Изобретение относится к области металлургического машиностроения и может быть использовано при создании рабочих клетей сортовых прокатных станов. Вопросы регламентирования упругих перемещений ручьев калибра при прокатке сортовых профилей играют практически важную роль, так как определяют степень соответствия прокатываемого профиля действующим стандартам, а также выход годного проката.
Определяющим фактором при регламентировании упругих изменений положения ручьев калибра при прокатке сортовых профилей является взаимосвязь между упругими перемещениями ручьев калибра по осям Х - δх и Y - δy.
Известно два способа регламентирования упругих перемещений ручьев калибров валков сортопрокатных клетей.
В 1-м способе, который принят за аналог, "Сапожников А.Я. Предварительно напряженные клети повышенной нагрузочной способности для точной прокатки сортового металла. Диссертация на соискание ученой степени кандидата технических наук, Москва, 1968, с.167" за базу регламентирования принято положение, "что для получения одинаковых отклонений размеров проката изменения деформаций клети в осевом и радиальном направлениях должны быть равны", но как показала эксплуатация клетей с таким регламентированием, равенство деформаций клети в осевом и радиальном направлениях сокращает диапазон регулирования режима деформаций и снижает выход годного проката.
Во 2-м способе регламентирования, который принят за прототип, «Бурлачков Ю.П. Создание, исследование и внедрение клетей новой конструкции для прокатки сортовых профилей повышенной жесткости. Диссертация на соискание ученой степени кандидата технических наук, Москва, 1975, с.44» за основу регламентирования принято положение "равенство потерь допуска по причинам радиальной и осевой деформаций клети", а "деформации клети определяются через усилия и жесткости", что является недостатком рассматриваемого способа, т.к. изменения размеров прокатываемого профиля являются следствием колебаний усилий прокатки, а не абсолютными их значениями. В принципе, оба известных способа регламентирования базируются на одном условии

поэтому сокращение диапазона регулирования режима деформаций и уменьшение выхода годного проката будет иметь место не только в 1-м, но и во 2-м способе регламентирования, что подтверждается также исследованиями, приведенными ниже.
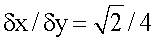
Влияние перемещений ручьев на размеры калибра и, соответственно, прокатываемого в нем профиля, рассмотрено на примере изменения положения ручьев диагонального квадрата. Так как процесс симметричный, то рассмотрены перемещения только верхнего ручья. Перемещения по оси Y, как следует из равнобедренного и прямоугольного ΔАВС, изменяется на одинаковую величину, равную

Перемещение δх, если рассматривать равнобедренный и прямоугольный ΔCDE, одну из сторон квадрата уменьшает, а другую увеличивает на величину

А так как


то, следовательно, разность между сторонами квадрата

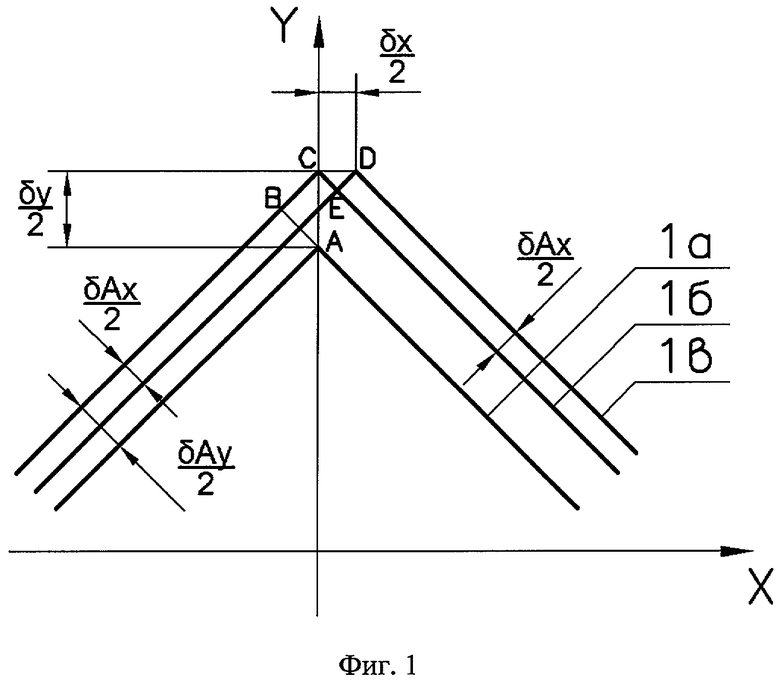
При прокатке круга


а овальность

Из уравнений (3), (7) и (9) получено, что

а с учетом условия (1)

Стандартами точность круглых профилей регламентируется предельными отклонениями диаметра круга δуро и овальностью, которая не должна превышать 50% от величины δуро.
Если обе части уравнения (11) разделить на параметр δуро, то получим выражение

Из уравнения (12) следует, что отношение предельной овальности к предельному отклонению диаметра круга, равное 0,5, достигается при отношении δу/δуро=0,353. При δу/δуро>0,353 будет иметь место брак по овальности.
Таким образом, условие равенства перемещений по осям Х и Y (1) сокращает диапазон регулирования режима деформации и способствует снижению выхода годного по овальности.
Техническим результатом предлагаемого способа регламентирования упругих перемещений ручьев калибров валков сортопрокатных клетей является прокатка сортовых профилей в полном соответствии с требованиями стандарта.
Технический результат достигается тем, что в его основу в полной мере заложены требования стандарта, а именно, что предельная овальность не должна превышать половины предельного отклонения по диаметру, т.е.

Из уравнения (13) следует, что предельная овальность круга имеет место только при предельном отклонении диаметра круга, а в остальных она меньше этой величины и пропорциональна δу, что улучшает геометрические свойства круга и других сортовых профилей.
Перемещения δх и δу определяются изменениями усилий прокатки δРх и δРу, а также жесткостями Мх и My по уравнениям


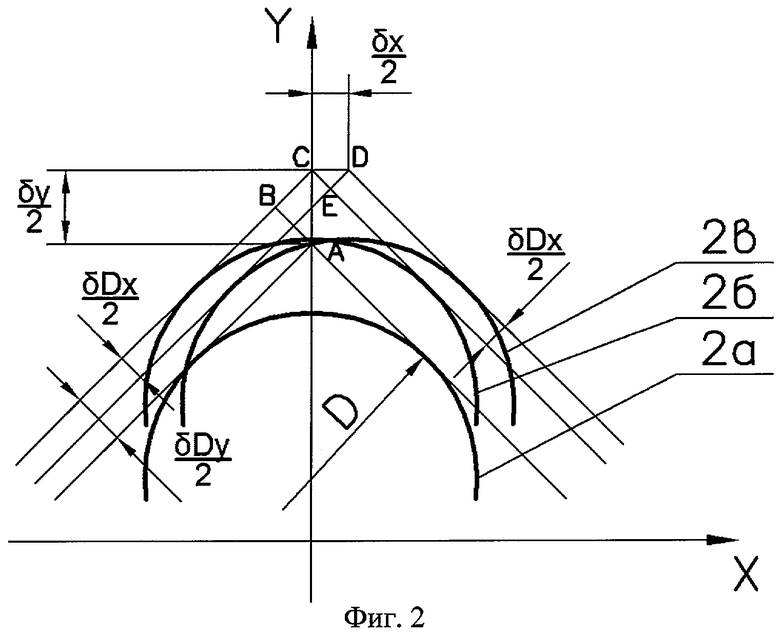
Вследствие неточностей изготовления ручьев калибров и их взаимного расположения, а также погрешностей настройки привалковой арматуры относительно ручьев калибра усилие прокатки Р отклоняется от вертикали на угол α, причем отклонения равновероятны как в одну, так и в другую стороны от вертикали. Взаимосвязь между усилиями Рх и Ру определяется очевидным соотношением

Так как колебания δРх и δРу являются малыми величинами более высокого порядка, то

из которого следует, что

Из совместного решения уравнений (3), (7) и (13) найдено, что

Из соотношений (17), (18) и (19) получено, что

а из выражений (18) и (20) найдено, что

Предложенный способ регламентирования упругих перемещений ручьев калибра валков сортопрокатной клети поясняется чертежами, где на:
- фиг.1 рассмотрено влияние упругих перемещений ручьев δх и δу на изменение размеров диагонального квадратного калибра;
- фиг.2 определяется влияние упругих перемещений ручьев δх и δу на
изменение размеров круглого калибра;
- фиг.3 приведена пояснительная схема к определению взаимосвязи между силами Рх и Ру;
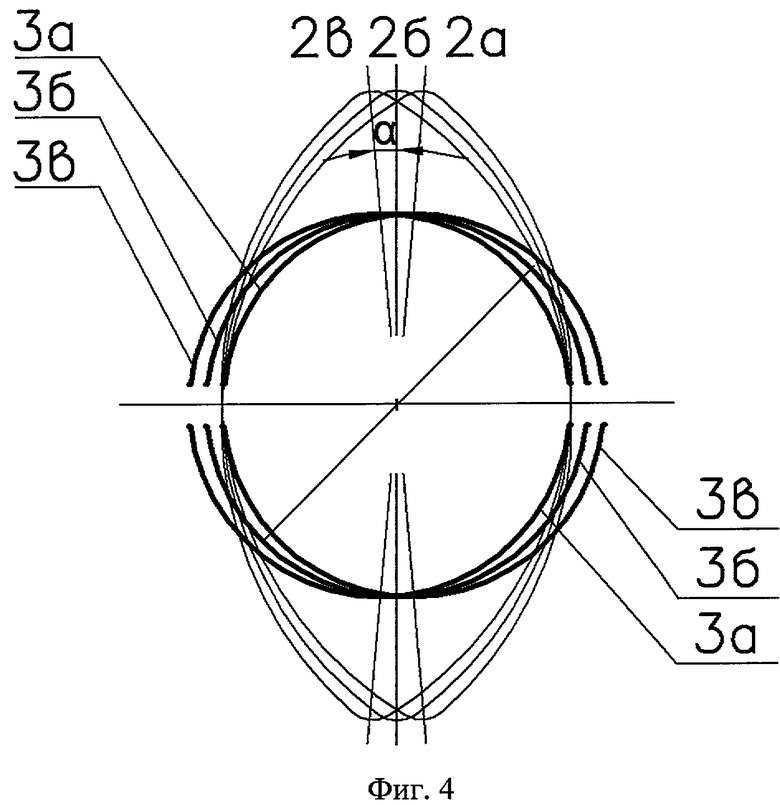
- фиг.4 показано влияние изменения положения овального сечения на перемещения ручьев круглого калибра по оси X.
Предлагаемый способ регламентирования упругих перемещений ручьев калибров валков сортопрокатных клетей осуществляют следующим образом:
1. Находят зависимость между упругими перемещениями ручьев калибра по осям Х - δх и Y - δу, которая бы максимально учитывала требования действующих стандартов к форме и размерам прокатываемых профилей. В рассматриваемом случае таковым является выражение (19).
2. Задают величину угла α. Исследованиями работы сортовых прокатных станов установлено, что ∠α≤5°.
3. По зависимости (21) находят отношение осевой и радиальной жесткостей  .
.
4. Расчетом по известным методикам определяют жесткость клети My, далее по найденному в п.3 отношению Мx/Му=0,247 находят осевую жесткость Mx.
5. Проектируют клеть с расчетными в п.4 величинами жесткостей My и Mx. Сравнение изменений овальности в функции радиальных перемещений δу при известном условии (1) и предлагаемом регламентировании в виде соотношения (19) приведено в таблице. В качестве исходных данных принят ГОСТ 2590-88, в котором прокат стальной горячекатаный круглый 05…19 мм обычной точности имеет предельные отклонения по диаметрам - 0,8 мм и по овальности - 0,4 мм.
Анализ табличных результатов расчета показывает, что при известном условии δх=δу предельная овальность, равная 0,4 мм, достигается при δу=0,28 мм, а при предельном отклонении по диаметру, равном 0,8 мм, т.е. δу=0,8 мм, овальность составит 1,13 мм, что превышает предельную овальность 0,4 мм в 2,83 раза. Таким образом, условие δх=δу сокращает диапазон регулирования режима деформации и снижает выход годного проката по причинам превышения предельной овальности. Кроме того, сокращенный диапазон регулирования требует более частых остановок стана для подстроек режима деформации, что, в свою очередь, уменьшает производительность.
Предлагаемый способ регламентирования упругих перемещений ручьев валков сортопрокатной клети устраняет отмеченные выше недостатки, т.к. в полной мере учитывает требования ГОСТ 2590-88, а именно, что предельная овальность не должна превышать половины предельного отклонения по диаметру. Из этого условия следует, что предельная овальность круга имеет место только при предельном отклонении диаметра круга, а в остальных случаях она меньше этой величины и пропорциональна δу, что, в свою очередь, улучшает геометрические свойства круга и других сортовых профилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| СПОСОБ ПРОКАТКИ СТАЛЬНЫХ СОРТОВЫХ ПРОФИЛЕЙ | 2011 |
|
RU2465079C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2004 |
|
RU2259243C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2006 |
|
RU2333055C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 2006 |
|
RU2314884C1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2002 |
|
RU2227760C2 |
| Способ контроля положения оси прокатки непрерывного стана | 2015 |
|
RU2607887C1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СТАЛЕЙ | 2011 |
|
RU2490081C2 |
| Калибр для разделения сортовых профилей | 1988 |
|
SU1523198A1 |
Изобретение предназначено для обеспечения возможности прокатки качественных сортовых профилей в полном соответствии с действующими стандартами и повышения выхода годного. Способ включает прокатку с регламентированием упругого перемещения ручьев калибра по оси X и по оси Y. Расширение диапазона регулирования режима деформации обеспечивается за счет того, что регламентирование упругих перемещений ручьев калибра валков сортопрокатной клети осуществляют в виде зависимости  , которая обеспечивается взаимосвязью между жесткостями клети по осям Х - Мх и Y - My в виде
, которая обеспечивается взаимосвязью между жесткостями клети по осям Х - Мх и Y - My в виде  где α - угол отклонения усилия прокатки Р от оси Y. 2 з.п. ф-лы, 4 ил., 1 табл.
где α - угол отклонения усилия прокатки Р от оси Y. 2 з.п. ф-лы, 4 ил., 1 табл.
1. Способ прокатки круглых профилей, включающий регламентирование упругих перемещений ручьев калибра валков сортопрокатной клети, отличающийся тем, что устанавливают взаимосвязь между величинами упругих перемещений ручьев калибра валков по осям Х и Y в каждый момент прокатки в соответствии с соотношением:
где δх - упругое перемещение ручья калибра по оси X;
δу - упругое перемещение ручья калибра по оси Y.
2. Способ по п.1, отличающийся тем, что устанавливают взаимосвязь между величинами колебаний усилий прокатки по осям Х и Y в любой момент прокатки в соответствии зависимостью:
δPx/δPy=tgα,
где δРх - колебание усилия прокатки Р по оси X;
δРу - колебание усилия прокатки Р по оси Y;
α - угол отклонения усилия прокатки Р от вертикальной оси Y.
3. Способ по любому из пп.1 и 2, отличающийся тем, что устанавливают взаимосвязь между величинами жесткостей клети по осям Х и Y в соответствии с уравнением:

где Мх - жесткость клети по оси X;
My - жесткость клети по оси Y.
| Способ прокатки сортовой стали | 1978 |
|
SU704689A1 |
| Способ прокатки фланцевых профилей в последних проходах | 1991 |
|
SU1819694A1 |
| Косо расположенный чистовой калибр для обжатия высокоточных профилей | 1986 |
|
SU1342538A1 |
| US 3343395 А, 26.09.1967. | |||

