Изобретение относится к паяному сотовому элементу с дистанционными распорками в местах пайки для каталитических нейтрализаторов отработавших газов (ОГ) и к способу его изготовления.
Известны металлические структуры, например металлические носители катализатора для каталитических нейтрализаторов ОГ, которые свернуты в рулон или набраны в пакет по меньшей мере из частично структурированных металлических листов. Соединение слоев металлических листов между собой осуществляют пайкой, в частности пайкой твердым припоем (также называемой высокотемпературной пайкой), предпочтительно при температурах свыше 1100oC в вакууме. При необходимости металлическую структуру также соединяют пайкой с кожухом. Выполнение паяных соединений на металлической структуре является существенной стадией процесса изготовления такой металлической структуры и имеет два существенных аспекта. С одной стороны, технология выполнения паяного соединения и его тип влияют на эффективность процесса изготовления металлических структур, в частности структур, которые применяются в качестве носителей катализатора. С другой стороны, выполнение паяного соединения сказывается на прочности и долговечности структуры.
Эти аспекты, связанные с выполнением паяного соединения, уже являются общеизвестными. Так, например, известно нанесение на соединяемые металлические структуры клея или связующего при нанесении припоя, причем припой является порошкообразным, и его либо предварительно смешивают с клеем или связующим, либо наносят на более поздней стадии.
В заявке DE 2924592 A1 уже описан способ изготовления структуры для каталитического нейтрализатора, применяемого для очистки ОГ двигателей внутреннего сгорания (ДВС) транспортных средств. Согласно этому способу структуру изготавливают из жаростойких стальных листов. После предварительной обработки стальных листов, которые представляют собой гофрированные и гладкие стальные листы, на места, предназначенные для нанесения припоя, наносят связующее или клей. На связующее или клей затем наносят частицы припоя. Связующее, соответственно клей и припой наносят полосами параллельно складкам гофрированных стальных листов или перпендикулярно им. После этого путем нагревания структуры расположенные чередующимися слоями стальные листы подвергают одновременной пайке, соединяя листы между собой. С целью обеспечить равномерную пайку во всех предусмотренных местах, как правило, припой, соответственно связующее используют в избытке.
Далее, из заявки DE 2924592 A1 известно, что перед набором пакета из чередующихся гладких или гофрированных металлических листов в отдельные слои закладывают одну или несколько припайных лент, располагая их примерно в продольном направлении гладких стальных листов.
После нанесения припоя стальные листы известным образом свертывают в рулон с получением соответствующей структуры, вставляют в кожух и подвергают пайке в печи. Металлические листы вставляют в кожух с предварительным напряжением.
При пайке, в процессе которой припой расплавляется, благодаря предварительному напряжению припой выдавливается из мест контакта между металлическими листами. Это приводит к потере силы предварительного напряжения металлических листов внутри кожуха и к их нежелательному смещению, а также к неравномерному распределению паяльных зазоров между металлическими листами. Поскольку жидкий припой в процессе пайки выдавливается из мест контакта и при этом может смещаться, невозможно также с достаточной надежностью обеспечить образование паяных соединений именно в заданных местах контакта. Неудовлетворительное качество паяных соединений, как уже отмечалось выше, в свою очередь отрицательно сказывается на прочности и долговечности структуры.
Эти проблемы, возникающие в результате нанесения припоя, общеизвестны. Одна из попыток их решения известна из заявки WO 89/11938. Согласно этой заявке на металлические листы перед их свертыванием в рулон или набором в пакет предлагается наносить в местах пайки клей или связующее. Затем стальные листы свертывают в рулон или набирают в пакет с получением соответствующей структуры и лишь затем на структуру наносят порошковый припой. При такой технологии металлические листы плотно прилегают один к другому, а припой проникает в промежутки между металлическими листами. При этом уже не происходит потери силы предварительного напряжения при расплавлении припоя.
Недостаток этого способа состоит в том, что из-за необходимости точного соблюдения последовательности стадий процесс изготовления не отличается высокой гибкостью.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача предложить способ изготовления сотового элемента для каталитических нейтрализаторов ОГ, который позволил бы по меньшей мере частично снизить потерю силы предварительного напряжения металлических листов в процессе пайки. Кроме того, задача изобретения заключается в том, чтобы предложить такой паяный сотовый элемент, который отличался бы максимально однородным выполнением паяных соединений.
Первая задача решается с помощью способа изготовления сотового элемента для каталитических нейтрализаторов отработавших газов из металлических листов, по меньшей мере часть из которых по меньшей мере частично структурирована и которые свернуты в рулон или набраны в пакет с образованием каналов, при этом металлические листы соединяют друг с другом пайкой с помощью наносимого между соседними металлическим листами припоя. Согласно изобретению по меньшей мере на одном из соседних металлических листов выполняют по меньшей мере один обращенный в сторону соседнего металлического листа выдавленный выступ, а припой наносят в зоне этого выдавленного выступа.
Предпочтительно по меньшей мере один выдавленный выступ выполнить в виде микровыступа и расположить его преимущественно поперечно каналу сотового элемента.
Предпочтительно также по меньшей мере один выдавленный выступ выполнить по меньшей мере на одном структурированном, прежде всего гофрированном, металлическом листе, либо по меньшей мере на одном гладком металлическом листе.
Вторая задача решается с помощью паяного сотового элемента для каталитических нейтрализаторов отработавших газов, который состоит из металлических листов, по меньшей мере часть из которых по меньшей мере частично структурирована и которые свернуты в рулон или набраны в пакет с образованием каналов, и между соседними металлическим листами которого предусмотрены паяльные зазоры, по меньшей мере частично заполненные соединяющим эти металлические листы припоем. Согласно изобретению по меньшей мере на одном из соседних металлических листов в местах пайки выполнен в качестве дистанционной распорки по меньшей мере один обращенный в сторону соседнего металлического листа выдавленный выступ, высотой которого определяется ширина паяльного зазора.
При этом по меньшей мере один выдавленный выступ выполнен в виде микровыступа и расположен преимущественно поперечно каналу сотового элемента.
Целесообразно по меньшей мере один выдавленный выступ выполнить по меньшей мере на одном структурированном, прежде всего гофрированном, металлическом листе, либо по меньшей мере на одном гладком металлическом листе.
Предлагаемый согласно изобретению сотовый элемент из металлических листов обладает тем преимуществом, что при расплавлении припоя в процессе пайки предварительное напряжение металлических листов в кожухе сохраняется.
Еще одно преимущество предложенного сотового элемента заключается в том, что наличие выдавленных выступов улучшает смачивание металлических листов припоем.
Другие преимущества и особенности изобретения более подробно поясняются описанием примеров вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показаны:
на фиг. 1 - схематично процесс изготовления сотового элемента согласно изобретению с нанесением припайных покрытий на его металлические листы;
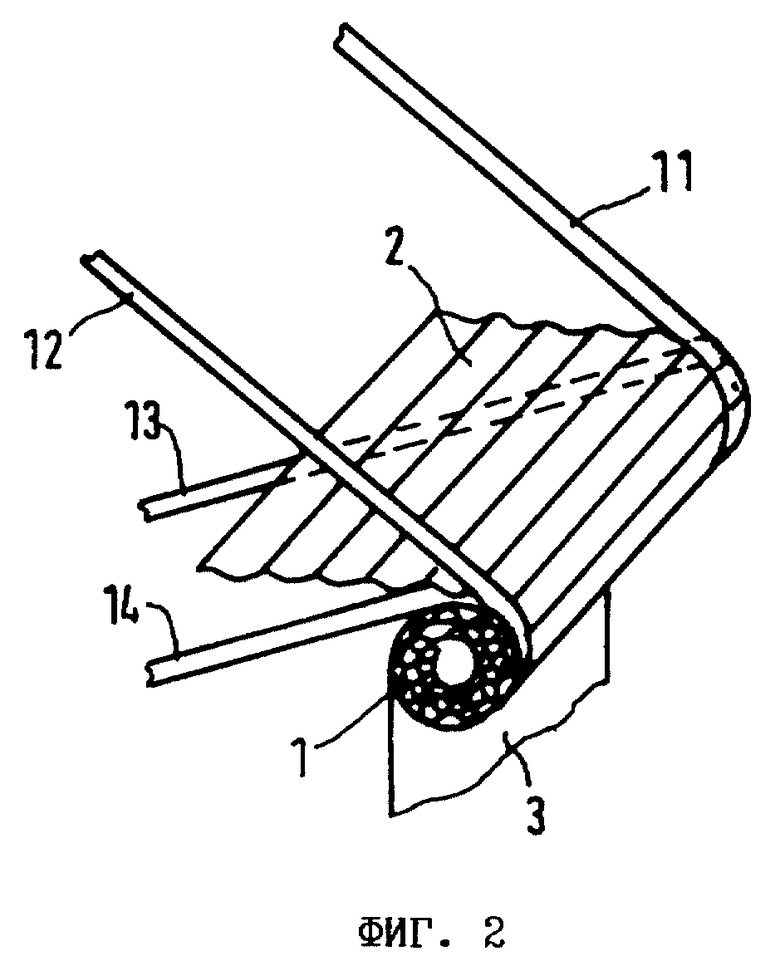
на фиг. 2 - припайное покрытие в виде ленты, помещаемой между гофрированным и гладким металлическими листами;
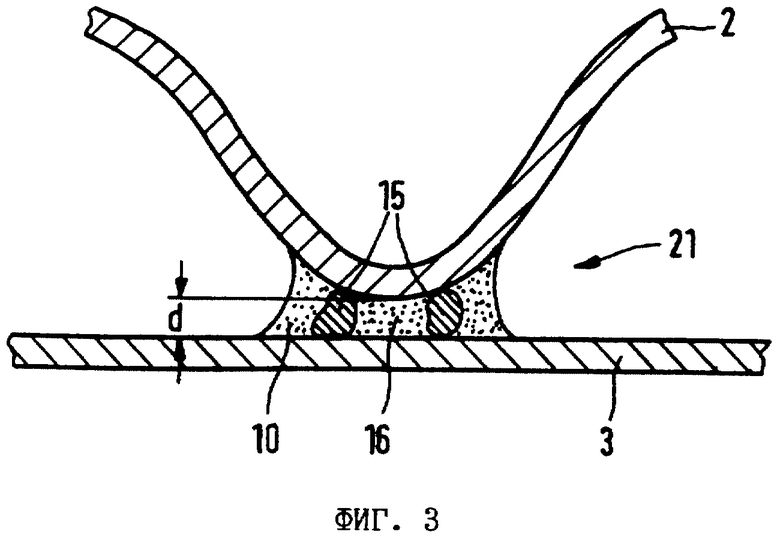
на фиг. 3 - схематичное изображение в увеличенном масштабе места пайки;
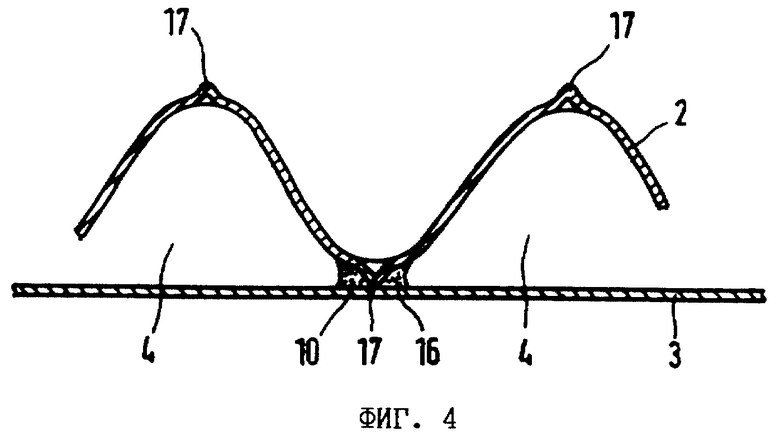
на фиг. 4 - место пайки между гофрированным и гладким металлическими листами, причем гофрированный лист имеет выдавленные выступы;
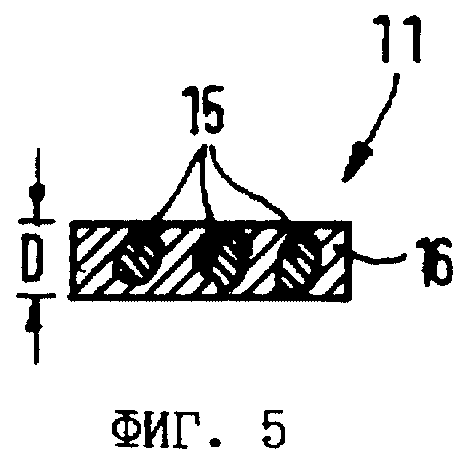
на фиг. 5 - первый вариант выполнения припайного покрытия в виде ленты;
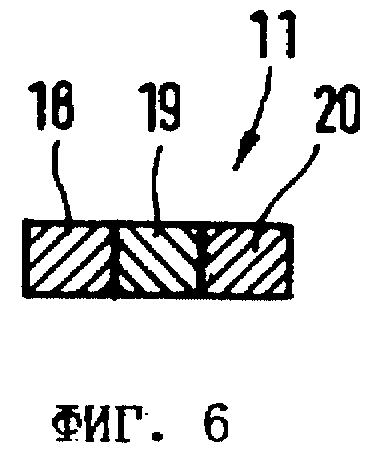
на фиг. 6 - второй вариант выполнения припайного покрытия в виде ленты и
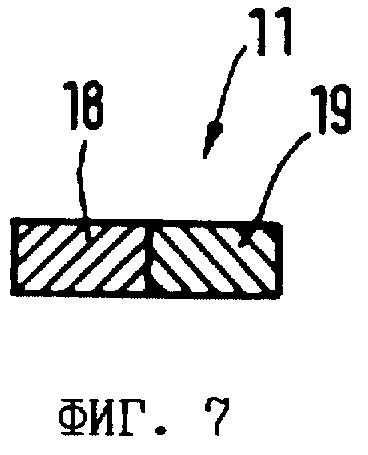
на фиг. 7 - третий вариант выполнения припайного покрытия в виде ленты.
На фиг. 1 показан сотовый элемент 1, набранный в пакет и свернутый в рулон из гофрированных 2 и гладких 3 металлических листов с образованием проточных каналов 4. На соответствующие наружные краевые участки гофрированного листа 2 нанесены припайные покрытия 5. Как показано на чертеже, припайное покрытие 5 необязательно должно быть нанесено на каждую вершину гофров гофрированного листа 2. На фиг. 1 далее показано припайное покрытие 6, которое нанесено по всей ширине листа 2 на вершину одного из гофров. Покрытия 5, 6 образованы порошкообразным припоем, частицы которого нанесены на предусмотренный на листе 2 слой клея или связующего, удерживаясь на нем.
На гладкий металлический лист 3 полосами нанесено три припайных покрытия 7, 8 и 9, которые проходят вдоль гладкого листа 3. Покрытия 7 и 9 нанесены по краям гладкого листа 3, а полоса покрытия 8 нанесена в основном по середине гладкого листа 3. Сотовый элемент 1, образованный свернутыми в рулон или набранными в пакет листами, затем вставляют с предварительным напряжением в кожух (не показан). После этого собранный таким образом узел помещают в паяльную печь и нагревают до температуры пайки. Покрытия 5-9 содержат припой и частицы, которые образуют прокладку или прослойку, не расплавляющуюся в процессе пайки. С этой целью такая прокладка выполнена из материала, температура плавления которой выше температуры плавления припоя, в частности выше температуры пайки. В предпочтительном варианте прокладку изготавливают из керамического материала.
Как указано выше, сотовый элемент 1, состоящий из свернутых в рулон или набранных в пакет листов с образованием металлической структуры, вставляют в трубчатый кожух. Для соединения с трубчатым кожухом на наружной боковой поверхности сотового элемента 1, предпочтительно также в местах будущей пайки, предусматривают припой и прокладку.
На фиг. 2 показан еще один пример нанесения припоя. Согласно фиг. 2 между гофрированным металлическим листом 2 и гладким металлическим листом 3 предлагается наносить соответствующие припайные покрытия в виде ленты 11-14 (далее припайная лента). Каждая из припайных лент 11-14 уложена между металлическими листами 3 и 2 в основном параллельно одна другой. Укладку припайных лент 11-14 осуществляют в процессе свертывания в рулон.
На фиг. 5, 6 и 7 показаны три примера выполнения припайной ленты 11. Показанная на фиг. 5 припайная лента 11 состоит из припоя 16 с заделанными в него частицами 15. Размер частиц 15 выбирают таким образом, чтобы он в основном соответствовал толщине D припайной ленты 11. Благодаря этому частицы 15 способны выполнять функцию дистанционных распорок между металлическими листами 2 и 3. Эту функцию частицы 15 сохраняют и во время процесса пайки.
На фиг. 6 показан второй пример выполнения припайной ленты 11. Эта припайная лента 11 состоит из первого слоя 18, образованного собственно припоем. К первому слою 18 примыкает второй слой 19, образованный другим материалом, температура плавления которого выше температуры пайки. Второй слой 19 образует в припайной ленте 11 прокладку 19. Ко второму слою 19 примыкает третий слой 20, также образованный собственно припоем. Первый и третий слои, соответственно 18 и 20, предпочтительно выполнять из одинакового материала. Слои 18, 19 и 20, как видно на этом чертеже, расположены рядом друг с другом.
На фиг. 7 показан третий пример выполнения припайной ленты 11. Эта припайная лента 11 состоит из двух слоев. Первый слой 18 образован припоем. Второй слой 19 образован материалом, температура плавления которого выше температуры пайки.
На фиг. 3 в увеличенном масштабе показано место 10 пайки. Это место 10 пайки расположено между гофрированным металлическим листом 2 и гладким металлическим листом 3. Между гофрированным металлическим листом 2 и гладким металлическим листом 3 предусмотрен паяльный зазор 21, заполненный припоем 16 и прокладкой. Прокладка образована частицами 15. Эти частицы 15 могут иметь, например, стержневидную форму. Однако также возможны сферическая и пластинчатая формы частиц 15. Форма частиц 15 зависит от того, насколько большим должно быть расстояние d между гофрированным листом 2 и гладким листом 3.
На фиг. 4 показана еще одна возможность сохранения силы предварительного напряжения гофрированных листов 2 и гладких листов 3 в процессе пайки. С этой целью гофрированный лист 2 имеет выдавленные выступы 17 в качестве дистанционных распорок, выполненные в месте 10 паяных соединений. Эти выдавленные выступы 17 обращены в сторону соседнего металлического листа 3. Выдавленные выступы 17 могут представлять собой микровыступы, проходящие поперечно каналу 4 сотового элемента 1. В альтернативном варианте выдавленные выступы 17 можно выполнить также и на гладких металлических листах 3.
Изобретения могут быть использованы при изготовлении элементов, применяемых в качестве каталитических нейтрализаторов отработавших газов транспортных средств. Металлические листы частично имеют структуру, образующую каналы для прохождения текучей среды. На одном из соседних листов выполняют обращенный в сторону соседнего листа выдавленный выступ в качестве дистанционной распорки. Припой наносят в зоне выступа в образованный паяльный зазор. Способ изготовления элементов позволяет снизить потерю силы предварительного напряжения металлических листов в процессе пайки. Изготовленные сотовые элементы отличаются максимально однородным выполнением паяных соединений. 2 с. и 8 з.п. ф-лы, 7 ил.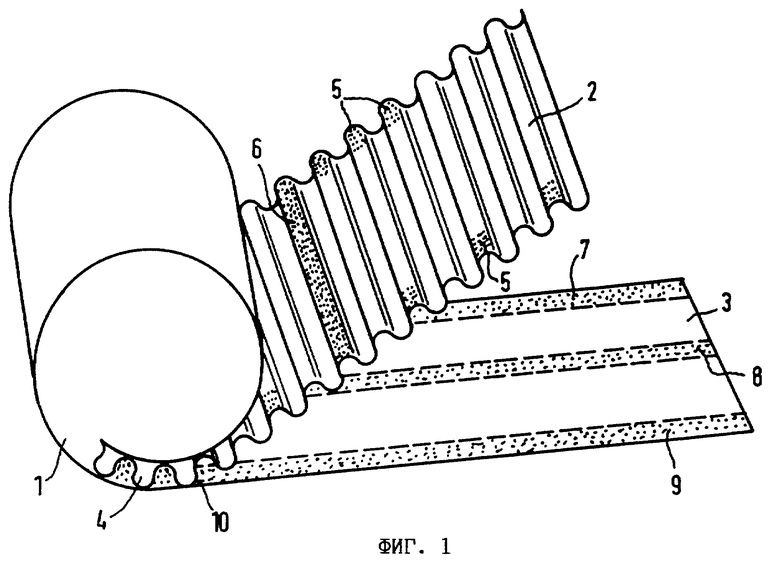
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Способ пайки сотовых панелей | 1987 |
|
SU1445877A1 |
| Способ пайки сотовых металлических конструкций | 1989 |
|
SU1682066A1 |
| ЕР 0259635 А, 16.03.1988 | |||
| DE 2924592 А, 15.01.1981. | |||

