Настоящее изобретение относится к металлическому сотовому элементу, прежде всего для нейтрализации или снижения токсичности отработавших газов (ОГ), образующихся при работе двигателя внутреннего сгорания (ДВС). Особой областью применения такого сотового элемента является очистка ОГ от твердых частиц.
Металлические сотовые элементы подразделяют главным образом на два конструктивных типа. Металлические сотовые элементы одного конструктивного типа, которые были разработаны первыми и типичные примеры которых представлены в DE 2902779 А1, имеют спиральную конструкцию, для получения которой один гладкий и один гофрированный металлические листы накладывают один на другой и затем свертывают их в рулон со спиральной навивкой, т.е. в рулон, в котором, если смотреть в его поперечном сечении, металлические листы свернуты по спирали. Металлические сотовые элементы другого конструктивного типа изготавливают из множества попеременно чередующихся гладких и гофрированных или по-разному гофрированных металлических листов, которые сначала набирают в один или несколько пакетов, которые затем совместно скручивают или свертывают в рулон. При этом концы всех металлических листов оказываются обращены наружу и могут быть соединены с корпусом или трубчатым кожухом с образованием многочисленных соединений, повышающих долговечность сотового элемента. Типичные примеры металлических сотовых элементов этого конструктивного типа представлены в ЕР 0245737 В1 или WO 90/03220. Кроме того, уже достаточно давно известно снабжение металлических листов дополнительными профильными структурами, воздействующими на поток текучей среды и/или обеспечивающими перемешивание между собой частичных потоков текучей среды, движущихся в отдельных проточных каналах сотового элемента, в его поперечном направлении. Типичные примеры сотовых элементов подобной конструкции описаны в WO 91/01178, WO 91/01807 и WO 90/08249. Помимо этого были также разработаны сотовые элементы конической формы, которые в некоторых случаях также снабжают дополнительными профильными структурами для воздействия на проходящий через сотовый элемент поток текучей среды. Подобный сотовый элемент описан, например, в WO 97/49905. Известно далее выполнение в сотовом элементе гнезда под размещаемый в нем датчик, прежде всего кислородный датчик (называемый также лямбда-зондом). Пример такого сотового элемента описан в DE 8816154 U1.
Все подобные сотовые элементы имеют множество слоев, образованных по меньшей мере одним по меньшей мере частично профилированным металлическим листом, профильная структура которого образует каналы, проходящие от входного торца сотового элемента до его выходного торца. Под слоями, образованными металлическим листом или металлическими листами, подразумеваются следующие один за другим в сечении сотового элемента и образующие его слои вне зависимости от того, образованы ли они одним или несколькими отдельными металлическими листами. В этом отношении необходимо отметить, что в принципе сотовый элемент можно изготавливать только из одного единственного металлического листа, придавая, например, одной части металлической полосы гофрированную или волнистую форму и накладывая на гофрированную часть металлической полосы оставшуюся ее гладкую часть путем продольного сгибания металлической полосы вдвое. Полученную таким путем заготовку затем можно, начиная от линии перегиба, свернуть в рулон со спиральной навивкой с получением в результате сотового элемента. Другая возможность состоит в использовании для изготовления сотового элемента одного гладкого и одного гофрированного металлического листов, которые совместно свертывают в рулон с получением сотового элемента со спиральной навивкой образующих его слоев. Возможно также изготовление сотовых элементов из трех или более металлических листов, получаемый после совместного свертывания которых в рулон сотовый элемент имеет в поперечном сечении многозаходную спиральную навивку. Помимо этого существует большое число конструкций, изготавливаемых из одного или нескольких пакетов, набираемых из попеременно чередующихся гладких и гофрированных металлических листов. Подобные сотовые элементы состоят из множества металлических листов, количество которых, однако, необязательно должно совпадать с количеством наложенных один на другой и образованных ими слоев. По этой причине в принципе следует различать между собой металлический лист и образованный им слой даже тогда, когда такое различие часто провести невозможно, например на чертежах, на которых показан только один фрагмент сотового элемента.
По результатам проведенных исследований было установлено, что сотовые элементы при прохождении через них потока ОГ, в которых содержатся частицы сажи, могут полностью или частично забиваться с одной или обеих своих торцовых сторон осаждающимися в этом месте частицами сажи. Забивание сотового элемента частицами сажи нарушает нормальное его функционирование, прежде всего в качестве сажевого фильтра, и/или затрудняет его регенерацию. Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать сотовый элемент с уменьшенной вероятностью осаждения частиц сажи на его торцовых сторонах.
Указанная задача решается с помощью сотового элемента, заявленного в п.1 формулы изобретения. Различные предпочтительные варианты выполнения предлагаемого в изобретении сотового элемента представлены в зависимых пунктах формулы изобретения.
Осаждение частиц сажи на торцовой стороне сотового элемента обусловлено тем, что торцовые стороны сотовой структуры сотового элемента ориентированы перпендикулярно направлению набегающего на них потока ОГ. По этой причине частицы сажи почти точно под прямым углом сталкиваются с торцовыми поверхностями сотового элемента. Выполнение входной торцовой стороны сотового элемента с испещренной или изрезанной неровностями структурой, т.е. с неровными краями образующих его слоев, позволяет одновременно достичь двоякой цели. Во-первых, значительные части торцовой поверхности сотового элемента уже с исключительно геометрической точки зрения более не располагаются точно перпендикулярно направлению потока ОГ, а во-вторых, характер потока ОГ при его входе в отдельные каналы сотового элемента изменяется таким образом, что с торцовой поверхностью сотового элемента фронтально сталкиваться может лишь небольшое количество твердых частиц. Помимо этого возможно образующиеся отложения сажи уже частично оказываются внутри каналов, и поэтому частицы сажи могут быстрее вступать в каталитическую реакцию с каталитически активным покрытием на стенках каналов в результате своего контакта с ним. Тем самым упрощается устранение возможно образовавшихся отложений сажи.
В принципе испещренную или изрезанную неровностями структуру на торцовых сторонах сотового элемента можно получить самыми разнообразными способами. Одна из таких возможностей заключается в изготовлении сотового элемента из металлических листов разной ширины, что, однако, может быть связано со значительными трудностями с технологической точки зрения и с точки зрения воспроизводимости. Более предпочтительной является возможность использования металлических листов одинаковой ширины. В этом случае для получения сотового элемента с испещренной или изрезанной неровностями торцовой стороной у по меньшей мере части металлических листов необходимо предусматривать торцовые выемки, размеры и форма которых могут варьироваться в широких пределах. В принципе для решения поставленной в изобретении задачи испещренной или изрезанной неровностями необходимо выполнять только входную торцовую сторону сотового элемента, однако часто сотовый элемент нежелательно выполнять с разными по своему исполнению торцовыми сторонами, поскольку в этом случае при монтаже сотового элемента потребовалось бы строго соблюдать определенную его ориентацию. По этой причине может оказаться предпочтительным выполнять сотовый элемент симметричным для возможности его монтажа в любом из двух возможных положений.
В соответствии с этим предлагаемый в изобретении сотовый элемент изготовлен из свернутых в рулон, скрученных в рулон и/или набранных в пакет металлических листов и имеет множество образованных ими по меньшей мере частично профилированных слоев, профильная структура которых образует каналы, проходящие от входной торцовой стороны сотового элемента до его выходной торцовой стороны. По меньшей мере часть образованных металлическими листами слоев имеет на своих краях с входной торцовой стороны либо с входной торцовой стороны и выходной торцовой стороны сотового элемента выемки, придающие входной торцовой стороне, соответственно выходной торцовой стороне сотового элемента испещренную или изрезанную неровностями структуру. Согласно изобретению более 80% каналов оканчиваются с по меньшей мере одной торцовой стороны сотового элемента в зоне по меньшей мере одной выемки.
Обычно сотовые элементы изготавливают из попеременно чередуемых слоев в основном гладких и гофрированных металлических листов, при этом согласно изобретению выемками можно снабжать только гладкие металлические листы, только гофрированные металлические листы либо те и другие.
В сотовых элементах, выполненных в виде фильтров для улавливания частиц, прежде всего для удаления частиц сажи из газового потока, часть металлических слоев часто выполняют из пористого материала, прежде всего из спрессованных или уплотненных металлических волокон. Поэтому металлические листы согласно настоящему изобретению могут быть также выполнены из пористого материала, прежде всего волокнистого материала. Изобретение применимо практически ко всем известным металлическим сотовым элементам, изготавливаемым из одного или нескольких металлических листов, вне зависимости от того, какие дополнительные отверстия, профильные структуры или иные особенности имеют подобные сотовые элементы.
Для повышения механической прочности металлических сотовых элементов, изготавливаемых из металлические листов, образуемые ими слои соединяют пайкой у торцовых сторон таких сотовых элементов, т.е. образуемые металлическими листами слои соединяют между собой пайкой в местах их контакта у торцовых сторон сотовых элементов. Однако при наличии сильно испещренной или изрезанной неровностями структуры с торцовых сторон сотового элемента возникает проблема, связанная с невозможностью беспроблемного применения обычных методов для соединения между собой пайкой образованных металлическими листами слоев. По этой причине в одном из вариантов осуществления изобретения предпочтительно выполнять металлические листы с выемками не по всей длине их продольных сторон, которые у готового сотового элемента располагаются с его торцовых сторон, а выполнять металлические листы на их расположенных с торцовых сторон сотового элемента краях с участками без выемок, имеющими достаточно большую длину и расположенными достаточно часто для того, чтобы при статистическом их распределении имелось множество мест контакта между передними, соответственно задними краями слоев, образованных металлическими листами. Для получения долговечных сотовых элементов нет необходимости в обязательном порядке соединять между собой пайкой образованные металлическими листами слои в каждой отдельной точке их контакта с торцовых сторон сотового элемента. При соответствующем выполнении расположенных с торцовых сторон сотового элемента краев металлических листов можно обычными методами наносить припой для последующего соединением пайкой, например, на 5%, предпочтительно более чем на 10%, теоретически возможных мест контакта профилированных металлических листов, соответственно образованных ими профилированных слоев с гладкими металлическими листами, соответственно образованными ими гладкими слоями, поскольку такие места контакта не отличаются от таковых в сотовых элементах с ровными торцовыми сторонами.
Тем, что более 80%, каналов оканчиваются с по меньшей мере одной торцовой стороны предлагаемого в изобретении сотового элемента в зоне по меньшей мере одной выемки, достигается требуемый эффект по предотвращению отложения сажи на торцовых сторонах сотового элемента. Предпочтительно, чтобы количество таких каналов составляло даже более 90%. Таким путем можно гарантированно исключить образование и локальных скоплений сажи с торцовой стороны сотового элемента.
В одном из предпочтительных вариантов выполнения предлагаемого в изобретении сотового элемента его изготавливают из одного или нескольких пакетов, набираемых из металлических листов, которые в каждом пакете имеют заданную длину и заданную ширину, которая меньше их длины, и каждый из которых в каждом пакете имеет множество выемок по своей длине. В этом варианте выемки, таким образом, предусмотрены на продольных сторонах металлических листов, тогда как их поперечные стороны предпочтительно, но не обязательно, выполнены без выемок. Поскольку поперечные стороны металлических листов на одной из завершающих стадий изготовления сотового элемента обычно требуется соединять с его трубчатым кожухом, наличие выемок на поперечных сторонах металлических листов невсегда предпочтительно.
В еще одном предпочтительном варианте осуществления изобретения выемки предлагается выполнять со скругленным контуром, что позволяет практически исключить появление мест концентрации напряжений, т.е. исключить появление надрывов на краях металлических листов в зоне выемок.
Каждую из выемок наиболее предпочтительно выполнять имеющей в виде в плане форму кругового сегмента, предпочтительно форму полукруга или кругового сегмента размером меньше полукруга. Поскольку, например, фильтры для улавливания частиц изготавливают также из перфорированных металлических листов, станки, которые в любом случае используются для выполнения или пробивки отверстий в металлических листах, при определенных условиях можно использовать и для выполнения выемок по краям металлических листов. На таких станках можно даже выполнять или пробивать равномерно распределенные отверстия в широких металлических лентах и затем отрезать от них металлические ленты требуемой ширины по линиям, предпочтительно проходящим по середине соответствующих рядов отверстий.
Помимо этого в еще одном варианте выполнения предлагаемого в изобретении сотового элемента он со своей входной торцовой стороны имеет по меньшей мере одну полость. Такая полость предпочтительно должна располагаться по центру и имеет прежде всего один конически сужающийся участок. Преимущество этого варианта состоит в образовании благодаря подобной полости каналов разной длины и создании в результате перепадов давлений между соседними каналами. Тем самым обеспечивается перемешивание отдельных потоков ОГ внутри сотового элемента.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента некоторые его каналы выполнены глухими вблизи его выходной торцовой стороны. Обеспечить подобное одностороннее закрытие каналов можно путем сплющивания их стенок и/или за счет использования перекрывающего каналы элемента. Наиболее предпочтительно выполнять глухими по меньшей мере некоторые расположенные у радиально наружного края сотового элемента каналы, обеспечивая таким путем принудительное прохождение газового потока внутри сотового элемента через выемки в его радиально внутренние части.
В еще одном варианте выполнения предлагаемого в изобретении сотового элемента он имеет несколько частичных объемов, различающихся между собой количеством каналов, приходящимся на единицу площади поперечного сечения. Предпочтительно при этом (например, у цилиндрического сотового элемента) коаксиальное расположение двух таких его частичных объемов.
Основной областью применения предлагаемых в изобретении сотовых элементов является нейтрализация или снижение токсичности ОГ, образующихся при работе ДВС, прежде всего дизельных двигателей, и прежде всего удаление частиц сажи из ОГ.
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых показано:
на фиг.1 - схематичный вид в аксонометрии предлагаемого в изобретении сотового элемента в процессе его изготовления,
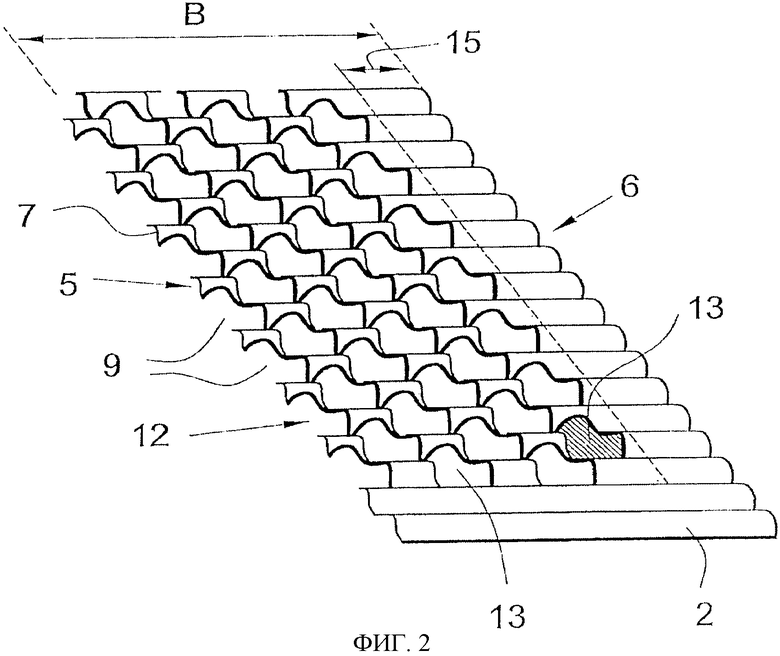
на фиг.2 - схематичный вид в аксонометрии профилированного металлического листа с предлагаемыми в изобретении выемками,
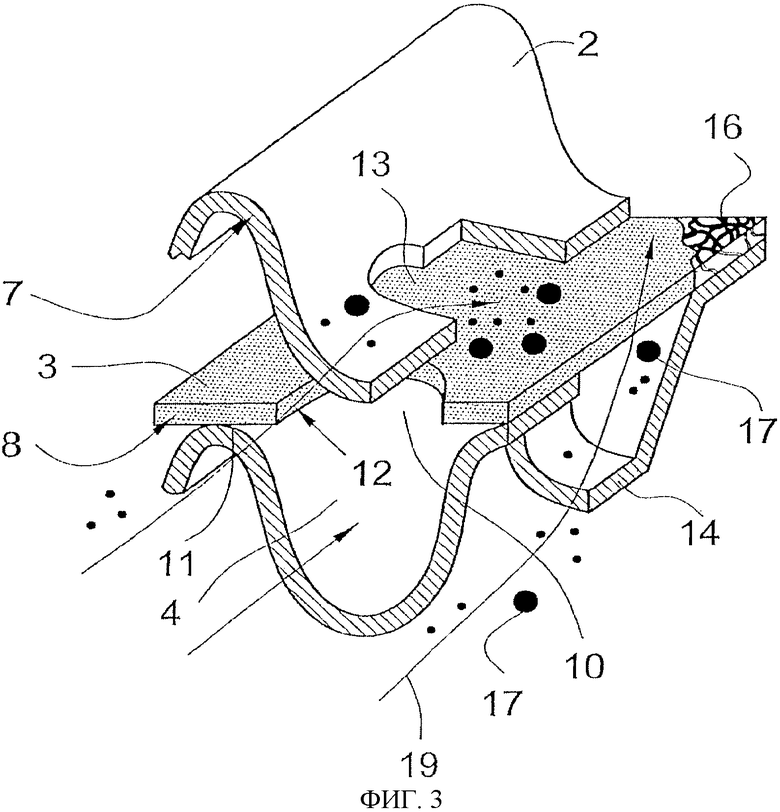
на фиг.3 - схематичный вид в аксонометрии небольшого торцового фрагмента предлагаемого в изобретении сотового элемента,
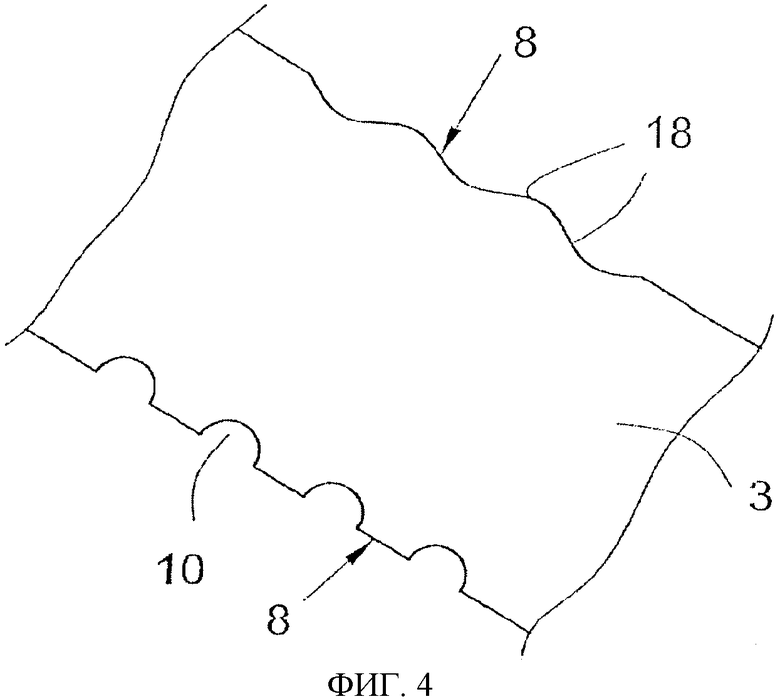
на фиг.4 - схематичный вид в аксонометрии металлического листа с различными возможными вариантами выполнения его краев,
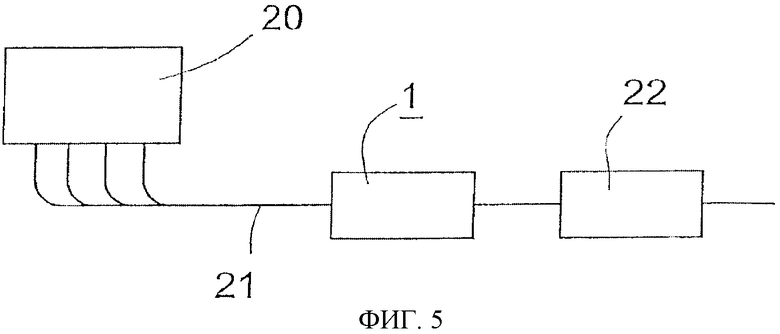
на фиг.5 - схематичный вид системы выпуска ОГ, образующихся при работе ДВС, с предлагаемым в изобретении сотовым элементом,
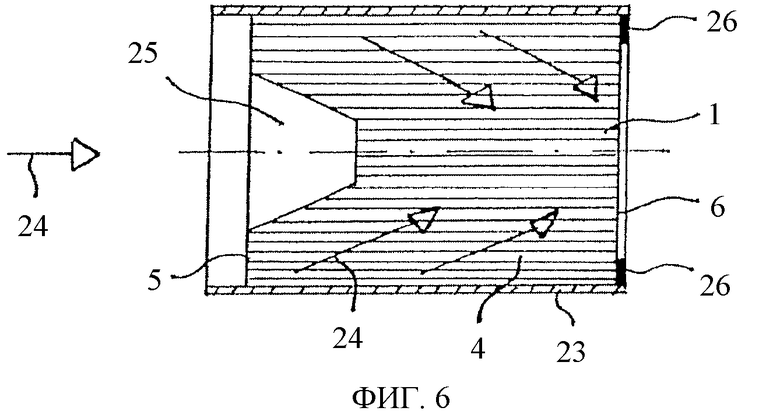
на фиг.6 - схематичный вид выполненного еще по одному варианту предлагаемого в изобретении сотового элемента и
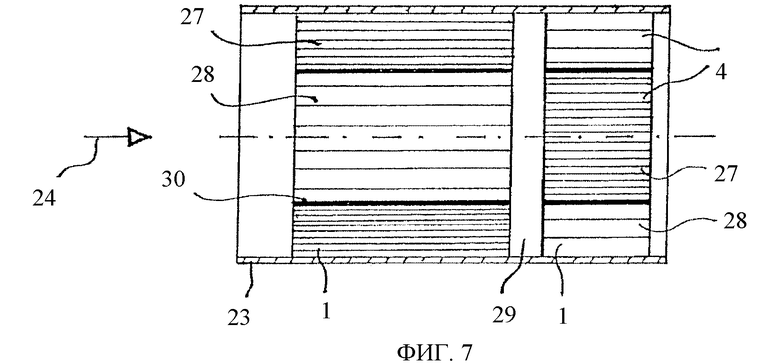
на фиг.7 - схематичный вид выполненного по другому варианту предлагаемого в изобретении сотового элемента.
На фиг.1 схематично показан сотовый элемент 1 в процессе его изготовления. Такой сотовый элемент 1 изготавливают из профилированного, в частности гофрированного, металлического листа 2, имеющего выемки 9 на обоих своих продольных краях, и гладкого металлического листа 3. Гладкий металлический лист 3 шириной В и длиной L также выполнен со множеством распределенных по его длине L выемок 10 на своих продольных краях 8, которые у готового сотового элемента располагаются с его торцовой стороны. Эти выемки 10 выполнены со скругленным контуром 12 и поэтому в виде в плане имеют примерно форму круговых сегментов. При дальнейшем свертывании металлических листов 2, 3 в рулон образуются каналы 4 сотового элемента 1, при этом несмотря на наличие выемок 9, 10 все еще образуется достаточное количество торцовых мест 11 соединения между собой слоев, образованных гладким и гофрированным металлическими листами 2, 3. Готовый сотовый элемент в последующем имеет испещренные или изрезанные неровностями входную 5 и выходную 6 торцовые стороны, однако несмотря на это металлические листы можно при необходимости обычными методами соединять между собой пайкой в еще достаточном большом количестве мест 11 соединения.
На фиг.2 показан пригодный для изготовления предлагаемого в изобретении сотового элемента гофрированный металлический лист 2 шириной В. В этом варианте металлический лист выполнен с выемками 9 только на одном из своих продольных краев, который у готового сотового элемента располагается с его входной торцовой стороны 5, а на другом из своих продольных краев, который у готового сотового элемента располагается с его выходной торцовой стороны 6, выполнен без выемок с не изрезанной ими краевой полосой 15. Выемки 9 вдоль того продольного края 7 гофрированного металлического листа 2, который у готового сотового элемента располагается с его входной торцовой стороны, выполнены со скругленными контурами 12 и поэтому в виде в плане имеют форму круговых сегментов. Помимо этого на внутренней части профилированного металлического листа 2 предусмотрены отверстия 13. Для настоящего изобретения конкретная форма отверстий 13 и выемок 9 не имеет существенного значения, однако в некоторых случаях может оказаться предпочтительным выполнять указанные отверстия и выемки такой формы, чтобы в проекции на среднюю плоскость профилированного металлического листа 2 такие отверстия, соответственно выемки имели форму круга, соответственно кругового сегмента.
На фиг.3 на примере схематично показанного в аксонометрии фрагмента фильтра для улавливания частиц проиллюстрирован типичный характер перемещения в нем потока ОГ, который принудительно отклоняется потокоотклоняющими профильными структурами (элементами) 14 в сторону пористого гладкого слоя 3 из металлических волокон 16 и тем самым принудительно проходит сквозь него. Путь движения такого потока ОГ обозначен на чертеже соответствующей стрелкой 19. При этом присутствующие в потоке ОГ частицы 17 сажи вместе с ним отклоняются потокоотклоняющими профильными структурами 14 через отверстия 13 в сторону пористого слоя 3, задерживаются им и превращаются в безвредные вещества. В этом варианте выемки 10 в гладком металлическом листе 3 также позволяют уменьшить осаждение частиц 17 сажи на расположенном с входной торцовой стороны сотового элемента крае 7 профилированного металлического листа 2 или на расположенном с входной торцовой стороны сотового элемента крае 8 гладкого металлического листа 3. В этом случае выемки 10 также ограничены скругленным контуром 12 и поэтому в виде в плане имеют примерно форму круговых сегментов. Очевидно, что выемка 10 влияет на характер движения потока ОГ при его входе в соседние каналы 4 и тем самым снижает вероятность осаждения частиц на торцовой стороне сотового элемента.
На фиг.4 схематично показан металлический лист с различными возможными вариантами выполнения его краев с выемками. В рассматриваемом примере гладкий металлический лист 3 выполнен с дискретными выемками 10 на одном его продольном крае 8, а на другом его продольном крае выполнен с волнистым контуром 18. Такой край с волнистым контуром 18 также должен рассматриваться согласно изобретению как край металлического листа с выемками.
На фиг.5 показан типичный пример применения предлагаемого в изобретении сотового элемента 1 в системе выпуска ОГ. Образующиеся при работе ДВС 20 ОГ попадают из него в систему 21 их выпуска, имеющую предлагаемый в изобретении сотовый элемент 1 и при необходимости другие компоненты, прежде всего установленный после него нейтрализатор 22 с катализатором окисления.
На фиг.6 показан помещенный в корпус 23 сотовый элемент 1, который со своей входной торцовой стороны 5 имеет расположенную по центру полость 25. Эта полость 25 имеет конически сужающийся участок. Наличием такой полости 25 обусловлена разная длина каналов 4, которые по этой причине создают перепады давлений, из-за которых поступающий в сотовый элемент в обозначенном стрелкой 24 направлении поток ОГ изменяет внутри сотового элемента направление своего движения, как это схематично показано стрелками. Для усиления этого эффекта некоторые каналы 4 дополнительно выполнены глухими, для чего они закрыты вблизи выходной торцовой стороны 6 сотового элемента перекрывающим их кольцом 26.
На фиг.7 показаны два сотовых элемента 1, которые размещены в одном корпусе 23 и каждый из которых имеет по два концентричных частичных объема 27, 28, которые различаются между собой количеством каналов 4, приходящимся на единицу площади поперечного сечения. При этом сотовые элементы 1 отделены один от другого зазором 29 шириной, например, менее 10 мм, и различаются между собой инверсным расположением в них частичных объемов 27, 28, т.е. характеризующийся высокой плотностью расположения каналов частичный объем 27 первого сотового элемента располагается напротив (если смотреть в направлении 24 потока ОГ) характеризующегося меньшей плотностью расположения каналов частичного объема 28 второго сотового элемента и наоборот. Предпочтителен при этом показанный на чертеже вариант, в котором первый сотовый элемент имеет с радиально внешней стороны первый частичный объем 27 с высокой плотностью расположения каналов. Плотность расположения каналов в первом частичном объеме 27 прежде всего должна по меньшей мере в 1,5 раза превышать плотность расположения каналов во втором частичном объеме 28. В предпочтительном варианте плотность расположения каналов в первом частичном объеме составляет по меньшей мере 800 каналов на кв.дюйм (1 каналу на кв.дюйм соответствует примерно 6,4516 канала на кв.см).
Помимо этого с учетом значительных тепловых и динамических нагрузок, воздействию которых сотовый элемент 1 подвергается в системе выпуска ОГ, которой оснащено транспортное средство, между частичными объемами 27, 28 предпочтительно предусмотреть по меньшей мере один по меньшей мере частично располагающийся между ними опорный элемент 30. В показанном на чертеже варианте с концентричным расположением частичных объемов в одном сотовом элементе такой опорный элемент 30 может представлять собой, например, трубчатый элемент.
Настоящее изобретение обеспечивает дальнейшее усовершенствование металлических сотовых элементов, используемых в качестве компонентов для нейтрализации или снижения токсичности ОГ, прежде всего для удаления из них частиц вредных веществ. Изобретение позволяет предотвратить, соответственно уменьшить осаждение твердых частиц, прежде всего сажи, на торцовых сторонах сотового элемента.
Сотовый элемент (1) изготовлен из свернутых в рулон, скрученных в рулон и/или набранных в пакет металлических листов (2, 3) и имеет множество образованных ими по меньшей мере частично профилированных слоев (2), профильная структура которых образует каналы (4), проходящие от входной торцовой стороны (5) сотового элемента (1) до его выходной торцовой стороны (6). Часть образованных металлическими листами (2, 3) слоев имеет на своих краях (7, 8) с входной торцовой стороны (5) либо с входной торцовой стороны и выходной торцовой стороны (6) сотового элемента выемки (9, 10), придающие входной торцовой стороне (5), соответственно выходной торцовой стороне (6) сотового элемента испещренную или изрезанную неровностями структуру. Более 80% каналов (4) оканчиваются с по меньшей мере одной торцовой стороны (5, 6) сотового элемента в зоне по меньшей мере одной выемки (9, 10). Использование изобретения позволит обеспечить уменьшение вероятности осаждения частиц сажи на торцовых сторонах сотового элемента. 13 з.п. ф-лы, 7 ил.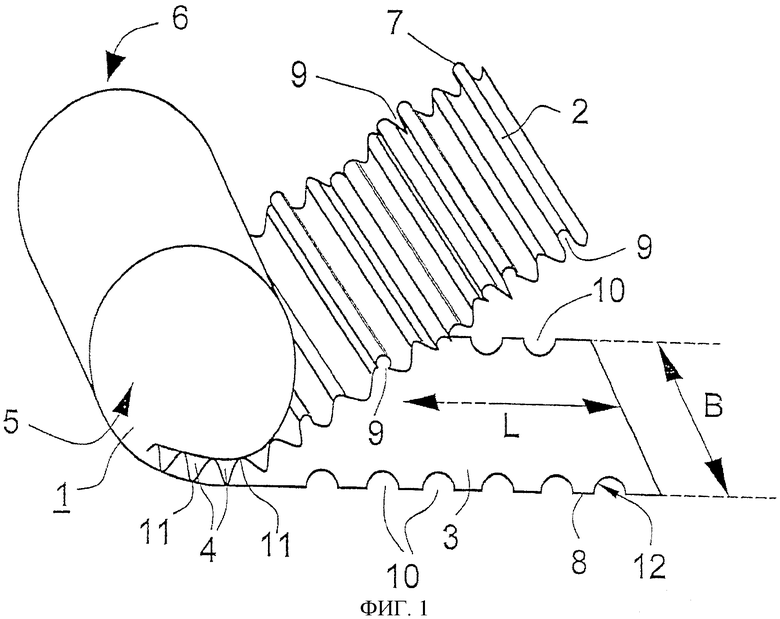
1. Сотовый элемент (1), изготовленный из свернутых в рулон, скрученных в рулон и/или набранных в пакет металлических листов (2, 3) и имеющий множество образованных ими по меньшей мере частично профилированных слоев (2), профильная структура которых образует каналы (4), проходящие от входной торцевой стороны (5) сотового элемента (1) до его выходной торцевой стороны (6), причем по меньшей мере часть образованных металлическими листами (2, 3) слоев имеет на своих краях (7, 8) с входной торцевой стороны (5) либо с входной торцевой стороны и выходной торцевой стороны (6) сотового элемента выемки (9, 10), придающие входной торцевой стороне (5), соответственно выходной торцевой стороне (6) сотового элемента испещренную или изрезанную неровностями структуру, отличающийся тем, что более 80% каналов (4) оканчиваются с по меньшей мере одной торцевой стороны (5, 6) сотового элемента в зоне по меньшей мере одной выемки (9, 10).
2. Сотовый элемент (1) по п.1, отличающийся тем, что он изготовлен из попеременно чередующихся слоев в основном гладких (2) и гофрированных (3) металлических листов, причем выемки имеют только гладкие металлические листы (2).
3. Сотовый элемент (1) по п.1, отличающийся тем, что он изготовлен из попеременно чередующихся слоев в основном гладких (2) и гофрированных (3) металлических листов, причем выемки имеют только гофрированные металлические листы (3).
4. Сотовый элемент по пп.1, 2 или 3, отличающийся тем, что по меньшей мере часть металлических листов (2, 3) выполнена из пористого материала, прежде всего из уплотненных металлических волокон (16).
5. Сотовый элемент по пп.1, 2 или 3, отличающийся тем, что металлические листы (2, 3) имеют на своих расположенных с торцевых сторон сотового элемента краях (7, 8) участки без выемок (9, 10), имеющие достаточно большую длину и расположенные достаточно часто для того, чтобы при статистическом их распределении имелось множество мест (11) контакта между передними, соответственно задними краями (7, 8) слоев, образованных металлическими листами (2, 3).
6. Сотовый элемент (1) по пп.1, 2 или 3, отличающийся тем, что он изготовлен из одного или нескольких пакетов, набранных из металлических листов (2, 3), которые в каждом пакете имеют длину (L) и ширину (В), которая меньше их длины, и каждый из которых в каждом пакете имеет множество выемок (9, 10) по своей длине (L).
7. Сотовый элемент (1) по пп.1, 2 или 3, отличающийся тем, что выемки (9, 10) имеют скругленный контур (12).
8. Сотовый элемент по пп.1, 2 или 3, отличающийся тем, что выемки (9, 10) имеют в виде в плане форму круговых сегментов, предпочтительно форму полукругов или круговых сегментов размером меньше полукруга.
9. Сотовый элемент (1) по пп.1, 2 или 3, отличающийся тем, что более 90% каналов (4) оканчиваются с по меньшей мере одной торцевой стороны (5, 6) сотового элемента в зоне по меньшей мере одной выемки (9, 10).
10. Сотовый элемент (1) по пп.1, 2 или 3, отличающийся тем, что он представляет собой компонент системы (21) нейтрализации или снижения токсичности отработавших газов, образующихся при работе двигателя (20) внутреннего сгорания, прежде всего дизельного двигателя, и предназначен для удаления частиц (17) сажи из отработавших газов, образующихся при работе двигателя (20) внутреннего сгорания.
11. Сотовый элемент (1) по пп.1, 2 или 3, отличающийся тем, что он имеет дополнительные отверстия (13) в металлических листах (2, 3) и/или потокоотклоняющие профильные структуры (14) в каналах (4).
12. Сотовый элемент (1) по пп.1, 2 или 3, отличающийся тем, что он со своей входной торцевой стороны (5) имеет по меньшей мере одну полость (25).
13. Сотовый элемент (1) по пп.1, 2 или 3, отличающийся тем, что некоторые каналы (4) выполнены глухими вблизи выходной торцевой стороны (6) сотового элемента.
14. Сотовый элемент (1) по пп.1, 2 или 3, отличающийся тем, что он имеет несколько частичных объемов (27, 28), различающихся между собой количеством каналов (4), приходящимся на единицу площади поперечного сечения.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЭЛЕМЕНТА ИЗ ДВУХ ТИПОВ МЕТАЛЛИЧЕСКИХ ЛИСТОВ, РАЗЛИЧАЮЩИХСЯ ПО СВОЕМУ СТРОЕНИЮ | 1996 |
|
RU2161068C2 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Установка для разделения листового материала | 1987 |
|
SU1484484A1 |

