Изобретение относится к цветной металлургии, а именно к плавильным агрегатам для переплава вторичных алюминиевых ломов и отходов алюминиевых сплавов в слитки и чушки. Печь может применятся для рафинирования, получения сплавов, усреднения химического состава.
Известен аналог - отражательная печь для переплавки металла (источник информации патент РФ №2155304), содержащая, как и в заявленной печи, корпус, образованный боковыми, передней и задней торцевыми стенками, ограниченную подом и стенками накопительную ванну, наклонную площадку, свод, сливную летку, газоход.
Недостатками этой печи являются:
1. Сложность конструкции из-за наличия двух сводов (малый над наклонной площадкой и большой над накопительной ванной).
2. Отсутствие внешней теплоизоляции печи, уменьшающей потери тепла во внешнюю среду.
3. Отсутствие пылегазоочистки.
4. Из описания печи следует, что печь оснащена только одной форсункой, что явно недостаточно для обеспечения высокой скорости проплавления шихты и ведения форсированного режима плавки. Ввиду указанных выше недостатков печь не может обеспечить решение технической задачи.
Известен аналог - отражательная печь для переплава металла (источник информации патент РФ №2047663), содержащая, как и в заявленной печи, корпус, образованный боковыми, передней и задней торцевыми стенками, ограниченную подом и стенками накопительную ванну и наклонную площадку, свод, сливную летку, газоход.
Недостатками этой печи являются:
1. Дороговизна и сложность аккумулирующей теплоподушки (легковесный огнеупорный кирпич, блюмсы).
2. Большая глубина жидкого металла в ванне затрудняет процесс перемешивания, вследствие чего жидкий металл не будет гомогенным.
3. Отсутствие внешней теплоизоляции печи, уменьшающей потери тепла во внешнюю среду.
4. Отсутствие пылегазоочистки.
5. Из описания печи следует, что накопительная ванна выполнена из шамотного кирпича марки ШБ, который имеет низкую огнеупорность и низкую температуру начала размягчения, что приводит к частым ремонтам печи. Ввиду указанных выше недостатков печь не может обеспечить решение технической задачи.
Известен аналог - отражательная печь для переплава металла (источник информации патент РФ №2361162), являющаяся наиболее близкой (прототипом), содержащая, как и в заявленной печи, корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, ограниченную подом и стенками накопительную ванну и наклонную площадку, свод, сливную летку, газоход.
Недостатками этой печи являются:
1. Большая трудоемкость техпроцесса изготовления внешней теплоизоляции стен.
2. Подъем и опускание заслонок шлакового и рабочего окон производится вручную.
3. В печи используются стационарные желобы для разливки наплавленного металла.
4. Отсутствие пылегазоочистки.
Ввиду указанных выше недостатков печь не может обеспечить решение технической задачи.
Задачей изобретения является создание газовой ванной отражательного типа печи для переплава алюминиевого лома простой конструкции, позволяющей вести процесс переплава на естественной и искусственной тяге с системой пылегазоочистки, уменьшить потери металла и тепла в окружающую среду, а также увеличить срок ее эксплуатации и производительность.
Технический результат - разработанная печь является простой по конструкции, имеющей большую производительность, малый угар металла, большой срок эксплуатации, позволяющей: использовать несортированный от инородных включений лом, снизить потери тепла в окружающею среду за счет специальной теплоизоляции, вести процесс переплава на естественной и искусственной тяге с системой пылегазоочистки, что делает его экологически чистым.
Указанный технический результат достигается за счет того, что в отражательную печь для переплава алюминиевого лома, содержащую корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, накопительную ванну и наклонную площадку, ограниченные подом и стенками, свод, сливную летку и газоход, вводится сварной каркас, который имеет футеровку из трех рядов легковесного кирпича и двух слоев листового асбокартона, выложенных в каркасе под подом накопительной ванны и наклонной площадкой. Три ряда легковесного кирпича и два слоя листового асбокартона позволяют снизить потери тепла от ванны и наклонной площадки через каркас на пол.
Кроме того, накопительная ванна и наклонная площадка выполнены из подовых блоков МЛС-62, уложенных на два слоя асбокартона, и имеют подбивку из сухого кварцевого песка. Подовые блоки имеют высокую огнеупорность и стойкость (срок службы по практическим данным до 6,5-7,5 лет). Два слоя асбокартона и сухой кварцевый песок позволяют дополнительно сохранить температуру металла в ванне печи и наклонной площадке.
Вместе с тем, печь имеет летку в боковой стене для выпуска расплавленного металла, футерованную поворотную чашу с приваренным к ней футерованным желобом, который может поворачиваться на угол в 130°, обеспечивая разливку металла в разливочное оборудование, расположенное в секторе с углом в 130°. Летка выполнена в быстросменном леточном кирпиче в коробе для обеспечения возможности их замены без остановки печи.
При этом к каркасу печи приварен стальной короб, имеющий теплоизоляцию между ним и каждой стеной, состоящую из четырех слоев листового асбокартона. Четыре слоя листового асбокартона позволяют дополнительно сохранить температуру стен печи.
Существенно отметить, что свод предлагаемой печи имеет сверху слой с тройной теплоизоляционной обмазкой, слой легковесного кирпича и на нем слой огнеупорных теплоизоляционных матов для дополнительного сохранения тепла в печи.
Кроме того, для поддержания температуры в ванне печи, прогрева леток, при необходимости, перегрева сплава, а также увеличения производительности и ведения форсированного режима плавки в боковой стене установлены: две горелки (инжекционная двухрядная восьмисмесительная и ГБГ-1,2) направлены на наклонную площадку, а одна горелка ГБГ-1,2 направлена на подину печи. Печь может работать при отключенном электропитании благодаря применению инжекционной двухрядной восьмисмесительной горелки.
Более того, в конструкцию предлагаемой печи введен привод подъема и опускания заслонки загрузочного (рабочего) окна, состоящий: из электродвигателя, муфты, червячного редуктора, двух валов со шкивами, противовесов, тросов, цепей и заслонки.
Следует отметить, что в состав предлагаемой печи введена установка пылегазоочистки, которая позволяет вести процесс переплава на естественной и искусственной тяге с очисткой дымовых газов от вредных веществ и пыли.
Введение в предлагаемую печь вышеперечисленного обеспечивает решение поставленной задачи.
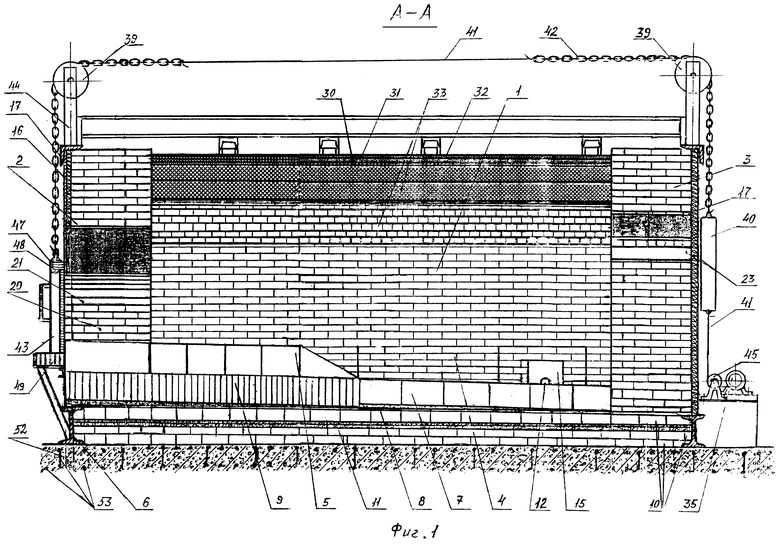
На фиг.1 - продольный разрез печи.
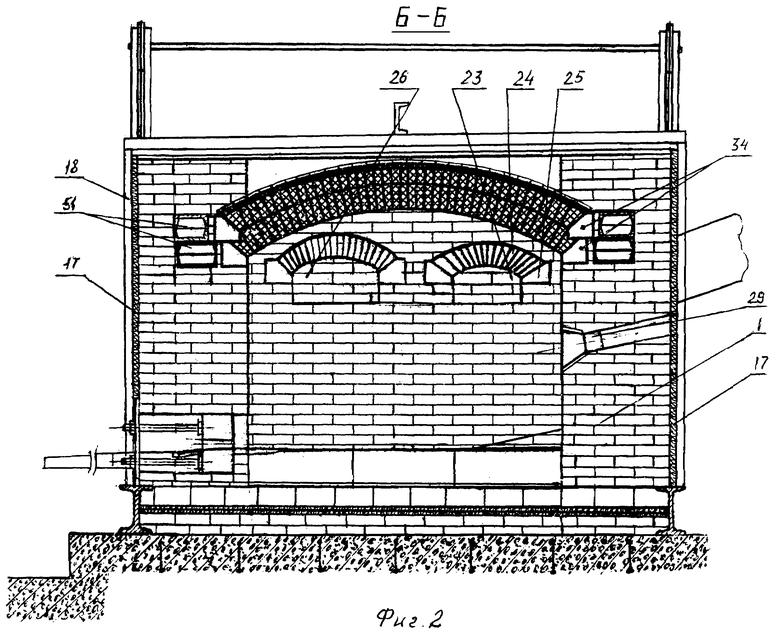
На фиг.2 - поперечный разрез печи (вид на дымоход).
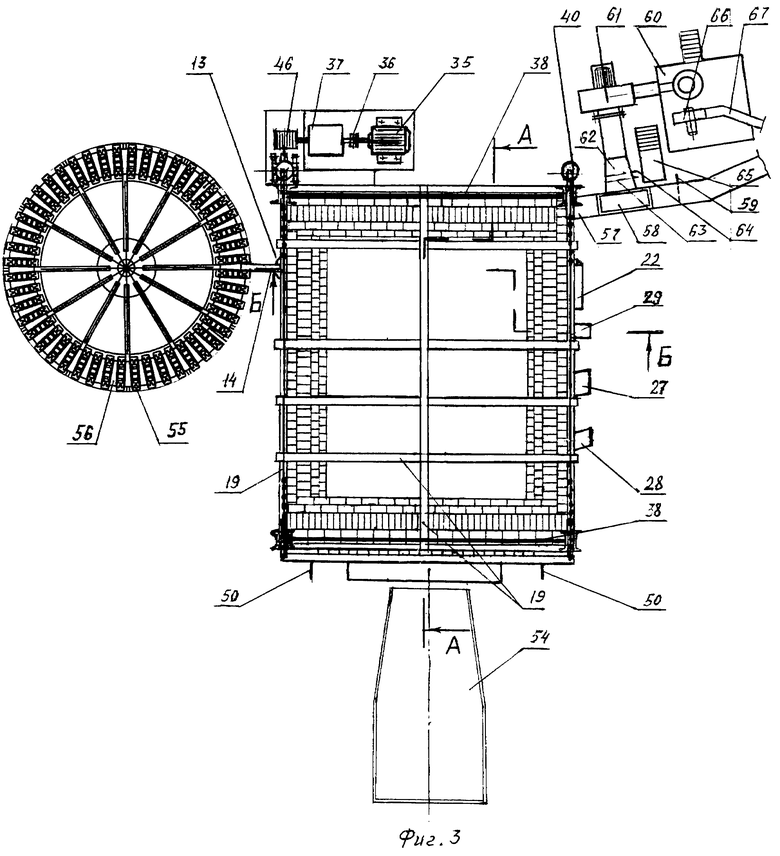
На фиг.3 - вид печи в плане.
Печь содержит корпус, образованный огнеупорными наружными боковыми 1, передней 2 и задней 3 торцевыми стенками, накопительную ванну 4 и наклонную площадку 5. Стены выложены в три кирпича из прямого шамотного кирпича ША 1 №5 и полуторного ША 1 №12 ГОСТ 8691-73 (фиг.1). Корпус смонтирован на сварном каркасе 6, который сварен из двутавра №22. Под печи 7 и наклонная площадка 5 выложены из подовых блоков МЛС-62 (ГОСТ 24704-81) (толщина 300 мм, ширина 400 мм, длина 1000 мм или 500 мм). Порог загрузочного окна печи выложен также из подовых блоков МЛС-62 (толщина 300 мм, ширина 400 мм, длина 1000 мм). Подовые блоки МЛС-62 содержат больше окиси алюминия, имеют большую огнеупорность и большую температуру начала размягчения, чем подовые блоки МКРС-50 прототипа. Под печи 7 состоит из трех рядов подовых блоков по шесть штук в каждом ряду, уложенных на сварной каркас 6 и песчаную подбивку, снизу которой уложен асбокартон 8 в два слоя. Наклонная площадка 5 состоит из трех рядов подовых блоков по четыре штуки в каждом ряду и одного ряда подовых блоков со спилом для лучшей чистки части подины и наклонной площадки, уложенных на ряд легковесного кирпича 9, поставленного на ребро, который располагается на песчаной подбивке, снизу которой уложен асбокартон 8 в два слоя. Подовые блоки имеют высокую огнеупорность и стойкость (срок службы по практическим данным до 6,5-7,5 лет). Два слоя асбокартона 8 и сухой кварцевый песок позволяют дополнительно сохранить температуру металла в ванне печи и наклонной площадки.
Сварной каркас 6 внутри имеет футеровку из трех рядов легковесного кирпича 10 и двух слоев листового асбокартона 11. Три ряда легковесного кирпича 10 и два слоя листового асбокартона 11 позволяют снизить потери тепла от ванны и наклонной площадки через сварной каркас 6 на пол.
В качестве связующего вещества применяется огнеупорный раствор, состоящий из огнеупорной глины (20%), шамотного порошка (75%), жидкого стекла (3%) и фоскон (алюмохромофосфатная смесь, 2%).
Толщина швов 1-2 мм.
Печь имеет летку 12 в боковой стене 1 для выпуска расплавленного металла, футерованную поворотную чашу 13 с приваренным к ней футерованным желобом 14, который может поворачиваться на угол в 130°, обеспечивая разливку металла в разливочное оборудование, расположенное в секторе с углом в 130° (на фиг.3 показана карусель, а в принципе, в секторе с углом в 130° могут быть установлены, например, разливочный конвейер и крупные изложницы и т.д.). Летка 12 выполнена в быстросменном леточном кирпиче 15 в коробе для обеспечения возможности их замены без остановки печи. В случае износа быстросменного леточного кирпича (трещины, значительное увеличение диаметра летки, выбоины, зашлаковывание и т.д.) можно произвести его замену без остановки печи на ремонт и без разрушения стен и свода. Летка 12 для выпуска расплавленного металла расположена в боковой стене печи.
К сварному каркасу 6 печи приварен стальной короб 16, имеющий теплоизоляцию между ним и каждой стеной, состоящую из четырех слоев листового асбокартона 17. Четыре слоя листового асбокартона 17 позволяют дополнительно сохранить температуру стен печи. Крепление стального короба 16 к сварному каркасу 6 производится вертикальными швеллерами №14 (18) (фиг.2). Для предотвращения распора кладки печи вертикальные швеллеры имеют связку из горизонтальных швеллеров №14 (19) (фиг.3).
В передней торцевой стене 2 корпуса выполнено загрузочное окно 20. Загрузочное окно 20 имеет свод 21, выложенный по шаблону из шамотного торцевого клина ША 1 №22, 23 (фиг.1). В боковой стене выложено шлаковое окно, закрытое футерованной поворотной заслонкой 22 (фиг.3, предназначенное для чистки большей части подины и летки от шлака). В задней торцевой стене 3 выложен газоход 23, имеющий арочный свод 24, опирающийся на пятовые кирпичи 25, кроме того, имеется взрывной клапан 26.
Для поддержания температуры в ванне 4 печи, прогрева летки 12 и, при необходимости, перегрева сплава, а также увеличения производительности и ведения форсированного режима плавки в боковой стене 1 установлены две горелки: инжекционная двухрядная восьмисмесительная (27) и ГБГ-1,2 (28) на наклонную площадку, а одна горелка ГБГ-1,2 (29) направлена на под 7 печи. Печь может работать при отключенном электропитании благодаря применению инжекционной двухрядной восьмисмесительной горелки. Каждая горелка имеет свой кран управления подачей газа и свой горелочный туннель для устойчивого горения факела.
Свод предлагаемой печи имеет слой с тройной теплоизоляционной обмазкой 30, слой легковесного кирпича 31 и на нем слой огнеупорных теплоизоляционных матов 32 для дополнительного сохранения тепла в печи.
Свод 33 печи выполнен по шаблону из клина торцевого ША 1 №22, 23 ГОСТ 8691-73 и опирается на пятовые кирпичи 34 ША 1 №67 ГОСТ 8691-73.
Более того, в конструкцию предлагаемой печи введен привод подъема и опускания заслонки загрузочного (рабочего) окна, состоящий: из электродвигателя 35, муфты 36, червячного редуктора 37, двух валов 38 со шкивами 39, противовесов 40, тросов 41, цепей 42 и заслонки 43. Два вала 38 имеют на концах запрессованные шкивы 39, которые вращаются заодно с валами в подшипниках качения, находящихся в стойках 44. Четыре стойки 44 приварены к металлоконструкции печи. Четыре шкива 39 имеют проточки по форме цепей, благодаря чему переброшенные через шкивы цепи имеют большую площадь соприкосновения, при работе привода исключается проскальзывание цепей. Вес заслонки 43 загрузочного окна уравновешивается весом двух противовесов 40. Один трос 41 соединен с противовесом 40, а другой через шкив 45 наматывается на барабан 46 привода подъема и опускания заслонки загрузочного окна. Заслонка 43 печи сварная имеет теплоизоляцию, состоящую из трех слоев асбокартона 47 и футеровки легковесным кирпичем 48. В нижнем положении заслонка 43 опирается на подоконник 49. На заслонке приварены две ручки 50.
Существенно отметить, что пятовые балки 51 сварены из швеллеров №30.
Печь установлена на бетонном фундаменте 52, имеющем сварной каркас 53. Загрузка шихты в печь производится с помощью виброзагрузочной установки 54, в которую загружается краном шихта. Выплавленный металл разливается из печи по желобу 14 в изложницы 55, размещенные на карусели 56. Дымовые газы, образующиеся при горении топлива, поступают в боровок 57, на котором установлен взрывной клапан 58 и шибер 59 для регулировки величины разрежения в печи (при естественной тяге).
Следует отметить, что в состав предлагаемой печи введена установка пылегазоочистки 60, которая позволяет вести процесс переплава на естественной и искусственной тяге с очисткой дымовых газов от вредных веществ и пыли (установка пылегазоочистки показана только на фиг.3). Для того чтобы снизить температуру дымовых газов до 160-200°C перед дымососом 61 устанавливают камеру смешения 62. В камере смешения установлены два шибера: шибер 63 регулирует искусственную тягу, а шибер 64 регулирует подачу свежего воздуха цеха для разбавления им дымовых газов. Все шиберы обслуживаются с обслуживающей площадки 65. Дымососом 61 дымовые газы нагнетаются в установку пылегазоочистки 60, где проходят слой адсорбента и рукавные фильтры и, далее, воздуходувкой 66 по коробу 67 подаются в дымовую трубу (не показана).
Печь на естественной тяге работает следующим образом. Краном загружают шихту в виброзагрузочную установку 54. Затыкают летку 12, нагревают изложницы 55 на карусели 56 и производят их покраску противопригарной краской. Прокаливают печь в соответствии с технологической инструкцией, в прокаленную печь на наклонную площадку 5 через загрузочное окно 20 с помощью виброзагрузочной установки 54 загружают неразделанный алюминиевый лом с температурой окружающей среды. Пламя трех газовых горелок 27, 28, 29, замурованных в специальные проемы боковой стены 1, нагревают лом до температуры плавления. Металл плавится и стекает по наклонной площадке 5 в ванну печи 4. Горелки установлены наклонно, поэтому пламя горелок наклонено под углом к наклонной площадке 5, ванне, и оно как бы скользит по шихте, лежащей на наклонной площадке и ванне с расплавленным металлом, плавно огибает боковую стену 1, далее, закручиваясь, поднимается к своду 33, обтекает часть его в обратном направлении, проходит вторично по поверхности жидкого металла, обеспечивая его вторичный обогрев, а затем дымовые газы входят в дымоход 23 и, далее, по боровку 57 удаляются в дымовую трубу (не показана). Существенно отметить, что перед работой печи плавильщик металла и сплавов поднимается на обслуживающую площадку 65 и открывает шибер 59 на боровке 57, а шибер 63 на камере смешения закрывает. В процессе работы тепло аккумулируется в своде 33, откуда отражается на металл. Слой с тройной теплоизоляционной обмазкой 30, слой легковесного кирпича 31, слой теплоизоляционных матов 32, теплоизоляция 17 стен, пода 7, наклонной площадки 5 и теплоизолирующие слои каркаса печи обеспечивают высокую теплоизоляцию печи. В процессе плавки включают при необходимости одну, две, три горелки. Все горелки включаются для достижения высокой производительности печи, т.е. обеспечения форсированного режима плавки. В процессе плавки производят загрузку шихты несколько раз, лом расплавляется, влага, находящаяся в нем, испаряется, разлагаясь на кислород и водород, а на наклонной площадке 5 остаются все включения, температура плавление которых выше, чем алюминиевого сплава. Эти отходы (переделки: чугунные и стальные кольца, вкладыши, втулки, шпильки, толкатели, клапаны и т.д.) не попадают в расплавленный металл, так как периодически их удаляют скребком с поверхности наклонной площадки 5 в шлаковню. После полного расплавления загруженного в печь лома, обработки флюсом жидкого металла, тщательного перемешивания металла в ванне и подтверждения лабораторией спектрального анализа марки получаемого сплава открывают летку 12 и производят разливку сплава в изложницы 55 карусели 56.
После разливки металла затыкают летку 12, и процесс повторяется.
Печь на искусственной тяге работает следующим образом.
Перед началом работы печи плавильщик металла и сплавов поднимается на обслуживающую площадку 65, закрывает шибер 59 на боровке 57, а открывает шиберы 63 и 64 на камере смешения 62. Далее из установки пылегазоочистки 60 удаляется пыль с отработанным адсорбентом. На поворотную решетку с большим количеством отверстий загружается свежий адсорбент (активированный уголь 12 кг и известь пушонка в количестве 40 кг).
Включается установка пылегазоочистки. Операции, проводимые на печи, такие же, как и при работе печи на естественной тяге. Дымовые газы, выделяющиеся при плавке металла в печи, проходят через камеру смешения 62, разбавляются свежим воздухом цеха, температура их падает с 950-1050°C до 160-200°C. Далее дымососом 61 дымовые газы нагнетаются в установку пылегазоочистки, где происходит их очистка от вредных веществ и пыли. При прохождении дымовыми газами слоя адсорбента образуется «кипящий слой», в котором интенсивно очищаются дымовые газы от вредных веществ. В верхней части установки пылегазоочистки дымовые газы очищаются от пыли в восьми рукавных фильтрах. Затем очищенные дымовые газы воздуходувкой 66 подаются по коробу 67 в дымовую трубу (не показана). После разливки жидкого металла очищают подину от шлака, летку 12 затыкают, и цикл повторяется.
Печь отличается простотой конструкции, малыми потерями тепла и может работать на естественной и искусственной тяге с системой пылегазоочистки, что делает процесс переплава алюминиевых ломов экологически чистым.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2011 |
|
RU2481534C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2011 |
|
RU2480694C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2557190C2 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2406953C1 |
| Отражательная печь для переплава алюминиевого лома | 2019 |
|
RU2708706C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2019 |
|
RU2707364C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2529348C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2407969C1 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2020 |
|
RU2753925C1 |
| Отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2728271C1 |
Изобретение относится к отражательной печи для переплава алюминиевых ломов. Печь содержит корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, накопительную ванну и наклонную площадку, ограниченные подом и стенками, свод, сливную летку, газоход и сварной каркас, на котором все размещено. В печи имеется внешняя теплоизоляция стен, состоящая из четырех слоев листового асбокартона. Наклонная площадка, накопительная ванна выложены из подовых блоков МЛС-62, уложенных на два слоя асбокартона и подбивку из сухого кварцевого песка, что позволяет сохранять тепло в ванне печи, препятствуя его отводу к каркасу. Каркас печи внутри футерован тремя рядами легковесного кирпича и двумя рядами листового асбокартона, снижающими теплоотдачу из ванны через каркас. Свод печи имеет сверху слой с тройной теплоизоляционной обмазкой, слой легковесного кирпича и на нем слой огнеупорных теплоизоляционных матов для дополнительного сохранения тепла в печи. В боковой стене печи размещены три горелки, при этом двухрядная восьмисмесительная и ГБГ-1,2 горелки направлены на наклонную площадку, а одна горелка ГБГ-1,2 направлена на подину печи. Печь имеет летку в боковой стене, выполненную в быстросменном леточном кирпиче в коробе, футерованную поворотную чашу с приваренным к ней футерованным желобом, поворачивающимся на угол в 130° для разливки металла в разливочное оборудование, расположенное в секторе с углом в 130°, и привод подъема и опускания заслонки загрузочного окна, содержащий электродвигатель, муфту, червячный редуктор, два вала со шкивами, противовесы, тросы, цепи и заслонку. Обеспечиваются упрощение конструкции, малые потери тепла и возможность экологически чистого переплава ломов. 6 з.п. ф-лы, 3 ил.
1. Отражательная печь для переплава алюминиевого лома, содержащая корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, накопительную ванну и наклонную площадку, ограниченные подом и стенками, свод, сливную летку и газоход, отличающаяся тем, что корпус печи размещен на сварном каркасе, который имеет футеровку из трех рядов легковесного кирпича и двух слоев листового асбокартона, выложенных в каркасе под подом накопительной ванны и наклонной площадкой, при этом накопительная ванна и наклонная площадка выполнены из подовых блоков марки МЛС-62, уложенных на два слоя асбокартона, и имеют подбивку из сухого кварцевого песка.
2. Печь по п.1, отличающаяся тем, что она снабжена установкой пылегазоочистки для обеспечения возможности переплава на естественной и искусственной тяге с очисткой дымовых газов от вредных веществ и пыли.
3. Печь по п.1, отличающаяся тем, что она имеет летку в боковой стене для выпуска расплавленного металла, выполненную в быстросменном леточном кирпиче в коробе, футерованную поворотную чашу с приваренным к ней футерованным желобом, выполненным с возможностью поворота на угол в 130° для разливки металла в разливочное оборудование, расположенное в секторе с углом в 130°.
4. Печь по п.1, отличающаяся тем, что к каркасу печи приварен стальной короб, имеющий теплоизоляцию между ним и каждой стеной, состоящую из четырех слоев листового асбокартона.
5. Печь по п.1, отличающаяся тем, что свод имеет сверху слой с тройной теплоизоляционной обмазкой, слой легковесного кирпича и на нем слой огнеупорных теплоизоляционных матов.
6. Печь по п.1, отличающаяся тем, что в боковой стене установлены инжекционные двухрядная восьмисмесительная горелка и горелка блочная газовая ГБГ-1,2, направленные на наклонную площадку, и горелка блочная газовая ГБГ-1,2, направленная на подину печи.
7. Печь по п.1, отличающаяся тем, что она снабжена приводом подъема и опускания заслонки загрузочного окна, содержащим электродвигатель, муфту, червячный редуктор, два вала со шкивами, противовесы, тросы, цепи и заслонку.
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361162C2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361161C2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2360983C2 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
| Способ изготовления стен промышленных печей | 1990 |
|
SU1753224A1 |
| US 3973076 A, 03.08.1976 | |||
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ ЭПОКСИДНЫХ КОМПАУНДОВ | 0 |
|
SU240998A1 |

