(54) ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕЗИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления резиновых изделий | 1979 |
|
SU870176A1 |
| Пресс-форма для изготовления изделий из резины | 1975 |
|
SU619089A3 |
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1985 |
|
SU1326430A2 |
| БИБЛИОТЕКА ? | 1973 |
|
SU361091A1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Пресс-форма для изготовления изделий из резины | 1979 |
|
SU880781A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1991 |
|
RU2029679C1 |
| Пресс-форма для изготовления резиновых уплотнительных колец | 1989 |
|
SU1689093A1 |
| Пресс-форма для безоблойного изготовления изделий из полимерных материалов | 1984 |
|
SU1237459A1 |
| ПРЕСС-ФОРМА | 1970 |
|
SU420469A1 |
Изобретение относится к изготовлё ,нию резинотехнических изделий и пред назначено для безоблойного формированир изделий из резины, например прокладок. Известна пресс-форма для изготовления изделий из резины, содержащая крышку с пуансоном и матрицу, выполненные по посадочной образуквдей пуан сона или по центрирующей поверхности матрицы с облойной канавкой для отделения облоя, соединенной посредством вертикальных или наклонных канавок-ответвлений с кансшами-перетекателями облоя, выполненными по по, верхности разъема частей пресс-формы. Б ЭТОЙ пресс-форме для обеспечения безоблойного формования каналыперетекатели выполнены с углублениями или поперечными отводами на матрице с направлением облоя к ним от канавок-ответвлений пуансона или на пуансоне с направлением облоя от канавок-ответвлений матрицы l. Указанная пресс-форма сложна в изготовлении. Наиболее близкой по технической сущности к предлагаемой является пресс-форма для изготовления издели из резины, содержащая нижнюю полуфо му с разделенными отжимной кромкой формующей полостью и выполненной по периметру последней облойной канавкой и верхнюю полуформу 2. В процессе эксплуатации известной пресс-формы на отжимной кромке вследствие повреждения появляются зазубрины, которые приводят к утолщению материала по месту перехода от формующей полости в облойную канавку при формовании, что затрудняет отделение облоя от изделия. Вследствие этого требуется последующая механическая обработка для удаления облоя, что производительность процесса изготовления изделий. Цель изобретения - повышение производительности процесса изготовления резиновых изделий за счет исключения необходимости последующей механической обработки их после формования. Для достижения поставленной цели в пресс-форме, содержащей нижнюю полуформу с разделенными отжимной кромкой формующей полостью и выполненной по периметру последней облойной канавкой и верхнюю полуформу, в верхней полуформе на сопряж-енной с отжимной кромкой поверхностью разъема размещена подсоединяемая к источнику тока проволока, изолированная от верхней полуфорг фд, а в нижней полуформе по периметру отжимной кромки смонтирована прокладка из электроизоляционного материала.
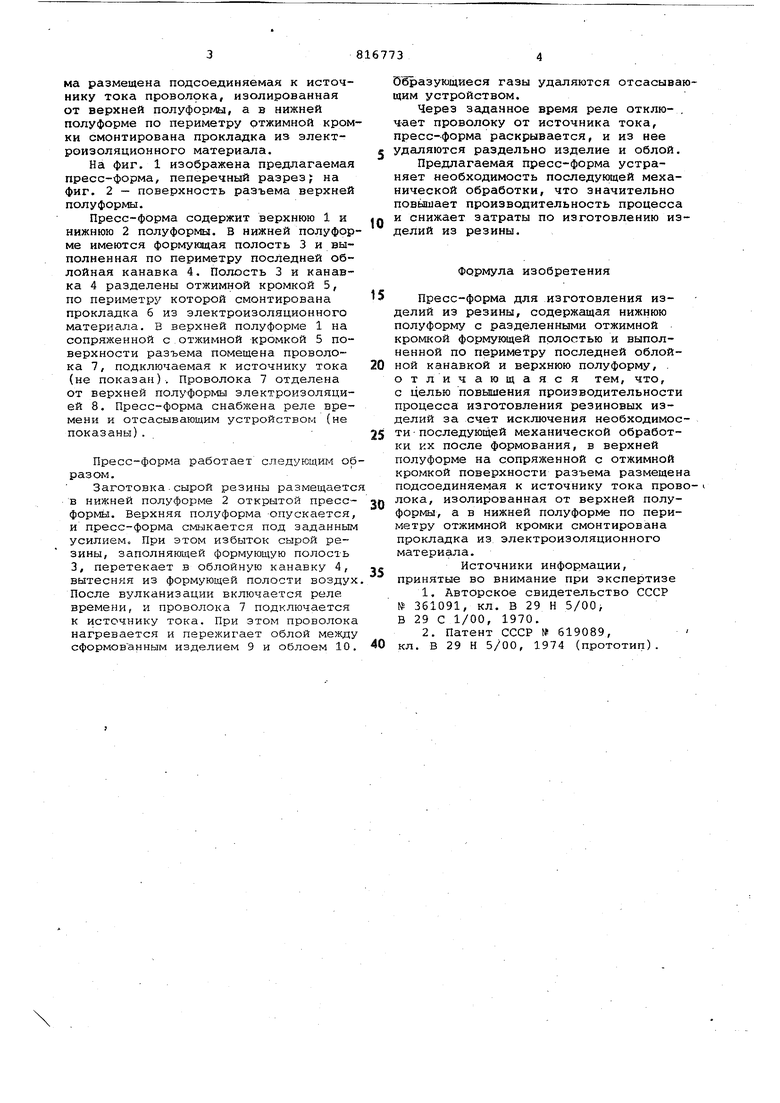
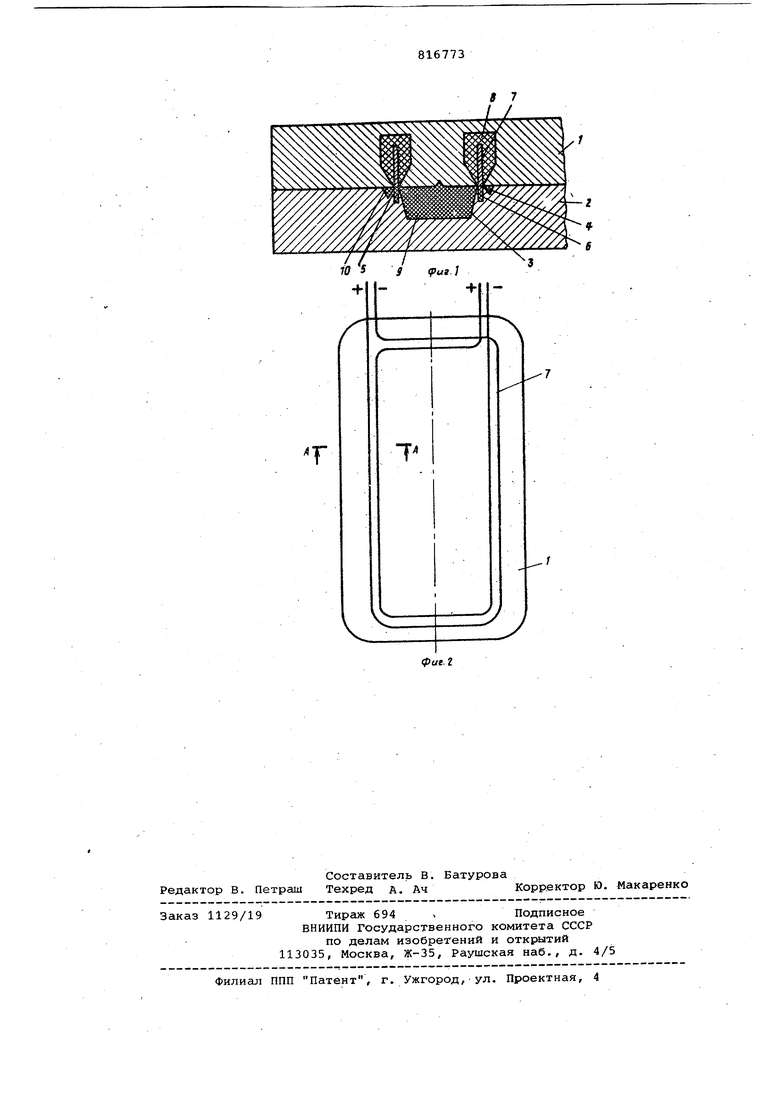
На фиг. 1 изображена предлагаемая пресс-форма, пеперечный разрез; на фиг. 2 - поверхность разъема верхней полуформы.
Пресс-форма содержит верхнюю 1 и нижнюю 2 полуформы. В нижней полуформе имеются формующая полость 3 и выполненная по периметру последней облойная канавка 4. Полость 3 и канавка 4 разделены отжимной кромкой 5, по периметру которой смонтирована прокладка 6 из электроизоляционного материала, в верхней полуформе 1 на сопряженной с,отжимной кромкой 5 поверхности разъема помещена проволока 7, подключаемая к источнику тока (не показан). Проволока 7 отделена от верхней полуформы электроизоляцией 8. Пресс-форма снабжена реле времени и отсасывающим устройством (не показаны).
Пресс-форма работает следуюш.им образом.
Заготовка - сырой резины размещаетс в нижней полуформе 2 открытой прессформы. Верхняя полуформа опускается, и пресс-форма смыкается под заданным усилием. При этом избыток сырой резины, заполняющей формующую полость 3, перетекает в облойную канавку 4, вытесняя из формующей полости воздух После вулканизации включается реле времени, и проволока 7 подключается к источнику тока. При этом проволока нагревается и пережигает облой между сформованным изделием 9 и облоем 10.
Образующиеся газы удаляются отсасывающим устройством.
Через заданное время реле отклю- . чает проволоку от источника тока, пресс-форма раскрывается, и из нее удаляются раздельно изделие и облой.
Предлагаемая пресс-форма устраняет необходимость последующей механической обработки, что значительно повышает производительность процесса и снижает затраты по изготовлению изделий из резины.
Формула изобретения
Пресс-форма для изготовления изделий из резины, содержащая нижнюю полуформу с разделенными отжимной кромкой формующей полостью и выполненной по периметру последней облойной канавкой и верхнюю полуформу, . отличающаяся тем, что, с целью повышения производительности процесса изготовления резиновых изделий за счет исключения необходимости последующей механической обработки их после формования, в верхней полуформе на сопряженной с отжимной кромкой поверхности разъема размещен подсоединяемая к источнику тока пров лока, изолированная от верхней полуфОрмы, а в нижней полуформе по периметру отжимной кромки смонтирована прокладка из электроизоляционного материала.
Источники информации, принятые во внимание при экспертизе
В 29 С 1/00, 1970.
10 5 3 9,„г.;
