формы содержит множество канавок, расположенных в первой полуформе.
10. Форма по п.1, в которой поверхность полости формы содержит множество канавок, расположенных во второй полуформе.
11. Форма по п.8, в которой множество канавок образуют сеть канавок.
12. Форма по п.8, в которой множество канавок соединено с множеством вентиляционных трубок.
13. Форма по п.1, в которой по меньшей мере одна канавка расположена на краю первой полуформы.
14. Форма по п.1, в которой по меньшей мере одна канавка расположена на краю второй полуформы.
15. Форма по п.1, в которой первая полуформа представляет собой крышку, а вторая полуформа представляет собой чашу.
16. Форма по п.15, в которой крышка имеет фасонную поверхность.
17. Форма по п.16, в которой фасонная поверхность имеет по меньшей мере одну область пика и одну область впадины.
18. Форма по п.17, в которой по меньшей мере одна канавка расположена по меньшей мере в одной области пика.
19. Форма по п.17, в которой по меньшей мере одна канавка расположена по меньшей мере в одной области впадины.
20. Форма по п.17, в которой по меньшей мере одна канавка расположена по меньшей мере в одной области пика и по меньшей мере в одной области впадины.
21. Форма по п.17, в которой первое множество канавок расположено по меньшей мере в одной области пика, а второе множество канавок расположено по меньшей мере в одной области впадины.
22. Форма по п.21, в которой первое множество канавок и второе множество канавок являются взаимосвязанными.
23. Форма по п.21, в которой первое множество канавок и второе множество канавок изолированы друг от друга.
24. Форма по п.17, в которой по меньшей мере одна вентиляционная трубка расположена по меньшей мере в одной области пика.
25. Форма по п.17, в которой по меньшей мере одна вентиляционная трубка расположена по меньшей мере в одной области впадины.
26. Форма по п.17, в которой одна вентиляционная трубка расположена по меньшей мере в одной области пика, а другая вентиляционная трубка расположена по меньшей мере в одной области впадины.
27. Форма по п.1, в которой по меньшей мере одна канавка имеет глубину в диапазоне от 3 до 10 мм и ширину в диапазоне от 0,5 до 5 мм.
28. Форма по п.1, в которой по меньшей мере одна канавка имеет глубину в диапазоне от 3 до 7 мм и ширину в диапазоне от 1 до 4 мм.
29. Форма по п.1, в которой участок вершины является изогнутым.
30. Форма по п.1, в которой участок вершины не является изогнутым.
31. Форма по п.1, в которой участок вершины является остроконечным.
32. Форма по п.1, в которой участок вершины является плоским.
33. Форма по п.1, в которой по меньшей мере одна вентиляционная трубка содержит проход и преграду в проходе, причем преграда и проход объединены так, чтобы образовать по меньшей мере одно отверстие.
34. Форма по п.1, в которой по меньшей мере одна вентиляционная трубка содержит проход и преграду в проходе, причем преграда и проход объединены так, чтобы образовать множество отверстий.
35. Форма по п.33, в которой по меньшей мере одно отверстие имеет сегментообразное поперечное сечение.
36. Форма по п.33, в которой преграда выполнена с возможностью перемещения между втянутым первым положением и выдвинутым вторым положением.
37. Форма по п.36, в которой по меньшей мере одна вентиляционная трубка имеет более высокую способность выпуска газа из полости формы в первом положении чем во втором положении.
38. Форма по п.1, в которой по меньшей мере одна вентиляционная трубка содержит проход и преграду в проходе, причем проход и преграда выполнены с возможностью перемещения относительно друг друга между первым положением, в котором газ может выходить из полости формы, и вторым положением, в котором вентиляционная трубка закрыта и не позволяет газу выходить из полости формы.
39. Форма по п.1, в которой по меньшей мере одна вентиляционная трубка расположена на линии разъема первой полуформы и второй полуформы и образует отверстие, имеющее максимальный размер и минимальный размер.
40. Форма по п.39, меньший размер которой лежит в диапазоне от 0,05 до 0.75 мм.
41. Форма по п.39, меньший размер которой лежит в диапазоне от 0,13 до 0.50 мм.
| JP 7108346 А, 25.04.1995 | |||
| US 5356580 А, 18.10.1994 | |||
| US 6558592 В1, 06.05.2003 | |||
| Способ нанесения твердых частиц | 1983 |
|
SU1118429A1 |
| JP 2001047450 А, 20.02.2001 | |||
| ОГНЕСТРЕЛЬНОЕ ОРУЖИЕ С ОТДЕЛЯЕМЫМ СТВОЛОМ | 2016 |
|
RU2634157C1 |
| Форма для изготовления изделий из вспенивающихся материалов | 1985 |
|
SU1256974A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВСПЕНИВАЮЩИХСЯ МАТЕРИАЛОВ | 1994 |
|
RU2093361C1 |

