Изобретение относится к способу прерывания соответственно разъединения короткого замыкания при сварке короткой электрической дугой, причем при прерывании короткого замыкания устанавливается промежуток времени, в котором реализуется определенная токовая характеристика для прерывания короткого замыкания внутри промежутка времени и при превышении промежутка времени осуществляется повышение тока.
Недостатком известного способа является то, что при каждом коротком замыкании всегда реализуется одинаковая токовая характеристика с одинаковыми значениями соответственно параметрами и формами кривой независимо от длительности короткого замыкания. Таким образом, на процесс не оказывается какого-либо влияния, и качество сварки вряд ли может улучшиться.
Подобного вида способы известны, например, из WO 2008/137371 А2, WO 2009/040620 A1, EP 0324960 A1 или DE 2342710 C3.
Задача настоящего изобретения состоит в создании указанного выше способа для разъединения соответственно прерывания кроткого замыкания при сварке короткой электрической дугой, с помощью которого существенно улучшается качество сварки и действительно поддерживается устойчивость сварочного процесса. Недостатки известных способов и сварочных аппаратов должны исключаться или, по меньшей мере, уменьшаться.
Задача решается с помощью указанного выше способа, причем после окончания предварительно задаваемого промежутка времени во время короткого замыкания регистрируется эта токовая характеристика для разъединения короткого замыкания и, по меньшей мере, одно значение соответственно параметр при разъединении короткого замыкания сохраняется соответственно запоминается, причем, по меньшей мере, одно значение соответственно параметр в промежутке времени следующего короткого замыкания приводится в соответствие с сохраненным значением соответственно параметром. Предпочтительно при этом то, что с помощью активного приведения в соответствие для разъединения короткого замыкания нарастание тока в промежутке может устанавливаться более пологим, так что достигается так называемая более мягкая электрическая дуга с меньшим выбросом брызг, так как при более пологой кривой нарастания для разъединения короткого замыкания давления электрической дуги существенно меньше и таким образом выбрасывается меньше материала. При этом также можно вести работу с существенно более короткой электрической дугой, так как не существует опасности, что процесс остановится и станет неустойчивым, т.е. наступит так называемое «заикание». Этому в процессе создается препятствие именно с помощью приведения в соответствие значений или параметров при новом коротком замыкании, так как благодаря этому короткое замыкание прерывается в основном одинаково снова внутри промежутка и таким образом устойчивость восстанавливается.
Если после окончания предварительно задаваемого промежутка времени во время короткого замыкания скорость нарастания тока di/dt для разъединения короткого замыкания постоянна, в частности, экспоненциально, повышается, то может достигаться по возможности быстрое прерывание короткого замыкания.
Преимуществом является также, если при прерывании короткого замыкания регистрируется скорость нарастания тока соответственно время нарастания тока, так как благодаря этому определяется существенный параметр, который применяется для следующего промежутка времени при новом коротком замыкании. При этом, однако, могут регистрироваться, изменяться, соответственно приводиться в соответствие еще и другие параметры.
Если при превышении промежутка времени при следующем возникающем коротком замыкании повышение тока в промежутке времени осуществляется с последним запомненным временем нарастания тока соответственно скоростью нарастания тока di/dt, то благодаря этому внутри промежутка времени осуществляется приведение в соответствие и таким образом становится возможным более быстрое прерывание короткого замыкания, вследствие чего улучшается устойчивость процесса.
При прерывании короткого замыкания внутри промежутка времени значения соответственно параметры, в частности время нарастания тока соответственно скорость нарастания тока, при следующем коротком замыкании возвращаются к исходному значению, при этом является преимуществом, что процессу придана устойчивость и таким образом опять же может производиться мягкое прерывание короткого замыкания с небольшим количеством сварных брызг.
Преимущественно при увеличении промежутка времени скорость нарастания тока прогрессивно повышается до предварительно задаваемого максимального значения и затем на этом максимальном значении удерживается так долго, пока не будет прервано короткое замыкание, так как благодаря этому достигается более длительный срок службы конструктивных элементов сварочного аппарата и одновременно с помощью оптимального выбора для размеров могут уменьшаться затраты на изготовление. Другое преимущество заключается в том, что при этом также уменьшается количество сварных брызг, так как при прерывании короткого замыкания может подаваться только определенный максимальный ток и таким образом может соответственно учитываться давление электрической дуги при прерывании.
Предпочтительным также является мероприятие, при котором скорость нарастания тока изменяется внутри промежутка времени, если предыдущее короткое замыкание остается существовать за пределами промежутка времени, причем скорость нарастания тока как раз возникающего короткого замыкания приводится в соответствие с прежде рассмотренным прерыванием короткого замыкания, так как благодаря этому при возникновении следующих коротких замыканий они быстрее прерываются и таким образом устойчивость процесса существенно улучшается.
Преимущественно при достижении предварительно устанавливаемой скорости нарастания тока di/dt, эта скорость нарастания тока сохраняется, так как благодаря этому может достигаться очень высокий ток и таким образом становится возможным надежное прерывание короткого замыкания.
Но также являются преимуществом мероприятия, при которых осуществляется возврат в первоначальное состояние значений соответственно параметров после превышения промежутка времени через несколько промежутков времени, так как благодаря этому проводится медленное возвращение к стандартным значениям и таким образом обеспечивается устойчивость процесса.
Преимуществом является также мероприятие, при котором регистрируется продолжительность времени, когда прерывается короткое замыкание, после чего в ближайшем промежутке времени проводятся соответствующие изменения, так как благодаря этому может реализовываться любая токовая характеристика.
Далее задача изобретения также решается с помощью названного выше сварочного аппарата, устройство управления которого образовано для осуществления описанного выше способа. Предпочтительно при этом, что, как уже ранее было описано, качество и устойчивость улучшаются с помощью приведения в соответствие с предыдущим прерыванием короткого замыкания, так как благодаря этому внутри следующего промежутка времени короткое замыкание прерывается с помощью приведения в соответствие токовой характеристики. С помощью приведения в соответствие с предыдущим процессом прерывания может также оказываться противодействие колебаниям расплавленного металла.
Другие предпочтительные варианты исполнения приведены в описании. Вытекающие из этого преимущества могут точно также заимствоваться из описания.
Настоящее изобретение более подробно поясняется с помощью приложенных схематических чертежей, причем раскрытия, содержащиеся в общем описании, сообразно со смыслом могут переноситься на одинаковые детали с одинаковыми позициями. Далее также отдельные признаки из показанного примера осуществления соответственно из показанных примеров осуществления сами по себе могут представлять самостоятельные соответствующие изобретению решения.
На них показывают:
фиг.1 схематическое изображение сварочной машины соответственно сварочного аппарата;
фиг.2 схематическое изображение временной токовой характеристики для прерывания короткого замыкания при сварке короткой электрической дугой, с ограничением тока;
фиг.3 другое схематическое изображение временной токовой характеристики для прерывания короткого замыкания при сварке короткой электрической дугой с ограниченной скоростью нарастания тока;
фиг.4 другой пример осуществления токовой характеристики для прерывания короткого замыкания при сварке короткой электрической дугой с несколькими процессами приведения в соответствие;
фиг.5 пример осуществления токовой характеристики для прерывания короткого замыкания при сварке короткой электрической дугой с регистрацией продолжительности времени.
Фигуры описаны таким образом, что в различных описанных формах осуществления одинаковые элементы снабжаются соответственно одинаковыми обозначениями, и содержащиеся в общем описании раскрытия соответственно со смыслом могут переноситься на одинаковые элементы с одинаковыми позициями соответственно одинаковыми обозначениями конструктивных элементов. Также выбранные в описании указания о положении, как, например, вверху, внизу, сбоку и т.д. отнесены к непосредственно описанным, а также изображенным фигурам и при изменении положения должны переноситься на новое положение. Подобные конструктивные элементы или подобные по функции конструктивные элементы снабжены одинаковыми позициями с различными индексами. Далее также отдельные признаки или комбинации признаков из показанных и описанных различных примеров осуществления представляют собой самостоятельные, изобретательские или соответствующие изобретению решения.
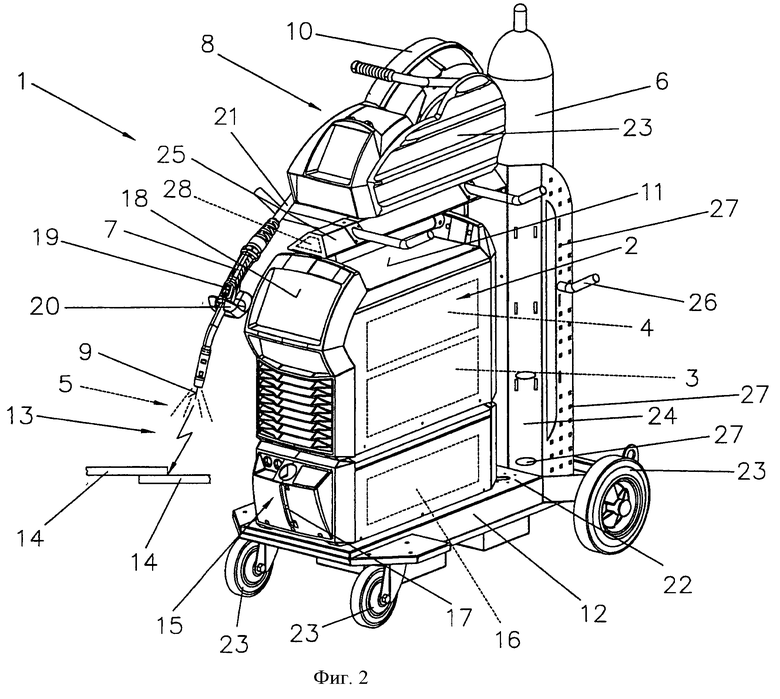
На фиг.1 показан сварочный аппарат 1 соответственно сварочная установка для различных процессов соответственно способов, как, например, дуговая сварка плавящимся электродом в инертном газе/ дуговая сварка плавящимся электродом в активном газе соответственно дуговая сварка неплавящимся электродом в инертном газе/дуговая сварка вольфрамовым электродом в среде инертного газа или способы сварки электродами, способы сварки с помощью двух дуг/тандем, плазменные способы или способы пайки. Сварочный аппарат 1 включает источник 2 тока с расположенной в нем силовой частью 3, устройством 4 управления и другими не показанными компонентами и проводами, как, например, переключающий контакт, распределительные клапаны и т.д.
Устройство 4 управления соединено с распределительным клапаном, который расположен в трубопроводе, подающем газ 5, в частности, защитный газ, как, например, CO2, гелий или аргон и т.п., между емкостью 6 для хранения газа и сварочной горелкой 7 соответственно горелкой.
К тому же с помощью устройства 4 управления может осуществляться управление устройством 8 подачи проволоки, которое традиционно для дуговой сварки плавящимся электродом в инертном газе/дуговой сварки плавящимся электродом в активном газе, причем через трубопровод для подачи подводится присадочный материал, соответственно сварочная проволока 9 от запасного барабана соответственно от бухты проволоки в зону сварочной горелки 7. Разумеется, возможно, что устройство 8 для подачи проволоки, как это известно из уровня техники, интегрировано в сварочном аппарате 1, в частности, в корпусе 11 источника 2 тока, и не интегрировано, как представлено на фиг.1, и позиционировано в виде дополнительного прибора на передвижной тележке 12. В этом случае говорится о так называемом компактном сварочном аппарате 1. При этом также возможно, что устройство 8 для подачи проволоки может устанавливаться непосредственно на сварочный аппарат 2, т.е. корпус 11 источника 2 тока на поверхности образован для установки устройства 8 подачи проволоки, так что передвижная тележка 12 может отсутствовать. Также возможно, что устройство 8 подачи проволоки подает сварочную проволоку 9 соответственно присадочный материал снаружи сварочной горелки 7 к месту ведения процесса, причем для этого в сварочной горелке 7 предпочтительно расположен не плавящийся электрод, как это обычно для дуговой сварки неплавящимся электродом в инертном газе/дуговой сварки вольфрамовым электродом в среде инертного газа.
Ток для получения электрической дуги 13, в частности, рабочей электрической дуги, между электродом соответственно сварочной проволокой 9 и предпочтительно образованной из одной или нескольких частей деталью 14 подводится через сварочный провод, не показан, от силовой части 3 источника 2 тока к сварочной горелке 7, в частности, к электроду соответственно к сварочной проволоке 9, причем подлежащая свариванию деталь 14 через другой сварочный провод для другого потенциала, в частности, кабель на корпус, (не показан) соединена с источником 2 тока и таким образом с помощью электрической дуги 13 соответственно струи плазмы при осуществлении процесса может создаваться электрическая цепь. При применении горелки с внутренней электрической дугой 13 оба сварочных провода (не показаны) подведены к горелке, так что в горелке может создаваться соответствующая электрическая цепь, как это может быть в случае плазменных горелок.
Для охлаждения сварочной горелки 7 через охладительный аппарат 15 сварочная горелка 7 при промежуточном включении возможных компонентов, как, например, контрольный прибор потока, может соединяться с емкостью для жидкости, в частности, емкостью 16 для воды с указателем заполнения 17, благодаря чему при запуске в работу сварочной горелки 7, охладительного аппарата 15, в частности запускается применяемый жидкостно-кольцевой насос, расположенный в емкости 16 для воды, и таким образом может осуществляться охлаждение сварочной горелки 7. Как показано в представленном примере осуществления, охладительный аппарат 15 позиционирован на передвижной тележке 12, на которой затем устанавливается источник 2 тока. Отдельные компоненты сварочной установки, т.е. источник 2 тока, устройство 8 подачи проволоки и охладительный аппарат 15 при этом образованы так, что они имеют соответствующие выступы или выемки, так что они могут надежно устанавливаться друг на друга соответственно в виде штабеля.
Сварочный аппарат 1, в частности источник 2 тока, далее имеет входное и/или выходное устройство 18, через которое могут устанавливаться, соответственно запрашиваться и показываться самые различные параметры сварки, режимы работы или программы сварки сварочного аппарата 1. При этом параметры сварки, режимы работы или программы сварки, установленные с помощью входного и/или выходного устройства 18, передаются далее устройству 4 управления, и от него затем осуществляется управление отдельными компонентами сварочной установки соответственно сварочного аппарата 1, соответственно задаются соответствующие номинальные значения для регулирования или управления. При этом также возможно, что при применении соответствующей сварочной горелки 7 процессы регулирования могут осуществляться с помощью сварочной горелки 7, причем для этого сварочная горелка 7 оборудована входным и/или выходным устройством 19 для сварочной горелки. Предпочтительно при этом сварочная горелка 7 через информационную шину, в частности последовательную информационную шину, соединена со сварочным аппаратом 1, в частности, источником 2 тока или устройством 8 для подачи проволоки.
Для запуска процесса сварки сварочная горелка 7 имеет чаще всего пусковой выключатель (не изображен), так что при приведении в действие пускового выключателя может зажигаться электрическая дуга 13. Чтобы защититься от большого теплового излучения электрической дуги 13, возможно, что сварочная горелка 7 оборудована теплозащитным экраном 20. Далее в представленном примере осуществления сварочная горелка 7 через пакет 21 шлангов соединена со сварочным аппаратом 1 соответственно сварочной установкой, причем пакет 21 шлангов через защиту 22 от перегиба закреплен на сварочной горелке 7. В пакете 21 шлангов расположены отдельные трубопроводы от сварочного аппарата 1 к сварочной горелке 7, как, например, трубопровод питания, соответственно трубопровод для сварочной проволоки 9, для газа 5, для контура охлаждения, для передачи данных и т.д., напротив, кабель на корпус предпочтительно присоединяется специально к источнику 2 тока. Пакет 21 шлангов через соединительное приспособление (не показано) присоединяется к источнику 2 тока или устройству 8 подачи проволоки, а отдельные трубопроводы в пакете 21 шлангов с защитой от перегиба закреплены соответственно в сварочной горелке 7. Таким образом, обеспечено соответствующее уменьшение растягивающего усилия пакета 21 шлангов, которые с помощью устройства уменьшения растягивающего усилия (не изображено) могут быть соединены с корпусом 11 источника 2 тока или устройством 8 подачи проволоки.
В принципе следует упомянуть, что для различных способов сварки соответственно сварочных аппаратов 1, как, например, сварочные аппараты для дуговой сварки неплавящимся электродом в инертном газе или сварочные аппараты для дуговой сварки плавящимся электродом в инертном газе/дуговой сварки плавящимся электродом в активном газе или плазменных аппаратах, не должны использоваться соответственно применяться все названные выше компоненты. При этом, например, возможно, что сварочная горелка 7 может выполняться в виде охлаждаемой воздухом сварочной горелки 7, так что, например, может отсутствовать охладительный аппарат 15. То есть можно сказать, что сварочный аппарат 1 образуется, по меньшей мере, источником 2 тока, устройством 8 подачи проволоки и охладительным аппаратом 15, причем они могут располагаться также в общем корпусе 11. Далее возможно, что могут располагаться, соответственно применяться еще другие части соответственно компоненты, как, например, защита 23 от проскальзывания на устройстве 8 подачи проволоки или опционный носитель 24 на фиксирующем устройстве 25 для емкости 6 для хранения газа.
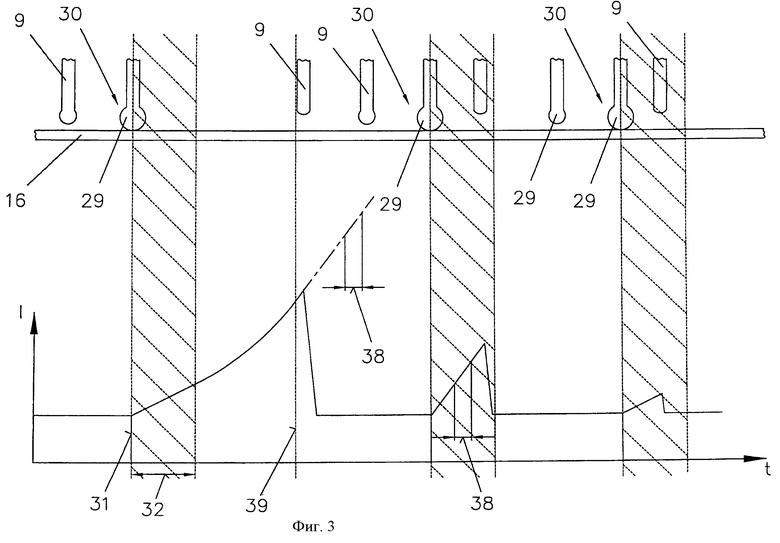
На фиг.2-5 в форме диаграмм представлены способы сварки - короткое замыкание, причем на ординате отложен ток I и на абсциссе время t. Так как это достаточно известно из уровня техники, здесь не приводится детальное описание процесса короткое замыкание-сварка соответственно процесс сварки ультракороткой электрической дугой, при котором капля 29 соответственно переход материала осуществляется благодаря короткому замыканию 30 сварочной проволоки 9 с ванной расплавленного металла соответственно деталью 16, как представлено схематически.
Обычно при коротком замыкании-сварке ток I при возникновении короткого замыкания 30 - см. момент времени 32 на фиг.2 - повышается. При этом при возникновении короткого замыкания 30 ток I может сначала понижаться, а затем повышаться (не изображено). Как представлено на диаграмме, ток I непрерывно повышается внутри установленного, предпочтительно предварительно устанавливаемого промежутка 32 времени (представлено заштрихованным и шраффированным), чтобы с помощью повышенного тока I короткое замыкание прервать с помощью так называемого «пинч-эффекта». При этом важно, что благодаря прерыванию короткого замыкания 30 образуется по возможности мало брызг при сварке. Чтобы удержать небольшим выброс брызг, возникающий при прерывании короткого замыкания, стремятся установить нарастание тока по возможности небольшим, т.е. нарастание тока di/dt выбирается по возможности небольшим и таким образом получается плоская кривая нарастания тока, как это видно на диаграмме в промежутке 32 времени, начиная с момента времени 31. Из-за выбранного слишком плоским нарастания тока, однако часто возможно, что короткое замыкание 30 больше не может прерваться внутри установленного промежутка 32 времени, так что сварочный процесс становится относительно слегка неустойчивым. Эта неустойчивость может быть, например, вызвана движением горелки, т.е. дополнительным погружением сварочной проволоки 9 в ванну расплавленного металла или колебаниями ванны расплавленного металла и т.д.
Из уровня техники известно, что после превышения промежутка 32 времени при еще не прерванном коротком замыкании 30 скорость нарастания тока di/dt остается одинаковой или переключается на более крутое нарастание тока, так что ток повышается быстрее и достигается более быстрое прерывание короткого замыкания 30.
Согласно изобретению теперь предусмотрено, что осуществляется специальный способ для разъединения соответственно прерывания короткого замыкания 30, причем по истечении промежутка 32 времени при продолжительном коротком замыкании 30, как это, например, имеет место к моменту времени 33, ток, в частности сварочный ток, соответственно токовая характеристика тока для разъединения соответственно прерывания короткого замыкания 30 нарастает с более высоким, в частности по экспоненте увеличивающимся временем нарастания тока соответственно скоростью нарастания тока di/dt, по сравнению со временем нарастания тока соответственно скоростью нарастания тока di/dt, примененной в промежутке 32 времени, причем одновременно время нарастания тока соответственно скорость нарастания тока di/dt определяется соответственно контролируется, так что к моменту времени 34 разъединения короткого замыкания 30 запоминается фактическое время нарастания тока соответственно скорость нарастания тока di/dt. После этого при следующем возникающем коротком замыкании 30 - момент времени 35 - повышение тока в промежутке времени 32 осуществляется с последним запомненным временем нарастания тока соответственно скоростью нарастания тока di/dt, причем при прерывании короткого замыкания 30 внутри промежутка 32 времени - момент времени 36 - время нарастания тока соответственно скорость нарастания тока di/dt возвращается к исходному значению согласно di/dt промежутка 32 времени между моментами времени 31 и 34.
При этом согласно фиг.2 также возможно, что при превышении промежутка 32 времени, начиная с момента времени 33, скорость нарастания тока прогрессивно повышается до предварительно задаваемого максимального значения 37 и затем удерживается на этом максимальном значении так долго, пока не прервется короткое замыкание. Это имеет то преимущество, что благодаря повышенному нарастанию тока предотвращается слишком экстенсивный выброс брызг, так как он ограничивается на определенном предельном значении и таким образом не может бесконечно повышаться. Если наступает подобного рода случай, то при следующем кротком замыкании 30 максимальная скорость нарастания тока di/dt осуществляется в промежутке 32 времени. Существенным является то, что скорость нарастания тока при следующем коротком замыкании 30 изменяется внутри промежутка 32 времени, если предыдущее короткое замыкание 30 осталось существовать за пределами промежутка 32 времени, т.е., скорость нарастания тока соответственно время нарастания тока di/dt как раз возникающего короткого замыкания 30 приводится в соответствие в зависимости от прежде рассмотренного разъединения короткого замыкания.
В представленном примере осуществления согласно фиг.2 при превышении промежутка 32 времени приводится в соответствие следующий промежуток 32 времени и затем скорость нарастания тока снова возвращается к исходному значению, даже если после первого превышения промежутка 32 времени в следующем после этого промежутке 32 времени опять имеет место превышение. Разумеется возможно, что после каждого превышения снова и снова самые близкие следующие значения, в частности, скорость нарастания тока соответственно время нарастания тока di/dt, изменяются в зависимости от значений предыдущего короткого замыкания, пока короткое замыкание не прервется внутри промежутка 32 времени, после чего при следующем коротком замыкании 30 значения или параметры вернутся к первоначальному значению. Это может происходить сразу, т.е. в промежутке 32 времени или также в нескольких следующих друг за другом промежутках 32 времени, причем в представленном примере осуществления возвращение в начальное состояние происходит в одном шаге, т.е. в самом близком промежутке 32 времени.
Однако, если согласно фиг.2 применяется способ, при котором при каждом превышении промежутка 32 времени имеет место изменение в следующем промежутке 32 времени, то при подобного рода образе действия возвращение в начальное состояние параметров, в частности скорости нарастания тока, для промежутка 32 времени происходит только тогда, когда короткое замыкание 30 прерывается внутри промежутка 32 времени, в противном случае скорость нарастания тока при каждом новом промежутке 32 времени приводится в соответствие с предыдущими параметрами. Таким образом, di/dt для следующего короткого замыкания 30, в частности, промежутка 32 времени, точно также повышается, пока продолжительность короткого замыкания снова не станет ниже предварительно задаваемого значения, в частности, внутри промежутка 32 времени. При этом скорость нарастания тока во промежутке 32 времени также может уменьшаться в сравнении с предыдущим промежутком 32 времени, так как скорость нарастания тока приводится в соответствие с моментом времени 34 при прерывании короткого замыкания. Таким образом, прерывание может однажды проходить при более крутой скорости нарастания тока, чем это имеет место при ближайшем коротком замыкании, вследствие чего скорость нарастания тока в промежутке 32 времени может как повышаться, так и понижаться.
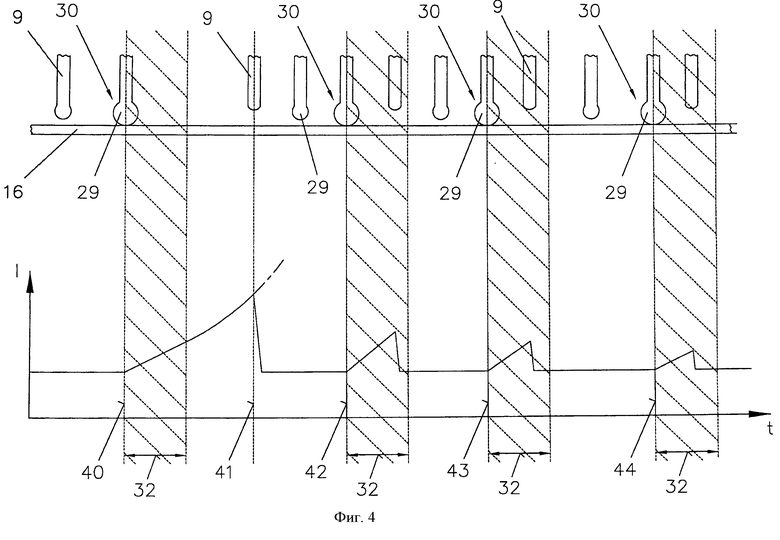
На фиг.3 представлен пример осуществления, при котором ток I теперь не ограничен максимальным значением и при достижении предварительно устанавливаемой скорости 38 нарастания тока сохраняет эту скорость нарастания тока, как видно в момент времени 39, и ток I при этом повышается так долго, пока короткое замыкание не прорвется. Если достигается максимальная скорость 38 нарастания тока, то при новом коротком замыкании 30 в промежутке 32 времени ток I повышается с максимальной скоростью 38 нарастания тока. Если при этом, однако, короткое замыкание снова не разъединяется в промежутке 32 времени, то все еще продолжается повышение тока только с максимальной скоростью 38 нарастания, пока короткое замыкание 30 не прервется. Предпочтительно при каждом превышении промежутка 32 времени значения соответственно параметры для ближайшего промежутка 32 времени изменяются и они снова возвращаются к предварительно устанавливаемым значениям соответственно параметрам, если короткое замыкание 30 прорывается внутри промежутка 32 времени. Ради порядка следует упомянуть, что при прерывании короткого замыкания 30 при более низкой di/dt, чем максимально возможная, при следующем коротком замыкании 30 ток повышается со скоростью нарастания тока, зарегистрированной при прерывании прежде имевшем место короткого замыкания в промежутке 32 времени.
На фиг.4 представлен другой пример осуществления, при котором возвращение в исходное положение значений соответственно параметров после превышения промежутка 32 времени простирается на несколько промежутков 32 времени. При этом к моменту времени 40 наступает короткое замыкание 30, так что задается промежуток 32 времени, в котором ток I повышается с предварительно устанавливаемой скоростью нарастания тока, в частности, с возможно плоским нарастанием тока для предотвращения брызг при сварке. Так как короткое замыкание 30 не прервалось внутри определенного промежутка 32 времени, то затем осуществляется повышение скорости нарастания тока и соответственно реализуется специальная токовая характеристика для по возможности быстрого прерывания короткого замыкания 30. При этом токовая характеристика контролируется, чтобы можно было воспринимать и приводить в соответствие параметры соответственно значения для следующего промежутке времени, т.е. другого короткого замыкания 30.
Как видно из фиг.4, к моменту времени 41 короткое замыкание 30 прерывается, так что ток опускается до установленного значения, т.е. до сварочного тока и может продолжаться нормальная сварка короткой электрической дугой, причем значения соответственно параметры при прерывании короткого замыкания 30 в момент времени 41 регистрируются и запоминаются. В момент времени 42 опять возникает короткое замыкание 30, так что теперь благодаря запомненным значениям соответственно параметрам имевшего прежде место короткого замыкания 30 осуществляется изменение токовой характеристики в промежутке 32 времени для прерывания короткого замыкания 30. Предпочтительно скорость нарастания тока как раз в осуществленном промежутке 32 времени приводится в соответствие со скоростью нарастания тока при прерывании последнего короткого замыкания 30 (момент времени 41). Однако, возможно, что могут применяться самые различные формы кривых независимо от последнего прерывания короткого замыкания, которые сохранены в памяти. Например, в зависимости от зарегистрированного значения скорости нарастания тока при прерывании короткого замыкания могут придаваться соответствующие формы кривых, процентные доли соответственно значения зарегистрированной скорости нарастания тока или другого параметра и т.д. и эти сохраненные значения или параметры потом применяются для ближайшего промежутка 32 времени. Например, в промежутке 32 времени нарастание тока осуществляется линейно и в ближайшем промежутке 32 времени нарастание тока осуществляется по экспоненте, так как в осуществленном ранее промежутке 32 времени короткое замыкание не прерывалось внутри промежутка 32 времени. Таким образом, в следующем после этого промежутке может, например, осуществляться переключение формы кривой.
Так как в представленном примере осуществления согласно фиг.4 осуществляется многоступенчатое приведение в соответствие и короткое замыкание в момент времени 42 прерывается внутри промежутка 32 времени, запомненные последними значения соответственно параметры для нового короткого замыкания снова изменяются, т.е., например, осуществляется процентное уменьшение скорости нарастания тока. То есть, если возникает новое короткое замыкание 30, как видно в момент времени 43, опять задается промежуток 32 времени с определенными, измененными по сравнению с предыдущими значениями соответственно параметрами, значениями и параметрами для характеристики тока, в частности, осуществляется выполаживание скорости нарастания тока по сравнению с осуществленной прежде формой. Таким образом, осуществляется определенное уменьшение значений, в частности, скорости нарастания тока, причем, например, при новом коротком замыкании 30, как видно в момент времени 44, значения соответственно параметры возвращаются к первоначально установленным значениям или параметрам. Следовательно, можно сказать, что при превышении промежутка 32 времени ступенчато в несколько шагов значения соответственно параметры уменьшаются, причем в представленном примере осуществления изображены две ступени, однако, возможно также больше ступеней.
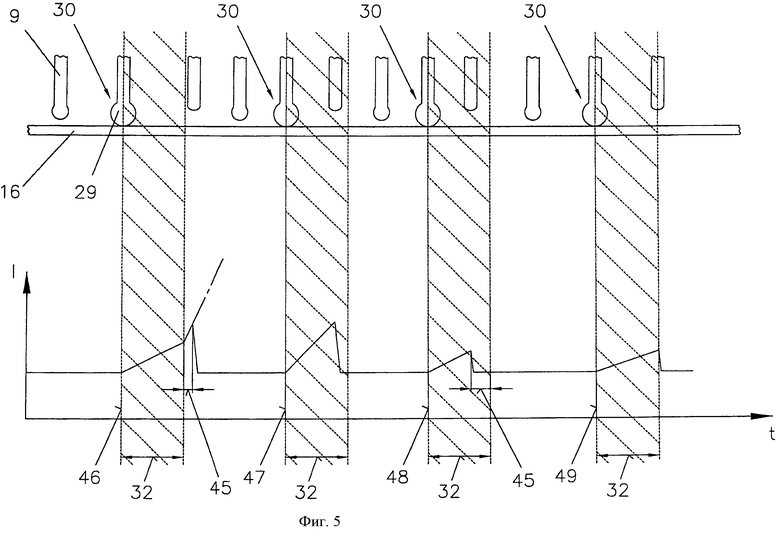
Другой пример осуществления изображен на фиг.5, в котором теперь регистрируется и контролируется не скорость нарастания тока, а продолжительность времени 45, когда прерывается короткое замыкание 30, после чего в ближайшем промежутке 32 времени осуществляются соответствующие изменения. При этом в момент времени 46 возникает короткое замыкание 30, после чего запускается промежутк 32 времени и ток с предварительно установленной скоростью нарастания тока линейно повышается внутри промежутка 32 времени, чтобы прорвать короткое замыкание. Однако так как короткое замыкание 30 промежутка 32 времени не прервалось, ток повышается дальше, в частности, осуществляется экспоненциальное или линейное нарастание токовой характеристики для быстрого прерывания короткого замыкания 30. Теперь при этом контролируется, соответственно регистрируется продолжительность времени 45, пока не будет прервано короткое замыкание 30, т.е., что после окончания промежутка 32 времени измеряется и соответственно сохраненным функциям, таблицам или значениям осуществляется изменение значений соответственно параметров, в частности скорости нарастания тока, для ближайшего промежутка 32 времени. То есть, если возникает новое короткое замыкание 30, как это имеет место в момент времени 17, то тогда запускается промежуток 32 времени, причем, однако, значения соответственно параметры изменяются внутри промежутка 32 времени по сравнению с предварительно установленными значениями или параметрами. Предпочтительно в соответствии с прежде превышенной продолжительностью времени 45 осуществляется процентное приведение в соответствие скорости нарастания тока, как это видно в промежутке 32 времени, начиная с момента времени 47.
Далее в изображенном примере осуществления также возможно осуществлять понижение значений соответственно параметров, в частности уменьшение скорости нарастания тока di/dt. Это может осуществляться таким образом, что, как, например, представлено, короткое замыкание возникает в момент времени 48, при котором токовая характеристика 32 реализуется с предварительными установленными значениями соответственно параметрами, причем теперь короткое замыкание 30 прерывается перед окончанием промежутка 32 времени. Как уже описано выше, регистрируется продолжительность времени 45, так что по отношению к окончанию промежутка 32 времени может определяться более точный момент времени для прерывания короткого замыкания 30. При этом возможно, что при прерывании короткого замыкания 30 остающаяся остаточная продолжительность времени 45 используется для промежутка 32 времени, или, что при задании промежутка 32 времени вместе регистрируется продолжительность времени 45. Так как теперь прерывание короткого замыкания 30 осуществляется с предварительно установленными стандартными значениями, проводится уменьшение этих значений, в частности, скорости нарастания тока, так что при ближайшем коротком замыкании 30, как это видно, начиная с момента времени 49, токовая характеристика в промежутке 32 времени уменьшилась по сравнению с токовой характеристикой в предыдущем промежутке 32 времени (начиная с момента времени 48).
Но также возможно, что скорость нарастания тока изменяется в зависимости от разности фактической продолжительности короткого замыкания и предварительно задаваемой номинальной продолжительности короткого замыкания для следующего короткого замыкания 30. Например, di/dt повышается, если короткое замыкание 30 продолжается дольше, чем заданный интервал времени, соответственно если короткое замыкание 30 короче, чем заданный интервал времени.
В примененном способе для отделения короткого замыкания 30 при сварке короткой электрической дугой таким образом при возникновении короткого замыкания 30 задается промежуток 32 времени, в котором реализуется определенная токовая характеристика для прерывания короткого замыкания 30 внутри промежутка 32 времени, и при превышении промежутка 32 времени производится повышение тока, причем после окончания промежутка 32 времени во время короткого замыкания 30 эта токовая характеристика для прерывания короткого замыкания 30 регистрируется и сохраняется, соответственно запоминается, по меньшей мере, одно значение соответственно параметр при прерывании короткого замыкания 30 и, по меньшей мере, одно значение соответственно параметр в промежутке 32 времени следующего короткого замыкания 30 приводится в соответствие в зависимости от сохраненного значения соответственно параметра. В уровне техники, напротив, нарастание тока после превышения заданной продолжительности короткого замыкания, т.е. заданного промежутка времени, изменяется на фиксированное более высокое значение, пока не прервется короткое замыкание. Затем параметры снова возвращаются в начальное состояние, так что при следующем наступлении короткого замыкания процесс прерывания запускается с предварительно установленными значениями, напротив, при предложенном согласно изобретению техническом решении значения при новом коротком замыкании приводятся в соответствие с предыдущими значениями при прерывании короткого замыкания, т.е., что при способе прерывания короткого замыкания при сварке короткой электрической дугой при превышении или при не израсходовании определенного промежутка 32 времени для прерывания короткого замыкания 30 производится изменение значений соответственно параметров следующего промежутка 32 времени. При этом отказались от подробной регистрации состояний процесса, так как она известна из уровня техники.
Скорость нарастания тока может постоянно нарастать также с начала короткого замыкания 30, т.е. при задании промежутка 32 времени по линейной или по любой предварительно задаваемой функции и это продолжается одинаково или измененным образом при превышении промежутка 32 времени, причем, однако, опять же по причине момента времени прерывания возможные изменения проводятся для ближайшего короткого замыкания 30, т.е. для ближайшего промежутка 32 времени. Далее следует упомянуть, что возникновение короткого замыкания 30 является неопределенным соответственно произвольным и промежуток 32 времени задается только благодаря обнаружению короткого замыкания 30. Но при этом возможно, что при обнаружении короткого замыкания 30 состояние короткого замыкания сначала наблюдается определенное время, идет ли речь о «насыщенном» коротком замыкании 30 или только о кратковременном погружении сварочной проволоки 9 в ванну расплавленного металла. Только если установлено, что речь идет о коротком замыкании 30, задается, соответственно продолжается промежуток 32 времени.
В заключение следует задержаться на том, что примеры осуществления показывают только возможные варианты осуществления предложенного согласно изобретению технического решения, причем изобретение не ограниченно специально представленными вариантами осуществления. В частности, возможны комбинации отдельных вариантов осуществления друг с другом, причем эти возможности благодаря техническому результату предмета изобретения лежат в области навыков работающего в этой технической области специалиста. Также все возможные варианты, которые осуществляют и не явно описывают, соответственно представляют идеи технического решения, лежащие в основе изобретения, или возможны с помощью комбинаций отдельных деталей представленных и описанных вариантов осуществления, включены в объем охраны. Точно также защита распространяется на отдельные компоненты предложенного согласно изобретению устройства, насколько они взятые сами по себе существенны для реализации изобретения.
Изобретение относится к способу прерывания короткого замыкания (30) при сварке короткой дугой. При возникновении короткого замыкания (30) устанавливают промежуток (32) времени, в котором осуществляют определенную токовую характеристику для прерывания короткого замыкания (30) внутри промежутка (32) времени. При превышении промежутка (32) времени осуществляют повышение тока. По истечении предварительно заданного промежутка (32) времени во время короткого замыкания (30) регистрируют эту токовую характеристику для прерывания короткого замыкания (30) и сохраняют соответственно запоминают, по меньшей мере, одно значение соответственно параметр при прерывании короткого замыкания (30). По меньшей мере, одно значение соответственно параметр приводят в соответствие в промежутке (32) времени следующего короткого замыкания (30) с сохраненным значением соответственно параметром. За счет этого поддерживается устойчивость сварочного процесса, что соответственно повышает качество сварки. 8 з.п. ф-лы, 5 ил.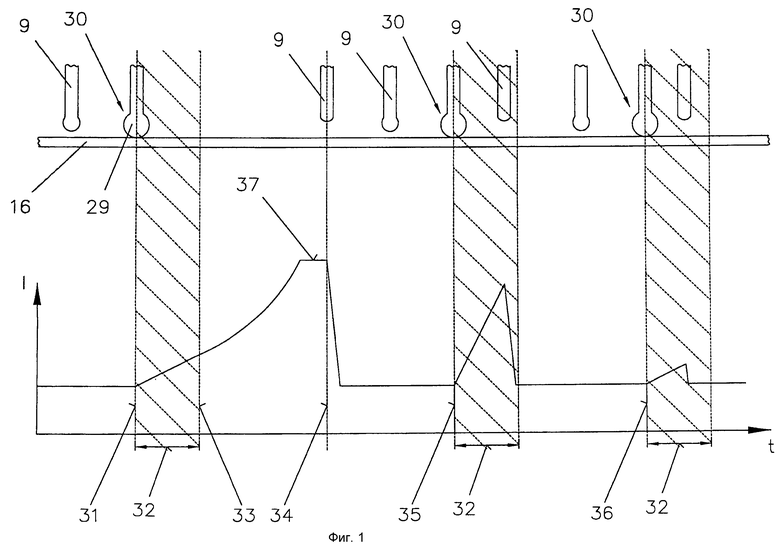
1. Способ прерывания короткого замыкания (30) при сварке короткой дугой, при котором при возникновении короткого замыкания (30) устанавливают промежуток (32) времени, в котором осуществляют определенную токовую характеристику для прерывания короткого замыкания (30) внутри промежутка (32) времени, и при превышении промежутка (32) времени осуществляют повышение тока, отличающийся тем, что по истечении предварительно заданного промежутка (32) времени во время короткого замыкания (30) регистрируют эту токовую характеристику для прерывания короткого замыкания (30) и сохраняют, соответственно запоминают, по меньшей мере, одно значение соответственно параметр при прерывании короткого замыкания (30), причем, по меньшей мере, одно значение соответственно параметр приводят в соответствие в промежутке (32) времени следующего короткого замыкания (30) с сохраненным значением соответственно параметром.
2. Способ по п.1, отличающийся тем, что по истечении предварительно заданного промежутка (32) времени во время короткого замыкания (30) скорость нарастания тока di/dt для прерывания короткого замыкания (30) повышают постоянно, в частности, экспоненциально.
3. Способ по п.1, отличающийся тем, что при прерывании короткого замыкания (30) регистрируют скорость нарастания тока di/dt соответственно время нарастания тока.
4. Способ по п.3, отличающийся тем, что при превышении промежутка (32) времени при последующем возникающем коротком замыкании (30) повышение тока в промежутке (32) времени осуществляют с последним запомненным временем нарастания тока соответственно скоростью нарастания тока di/dt.
5. Способ по п.1, отличающийся тем, что при прерывании короткого замыкания (30) внутри промежутка (32) времени значения соответственно параметры, в частности время нарастания тока или скорость нарастания тока di/dt, при следующем коротком замыкании (30) возвращают к исходным значениям.
6. Способ по п.2, отличающийся тем, что при превышении промежутка (32) времени скорость нарастания тока di/dt повышают прогрессивно до предварительно задаваемого максимального значения (37) и затем удерживают на этом максимальном значении (37) так долго, пока не будет прервано короткое замыкание.
7. Способ по п.2, отличающийся тем, что скорость нарастания тока di/dt приводят в соответствие внутри промежутка (32) времени, если предыдущее короткое замыкание (30) осталось существовать за пределами промежутка (32) времени, причем скорость нарастания тока как раз возникающего короткого замыкания (30) приводят в соответствие с ранее рассмотренным отделением короткого замыкания.
8. Способ по п.2, отличающийся тем, что при достижении предварительно устанавливаемой скорости (38) нарастания тока di/dt эту скорость (38) нарастания тока сохраняют.
9. Способ по п.1, отличающийся тем, что продолжительность (45) времени, когда прерывают короткое замыкание (30), регистрируют, после чего в ближайшем промежутке (32) времени осуществляют соответствующие изменения.
| WO 2008137371 A2, 13.11.2008 | |||
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |
| EP 0324960 A1, 26.07.1989 | |||
| WO 2009040620 A1, 02.04.2009 | |||
| ЧУВСТВИТЕЛЬНЫЙ К ТЕМПЕРАТУРЕ КАБЕЛЬ ОБНАРУЖЕНИЯ ПОЖАРА | 2007 |
|
RU2342710C1 |

