Настоящее изобретение относится к сотовому элементу, прежде всего для нейтрализации или снижения токсичности отработавших газов (ОГ), образующихся при работе двигателя внутреннего сгорания (ДВС). Подобные сотовые элементы могут иметь металлические или керамические основные структуры и служат для обеспечения большой по площади поверхности, взаимодействующей с ОГ в системе их выпуска. Сотовые элементы преимущественно снабжают покрытием из каталитически активного материала и/или выполняют их с возможностью отделения от потока ОГ мелких частиц и их превращения в безвредные вещества. Подобные сотовые элементы снабжают также покрытием из адсорбентов, предназначенных для временной адсорбции вредных веществ, прежде всего углеводородов и/или оксидов азота.
Обычно подобные сотовые элементы имеют множество каналов, проходящих примерно параллельно друг другу от входного или впускного торца сотового элемента до его выходного или выпускного торца. Поэтому в смонтированном положении такого сотового элемента поток ОГ проходит через него более или менее равномерно, при этом распределение ОГ по отдельным каналам сотового элемента в первую очередь определяется в основном профилем потока ОГ у входного торца сотового элемента. Из уровня техники известны также многочисленные решения, направленные на воздействие на поток ОГ в отдельных каналах и/или на распределение потока ОГ в сотовом элементе. В конструкции наиболее совершенных металлических сотовых элементов, образованных отдельными металлическими листами, часто для оптимизации характера перемещения потока ОГ в сотовом элементе используют несколько различных таких известных решений. Металлические сотовые элементы подразделяют, главным образом, на два конструктивных типа. Металлические сотовые элементы одного конструктивного типа, которые были разработаны первыми и типичные примеры которых представлены в DE 2902779 А1, имеют спиральную конструкцию, для получения которой один гладкий и один гофрированный металлические листы накладывают один на другой и затем свертывают их в рулон со спиральной навивкой, т.е. в рулон, в котором, если смотреть в его поперечном сечении, металлические листы свернуты по спирали. Металлические сотовые элементы другого конструктивного типа изготавливают из множества попеременно чередующихся гладких и гофрированных или по-разному гофрированных металлических листов, которые сначала набирают в один или несколько пакетов, которые затем совместно скручивают или свертывают в рулон. При этом концы всех металлических листов оказываются обращены наружу и могут быть соединены с корпусом или трубчатым кожухом с образованием многочисленных соединений, повышающих долговечность сотового элемента. Типичные примеры металлических сотовых элементов этого конструктивного типа представлены в ЕР 0245737 В1 или WO 90/03220. Кроме того, уже достаточно давно известно снабжение металлических листов дополнительными профильными структурами, воздействующими на поток ОГ и/или обеспечивающими перемешивание между собой частичных потоков ОГ. движущихся в отдельных проточных каналах сотового элемента, в его поперечном направлении. Типичные примеры сотовых элементов подобной конструкции описаны в WO 91/01178, WO 91/01807 и WO 90/08249. Помимо этого были также разработаны сотовые элементы конической формы, которые в некоторых случаях также снабжают дополнительными профильными структурами для воздействия на проходящий через сотовый элемент поток текучей среды. Подобный сотовый элемент описан, например, в WO 97/49905.
Аналогом или прототипом настоящего изобретения является решение, описанное в WO 2004/022937 А1. Из этой публикации известно изготовление сотовых элементов из перфорированных металлических листов, размеры отверстий в которых могут превышать размеры поперечного сечения каналов. Изготовленные из подобных перфорированных металлических листов сотовые элементы обладают оптимальными свойствами касательно распределения потока текучей среды внутри них, поскольку благодаря отверстиям компенсируется разность давлений между отдельными каналами и одновременно обеспечивается завихрение проходящего через каналы потока газа, улучшающее его контакт с поверхностями, ограничивающими каналы. Количество и положение отверстий можно варьировать в широких пределах, что позволяет изготавливать сотовые элементы, согласованные с конкретными условиями их работы.
В WO 2004/022937 А1 говорится далее о том, каким образом в сотовом элементе можно за счет выполнения прорезей в отдельных металлических листах в процессе изготовления сотовой структуры получить крупную полость или гнездо, например, под кислородный датчик. Современные технологии позволяют заранее точно задавать то место, в котором в изготавливаемом сотовом элементе должна находиться такая полость. Более детальная информация об этом приведена в публикации WO 2004/022937 А1, которая в полном объеме включена в настоящее описание в качестве ссылки.
В ЕР 1428577 А1 также описан сотовый элемент с отверстиями в образующих его металлических листах. Такой сотовый элемент изготавливают из гладкого и гофрированного металлических листов путем их совместного свертывания в рулон со спиральной навивкой. Очевидно, однако, что при изготовлении сотовых элементов из металлических листов с отверстиями любым способом некоторые отверстия в следующих один за другим слоях металлических листов могут оказаться примерно на одной радиальной линии, т.е. могут оказаться по меньшей мере частично совмещены друг с другом в радиальном направлении. По этой причине в сотовом элементе не исключено более или менее случайное образование сравнительно крупных пустот, называемых ниже внутренними полостями. Без принятия особых мер, прежде всего при равномерном распределении отверстий по площади металлических листов, такие внутренние полости образуются исключительно нерегулярно и прежде всего в радиально наружной части сотового элемента обычно имеют значительно искривленную форму или даже прерываются, что зависит от отношения площади поверхности металлического листа (листа фольги) к площади поперечного сечения отверстий.
При создании изобретения было установлено, что в зависимости от назначения сотового элемента, прежде всего при его применении для удаления твердых частиц из потока ОГ, наиболее предпочтительно предусматривать в сотовом элементе большее количество внутренних полостей, имеющих относительно большие размеры или относительно большую протяженность во всех направлениях. Сложность описания свойств подобных внутренних полостей состоит в том, что они ограничены не сплошными стенками, а как раз образованы более или менее совмещенными друг с другом отверстиями в гладких и гофрированных металлических листах. Края этих отверстий образуют своего рода огибающую для внутренней полости. Одна из возможностей описания подобных внутренних полостей, наличие которых повышает эффективность сотового элемента, состоит в указании размеров шара, который можно было бы вписать во внутреннюю полость. Поэтому в последующем описании со ссылкой на чертежи помимо прочего предпринимается попытка описывать свойства внутренних полостей путем указания размеров наибольшего шара, который можно вместить во внутреннюю полость. При таком подходе сразу же становится очевидно, что ни одна внутренняя полость в сотовом элементе не может вместить в себя шары, размеры которых превышают размеры тех шаров, которые способны пройти через отверстия в листах фольги. Таким образом, размер шара, который может войти во внутреннюю полость, определяется, с одной стороны, диаметром отверстий в листах фольги, а с другой стороны, степенью перекрытия или совмещения соседних отверстий.
Необходимо также отметить, что при описании отверстий в гофрированном листе фольги в соответствии с настоящим изобретением всегда должна рассматриваться только проекция отверстий на среднюю плоскость гофрированного листа фольги. Для настоящего изобретения и для образования внутренних полостей характер гофрировки не играет никакой решающей роли, а важны лишь размеры указанной проекции отверстий в гофрированном металлическом листе (листе фольги). Очевидно, однако, что от характера гофрировки зависят размеры каналов в сотовом элементе. В конструктивно простых сотовых элементах все каналы имеют примерно одинаковую площадь поперечного сечения, однако существуют также сотовые элементы, у которых в определенной части поперечного сечения имеются каналы с разной площадью поперечного сечения. Поэтому в целях обобщения в последующем описании речь идет о средней площади поперечного сечения каналов, которая в простейшем случае как раз соответствует площади поперечного сечения каждого канала, однако в более сложных случаях рассчитывается для определенной части поперечного сечения сотового элемента делением общей площади поперечного сечения сотового элемента на количество каналов в этой части его поперечного сечения.
В основу настоящего изобретения была положена задача разработать сотовый элемент, который обладал бы более совершенными свойствами с точки зрения характера перемещения в нем потока ОГ, потери давления, а также эффективности превращения содержащихся в ОГ вредных веществ и/или частиц в безвредные вещества.
Указанная задача решается с помощью сотового элемента, заявленного в независимом п.1, соответственно в независимом п.12 формулы изобретения. Предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы изобретения.
Предлагаемый в изобретении сотовый элемент имеет внутренние стенки, образующие каналы, которые проходят от входного торца сотового элемента до его выходного торца. При этом сотовый элемент имеет в по меньшей мере одной своей отдельной части несколько не ограниченных внутренними стенками свободных внутренних полостей, форма и размеры которых таковы, что в каждую из этих внутренних полостей вписывается по меньшей мере одно шаровидное свободное пространство, максимальная площадь поперечного сечения которого по меньшей мере в десять раз превышает среднюю площадь поперечного сечения каналов в соответствующей отдельной части сотового элемента.
При создании изобретения было установлено, что хотя сотовые элементы с многочисленными отверстиями в их внутренних стенках и обеспечивают эффективную компенсацию разности давлений между отдельными каналами, тем не менее в таких сотовых элементах при отсутствии значительных перепадов давлений между соседними каналами не исключена возможность образования прямолинейных струй. Через полости сравнительно небольших размеров эти отдельные струи просто проходят равномерным потоком, из-за чего не происходит интенсивное поперечное перемешивание потока текучей среды или более полное химическое превращение частиц, соответственно более полное их отделение от потока текучей среды. Однако эта ситуация кардинально меняется в том случае, когда отверстия расположены во внутренних стенках таким образом, что образуется по меньшей мере одно шаровидное свободное пространство, максимальная площадь поперечного сечения которого по меньшей мере в десять раз превышает среднюю площадь поперечного сечения каналов. Сказанное означает, что по меньшей мере десять проходящих непосредственно рядом друг с другом каналов оканчиваются в этом свободном пространстве и с противоположной его стороны вновь отходят от него. При таких размерах внутренней полости в любом случае происходит интенсивное поперечное перемешивание потока текучей среды, благодаря чему интенсифицируется протекание необходимых процессов в сотовом элементе. Необходимое для обеспечения подобного эффекта условие заключается в том, что площадь поперечного сечения образующих внутреннюю полость отверстий во внутренних стенках также должна по меньшей мере в десять раз превышать среднюю площадь поперечного сечения каналов. В одном из предпочтительных вариантов осуществления изобретения, который имеет важное значение прежде всего для сотовых элементов, у которых на единицу площади их поперечного сечения приходится большое количество каналов, максимальная площадь поперечного сечения шаровидного свободного пространства в 20-100 раз, предпочтительно в 30-50 раз, превышает среднюю площадь поперечного сечения каналов. При указанных значениях в сотовом элементе образуются гигантские по сравнению с размерами каналов внутренние полости, в которых прежде всего при пульсирующем характере движения газового потока могут возникать завихрения и поперечные потоки, что без излишне большой потери давления может привести к повышению эффективности превращения содержащихся в газовом потоке вредных веществ или частиц в безвредные вещества.
Фактически же предпочтительно, чтобы в одной внутренней полости оканчивалось и вновь отходило от нее с противоположной стороны большое количество каналов, например от 10 до 500 каналов.
С целью обеспечить влияние положительных свойств предлагаемых в изобретении внутренних полостей на максимально большую часть потока текучей среды в сотовом элементе от 50 до 100% каналов сотового элемента должны пересекать по меньшей мере одну внутреннюю полость, более предпочтительно более трех внутренних полостей. По соображениям конструктивной стабильности сотового элемента может потребоваться располагать внутренние полости в сотовом элементе таким образом, чтобы они не подходили вплотную к его наружной боковой поверхности, и в этом случае при определенных условиях не 100% всех каналов будут пересекать одну или несколько внутренних полостей в сотовом элементе. Предпочтительно, однако, чтобы максимально большая часть каналов пересекала одну или более предпочтительно несколько внутренних полостей в сотовом элементе для наиболее полного использования их положительных свойств.
С этой целью предпочтительно равномерно распределять внутренние полости по объему сотового элемента.
Очевидно, что и неравномерное распределение внутренних полостей в сотовом элементе, предпочтительно с их концентрацией во внутренней части и/или в направлении входного или выходного торца сотового элемента, также не сопряжено ни с какими трудностями и в зависимости от характера перемещения потока ОГ в системе их нейтрализации или снижения их токсичности может даже оказаться предпочтительным. В этом варианте обеспечивается возможность адаптации предлагаемого в изобретении сотового элемента к различным рабочим условиям.
В зависимости от способа выполнения внутренних полостей в сотовом элементе сами эти внутренние полости, как очевидно, не имеют шаровидную форму. Выражение "шаровидная полость" используется исключительно в целях теоретического описания размерных пропорций внутренней полости. Фактически же образующиеся в сотовом элементе внутренние полости скорее имеют форму цилиндров или изогнутых цилиндров, которые своей осевой протяженностью предпочтительно ориентированы примерно перпендикулярно направлению каналов.
Приведенное выше описание изобретения относится не только к сотовым элементам из металлических листов, но и может использоваться применительно к керамическим сотовым элементам при условии использования соответствующих способов образования в них внутренних полостей. При изготовлении керамических сотовых элементов их заготовки, например, легко поддаются обработке перед обжигом, что позволяет выполнять в них внутренние полости путем прорезания отверстий в стенках каналов или путем реализации соответствующих мер уже в процессе экструзии сотовых элементов.
Независимый п.12 формулы изобретения относится конкретно к сотовым элементам, изготавливаемым из металлических листов путем их свертывания в рулон, скручивания в рулон и/или набора в пакет. Подобный сотовый элемент имеет множество слоев, образованных по меньшей мере одним по меньшей мере частично профилированным металлическим листом, профильная структура которого образует каналы, проходящие от входного торца сотового элемента до его выходного торца. Под слоями, образованными металлическим листом или металлическими листами, подразумеваются следующие один за другим в сечении сотового элемента и образующие его слои вне зависимости от того, образованы ли они одним или несколькими отдельными металлическими листами. В этом отношении необходимо отметить, что, в принципе, сотовый элемент можно изготавливать только из одного единственного металлического листа, придавая одной части металлической полосы гофрированную или волнистую форму и накладывая на гофрированную часть металлической полосы оставшуюся ее гладкую часть путем сгибания металлической полосы вдвое. Полученную таким путем заготовку затем можно начиная от линии перегиба свернуть в рулон со спиральной навивкой с получением в результате сотового элемента. Другая возможность состоит в использовании для изготовления сотового элемента одного гладкого и одного гофрированного металлического листов, которые совместно свертывают в рулон с получением сотового элемента со спиральной навивкой образующих его слоев. Возможно также изготовление сотовых элементов из трех или более металлических листов, получаемый после совместного свертывания которых в рулон сотовый элемент имеет в поперечном сечении многозаходную спиральную навивку. Помимо этого существует большое число конструкций, изготавливаемых из одного или нескольких пакетов, набираемых из попеременно чередующихся гладких и гофрированных металлических листов. Подобные сотовые элементы состоят из множества металлических листов, количество которых, однако, не обязательно должно совпадать с количеством наложенных один на другой и образованных ими слоев.
По этой причине, в принципе, следует различать между собой металлический лист и образованный им слой даже тогда, когда такое различие часто провести невозможно, например на чертежах, на которых показан только один фрагмент сотового элемента. Для настоящего изобретения конкретное конструктивное исполнение сотового элемента в первом приближении не играет принципиальной роли, однако для сотовых элементов со спиральной навивкой образующих их слоев легче рассчитать положение отверстий, необходимых для образования в сотовом элементе внутренних полостей, чем для сотовых элементов, изготавливаемых из многих отдельных металлических листов. Никакой же принципиальной проблемы, связанной с образованием в сотовом элементе внутренних полостей, не существует ни для одной конструктивной разновидности сотовых элементов. Предлагаемый в этом варианте осуществления изобретении сотовый элемент отличается тем, что в по меньшей мере одной его отдельной части образованные металлическим листом или металлическими листами слои имеют отверстия, эффективная площадь поперечного сечения которых более чем в десять раз превышает среднюю площадь поперечного сечения каналов в соответствующей отдельной части сотового элемента и расположение и форма которых таковы, что они образуют в сотовом элементе вместе с отверстиями в соседних образованных металлическим листом или металлическими листами слоях связные, крупнообъемные внутренние полости за счет взаимного перекрытия или совмещения отверстий в по меньшей мере 5 следующих один за другим слоях, образованных металлическим листом или металлическими листами, при этом площадь взаимного перекрытия или совмещения соответствующих отверстий во всех этих 5 слоях, образованных металлическим листом или металлическими листами, по меньшей мере в 10 раз превышает среднюю площадь поперечного сечения каналов в указанной отдельной части сотового элемента. Как более подробно рассмотрено ниже при описании чертежей, в сотовых элементах, изготовленных из перфорированных металлических листов, всегда образуются какие-либо внутренние полости, причем в предельном случае все такие внутренние полости даже могут сообщаться между собой, что всегда имеет место в том случае, когда площадь отверстий в каждом образованном металлическим листом или металлическими листами слое больше площади остальной его поверхности. В отношении слоев, образованных одним или несколькими гофрированными металлическими листами, используют понятие эффективной площади поверхности, определяемой по проекции отверстия в слое, образованном металлическим листом, на среднюю плоскость слоя, образованного гофрированным металлическим листом.
Важное значение для настоящего изобретения имеет тот факт, что имеющиеся в металлических листах отверстия образуют в сотовом элементе не небольшие разветвленные пустоты, а сравнительно крупнообъемные внутренние полости, что имеет место именно в том случае, когда отверстия в соседних образованных одним или более металлическими листами слоях располагаются практически на одной линии в радиальном направлении сотового элемента, соответственно имеют большую площадь взаимного перекрытия или совмещения. Предлагаемая в изобретении конструкция в свою очередь обеспечивает образование в сотовом элементе внутренних полостей с требуемыми свойствами. Форму отверстий, в принципе, можно выбирать произвольно, однако по соображениям механики во избежание образования трещин отверстия рекомендуется выполнять со скругленным контуром, при этом такие отверстия должны, кроме того, соединять между собой перпендикулярно направлению газового потока по три или более каналов. В направлении газового потока отверстия также должны иметь некоторый минимальный размер, а именно: должны иметь в этом направлении протяженность, которая по меньшей мере в два раза, предпочтительно более чем в три раза, превышает средний гидравлический диаметр открывающихся во внутреннюю полость каналов. Гидравлический диаметр канала определяется размерами и формой его поперечного сечения и за исключением каналов круглого сечения меньше наибольшей ширины канала.
В одном из предпочтительных вариантов осуществления изобретения сотовый элемент имеет цилиндрическую форму и изготовлен из одного или нескольких пакетов, набранных из металлических листов, которые в каждом пакете имеют длину L и ширину В, которая меньше их длины, и каждый из которых в каждом пакете имеет множество отверстий, которые на всех металлических листах одного пакета расположены в направлении их ширины В в основном на одинаковых, а в направлении их длины L - на разных расстояниях друг от друга. Именно подобное расположение отверстий в металлических листах не используется в конструкциях сотовых элементов, известных из уровня техники. Для упрощения изготовления отверстий в металлических листах и без знания лежащих в основе настоящего изобретения принципов ранее отверстия в перфорируемых обычным путем металлических листах располагали равномерно по всей их длине, что как раз и исключало возможность получения предлагаемого в изобретении сотового элемента ни при свертывании металлических слоев в рулон со спиральной навивкой, ни при изготовлении сотового элемента из одного или нескольких пакетов, набранных из металлических листов.
В следующем предпочтительном варианте осуществления изобретения сотовый элемент изготовлен из по меньшей мере одного свернутого в рулон со спиральной навивкой металлического листа, который имеет длину L и ширину В, которая меньше его длины, и который имеет множество отверстий, которые расположены в направлении его ширины примерно на одинаковых расстояниях, а в направлении его длины - на разных расстояниях друг от друга. Точная схема расположения отверстий зависит от конкретных рабочих условий, в которых в последующем будет эксплуатироваться сотовый элемент. Однако общим для всех сотовых элементов, образованных свертыванием металлического листа или металлических листов в рулон, является то, что в направлении ширины используемых металлических листов отверстия в них целесообразно располагать на примерно одинаковом расстоянии друг от друга. При соблюдении этого условия отверстия уже при их выполнении оказываются расположены в каждом их ряду в одну линию в направлении потока без необходимости принятия особых мер, направленных на соблюдение этих расстояний между отверстиями. Точно же необходимо рассчитывать только расстояния между отверстиями в продольном направлении каждого металлического листа. При этом, например, путем невыполнения отдельных отверстий на определенных расстояниях можно целенаправленно ограничивать внутренние полости или путем изменения схемы расположения отверстий можно, например, обеспечить образование в радиально наружной части сотового элемента большего количества внутренних полостей из расчета на один виток образованного одним или несколькими металлическими листами слоя, чем в радиально внутренней части сотового элемента.
С целью компенсировать определенные производственные допуски может оказаться предпочтительным выполнять отверстия в металлических листах в виде удлиненных отверстий или прорезей, протяженность которых в направлении, перпендикулярном направлению каналов, должна быть больше, чем в параллельном им направлении.
Предлагаемые в изобретении сотовые элементы могут также иметь в своей внутренней части дополнительные профильные структуры, выполненные в металлических листах. При этом в дополнение к представленным в настоящем описании мерам, направленным на воздействие на поток внутри сотового элемента, можно использовать все направленные на обеспечение такого же воздействия меры. Помимо этого предлагаемый в изобретении сотовый элемент можно в соответствии с известными из уровня техники решениями встраивать в кожух и выполнять, например, конической формы.
Предлагаемый в изобретении сотовый элемент пригоден прежде всего для его применения в качестве компонента системы нейтрализации или снижения токсичности ОГ, образующихся при работе ДВС, прежде всего дизельного двигателя. В целом же предпочтительной областью применения предлагаемого в изобретении сотового элемента является нейтрализация или снижение токсичности ОГ, образующихся при работе двигателей транспортных средств.
Ниже изобретение и различные варианты его осуществления более подробно рассмотрены со ссылкой на прилагаемые к описанию чертежи, на которых показано:
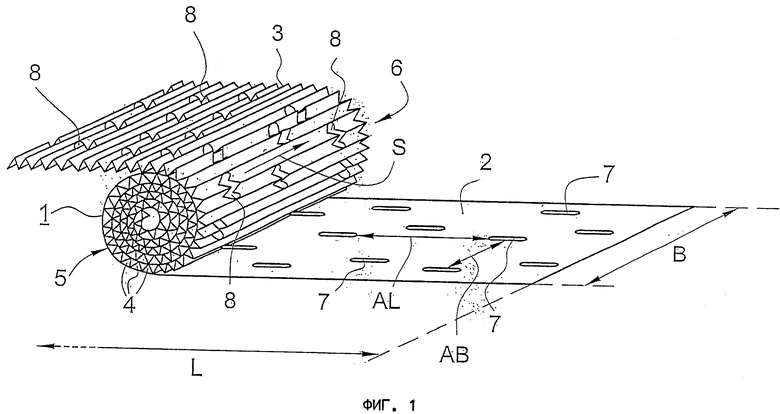
на фиг.1 - схематичный вид в аксонометрии предлагаемого в изобретении сотового элемента, изготавливаемого из перфорированных металлических листов, и
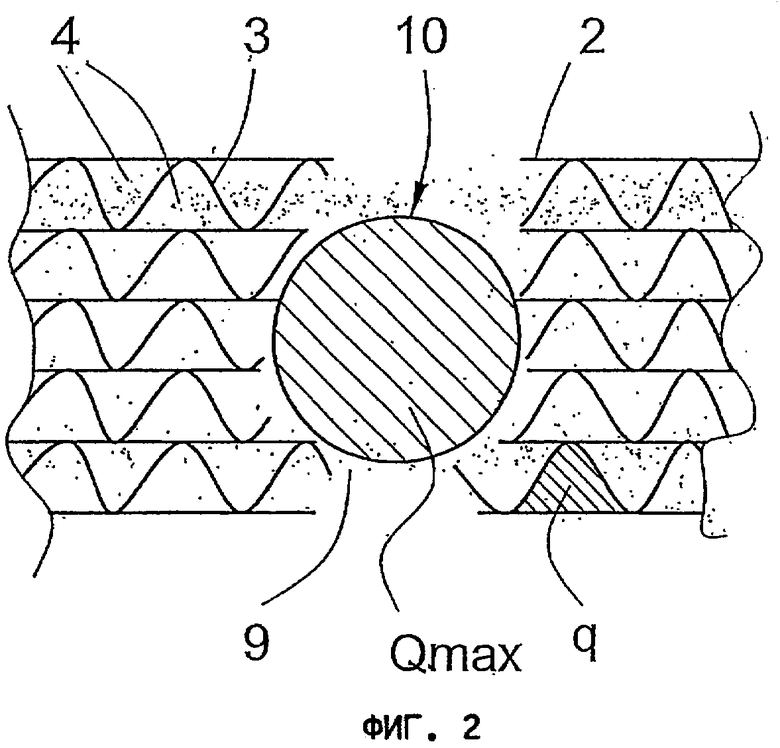
на фиг.2 - схематичный вид в поперечном разрезе фрагмента предлагаемого в изобретении сотового элемента в зоне одной из внутренних полостей в нем.
На фиг.1 схематично показан сотовый элемент 1, изготавливаемый, например, путем свертывания гладкого металлического листа 2 и гофрированного металлического листа 3 в рулон со спиральной навивкой. Показанный на чертеже в еще не окончательно изготовленном состоянии сотовый элемент 1 имеет образованные профильной структурой гофрированного металлического листа 3 каналы 4, проходящие от входного торца 5 сотового элемента до его выходного торца 6. Поток нейтрализуемых ОГ может проходить через сотовый элемент 1 в направлении S. Гладкий металлический лист 2 имеет ширину В и длину L, а также имеет большое количество выполненных в нем отверстий 7. В рассматриваемом примере такие отверстия выполнены в виде удлиненных отверстий или прорезей, наибольшая протяженность которых измеряется в направлении длины L гладкого металлического листа 2, т.е. перпендикулярно направлению S проходящего в последующем через сотовый элемент потока ОГ. Гофрированный металлический лист 3 также имеет многочисленные отверстия 8, которые в рассматриваемом примере также выполнены в виде удлиненных отверстий или прорезей, ориентированных в том же направлении, что и удлиненные отверстия в гладком металлическом листе. Очевидно, что отверстия 8 в гофрированном металлическом листе 3 в его выпрямленном состоянии должны иметь гораздо большую длину, чем отверстия 7 в гладком металлическом листе, чтобы размеры отверстий 8 в металлическом листе 3 в его гофрированном или волнистом состоянии примерно соответствовали размерам отверстий 7 в гладком металлическом листе 2. Для настоящего изобретения важное значение имеет только проекция отверстий 8 в гофрированном металлическом листе 3 на его среднюю плоскость. Расстояние между отверстиями 7, 8, измеряемое в направлении ширины В металлических листов 2, 3, в основном постоянно, и поэтому в указанном направлении отверстия в соседних металлических листах всегда практически полностью перекрываются друг с другом. Очевидно, однако, что при одинаковых расстояниях между отверстиями 7, 8 и в направлении длины L металлических листов 2, 3 при их свертывании в рулон всегда будет происходить смещение отверстий друг относительно друга с увеличением диаметра сотового элемента 1 в процессе его изготовления свертыванием металлических листов в рулон. Поэтому для получения крупных внутренних полостей с предлагаемыми в изобретении свойствами необходимо соответствующим образом согласовать расстояния между отверстиями 7, 8 в направлении длины L металлических листов 2, 3. В простейшем случае для этого можно перед изготовлением сотового элемента рассчитать, в каких его местах должны располагаться внутренние полости и какие они должны иметь размеры, а затем определить, в каких местах металлических листов 2, 3 и какой формы необходимо выполнить отверстия. Этот процесс для сотовых элементов разных конструкций может быть соответственно менее или более сложным, однако его можно выполнять без каких-либо проблем проведением простых экспериментов и путем соответствующего управления станками, выполняющими отверстия 7, 8. На фиг.1 отверстия 7, 8 не обязательно показаны с соблюдением масштаба, и поэтому согласно изобретению они могут также иметь гораздо большие размеры.
На фиг.2 схематично в поперечном разрезе показан фрагмент сотового элемента в зоне одной из предлагаемых в изобретении внутренних полостей 9 в нем. Такой сотовый элемент образован уложенными слоями друг на друга гладкими 2 и гофрированными 3 металлическими листами, отверстия в которых в основном совмещены друг с другом и в результате образуют свободную внутреннюю полость 9. Эта внутренняя полость 9 имеет шаровидное свободное пространство 10 с максимальной площадью Qmax поперечного сечения, в которое, таким образом, теоретически можно было бы вписать шар соответствующего этой площади диаметра. Под максимальной площадью Qmax поперечного сечения шара подразумевается площадь его наибольшего поперечного сечения. На чертеже штриховкой показано также, что каждый отдельный канал 4 имеет площадь q поперечного сечения, которая в рассматриваемом примере примерно одинакова у всех каналов. Вместе с тем существуют также конструкции сотовых элементов, в которых каналы имеют различающуюся между собой площадь поперечного сечения. В этом случае можно легко вычислить среднюю площадь q поперечного сечения каналов. Решающее же значение согласно настоящему изобретению имеет образование в сотовом элементе внутренних полостей 9 таких размеров и такой формы, при которых в них вписывается шаровидное свободное пространство 10, максимальная площадь Qmax поперечного сечения которого по меньшей мере в 10 раз превышает среднюю площадь q поперечного сечения каналов. Предпочтительны варианты, в которых во внутренние полости 9 вписываются сферические свободные пространства еще гораздо больших размеров, что относится прежде всего к сотовым элементам с высокой плотностью расположения в них каналов, составляющей, например, от 600 до более 1200 каналов на кв.дюйм площади поперечного сечения сотового элемента.
Настоящее изобретение обеспечивает возможность дальнейшего улучшения свойств наиболее совершенных сотовых элементов для систем нейтрализации или снижения токсичности ОГ, прежде всего с точки зрения более эффективной очистки ОГ от содержащихся в них твердых частиц при одновременно оптимальных характеристиках касательно потери давления в сотовом элементе, его материалоемкости и характера перемещения потока ОГ в сотовом элементе.
Перечень используемых на чертежах обозначений и ссылочных позиций
1 - сотовый элемент
2 - в основном гладкий металлический лист (образованный им гладкий слой)
3 - гофрированный металлический лист (образованный им гофрированный слой)
4 - канал
15 - входной торец сотового элемента
6 - выходной торец сотового элемента
7 - отверстие в гладком металлическом листе
8 - отверстие в гофрированном металлическом листе
9 - внутренняя полость (каверна)
В - ширина металлического листа
L - длина металлического листа
АВ - расстояние между отверстиями в металлическом листе в направлении его ширины В
AL - расстояние между отверстиями в металлическом листе в направлении его длины L
S - направление потока
Qmax - максимальная площадь поперечного сечения
q - средняя площадь поперечного сечения каналов
Заявленное изобретение относится к сотовому элементу для нейтрализации или снижения токсичности отработавших газов, образующихся при работе двигателя внутреннего сгорания. Сотовый элемент имеет внутренние стенки, образующие каналы, которые проходят от входного торца до выходного торца. Элемент имеет несколько не ограниченных внутренними стенками свободных внутренних полостей, форма и размеры которых таковы, что в каждую из этих внутренних полостей вписывается шаровидное свободное пространство. Максимальная площадь поперечного сечения шаровидного пространства, по меньшей мере, в десять раз превышает среднюю площадь поперечного сечения каналов. Сотовый элемент имеет цилиндрическую форму и изготовлен из одного или нескольких пакетов, набранных из металлических листов или одного или нескольких свернутых в рулон со спиральной навивкой металлических листов. При изготовлении сотового элемента используются гладкие и гофрированные металлические листы. Отверстия в металлических листах одного пакета расположены в направлении их ширины на одинаковых, а в направлении их длины - на разных расстояниях друг от друга. Технический результат: повышение эффективности очистки газов от вредных веществ за счет интенсивного поперечного перемешивания потока газа в сотовом элементе, конструктивная стабильность элемента. 2 н. и 15 з.п. ф-лы, 2 ил.
1. Сотовый элемент (1), прежде всего для нейтрализации или снижения токсичности отработавших газов, образующихся при работе двигателя внутреннего сгорания, имеющий внутренние стенки (2, 3), образующие каналы (4), которые проходят от входного торца (5) сотового элемента (1) до его выходного торца (6), отличающийся тем, что он имеет в, по меньшей мере, одной своей отдельной части несколько не ограниченных внутренними стенками (2, 3) свободных внутренних полостей (9), форма и размеры которых таковы, что в каждую из этих внутренних полостей вписывается, по меньшей мере, одно шаровидное свободное пространство (10), максимальная площадь (Qmax) поперечного сечения которого, по меньшей мере, в десять раз превышает среднюю площадь (q) поперечного сечения каналов (4) в соответствующей отдельной части (Т) сотового элемента.
2. Сотовый элемент (1) по п.1, отличающийся тем, что максимальная площадь (Qmax) поперечного сечения шаровидного свободного пространства (10) в 20-100 раз, предпочтительно в 30-50 раз, превышает среднюю площадь (q) поперечного сечения каналов (4).
3. Сотовый элемент (1) по п.1 или 2, отличающийся тем, что каждая внутренняя полость (9) пересекает от 10 до 500 каналов (4).
4. Сотовый элемент (1) по п.1, отличающийся тем, что от 50 до 100% его каналов (4) пересекают предпочтительно, по меньшей мере, одну внутреннюю полость (9), более предпочтительно более трех внутренних полостей (9).
5. Сотовый элемент (1) по п.1, отличающийся тем, что внутренние полости (9) равномерно распределены по объему сотового элемента.
6. Сотовый элемент (1) по п.1, отличающийся тем, что внутренние полости (9) неравномерно распределены в сотовом элементе (1), предпочтительно сконцентрированы во внутренней части и/или в направлении входного (5) или выходного торца (6) сотового элемента (1).
7. Сотовый элемент (1) по п.1, отличающийся тем, что внутренние полости (9) имеют примерно форму цилиндров или изогнутых цилиндров, которые своей осевой протяженностью предпочтительно ориентированы примерно перпендикулярно направлению каналов (4).
8. Сотовый элемент (1) по п.1, отличающийся тем, что он имеет цилиндрическую форму и изготовлен из одного или нескольких пакетов, набранных из металлических листов, которые в каждом пакете имеют длину (L) и ширину (В), которая меньше их длины, и каждый из которых в каждом пакете имеет множество отверстий (7, 8), которые на всех металлических листах одного пакета расположены в направлении их ширины (В) в основном на одинаковых, а в направлении их длины (L) - на разных расстояниях (АВ, AL) друг от друга.
9. Сотовый элемент (1) по п.1, отличающийся тем, что он изготовлен из, по меньшей мере, одного свернутого в рулон со спиральной навивкой металлического листа (2, 3), который имеет длину (L) и ширину (В), которая меньше его длины, и который имеет множество отверстий (7, 8), которые расположены в направлении его ширины (В) примерно на одинаковых расстояниях (АВ), а в направлении его длины (L) - на разных расстояниях (AL) друг от друга.
10. Сотовый элемент (1) по п.1, отличающийся тем, что он представляет собой компонент системы нейтрализации или снижения токсичности отработавших газов, образующихся при работе двигателя внутреннего сгорания, прежде всего дизельного двигателя, и предназначен для удаления частиц сажи из отработавших газов, образующихся при работе двигателя внутреннего сгорания.
11. Сотовый элемент (1) по п.1, отличающийся тем, что он имеет дополнительные отверстия и/или завихряющие профильные элементы в каналах (4).
12. Сотовый элемент (1), изготовленный из, по меньшей мере, одного металлического листа (2, 3) путем его свертывания в рулон, скручивания в рулон и/или набора в пакет и имеющий множество слоев, образованных, по меньшей мере, одним, по меньшей мере, частично профилированным металлическим листом (3), профильная структура которого образует каналы (4), проходящие от входного торца (5) сотового элемента (1) до его выходного торца (6), отличающийся тем, что в, по меньшей мере, одной его отдельной части образованные металлическим листом или металлическими листами (2, 3) слои имеют отверстия (7, 8), эффективная площадь поперечного сечения которых более чем в десять раз превышает среднюю площадь (q) поперечного сечения каналов (4) в соответствующей отдельной части сотового элемента, и расположение и форма которых таковы, что они образуют в сотовом элементе (1) вместе с отверстиями (7, 8) в соседних образованных металлическим листом или металлическими листами (2, 3) слоях связные, крупнообъемные внутренние полости (9) за счет взаимного перекрытия или совмещения отверстий в, по меньшей мере, 5 следующих один за другим слоях, образованных металлическим листом или металлическими листами (2, 3), при этом площадь взаимного перекрытия или совмещения соответствующих отверстий (7, 8) во всех этих 5 слоях, образованных металлическим листом или металлическими листами (2, 3), по меньшей мере, в 10 раз превышает среднюю площадь (q) поперечного сечения каналов (4) в указанной отдельной части (Т) сотового элемента, а протяженность отверстий (7, 8) в направлении (S) потока, по меньшей мере, в два раза, предпочтительно более чем в три раза, превышает средний гидравлический диаметр открывающихся во внутреннюю полость каналов (4).
13. Сотовый элемент (1) по п.12, отличающийся тем, что он имеет цилиндрическую форму и изготовлен из одного или нескольких пакетов, набранных из металлических листов, которые в каждом пакете имеют длину (L) и ширину (В), которая меньше их длины, и каждый из которых в каждом пакете имеет множество отверстий (7, 8), которые на всех металлических листах одного пакета расположены в направлении их ширины (В) в основном на одинаковых, а в направлении их длины (L) - на разных расстояниях (АВ, AL) друг от друга.
14. Сотовый элемент (1) по п.12, отличающийся тем, что он изготовлен из, по меньшей мере, одного свернутого в рулон со спиральной навивкой металлического листа (2, 3), который имеет длину (L) и ширину (В), которая меньше его длины, и который имеет множество отверстий (7, 8), которые расположены в направлении его ширины (В) примерно на одинаковых расстояниях (АВ), а в направлении его длины (L) - на разных расстояниях (AL) друг от друга.
15. Сотовый элемент (1) по п.12, отличающийся тем, что, по меньшей мере, часть отверстий (7, 8), которые предпочтительно представляют собой удлиненные отверстия или прорези, имеет в направлении каналов (4) меньшую протяженность, чем перпендикулярно направлению каналов (4).
16. Сотовый элемент (1) по п.12, отличающийся тем, что он представляет собой компонент системы нейтрализации или снижения токсичности отработавших газов, образующихся при работе двигателя внутреннего сгорания, прежде всего дизельного двигателя, и предназначен для удаления частиц сажи из отработавших газов, образующихся при работе двигателя внутреннего сгорания.
17. Сотовый элемент (1) по п.12, отличающийся тем, что он имеет дополнительные отверстия и/или завихряющие профильные элементы в каналах (4).
| Устройство для очистки деревьев от сучьев | 1986 |
|
SU1428577A1 |
| Каталитический фильтр для очистки выхлопных газов дизельного двигателя | 1980 |
|
SU1160940A3 |
| КАТАЛИТИЧЕСКИЙ РЕАКТОР С ДВУМЯ ИЛИ БОЛЕЕ ЭЛЕМЕНТАМИ С СОТОВОЙ СТРУКТУРОЙ В ОДНОМ ТРУБООБРАЗНОМ КОЖУХЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2102608C1 |
| US 4753918 A, 28.06.1988 | |||
| Грузозахватное устройство | 1975 |
|
SU587074A1 |
| US 5567395 A, 22.10.1996 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

