Изобретение относится к способу покрытия изготовленного из высокопрочной, содержащей различные легирующие компоненты, в частности Mn, Al, и/или Cr, стали стального плоского проката, как то стальная лента или стальной лист, металлической пленкой, при котором плоский стальной прокат подвергается термообработке для покрытия затем в разогретом состоянии металлической пленкой в ванне с расплавленным металлом, содержащей в общей сложности, по меньшей мере, 85% цинка и/или алюминия, посредством методом погружения в расплав.
В производстве автомобильных кузовов используются горячекатаные или холоднокатаные стальные листы, которые в целях защиты от коррозии подвергаются облагораживанию поверхности. Поставленные перед такими листами требования многообразны. Они должны быть, с одной стороны, хорошо деформируемы, а с другой стороны, иметь высокую прочность. Высокой прочности достигают посредством добавления к железу определенных легирующих компонентов, таких как Mn, Si, Al и Cr.
Чтобы оптимизировать профиль свойств высокопрочных сталей, листы непосредственно перед покрытием цинком и/или алюминием обычно прокаливают в ванне с расплавленным металлом. В то время как покрытие методом погружения в расплав стальных листов, содержащих лишь небольшие доли указанных легирующих компонентов, не является проблемой, при покрытии методом погружения в расплав стального листа с более высоким содержанием легирующих компонентов при обычном способе действия имеют место затруднения. Так, выявляются области, в которых покрытие недостаточным образом сцепляется с соответствующим стальным листом или которые остаются полностью непокрытыми.
В уровне техники имеет место большое количество попыток по устранению данной проблемы. Оптимального решения проблемы, однако, еще не найдено.
При известном способе покрытия цинком стальной ленты посредством метода погружения в расплав, предназначенная для покрытия лента непосредственно проходит обогреваемый подогреватель (DFF=Direct Fired Furnace). За счет изменения газовоздушной смеси, на вставных газовых горелках может быть получено повышение окислительного потенциала в окружающей ленту атмосфере. Повышенный потенциал выделения кислорода приводит к окислению железа на поверхности ленты. На последующем участке печи образованный таким образом слой оксида железа восстанавливается. Целенаправленная регулировка толщины оксидного слоя на поверхности ленты очень затруднительна. При большой скорости ленты она меньше, чем при малой скорости ленты. Следовательно, в восстановительной атмосфере нельзя получить однозначно определенного качества поверхности ленты. Это снова может приводить к проблеме адгезии покрытия на поверхности ленты.
В современных линиях для покрытия методом погружения в расплавленный металл с RTF-подогревателем (RTF=Radiant Tube Furnace) в противовес описанной выше известной установке не используются горелки с газовым обогревом. Поэтому не может происходить предварительного окисления железа за счет изменения газо-воздушной смеси. В этих установках многократно происходит комплексный высокий нагрев ленты в атмосфере защитного газа. При таком высоком нагреве стальной ленты с повышенным содержанием легирующих компонентов эти легирующие компоненты могут, однако, диффундировать в поверхность ленты и образовывать там невосстанавливаемые оксиды. Эти оксиды препятствуют безупречному покрытию цинком и/или алюминием в ванне с расплавленным металлом.
В патентной литературе также описаны различные способы покрытия стальной ленты различными материалами посредством метода погружения в расплавленный металл.
Так, из DE 68912243 T2 известен способ непрерывного покрытия алюминием стального листа методом погружения в расплавленный металл, при котором лента разогревается в проходной печи. В первой зоне удаляются загрязнения поверхности. Для этого атмосфера в печи имеет очень высокую температуру. Так как лента проходит эти зону, однако, с большой скоростью, то она прогревается примерно лишь на половину значения температуры атмосферы. В последующей второй зоне, которая находится под защитным газом, лента нагревается до температуры покрываемого материала алюминия.
Далее из DE 69507977 T2 известен двухступенчатый способ покрытия методом погружения в расплавленный метал содержащей хром ленты из стального сплава. В соответствии с этим способом лента на первом этапе прокаливается для насыщения поверхности ленты железом. Затем лента нагревается в неокислительной атмосфере до температуры металла покрытия.
Из JP 02285057 известно, к тому же, о возможности цинкования стальной ленты многоступенчатым способом. Для этого предварительно очищенная лента обрабатывается в неокислительной атмосфере при температуре примерно 820°C. Затем лента при температуре примерно от 400 до 700°C обрабатывается в слабо окислительной атмосфере, прежде чем она на своей поверхности будет восстановлена в восстановительной атмосфере. В заключение охлажденная до температуры примерно от 420 до 500°C лента оцинковывается обычным способом.
В основе изобретения лежала задача - предоставить сведения о способе для покрытия цинком и/или алюминием методом погружения в расплавленный металл изготовленного из высокопрочной стали стального плоского проката, посредством которого в RTF-установке может производиться стальная лента с оптимально облагороженной поверхностью.
Эта задача, исходя из способа ранее указанного типа, была решена посредством того, что в ходе предшествующей покрытию методом погружения в расплавленный металл термообработки в соответствии с изобретением производятся следующие этапы способа:
a. Лента разогревается в восстановительной атмосфере с содержанием H2, по меньшей мере, от 2 до 8% до температуры свыше 750°C до 850°C.
b. Состоящая преобладающим образом из чистого железа поверхность посредством длящейся от 1 до 10 сек термообработки ленты при температуре свыше 750°C до 850°C во встроенной в проходную печь реакционной камере с окислительной атмосферой с содержанием O2 от 0,01 до 1% преобразуется в слой оксида железа.
c. Стальной плоский прокат прокаливается затем в восстановительной атмосфере с содержанием H2 от 2 до 8% посредством нагрева максимум до 900°C через временной интервал, который настолько превышает длительность проведенной для образования слоя оксида железа термообработки (этап b способа), что образованный ранее слой оксида железа, по меньшей мере, на своей поверхности восстанавливается в чистое железо.
d. Стальной плоский прокат охлаждается затем до температуры ванны с расплавленным металлом.
Благодаря температурному режиму в соответствии с изобретением на этапе а) предотвращается то обстоятельство, что при нагревании важные легирующие компоненты диффундируют в поверхность стального плоского проката. Неожиданно выявило себя при этом то обстоятельство, что за счет регулировки относительно высоких, выше 750°C и доходящих максимум до 850°C, температур диффузия легирующих компонентов в поверхность особо действенно подавляется настолько, что на последующем этапе может образовываться эффективный слой оксида железа. Это предотвращает то, что при повышающейся затем и далее температуре прокаливания другие легирующие компоненты диффундируют в поверхность. Так при высоком нагреве в восстановительной атмосфере может возникнуть слой чистого железа, который очень хорошо пригоден для покрытия из цинка и/или алюминия по всей поверхности и с высокой адгезионной прочностью.
Результат работы может быть оптимизирован посредством того, что полученный в окислительной атмосфере слой оксида железа полностью восстанавливается в чистое железо. В этом состоянии покрытие и в отношении своей деформируемости и прочности имеет оптимальные свойства.
В соответствии с вариантом осуществления изобретения при обработке стального плоского проката на участке с окислительной атмосферой толщина образующегося оксидного слоя замеряется и в зависимости от этой толщины и от зависящего от скорости прохождения стального плоского проката времени обработки процент содержания O2 устанавливается таким образом, что оксидный слой затем полностью может восстанавливаться. Изменение скорости прохождения стального плоского проката, к примеру, вследствие помех, можно таким образом принимать во внимание без вреда для качества поверхности покрываемого методом погружения в расплавленный метал стального плоского проката.
Хорошие результаты при осуществлении способа были достигнуты тогда, когда образуется оксидный слой толщиной максимум 300 нанометров.
Диффузии легирующих компонентов в поверхность стального плоского проката можно противостоять также посредством того, что нагрев на этапе a) способа в соответствии с изобретением происходит максимально быстро. Хорошие рабочие результаты выявляются при этом, в частности, тогда, когда длительность предшествующего окислению нагрева стального плоского проката свыше 750°C до 850°C ограничивается максимум 300 сек, в частности максимум 250 сек.
Соответственно этому благоприятно, когда скорость нагрева при предшествующем окислению нагреве в соответствии с изобретением стального плоского проката составляет, по меньшей мере, 2,4°C/c, в частности 2,4-4,0°C/c.
Следующая за окислением термообработка с последующим охлаждением стального плоского проката должна длиться, напротив, дольше 30 сек, в частности дольше 50 сек, чтобы гарантировать достаточное восстановление образованного ранее слоя оксида железа в чистое железо.
В качестве легирующих компонентов высокопрочная сталь может содержать, по меньшей мере, один ассортимент следующих компонентов: Mn>0,5%, Al>0,2%, Si>0,1%, Cr>0,3%. Другие компоненты, такие, к примеру, как Mo, Ni, V, Ti, Nb и P, могут быть добавлены.
При проведении способа в соответствии с изобретением термообработка стального плоского проката в восстановительной атмосфере как при нагревании, так и при последующем прокаливании длится многократно дольше, чем термообработка в окислительной атмосфере. Таким образом, достигается то обстоятельство, что объем окислительной атмосферы в сравнении с остальным объемом восстановительной атмосферы очень мал. Это имеет преимущество в том, что можно быстро реагировать на изменения процесса обработки, в частности, скорости прохождения и образования оксидного слоя. Поэтому на практике допускается проводить термообработку в соответствии с изобретением стального плоского проката в восстановительной атмосфере в проходной печи, которая оснащена камерой, содержащей окислительную атмосферу, причем объем камеры может быть многократно меньше, чем остальной объем проходной печи.
Способ в соответствии с изобретением особо хорошо пригоден для огневого цинкования. Ванна с расплавленным металлом может состоять, однако, из цинка-алюминия или алюминия с кремниевыми добавками. Вне зависимости от того, какой состав расплава выбирается, соответственно имеющееся в расплаве содержание цинка и/или алюминия должно составлять в сумме, по меньшей мере, 85%. Скомбинированными таким образом расплавами являются, к примеру:
В случае с чистым цинковым покрытием (Z) оно может быть посредством термообработки (диффузионного отжига) преобразовано в пластичный слой цинка-железа (galvanealed покрытие).
Изобретение разъясняется далее более подробно на основании чертежа, представляющего пример осуществления изобретения.
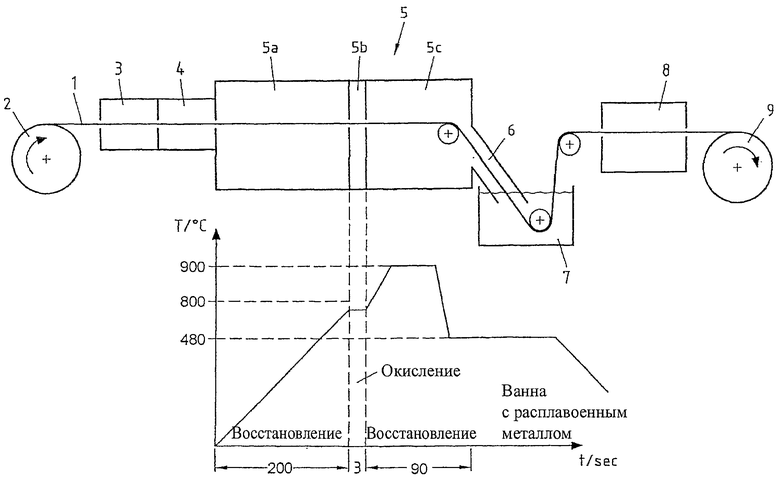
Единственный чертеж схематично демонстрирует устройство для цинкования с проходной печью 5 и ванной 7 с расплавленным металлом. Дополнительно на чертеже для проходной печи представлена температурная кривая за время прохождения.
Устройство для цинкования предназначено для происходящего во время прохождения покрытия представленного в форме горячекатаной или холоднокатаной стальной ленты 1 стального плоского проката, который изготовлен из высокопрочной стали, содержащей, по меньшей мере, один легирующий элемент из группы Mn, Al, Si и Cr, а также на выбор, для регулировки определенных свойств, другие легирующие элементы. Под сталью может пониматься, в частности, TRIP-сталь.
Стальная лента 1 снимается с катушки 2 и через установку 3 для травления и/или через другую установку 4 направляется к устройству для очистки поверхности.
Очищенная лента 1 проходит затем в непрерывном рабочем процессе через проходную печь 5 и оттуда через изолированный от окружающей среды отвод направляется в ванну 7 с расплавленным металлом. Ванна 7 с расплавленным металлом содержит в данном случае расплав цинка.
Выходящая из ванны 7 с расплавленным металлом, снабженная цинковым покрытием стальная лента 1 через охлаждающий участок 8 или через устройство для термообработки попадает на наматывающее устройство 9, где наматывается на катушку.
В случае необходимости стальная лента 1 направляется через проходную печь 5 в форме меандра, чтобы при практикуемой длине проходной печи 5 иметь возможность добиться достаточно долгого времени обработки.
Проходная печь типа RTF (RTF=Radiant Tube Furnace) разделена на три зоны 5a, 5b, 5c. Средняя зона 5b образует реакционную камеру и по сравнению с первой и последней зонами 5a, 5c изолирована от атмосферы. Ее длина составляет примерно 1/100 общей длины проходной печи 5. Поэтому в целях лучшей наглядности чертеж строго не соответствует масштабу.
Соответственно различным длинам зон и время обработки проходящей ленты 1 в отдельных зонах 5a, 5b, 5c различно.
В первой зоне 5a преобладает восстановительная атмосфера. Типичный состав данной атмосферы представляет собой от 2 до 8% H2, обычно 5% H2, и оставшаяся часть N2.
В зоне 5а проходной печи 1 происходит нагрев ленты свыше 750° до 850°C, обычно до 800°C. Нагрев происходит при этом со скоростью нагревания, по меньшей мере, 3,5°C/сек. При такой температуре и скорости нагревания содержащиеся в стальной ленте 1 легирующие компоненты диффундируют в ее поверхность лишь в незначительных количествах.
В средней зоне 5b проходной печи 5 стальная лента 1 удерживается, в основном, лишь при температуре, достигнутой в первой зоне 5a. Атмосфера зоны 5b является, однако, кислородосодержащей, так что происходит окисление поверхности стальной ленты 1. Процент содержания O2 в преобладающей в зоне 5b атмосфере лежит в пределах от 0,01 до 1%, обычно составляет 0,5%. При этом содержание кислорода, преобладающего в зоне 5b атмосферы, может быть отрегулировано, к примеру, в зависимости от времени обработки и толщины получаемого на стальной ленте 1 оксидного слоя. Если время обработки мало, выставляется, к примеру, высокий процент содержания O2, в то время как при длительной обработке, к примеру, может быть выбрано более низкое содержание кислорода, для получения оксидного слоя той же толщины.
Вследствие того, что поверхность стальной ленты 1 подвергается воздействию кислородосодержащей атмосферы, на поверхности ленты образуется желаемый слой оксида железа. Толщина данного слоя оксида железа может быть определена оптически, причем данные измерения используются для регулировки соответствующего содержания кислорода в зоне 5b.
Так как средняя зона 5b в сравнении с общей длиной печи очень мала, объем камеры соответственно тоже мал. Поэтому продолжительность реакции для изменения состава атмосферы мала, так что возможна быстрая реакция на изменение скорости ленты или на отклонение толщины оксидного слоя от заданного размера посредством соответствующей регулировки содержания кислорода в преобладающей в зоне 5b атмосфере. Небольшой объем зоны 5b делает возможным столь короткую продолжительность регулировки.
В примыкающей к зоне 5b зоне 5с проходной печи 5 стальная лента 1 нагревается до температуры прокаливания примерно 900°C. Произведенное в зоне 5с прокаливание происходит в восстановительной атмосфере, насыщенной азотом, с содержанием H2 5%. Во время этого высокого нагрева слой оксида железа предотвращает, с одной стороны, диффузию легирующих компонентов в поверхность ленты. Так как высокий нагрев происходит в восстановительной атмосфере, слой оксида железа преобразуется, с другой стороны, в слой чистого железа.
Стальная лента 1 на последующем участке пути в направлении ванны 7 с расплавленным металлом далее охлаждается, так что, покидая проходную печь 5, имеет температуру до 10% выше температуры ванны 7 с расплавленным металлом примерно в 480°C. Так как лента 1 после покидания проходной печи 5 на своей поверхности состоит из чистого железа, то она является оптимальной основой для прочного присоединения наносимого в ванне 7 с расплавленным металлом цинкового покрытия.
Изобретение относится к способу покрытия цинком и/или алюминием погружением в расплавленный металл изготовленного из высокопрочной, содержащей различные легирующие компоненты, в частности Mn, Al, Si и/или Cr, стали стального плоского проката, посредством которого в RTF-установке получают стальную ленту с оптимально облагороженной поверхностью. В способе стальной плоский прокат сначала подвергают термообработке и затем в разогретом состоянии в содержащей в целом, по меньшей мере, 85% цинка и/или алюминия ванне с расплавленным металлом покрывают металлической пленкой посредством метода погружения в расплав. Термообработка включает в себя следующие этапы: а) стальной плоский прокат разогревают в восстановительной атмосфере с содержанием H2, по меньшей мере, от 2 до 8% до температуры свыше 750°С до 850°С, b) состоящую преобладающим образом из чистого железа поверхность посредством длящейся от 1 до 10 сек термообработки стального плоского проката при температуре свыше 750°С до 850°С во встроенной в проходную печь реакционной камере с окислительной атмосферой с содержанием О2 от 0,01 до 1% преобразуют в слой оксида железа, с) стальной плоский прокат прокаливают затем в восстановительной атмосфере с содержанием H2 от 2 до 8% посредством нагрева максимум до 900°С через временной интервал, который настолько превышает длительность проведенной для образования слоя оксида железа термообработки (этап b), что образованный ранее слой оксида железа, по меньшей мере, на своей поверхности восстанавливают в чистое железо, d) стальной плоский прокат охлаждают затем до температуры ванны с расплавленным металлом. 10 з.п. ф-лы, 1 ил.
1. Способ покрытия изготовленного из высокопрочной содержащей различные легирующие компоненты, в частности Mn, Al, Si и/или Cr, стали стального плоского проката металлической пленкой, при котором стальной плоский прокат сначала подвергают термообработке и затем в разогретом состоянии в содержащей в целом, по меньшей мере, 85% цинка и/или алюминия ванне с расплавленным металлом покрывают металлической пленкой посредством метода погружения в расплав, отличающийся тем, что термообработка включает в себя следующие этапы:
a) стальной плоский прокат разогревают в восстановительной атмосфере с содержанием Н2, по меньшей мере, от 2 до 8% до температуры свыше 750 до 850°С;
b) состоящую преобладающим образом из чистого железа поверхность посредством длящейся от 1 до 10 с термообработки стального плоского проката при температуре свыше 750 до 850°С во встроенной в проходную печь реакционной камере с окислительной атмосферой с содержанием О2 от 0,01 до 1% преобразуют в слой оксида железа;
c) стальной плоский прокат прокаливают затем в восстановительной атмосфере с содержанием Н2 от 2 до 8% посредством нагрева максимум до 900°С через временной интервал, который настолько превышает длительность проведенной для образования слоя оксида железа термообработки (этап b), что образованный ранее слой оксида железа, по меньшей мере, на своей поверхности восстанавливают в чистое железо;
d) стальной плоский прокат охлаждают затем до температуры ванны с расплавленным металлом.
2. Способ по п.1, отличающийся тем, что полученный слой оксида железа полностью восстанавливают в чистое железо.
3. Способ по п.2, отличающийся тем, что при обработке стального плоского проката на участке с окислительной атмосферой толщину образующегося оксидного слоя измеряют и в зависимости от этой толщины и длительности обработки, зависящей от скорости прохождения стального плоского проката, содержание O2 устанавливают таким образом, что оксидный слой затем полностью восстанавливают.
4. Способ по п.3, отличающийся тем, что создают оксидный слой с толщиной максимум 300 нм.
5. Способ по п.1, отличающийся тем, что предшествующий окислению нагрев стального плоского проката до температуры более 750 до 850°С длится максимум 300 с.
6. Способ по одному из пп.1-5, отличающийся тем, что следующая за окислением дальнейшая термообработка стального плоского проката с последующим охлаждением длится более 30 с.
7. Способ по одному из пп.1-5, отличающийся тем, что высокопрочная сталь содержит, по меньшей мере, один ассортимент следующих легирующих компонентов: Mn>0,5%, Al>0,2%, Si>0,1%, Cr>0,3%.
8. Способ по одному из пп.1-5, отличающийся тем, что термообработку стального плоского проката в восстановительной атмосфере производят в проходной печи со встроенной камерой с окислительной атмосферой, причем объем камеры по отношению к остальному объему проходной печи многократно меньше.
9. Способ по одному из пп.1-5, отличающийся тем, что стальной плоский прокат после огневого цинкования подвергают термообработке.
10. Способ по одному из пп.1-5, отличающийся тем, что скорость нагревания при предшествующем окислению нагреве стального плоского проката составляет, по меньшей мере, 2,4°С/с.
11. Способ по п.10, отличающийся тем, что скорость нагревания составляет 2,4-4,0°С/с.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| EP 1285972 A1, 26.02.2003 | |||
| US 2004177903 A1, 16.09.2004 | |||
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО МЕТАЛЛА ВЫСШИХ КАТЕГОРИЙ ВЫТЯЖКИ С ТОНЧАЙШИМ ЦИНКОВЫМ ПОКРЫТИЕМ С ПРЕВОСХОДНОЙ ШТАМПУЕМОСТЬЮ | 1997 |
|
RU2128719C1 |
| Способ производства оцинкованных стальных полос для особо сложной вытяжки | 1986 |
|
SU1359319A1 |

