Область техники
Изобретение касается печей для обжига керамических плиток и, в частности, управления качеством обрабатываемой в этих печах продукции.
Уровень техники
Положительный результат обжига плиток в печах, известных как туннельные обжиговые печи, почти исключительно зависит от соблюдения продольной температурной кривой, поддерживаемой в каждом поперечном сечении печи по всему ее объему.
В данном контексте термин продольная температурная кривая означает кривую изменения температуры в направлении продвижения плиток, т.е. в направлении, параллельном оси печи.
Обжиговые печи, к которым относится данное изобретение, включают в себя рольганг для транспортировки материала, расположенный в туннельной конструкции, имеющей боковые стенки, а также два комплекта горелок, направленных в сторону оси печи и расположенных на боковых стенках по всей длине печи. Один комплект горелок находится над рольгангом, другой - под ним, причем каждый комплект имеет чередующиеся горелки первого типа, известные как радиальные горелки и предназначенные преимущественно для нагрева зоны вблизи от боковых стенок, и второго типа, известные как аксиальные горелки, и предназначенные преимущественно для нагрева средней зоны печи.
В конечной части печи, в непосредственной близости от выхода обрабатываемого материала, имеется устройство для быстрого охлаждения плиток. Это устройство состоит из различно ориентированных сопел, распределяющих холодный сжатый воздух, который подается источником сжатого воздуха, например осевым или радиальным вентилятором.
От продольной температурной кривой зависят все показатели качества продукции, например плоскостность плиток, выходящих из печи, и правильность их размеров.
В известных из уровня техники решениях описаны процессы, которые позволяют автоматически поддерживать постоянство продольной температурной кривой даже при существовании перерывов в загрузке. Это обеспечивает поддержание качества продукции в коммерчески приемлемых пределах.
В известных процессах корректировка температурной кривой осуществляется в режиме обратной связи путем воздействия на горелки, обогревающие обжиговую печь; т.е. вмешательство в нагревательный тракт печи происходит на основании дефекта, обнаруженного в продукции после ее выхода из печи.
Известные процессы обеспечивают определенные результаты в устранении отклонений по размеру, однако они оказались не соответствующими требованиям в отношении отклонений по плоскостности.
Также было установлено, что известные процессы имеют ограничения в отношении отклонений по размеру в случае увеличения поперечных размеров обжиговой печи.
Целью настоящего изобретения является создание способа и устройства с обратной связью для регулирования туннельной обжиговой печи в соответствии с качеством продукции, определяемым на выходе из печи.
Как было сказано выше, что касается устранения отклонений по размеру, регулирование температуры в печи над плоскостью рольганга и под ней обеспечивает некоторый положительный результат, однако в отношении плоскостности такого положительного результата отмечено не было.
Это связано с тем, что плитки, вследствие их пластичности при высокой температуре обжига, проявляют склонность к релаксации на рольганге под действием собственного веса, что обусловливает их не очень высокую чувствительность к разности температур над плоскостью рольганга и под ней.
Плитки проявляют тенденцию к усадке, усиливающуюся по мере повышения температуры обжига. Эта усадка обусловлена выделением газов и залечиванием пор в процессе частичного спекания, так что контроль температуры в поперечном сечении печи дает хорошие результаты по поддержанию размеров плиток на коммерчески приемлемом уровне даже вблизи от стенок обжиговой печи.
Отклонения по плоскостности, выявляемые на выходе из печи, возникают также, причем преимущественно, в зоне быстрого охлаждения и могут быть приписаны разной усадке материала в частях плитки, расположенных ближе к ее верхней и нижней поверхности.
Чем больше коэффициент термического расширения материала в вышеуказанных областях, тем сильнее сокращение в размерах во время охлаждения.
В связи с этим изобретение заключается в воздействии на коэффициент расширения материала с целью оказания влияния на плоскостность плитки.
Коэффициент расширения материалов, имеющих стекловидный компонент, т.е. таких как материал керамических плиток, существенно возрастает при понижении скорости охлаждения.
В соответствии с этим упомянутое воздействие должно быть осуществлено через влияние на скорость охлаждения на стадии быстрого охлаждения, но это влияние должно быть разным для верхней и нижней поверхности плитки.
Это позволяет достигнуть цели изобретения благодаря сочетанию признаков, перечисленных в независимом пункте 1 формулы изобретения, касающемся способа, и независимом пункте 35 формулы изобретения, касающемся устройства.
Зависимые пункты формулы изобретения относятся к предпочтительным вариантам реализации изобретения.
Раскрытие изобретения
По сути дела, способ согласно изобретению включает в себя экспериментальное определение оптимума продольной температурной кривой СТ0 обжига в зависимости от обрабатываемого материала, а также от размеров и характерных особенностей каждой партии плиток, подвергаемых обжигу.
В соответствии с вышеупомянутой кривой в начале операции обжига очередной партии материала тепловые энергоблоки обжиговой печи настраиваются на определенный режим нагрева и охлаждения.
В течение всего процесса обжига материала осуществляется мониторинг внутреннего пространства печи с регистрацией в дискретных критических точках следующих параметров: температуры ТIST вдоль оси печи и, по меньшей мере, у одной из боковых стенок вдоль линии, параллельной оси, при этом оба измерения осуществляются над рольгангом и под ним.
В различных секциях печи отклонения ΔТ отслеживаемой температуры ТIST от находящейся в памяти оптимальной кривой запоминаются и передаются в процессор, управляющий печью, который производит первую корректировку тепловых энергоблоков с целью поддержания значений в пределах допустимого диапазона.
С установленным заранее интервалом на выходе печи производится контроль плоскостности и размеров каждой плитки из находящихся в одном выходящем ряду.
В частности, предусмотрены две группы контрольных средств: первая группа - для контроля плоскостности и вторая - для контроля размеров.
Измеренные данные сравниваются со стандартными, находящимися в памяти значениями, типичными для каждого вида продукции. В результате сравнения определяется отклонение от предварительно заданного диапазона, и сигнал о типе отклонения подается процессору. Процессор, согласно заложенной в него программе, изменяет затем питание горелок и устройств подачи охлаждающего воздуха, что оказывает влияние на отклонение.
В частности, процессор, как минимум, снабжен:
- первой памятью, содержащей наиболее часто встречающиеся стандартные дефекты плиток, определенные статистически;
- второй памятью, содержащей поправки температур обжига и охлаждения, внесенные для уменьшения дефектов любого типа;
- программой для установления связи обнаруженных дефектов с дефектами, хранящимися в первой памяти, и для быстрой подачи команды горелкам и источникам охлаждающего воздуха с целью достижения адекватного уменьшения величины обнаруженных дефектов в соответствии с данными, содержащимися во второй памяти.
Аппаратура, относящаяся к сфере изобретения, включает в себя все средства, необходимые для осуществления действий по корректировке процесса.
Краткое описание чертежей
Корреляция между стандартными дефектами плиток после обжига и изменениями, подлежащими внесению в кривые обжига, прояснится более отчетливо при рассмотрении приведенных ниже примеров, проиллюстрированных прилагаемыми иллюстративными материалами (чертежами), приведенными в качестве частных примеров.
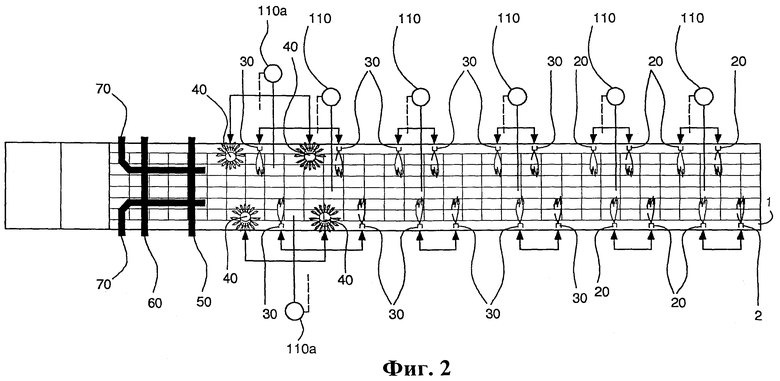
Фиг.1 представляет собой горизонтальную проекцию плоскости рольганга печи с горелками и устройствами для генерации охлаждающего воздуха, расположенными выше плоскости рольганга.
Фиг.2 представляет собой горизонтальную проекцию плоскости рольганга печи с горелками и устройствами для генерации охлаждающего воздуха, расположенными ниже плоскости рольганга.
Предпочтительный способ реализации изобретения
На чертежах показана плоскость рольганга (1), по которому плитки продвигаются слева направо в плоскости рисунка.
Выше и ниже плоскости рольганга расположены аксиальные горелки (2, 20, 3 и 30) известного типа, предназначенные для обогрева средней зоны печи, и радиальные горелки (4, 40) известного типа, предназначенные для обогрева зон возле боковых стенок печи.
Горелки ориентированы в сторону боковых стенок печи, причем горелки на одной стенке расположены в шахматном порядке относительно горелок на противоположной стенке. Аксиальные горелки (2) и (20), находящиеся возле входа печи, предназначены для предварительного нагрева плиток, тогда как обжиг плиток осуществляется с помощью горелок (3), (30), (4) и (40).
Быстрое охлаждение плиток начинается после горелок (4) и (40) в результате подачи холодного воздуха (комнатной температуры) через сопла, направленные в сторону плоскости рольганга. Сопла расположены на двух верхних (5) и (6) и двух нижних (50) и (60) поперечных коллекторах, а также на двух продольных коллекторах (70), параллельных оси печи и находящихся ниже плоскости рольганга.
Желательно, чтобы каждый коллектор был соединен с источником охлаждающего воздуха, независимым от источников, питающих другие коллекторы.
Горелки (2), (20), (3), (30), (4) и (40) соединены по отдельности или попарно с центральным процессором Р (не показан на чертеже), который управляет работой печи и подает команды на питание каждой из горелок топливом и воздухом для сжигания топлива.
Источники охлаждающего воздуха для коллекторов (5), (50), (6), (60) и (70) индивидуально соединены с тем же процессором Р, который управляет также и рабочим давлением каждого из них.
Датчики температуры в печи (11) и (11а) расположены выше плоскости рольганга по оси печи и возле боковых стенок, соответственно.
Датчики температуры (110) и (110а) расположены ниже плоскости рольганга по оси печи и возле боковых стенок, соответственно.
Поперечные ряды плиток, поступающих в печь, перемещаются по очереди транспортером 8, ось которого перпендикулярна оси обжиговой печи. В результате этого формируются отдельные ряды плиток 81.
Первое измерительное средство (10) предназначено для контроля отклонений по плоскостности и расположено над транспортером (8), а второе измерительное средство (9) известного типа служит для контроля отклонений по размеру и тоже расположено над транспортером (8). Оба средства соединены с центральным процессором Р, где регистрируются сигналы по каждому отклонению (дефекту).
Стандартные дефекты, хранящиеся в памяти процессора, и соответствующие меры по их устранению перечислены ниже.
А. Большой размер или малый размер
Это случай, когда размеры изделия больше или меньше требуемого. Дефект такого рода устраняется путем повышения или, соответственно, понижения температуры пламени горелок (3), (30), (4) и (40) на 1-5°С по обе стороны плоскости рольганга.
Повышение температуры пламени ведет к уменьшению размеров изделия.
Б. Эффект трапецеидального удлинения стороны, близкой к стенке печи
Этот дефект устраняется путем повышения температуры пламени радиальных горелок (4) и (40) по обе стороны плоскости рольганга.
В. Эффект трапецеидального укорочения стороны, близкой к стенке печи
Этот дефект устраняется путем понижения температуры пламени горелок (4) и (40).
Г. Равномерно вогнутая форма - направленная вверх вогнутость
Этот дефект устраняется посредством оказания воздействия в зоне быстрого охлаждения. Давление охлаждающего воздуха понижается в коллекторах (50) и (или) (60) и повышается в коллекторах (5) и (или) (6). Температура пламени горелок (30) и (40), расположенных ниже плоскости рольганга, одновременно повышается, в то время как температура пламени горелок (3) и (4), расположенных выше плоскости рольганга, понижается в зоне окончания обжига.
Д. Вогнутая форма в плоскостях, перпендикулярных плоскости рольганга
Этот дефект устраняется различными способами в зависимости от материала плиток.
В случае однократно обжигаемых белых и красных плиток или глазурованных керамических плиток температура пламени горелок (20) и (30), расположенных ниже плоскости рольганга, понижается в зоне предварительного нагрева и в начале зоны обжига, тогда как температура пламени горелок (2) и (3) над плоскостью рольганга повышается. Одновременно в начале зоны быстрого охлаждения давление в коллекторах (50) и (или) (60), расположенных ниже плоскости рольганга, понижается, а давление в коллекторах (5) и (или) (6) над плоскостью рольганга повышается.
В случае монопористых или дважды обжигаемых плиток в зоне окончания обжига температура пламени горелок (3) и (4) над плоскостью рольганга понижается, а температура пламени горелок (30) и (40) ниже плоскости рольганга повышается на такую же величину.
Одновременно давление в нижних коллекторах (50) и (или) (60) в начале зоны быстрого охлаждения понижается, а давление в верхних коллекторах (5) и (или) (6) повышается.
Е. Вогнутая форма в плоскостях, параллельных плоскости рольганга
Этот дефект устраняется посредством различных воздействий в зависимости от материала плиток.
В случае однократно обжигаемых белых и красных плиток, а также глазурованных керамических плиток давление в нижних коллекторах (50) и (или) (60) понижается, а в верхних коллекторах (5) и (или) (6) повышается на ту же величину.
В случае монопористых и дважды обжигаемых плиток в зоне предварительного нагрева температура пламени горелки (20) понижается (ниже плоскости рольганга), а горелки (2), расположенной выше плоскости рольганга, повышается на ту же величину.
Одновременно в начале зоны быстрого охлаждения давление в нижних коллекторах 50 и (или) (60) повышается, а в верхних коллекторах (5) и (или) (6) повышается на ту же величину.
Ж. Равномерно выпуклая форма - направленная вниз вогнутость
Этот дефект устраняется путем различных воздействий в зависимости от материала.
В случае однократно обжигаемых белых и красных плиток, а также глазурованных керамических плиток в начале зоны быстрого охлаждения давление в нижних коллекторах (50) и (или) (60) повышается, а в верхних коллекторах (5) и (или) (6) понижается на ту же величину.
Одновременно в зоне окончания обжига температура пламени нижних горелок (30) и (40) понижается, а верхних горелок (3) и(4) повышается на ту же величину. Далее и так же одновременно в начале зоны обжига температура пламени горелок (30), расположенных ниже плоскости рольганга, повышается, а горелок (3) выше плоскости рольганга понижается на ту же величину.
В случае монопористых и дважды обжигаемых плиток температура пламени горелки (3) над плоскостью рольганга понижается в начале зоны обжига, тогда как у горелок (3) и (4) в конце зоны обжига температура пламени повышается.
Ниже плоскости рольганга температура пламени горелок (30) повышается в начале рольганга (в начале зоны обжига), а в конце рольганга (в конце зоны обжига) температура пламени горелок (30) и (40) понижается.
В начале зоны быстрого охлаждения давление в нижних коллекторах (50) и (или) (60) повышается, а в верхних коллекторах (5) и (или) (6) одновременно понижается.
З. Выпуклая форма в плоскостях, перпендикулярных плоскости рольганга
Для уменьшения этого дефекта температура пламени горелок (20) и (30) повышается в зоне предварительного нагрева и в начале зоны обжига ниже плоскости рольганга, тогда как температура горелок (2) и (3) над плоскостью рольганга понижается.
Одновременно давление в коллекторах (50) и (или) (60) ниже плоскости рольганга повышается, а давление в коллекторах (5) и (6) над плоскостью рольганга понижается.
И. Выпуклая форма в плоскостях, параллельных плоскости рольганга
Этот дефект устраняется различными способами в зависимости от типа материала.
В случае однократно обжигаемых белых и красных плиток, а также глазурованных керамических плиток в начале зоны быстрого охлаждения давление в нижних коллекторах (50) и (или) (60) повышается, а в верхних коллекторах (5) и (или) (6) понижается на ту же величину.
В случае монопористых и дважды обжигаемых плиток температура пламени горелки (2) над плоскостью рольганга в зоне предварительного нагрева понижается, тогда как у горелки (20), расположенной ниже плоскости рольганга, температура пламени повышается на такую же величину.
В начале зоны быстрого охлаждения давление в нижних коллекторах (50) и (или) (60) повышается, а в верхних коллекторах (5) и (или) (6) одновременно понижается на ту же величину.
К. Выпуклая форма изделий, находящихся возле стенок печи
Если выпуклость ограничена изделиями возле стенок печи в начале зоны быстрого охлаждения, то давление в коллекторах (70) понижается.
Регулировку температуры и давления, как в сторону повышения, так и в сторону понижения, желательно проводить в каждом случае одинаковыми дозами или кратными им величинами, так что после небольшого числа повторных воздействий печь выходит на требуемый режим и обрабатываемые плитки оказываются в коммерчески допустимом диапазоне показателей качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТУННЕЛЬНАЯ ПЕЧЬ ДЛЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2441187C2 |
| Конвейерная печь | 1979 |
|
SU823799A1 |
| ПЕЧЬ, СПОСОБ ЭКСПЛУАТАЦИИ ПЕЧИ (ВАРИАНТЫ) | 2017 |
|
RU2712461C1 |
| Туннельная печь для слоевого обжига преимущественно торфорудных брикетов | 1976 |
|
SU605066A1 |
| ГОРЕЛКА, УСТРОЙСТВО И СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2022 |
|
RU2821304C2 |
| Способ термообработки керамических изделий | 1986 |
|
SU1415019A1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2023965C1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| СПОСОБ ОЧИСТКИ ОТ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ ТРОТУАРНОЙ ПЛИТКИ | 2017 |
|
RU2676736C1 |
| СПОСОБ ОБЖИГА КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2200922C2 |
Изобретение относится к области строительства, а именно к способам и устройствам для управления и регулирования посредством обратной связи туннельной печи для обжига керамических плиток. Изобретение позволит создать способ и устройство с обратной связью для регулирования туннельной обжиговой печи в соответствии с качеством продукции, определяемым на выходе из печи. Способ управления и регулирования посредством обратной связи туннельной печи для обжига керамических плиток, содержащей горелки, расположенные над плоскостью рольганга и под ней, сопла, распределяющие принудительно подаваемый холодный воздух в выходной части печи, и средства измерения температуры в рабочем пространстве печи, посредством процессора, в котором проводят следующие стадии: настраивают процессор на требуемую температурную кривую, помещают в первую память процессора информацию о стандартных дефектах формы и размеров плиток, запоминают во второй памяти для каждого из стандартных дефектов изменения в управлении печью, осуществляемые с целью устранения дефектов, выполняют через определенные промежутки времени контроль плоскостности и размеров каждой плитки одного и того же выходящего из печи поперечного ряда плиток для определения типа дефекта путем сравнения с данными, содержащимися в первой памяти, и отправляют сообщение об обнаруженном дефекте в процессор, который идентифицирует дефект путем сравнения его с данными, содержащимися в первой памяти, и изменяет питание горелок и сопел с охлаждающим воздухом на основании данных, содержащихся во второй памяти. 2 н. и 36 з.п. ф-лы, 2 ил.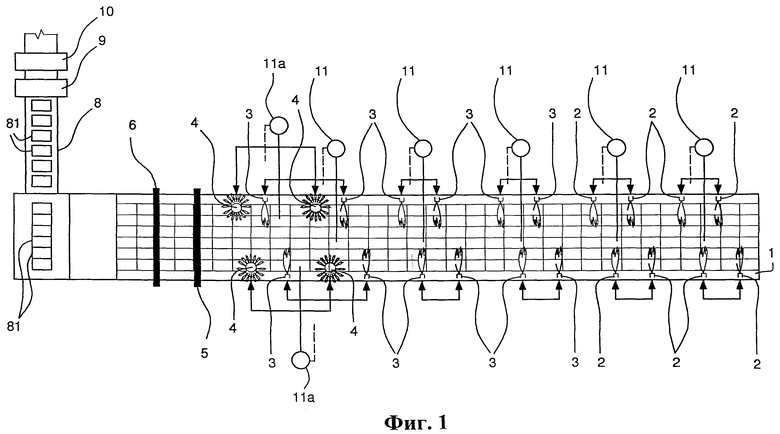
1. Способ управления и регулирования посредством обратной связи туннельной обжиговой печи для обжига керамических плиток, включающей рольганг для перемещения плиток, ряды горелок выше плоскости рольганга, ряды горелок ниже плоскости рольганга, ряды коллекторов, снабженных соплами, распределяющими подаваемый под напором охлаждающий воздух в конечной части печи и расположенных выше и ниже плоскости рольганга, измерительные средства для измерения температуры в рабочем пространстве печи и процессор, который с целью поддержания температуры в печи согласно требуемой температурной кривой управляет подачей топлива и воздуха к горелкам, индивидуально или попарно, а также управляет давлением воздуха, направляемого в коллекторы, в котором проводят следующие стадии: настраивают процессор на требуемую температурную кривую для каждой партии плиток, подлежащих обжигу, помещают в первую память процессора информацию о стандартных дефектах формы и размеров плиток, для каждого из стандартных дефектов задают во второй памяти компрессора необходимые изменения в сторону повышения или понижения температуры пламени горелок и/или давления охлаждающего воздуха на величину, которая должна уменьшить дефектность плиток, на выходе из печи выполняют через определенные промежутки времени контроль плоскостности и размеров каждой плитки одного и того же выходящего из печи поперечного ряда плиток с целью определения типа обнаруженного дефекта путем сравнения с данными о стандартных дефектах, содержащимися в первой памяти, передают сигнал об обнаруженных дефектах в процессор, который идентифицирует дефект путем сравнения с данными, содержащимися в первой памяти, и корректирует питание горелок и/или сопел охлаждающего воздуха для оказания воздействия на обнаруженные дефекты на основании управляющих сигналов, содержащихся во второй памяти, и на основании программы процессора, при этом скорость охлаждения устанавливают различной для верхней и нижней сторон плиток.
2. Способ по п.1, отличающийся тем, что стандартными отклонениями по размеру плиток, которые сохраняют в первой памяти, являются следующие: калибровочный размер, величина трапецеидального удлинения стороны, близкой к стенке печи, величина трапецеидального укорочения стороны, близкой к стенке печи.
3. Способ по п.1, отличающийся тем, что стандартными дефектами формы плиток, которые сохраняют в первой памяти, являются следующие: равномерно вогнутая или выпуклая форма; вогнутость или выпуклость в плоскостях, параллельных плоскости рольганга; вогнутость или выпуклость в плоскостях, перпендикулярных плоскости рольганга; выпуклость изделий, близких к стенкам.
4. Способ по п.1, отличающийся тем, что контроль плоскостности плиток каждого ряда выполняется одновременно на всех плитках в ряду.
5. Способ по п.1, отличающийся тем, что контроль плоскостности плиток каждого ряда выполняется поочередно на каждой плитке в ряду.
6. Способ по п.1, отличающийся тем, что контроль размеров плиток каждого ряда выполняется одновременно на всех плитках в ряду.
7. Способ по п.1, отличающийся тем, что контроль размеров плиток каждого ряда выполняется поочередно на каждой плитке в ряду.
8. Способ по п.1, отличающийся тем, что, с целью устранения различия в размерах шаблона и обрабатываемого изделия, если изделия оказались больше требуемых, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: повысить температуру обжига на 1-5°С выше и ниже плоскости рольганга.
9. Способ по п.1, отличающийся тем, что, с целью устранения различия в размерах шаблона и обрабатываемого изделия, если последние оказались меньше требуемых, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: понизить температуру обжига на 1-5°С выше и ниже плоскости рольганга.
10. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по размеру, выражающихся в возникновении трапецеидального удлинения стороны, близкой к стенке печи, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: повысить температуру пламени радиальных горелок (4) и (40) в зоне окончания обжига.
11. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по размеру, выражающихся в возникновении трапецеидального укорочения стороны, близкой к стенке печи, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: понизить температуру пламени радиальных горелок (4) и (40) в зоне окончания обжига.
12. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по плоскостности в виде однородной вогнутости (направленной вверх вогнутости), вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: понизить давление охлаждающего воздуха в коллекторах (50) и (60), расположенных ниже плоскости рольганга, и повысить давление в коллекторах (5) и/или (6), расположенных выше плоскости рольганга.
13. Способ по п.12, отличающийся тем, что вторая память содержит следующие дополнительные управляющие сигналы, которые должны быть переданы в процессор: повысить температуру пламени нижних горелок (30) и (40) и понизить температуру пламени верхних горелок (3) и (4) в зоне окончания обжига.
14. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по плоскостности в виде вогнутости в плоскостях, перпендикулярных плоскости рольганга, в случае однократно обжигаемых красных и белых плиток, а также глазурованных керамических плиток, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: понизить температуру пламени нижних горелок (20) и (30) в зоне предварительного нагрева и в зоне начала обжига и повысить температуру пламени горелок (2) и (3).
15. Способ по п.14, отличающийся тем, что вторая память содержит следующие дополнительные управляющие сигналы, которые должны быть переданы в процессор: понизить давление в нижних коллекторах (50) и/или (60) в зоне начала быстрого охлаждения и повысить давление в верхних коллекторах (5) и/или (6).
16. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по плоскостности в виде вогнутости в плоскостях, перпендикулярных плоскости рольганга, в случае монопористых керамических плиток или дважды обжигаемых плиток, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: в зоне окончания обжига понизить температуру пламени нижних горелок (30) и (40) и повысить на ту же величину температуру пламени верхних горелок (2) и (3).
17. Способ по п.16, отличающийся тем, что вторая память содержит следующие дополнительные управляющие сигналы, которые должны быть переданы в процессор: понизить давление в нижних коллекторах (50) и/(или) (60) и повысить на ту же величину давление в верхних коллекторах (5) и/или (6) в зоне начала быстрого охлаждения.
18. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по плоскостности в виде вогнутости в плоскостях, параллельных плоскости рольганга, в случае однократно обжигаемых белых и красных плиток, а также глазурованных керамических плиток, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: понизить давление в нижних коллекторах (50) и/или (60) и повысить на ту же величину давление в верхних коллекторах (5) и/или (6) в зоне начала быстрого охлаждения.
19. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по плоскостности в виде вогнутости в плоскостях, параллельных плоскости рольганга, в случае монопористых керамических плиток или дважды обжигаемых плиток, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: понизить температуру пламени нижних горелок (20) в зоне предварительного нагрева и повысить на ту же величину температуру пламени верхних горелок (2).
20. Способ по п.19, отличающийся тем, что вторая память содержит следующие дополнительные управляющие сигналы, которые должны быть переданы в процессор: понизить давление в нижних коллекторах (50) и/или (60) и повысить на ту же величину давление в верхних коллекторах (5) и/или (6) в зоне начала быстрого охлаждения.
21. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по плоскостности в виде однородной выпуклости (направленной вниз вогнутости) в случае однократно обжигаемых белых и красных плиток и глазурованных керамических плиток, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: повысить давление в нижних коллекторах (50) и (60) и понизить давление в верхних коллекторах (5) и/или (6) в зоне начала быстрого охлаждения.
22. Способ по п.21, отличающийся тем, что вторая память содержит следующие дополнительные управляющие сигналы, которые должны быть переданы в процессор: понизить температуру пламени нижних горелок (30) и (40) в зонах обжига и повысить на ту же величину температуру пламени верхних горелок (3) и (4).
23. Способ по п.22, отличающийся тем, что вторая память содержит следующие дополнительные управляющие сигналы, которые должны быть переданы в процессор: повысить температуру пламени нижних горелок (30) и понизить на ту же величину температуру пламени верхних горелок (3).
24. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по плоскостности в виде однородной выпуклости с направленной вниз вогнутостью в случае монопористых керамических плиток или дважды обжигаемых плиток, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: повысить температуру пламени нижних горелок (30) в зоне окончания обжига и понизить на ту же величину температуру пламени верхних горелок (3).
25. Способ по п.24, отличающийся тем, что вторая память содержит следующие дополнительные управляющие сигналы, которые должны быть переданы в процессор: повысить давление в нижних коллекторах (50) и/или (60) и понизить на ту же величину давление в верхних коллекторах (5) и/или (6) в зоне начала быстрого охлаждения.
26. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по плоскостности в виде выпуклости в плоскостях, перпендикулярных плоскости рольганга, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: повысить температуру пламени нижних горелок (20) и (30) и понизить на ту же величину температуру пламени верхних горелок (2) и (3) в зонах предварительного нагрева и начала обжига.
27. Способ по п.26, отличающийся тем, что вторая память содержит следующие дополнительные управляющие сигналы, которые должны быть переданы в процессор: повысить давление в нижних коллекторах (50) и/ (или) (60) и понизить на ту же величину давление в верхних коллекторах (5) и/или (6) в зоне начала быстрого охлаждения.
28. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по плоскостности в виде выпуклости в плоскостях, перпендикулярных плоскости рольганга, в случае однократно обжигаемых белых и красных плиток, а также глазурованных керамических плиток, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: повысить давление в нижних коллекторах (50) и((или) (60) и понизить на ту же величину давление в верхних коллекторах (5) и/или (6) в зоне начала быстрого охлаждения.
29. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по плоскостности в виде выпуклости в плоскостях, параллельных плоскости рольганга, в случае однократно обжигаемых белых и красных плиток, а также глазурованных керамических плиток, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: повысить давление в нижних коллекторах (50) и/или (60) и понизить на ту же величину давление в верхних коллекторах (5) и/или) (6) в зоне начала быстрого охлаждения.
30. Способ па п.1, отличающийся тем, что, с целью устранения отклонений по плоскостности в виде выпуклости в плоскостях, параллельных плоскости рольганга, в случае монопористых керамических плиток или дважды обжигаемых плиток, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: понизить температуру пламени верхних горелок (2) в зоне предварительного нагрева и повысить на ту же величину температуру пламени нижних горелок (20).
31. Способ по п.30, отличающийся тем, что вторая память содержит следующие дополнительные управляющие сигналы, которые должны быть переданы в процессор: повысить давление в нижних коллекторах (50) и/или (60) и понизить на ту же величину давление в верхних коллекторах (5) и/или (6) в зоне начала быстрого охлаждения.
32. Способ по п.1, отличающийся тем, что, с целью устранения отклонений по плоскостности в виде выпуклости изделий, расположенных возле стенок печи, вторая память содержит следующие управляющие сигналы, которые должны быть переданы в процессор: повысить давление в продольном коллекторе 70.
33. Способ по п.1, отличающийся тем, что повышение или понижение температуры и давления осуществляют на одинаковую величину при всех воздействиях таким образом, что в результате небольшого числа повторяющихся воздействий печь выходит на требуемый режим и обрабатываемые плитки укладываются в коммерчески приемлемый стандарт качества.
34. Способ по п.33, отличающийся тем, что повышения и понижения температуры при всех воздействиях осуществляют на величину, кратную одному и тому же значению.
35. Устройство для регулирования посредством обратной связи туннельной печи для обжига керамических плиток, включающее рольганг для транспортировки материала, расположенный в туннельной конструкции, оборудованной продольными стенками, в которой имеются два комплекта горелок, по одному комплекту выше и ниже плоскости рольганга, при этом горелки направлены к середине обжиговой печи и распределены по длине печи, два комплекта коллекторов соответственно выше и ниже плоскости рольганга, снабженных соплами для направления холодного воздуха в сторону рольганга и расположенных в конечной зоне печи, из которой выходят обрабатываемые изделия, устройства для генерации сжатого воздуха, соединенные с коллекторами, средства контроля распределения температуры по всей длине обжиговой печи, процессор для управления работой горелок в соответствии с сигналами, подаваемыми датчиками температуры, отличающееся тем, что устройство дополнительно содержит первое средство контроля плоскостности плиток, выходящих из обжиговой печи, и второе средство контроля размеров плиток, выходящих из обжиговой печи, при этом процессор, способный получать сигналы от первого и второго средств контроля, содержит первую память, в которой хранятся стандартные дефекты плиток по размеру и плоскостности, вторую память, содержащую управляющие сигналы, подаваемые горелкам и устройствам для генерации сжатого воздуха с целью уменьшения дефектности плиток для каждого из хранящихся в памяти стандартных дефектов и вычислительный блок, который в соответствии с данными, полученными от первого и второго измерительных средств, и данными, содержащимися в первой и второй памяти, управляет работой отдельных горелок и отдельных генераторов сжатого воздуха, при этом вычислительный блок устанавливает скорость охлаждения различной для верхней и нижней сторон плиток.
36. Устройство по п.35, отличающееся тем, что каждый коллектор снабжен устройством для генерации охлаждающего воздуха.
37. Устройство по п.35, отличающееся тем, что на выходе из обжиговой печи расположен транспортер, ось которого перпендикулярна оси печи, при этом по оси транспортера располагаются в ряд плитки, выходящие из печи, при этом над транспортером расположены первое и второе измерительные устройства для контроля плоскостности и размеров плиток.
38. Устройство по п.35, отличающееся тем, что оно имеет датчики температуры, расположенные вблизи от боковых стенок обжиговой печи.
| Датчик давления | 1987 |
|
SU1500889A1 |
| 1972 |
|
SU426126A1 | |
| US 4722169 А, 02.02.1988 | |||
| 0 |
|
SU286984A1 | |
| Устройство для автоматического регулирования аэродинамического режима подвагонеточного пространства туннельной печи | 1980 |
|
SU875193A1 |

