Изобретение относится к строительству, а именно к устройствам для изготовления строительных элементов, в том числе допускает возможность непрерывного изготовления строительных элементов.
Известен строительный элемент (СЭ), включающий гофрированные листы, жестко соединенные друг с другом (описание изобретения к патенту РФ №2059773).
Однако особенности конструкции известного СЭ не допускают возможности его непрерывного изготовления.
Известна установка для изготовления СЭ, включающая центральный технологический канал (ЦТК), к которому с двух сторон примыкают устройства для ввода составляющих частей СЭ, предварительно обрезанных на части заданной длины и или в виде бесконечного полотна, по криволинейным направляющим, которые заканчиваются по касательным к ЦТК, устройство или устройства для соединения частей СЭ, устройство для резки собранного СЭ на части заданной длины, приводы подач устройств для ввода СЭ, приводы соединения СЭ и привод резки собранного СЭ на части заданной длины, причем указанные приводы связаны между собой средствами синхронизации или связаны синхронно с общим приводом (описание изобретения к патенту РФ №2256553).
В известной установке не предусмотрена возможность получения СЭ из гофрированных листов.
Задачей изобретения является расширение технологических возможностей установки для изготовления строительных элементов. Технический результат обеспечивается возможностью непрерывного изготовления СЭ из гофрированных листов.
Поставленная задача решается за счет того, что в установке для непрерывного изготовления строительных элементов (СЭ) из гофрированных листов и/или бесконечного гофрированного полотна, содержащая центральный технологический канал (ЦТК), примыкающие к нему с двух сторон устройства для ввода составляющих частей СЭ, одно из которых содержит средство для профилирования продольных гофр, другое - для профилирования поперечных гофр, касательные к ЦТК криволинейные направляющие для ввода предварительно обрезанных на части заданной длины и/или в виде бесконечного гофрированного полотна составляющих частей СЭ, устройство или устройства для соединения частей СЭ, устройство для резки собранного СЭ на части заданной длины, приводы подач устройств для ввода СЭ, приводы соединения СЭ и приводы резки собранного СЭ на части заданной длины, причем указанные приводы связаны между собой средствами синхронизации или связаны синхронно с общим приводом. Средство или средства для профилирования гофр могут быть выполнены с возможностью формования трапецеидальных гофр. Средства для профилирования продольных и поперечных гофр могут быть выполнены с возможностью формования трапецеидальных гофр, при этом ЦТК выполняют с местами для обеспечения возможности соприкосновения продольных и поперечных гофр, расположенных в одной плоскости. Устройство для соединения частей СЭ может быть выполнено в виде сварочного аппарата и расположено в местах соприкосновения продольных и поперечных гофр между собой и частей СЭ по периферии. Средство для профилирования поперечных гофр может быть выполнено с возможностью формования замкнутых гофр с плоскими боковыми участками на СЭ. Средство для профилирования продольных гофр может быть выполнено с возможностью формования замкнутых гофр с плоскими боковыми участками на СЭ. Установка может быть выполнена с обеспечением возможности изготовления строительных элементов (СЭ) из полимерного термопластичного материала, при этом устройства для соединения частей СЭ установлены в зоне, обеспечивающей их соединение сдавливанием в местах соприкосновения продольных и поперечных гофров между собой и частей СЭ по периферии. Устройство для ввода одной из составляющих частей СЭ может содержать средство для экструдирования СЭ с продольными гофрами. Одно из устройств для ввода составляющих частей СЭ может содержать средство для экструдирования листового материала в виде экструдера, а средство для профилирования поперечных гофр может быть установлено непосредственно на выходе из экструдера. Устройство или устройства для соединения частей СЭ могут быть установлены в зоне от выхода из экструдера до зоны начала затвердевания полимерного термопластичного материала. Устройство для резки собранного СЭ на части заданной длины может быть выполнено в виде пресс-ножниц. Устройство для резки собранного СЭ на части заданной длины может включать подвижную дисковую пилу.
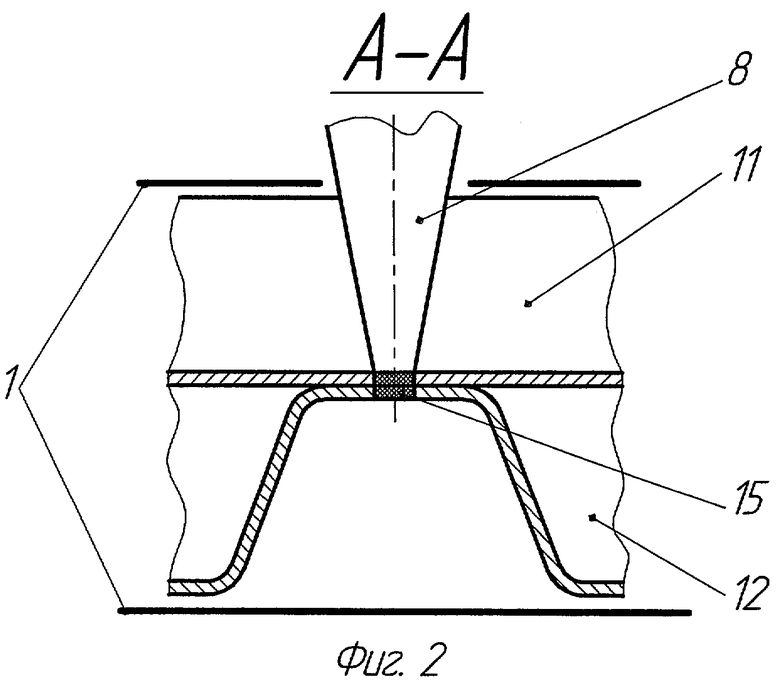
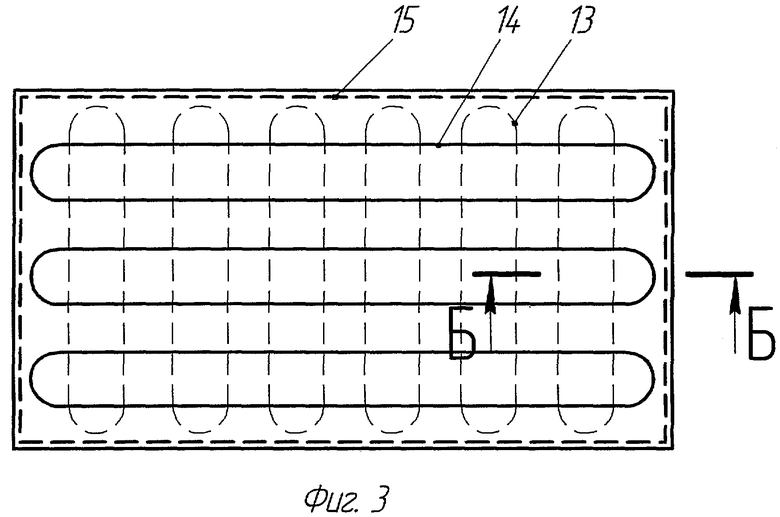
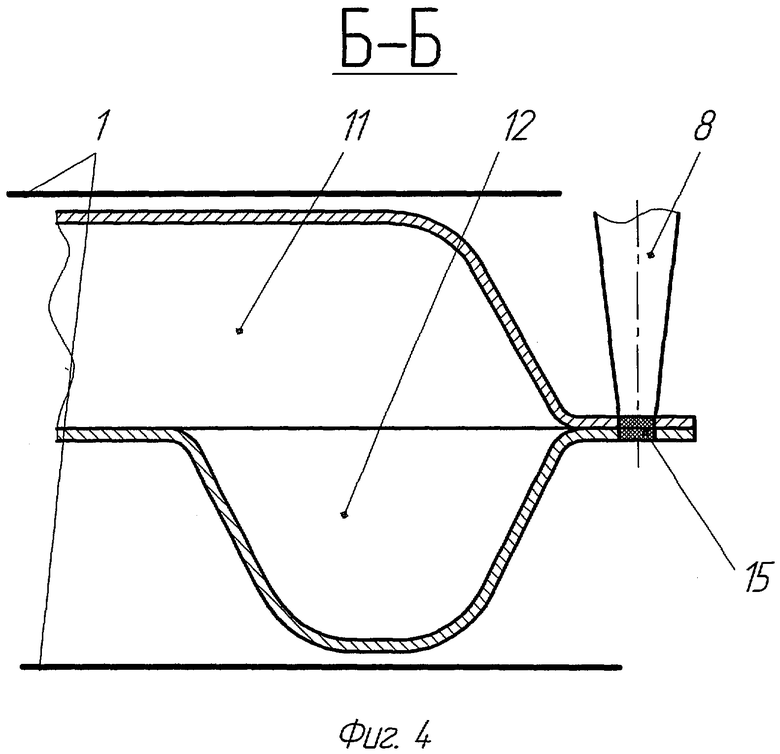
На фиг.1 показана блок-схема предлагаемой установки для изготовления СЭ; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - СЭ, соединенный из двух частей, выполненных формованием замкнутых продольных и поперечных гофр с плоскими боковыми участками; на фиг.4 - разрез Б-Б на фиг.3.
Установка для непрерывного изготовления строительных элементов (СЭ) из гофрированных листов и/или бесконечного гофрированного полотна включает ЦТК 1, к которому с двух сторон примыкают устройства 2 и 3 для ввода составляющих частей СЭ. Устройство 2 содержит средство (отдельно на блок-схеме на фиг.1 не показано) для профилирования продольных гофр СЭ 4. Устройство 3 содержит средство (отдельно на блок-схеме на фиг.1 не показано) для профилирования поперечных гофр СЭ 5. СЭ 4 и 5, предварительно обрезанные на части заданной длины и/или в виде бесконечного полотна, проходят из устройств 2 и 3 соответственно по криволинейным направляющим 6 и 7, которые заканчиваются по касательным к ЦТК 1. Устройство 8 для соединения частей СЭ может быть выполнено в виде сварочного аппарата или устройства для установки крепежных деталей, например заклепок, винтов, винтов саморезов, болтовых соединений. В конце ЦТК 1 установлено устройство 9 для резки собранного СЭ на части заданной длины, выполненное, например, в виде пресс-ножниц или подвижной дисковой пилы. Устройства 2 и 3 для ввода составляющих частей СЭ, устройство 8 для соединения частей СЭ, устройство 9 для резки собранного СЭ на части заданной длины связаны между собой средствами синхронизации или связаны синхронно с общим приводом 10. Возможен вариант установки, в которой средство или средства для профилирования гофр устройств 2 и 3 для ввода составляющих частей СЭ выполнены с возможностью формования трапецеидальных гофр. Возможен вариант установки, в которой средства для профилирования продольных и поперечных гофр устройств 2 и 3 для ввода составляющих частей СЭ выполнены с возможностью формования трапецеидальных гофр, при этом места соприкосновения продольных 11 и поперечных 12 гофр в ЦТК 1 расположены в одной плоскости (фиг.2). Возможен вариант установки, в которой места соединений продольных 11 и поперечных 12 гофр между собой расположены в местах их соприкосновения по периферии (фиг.4). Возможен вариант установки, в которой средство для профилирования поперечных гофр устройства 3 для ввода составляющих частей СЭ выполнено с возможностью формования замкнутых гофр 13 с плоскими боковыми участками на СЭ (показано пунктирной линией на фиг.3). Возможен вариант установки, в которой средство для профилирования продольных гофр устройства 2 для ввода составляющих частей СЭ выполнено с возможностью формования замкнутых гофр 14 с плоскими боковыми участками на СЭ (показано основной линией на фиг.3). Возможен вариант установки, в которой части СЭ выполнены из полимерного термопластичного материала, а устройство 8 для соединения частей СЭ установлено в зоне (фиг.1), обеспечивающей их соединение путем сдавливания в местах соприкосновения продольных 11 и поперечных 12 гофров между собой (фиг.2) или частей СЭ по периферии (фиг.4). Возможен вариант установки, в которой устройство 2 или 3 для ввода составляющих частей СЭ содержит средство (отдельно на блок-схеме на фиг.1 не показано) для экструдирования СЭ с продольными гофрами. Возможен вариант установки, в которой устройство 2 или 3 для ввода составляющих частей СЭ содержит средство (отдельно на блок-схеме на фиг.1 не показано) для экструдирования листового материала и средство для профилирования поперечных гофр, установленное, например, непосредственно на выходе из экструдера. Возможен вариант установки, в которой устройство 8 (фиг.1) для соединения частей СЭ установлено в зоне от выхода из экструдера до зоны начала затвердевания полимерного термопластичного материала.
Установка работает следующим образом
Составляющая часть СЭ 4 с профилированными в продольном направлении гофрами поступает от устройства 2 для ввода составляющих частей СЭ по криволинейным направляющим 6 в ЦТК 1. Одновременно в ЦТК 1 по криволинейным направляющим 7 поступает от устройства 3 для ввода составляющих частей СЭ составляющая часть СЭ 5 с профилированными в поперечном направлении гофрами. Соединение составляющих частей СЭ 4 и 5 производят с помощью устройства 8 для соединения частей СЭ. Это соединение частей СЭ может быть выполнено в виде точек 15 от контактной точечной сварки или полосы 15 от контактной роликовой сварки от сварочного аппарата (фиг.2 и фиг.4). Кроме этого, соединение составляющих частей СЭ 4 и 5 может быть выполнено сваркой плавлением кромок СЭ или с помощью устройств для установки крепежных деталей, например заклепок, винтов, винтов саморезов, болтовых соединений (на чертежах не показано). Особенность соединения составляющих частей СЭ 4 и 5, выполненных из полимерного термопластичного материала, заключается в том, что в зоне от выхода из экструдера до зоны начала затвердевания полимерного термопластичного материала возможна сборка составляющих частей СЭ давлением. Соединенные части СЭ 4 и 5 разделяют на части заданной длины с помощью устройства 9 для резки собранного СЭ, выполненное, например, в виде пресс-ножниц или подвижной дисковой пилы. На фиг.3 показан полученный на выходе из предлагаемой установки готовый СЭ, особенность которого заключается в том, что соединение составляющих его частей выполнено по периферии четырех кромок. Выполнение такого соединения с помощью контактной роликовой сварки (на фиг.3 показано утолщенной пунктирной линией) может обеспечить не только высокую прочность СЭ, но и высокую герметичность, что позволит использовать СЭ в специальном строительстве, например, при сооружении емкостей.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧИЙ ЭЛЕМЕНТ ДЛЯ ЗАГРУЗКИ БИОФИЛЬТРА И ЕГО ВАРИАНТ | 2009 |
|
RU2404136C1 |
| МНОГОСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2469157C2 |
| ГОФРИРОВАННЫЙ ТРУБЧАТЫЙ КОЖУХ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОГО КОЖУХА | 2007 |
|
RU2436008C2 |
| Устройство для изготовления двухслойных пластмассовых гофрированных труб | 1987 |
|
SU1500503A1 |
| Способ производства гофрированных профилей | 1988 |
|
SU1574314A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2008 |
|
RU2401737C2 |
| ГОФРИРОВАННАЯ ТРУБА В СБОРЕ ДЛЯ ЛИНИЙ ПРИЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ГОФРИРОВАННОЙ ТРУБЫ В СБОРЕ | 2015 |
|
RU2663186C1 |
| Устройство для изготовления гофрированных рукавов из полимеров | 1991 |
|
SU1770147A1 |
| УСТРОЙСТВО ДЛЯ ИММОБИЛИЗАЦИИ МИКРООРГАНИЗМОВ ПРИ БИОЛОГИЧЕСКОЙ ОЧИСТКЕ СТОЧНЫХ ВОД | 2008 |
|
RU2369564C1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1342558A1 |
Изобретение относится к строительству, а именно к устройствам для изготовления строительных элементов, в том числе допускает возможность непрерывного изготовления строительных элементов (СЭ). К центральному технологическому каналу (ЦТК) с двух сторон примыкают устройства для ввода составляющих частей СЭ, предварительно обрезанных на части заданной длины и/или в виде бесконечного полотна по криволинейным направляющим, которые заканчиваются по касательным к ЦТК. Имеется устройство для соединения частей СЭ, устройство 9 для резки собранного СЭ на части заданной длины, приводы подач устройств для ввода СЭ, приводы соединения СЭ и привод резки собранного СЭ на части заданной длины, причем указанные приводы связаны между собой средствами синхронизации или связаны синхронно с общим приводом 10. При этом одно устройство для ввода составляющих частей СЭ содержит средство для профилирования продольных гофр, а другое устройство - средство для профилирования поперечных гофр. Расширяются технологические возможности. 11 з.п. ф-лы, 4 ил.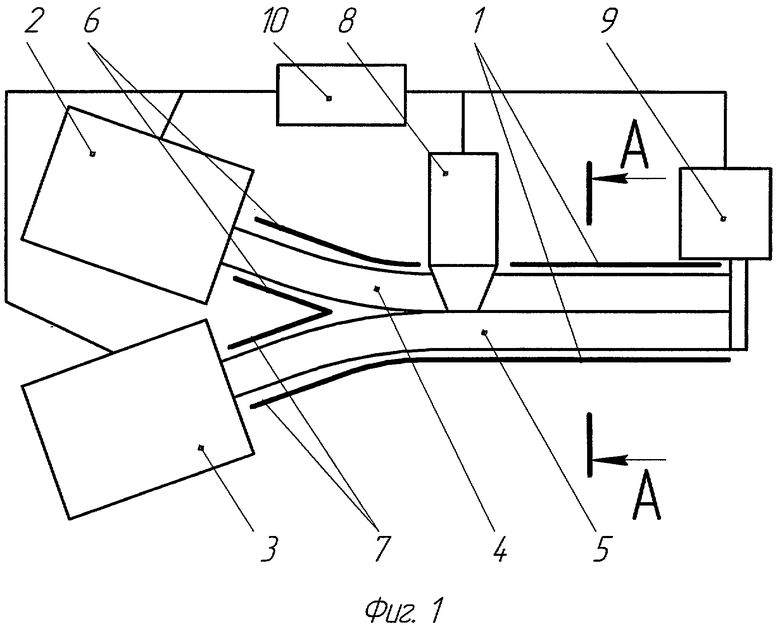
1. Установка для непрерывного изготовления строительных элементов (СЭ) из гофрированных листов и/или бесконечного гофрированного полотна, содержащая центральный технологический канал (ЦТК), примыкающие к нему с двух сторон устройства для ввода составляющих частей СЭ, одно из которых содержит средство для профилирования продольных гофр, другое - для профилирования поперечных гофр, касательные к ЦТК криволинейные направляющие для ввода предварительно обрезанных на части заданной длины и/или в виде бесконечного гофрированного полотна составляющих частей СЭ, устройство или устройства для соединения частей СЭ, устройство для резки собранного СЭ на части заданной длины, приводы подач устройств для ввода СЭ, приводы соединения СЭ и приводы резки собранного СЭ на части заданной длины, причем указанные приводы связаны между собой средствами синхронизации или связаны синхронно с общим приводом.
2. Установка по п.1, отличающаяся тем, что средство или средства для профилирования гофр выполнены с возможностью формования трапецеидальных гофр.
3. Установка по п.1, отличающаяся тем, что средства для профилирования продольных и поперечных гофр выполнены с возможностью формования трапецеидальных гофр, при этом ЦТК выполнен с местами для обеспечения возможности соприкосновения продольных и поперечных гофр, расположенных в одной плоскости.
4. Установка по п.1, отличающаяся тем, что устройство для соединения частей СЭ выполнено в виде сварочного аппарата и расположено в местах соприкосновения продольных и поперечных гофр между собой и частей СЭ по периферии.
5. Установка по п.1, отличающаяся тем, что средство для профилирования поперечных гофр выполнено с возможностью формования замкнутых гофр с плоскими боковыми участками на СЭ.
6. Установка по п.1, отличающаяся тем, что средство для профилирования продольных гофр выполнено с возможностью формования замкнутых гофр с плоскими боковыми участками на СЭ.
7. Установка по п.1, отличающаяся тем, что она выполнена с обеспечением возможности изготовления строительных элементов (СЭ) из полимерного термопластичного материала, при этом устройства для соединения частей СЭ установлены в зоне, обеспечивающей их соединение сдавливанием в местах соприкосновения продольных и поперечных гофров между собой и частей СЭ по периферии.
8. Установка по п.7, отличающаяся тем, что устройство для ввода одной из составляющих частей СЭ содержит средство для экструдирования СЭ с продольными гофрами.
9. Установка по п.7, отличающаяся тем, что одно из устройств для ввода составляющих частей СЭ содержит средство для экструдирования листового материала в виде экструдера, а средство для профилирования поперечных гофр установлено непосредственно на выходе из экструдера.
10. Установка по п.9, отличающаяся тем, что устройство или устройства для соединения частей СЭ установлены в зоне от выхода из экструдера до зоны начала затвердевания полимерного термопластичного материала.
11. Установка по п.1, отличающаяся тем, что устройство для резки собранного СЭ на части заданной длины выполнено в виде пресс-ножниц.
12. Установка по п.1, отличающаяся тем, что устройство для резки собранного СЭ на части заданной длины включает подвижную дисковую пилу.
| Способ изготовления металлических строительных элементов составного сечения и устройство для его изготовления | 1991 |
|
SU1779443A1 |
| Установка для изготовления многослойных строительных панелей с гофрами | 1989 |
|
SU1749412A1 |
| РЕГУЛЯРНАЯ НАСАДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2138327C1 |
| JP 4075731 A, 10.03.1992. | |||

