Изобретение относится к прокатному производству и может быть использовано на сортовы.х прокатных станах и установках для деления при продольном разделении совмещенных сортовых профилей.
Цель изобретения - увеличение срока службы валков за счет уменьшения усилия разделения.
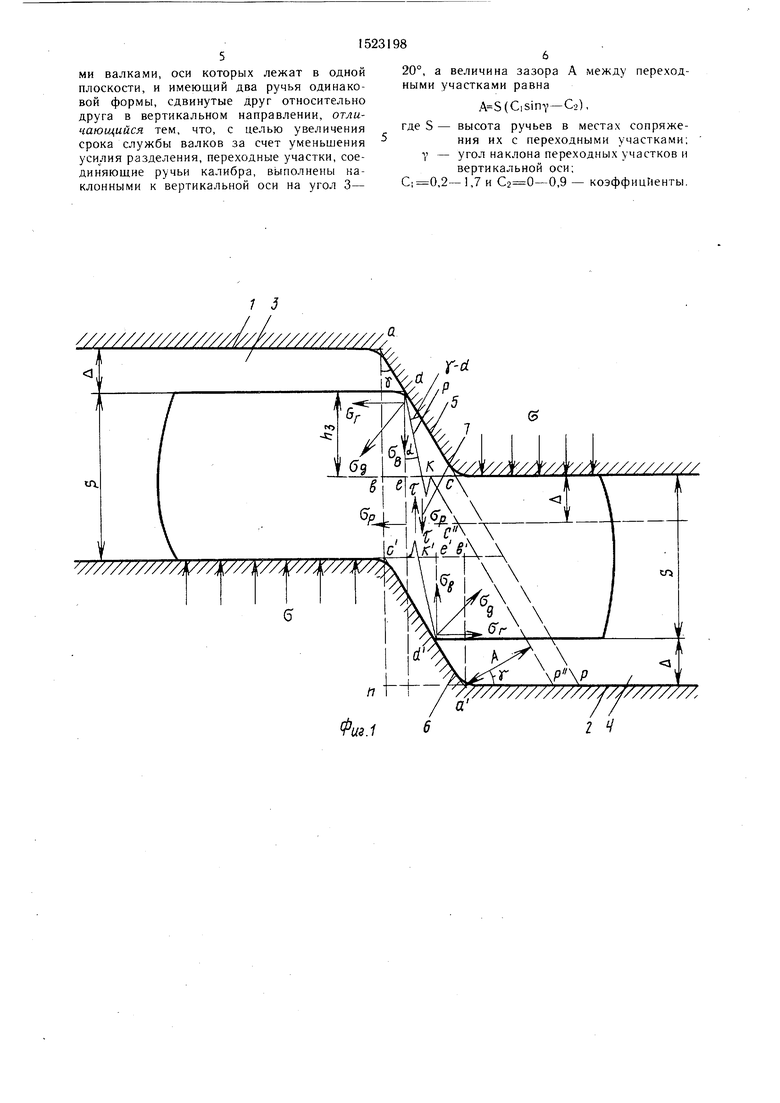
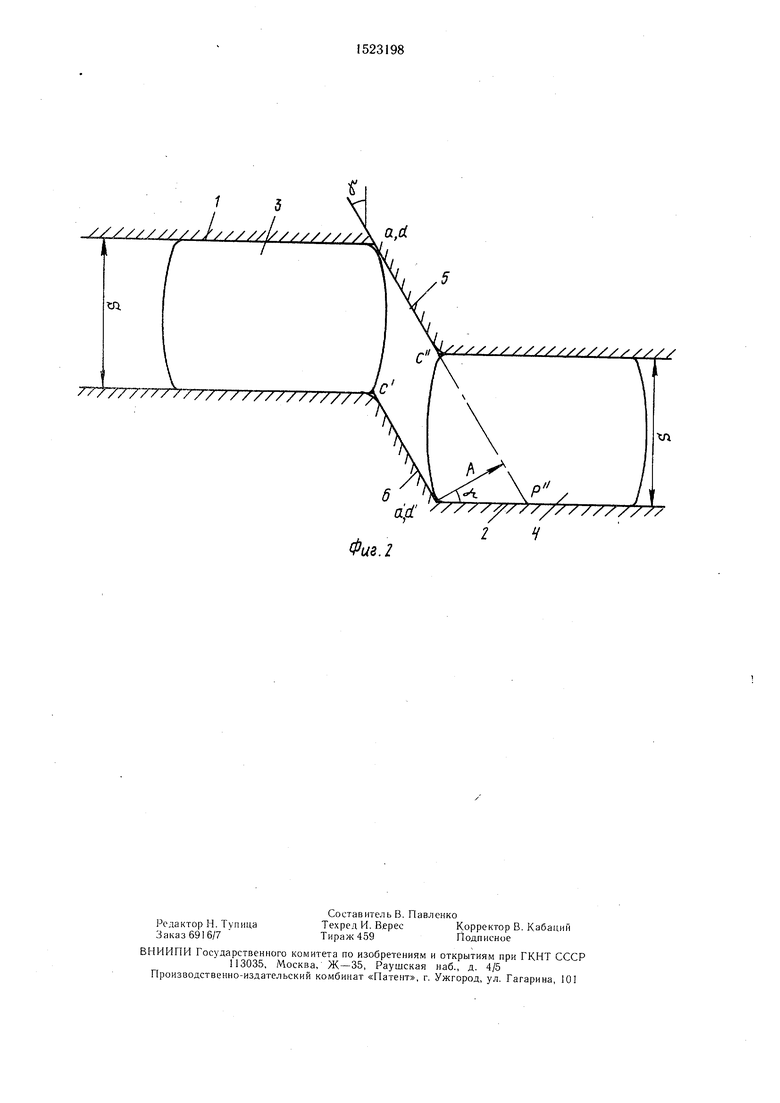
На фиг. 1 представлен калибр в момент захвата сдвоенного профиля валками; на фиг. 2 - то же, в момент выхода разделенных профилей из валков.
Калибр для разделения методом сдвига образован двума валками 1 и 2, оси которых лежат в одной плоскости. Калибр имеет два ручья 3 и 4 одинаковой формы, сдвинутые друг относительно друга в вертикальном направлении. Ручьи соединены переходными участками 5 и 6, которые наклонены к вертикальной оси на угол у. Высота ручьев 3 и 4 в местах сопряжения их с переходными участками 5 и 6 равна S - толщине сортовых профилей в местах и) соединения 7.
При этом угол Y на.ходится в пределах 3-20°, а величина зазора А между переходными участками валков опрпеделяется по формуле
(Ci.s//r| -C-j).
где ,2 -1,7 и ,09 - коэффициенты.
Предлагаемый калибр может быть нарезан в чистовой клети сортопрокатного стана либо в специальной установке для деления, размещенной в потоке стана или отдельно на участке отделки сортового проката.
Процесс деления сдвоенных сортовы.х профилей в предлагаемом калибре происходит следующим образом.
Сдвоенная полоса захватывается валками, которые образуют калибр для деления. При этом наклонные переходные участки центрируют профиль в горизонтальном направлении. Углы наклона, составляющие 3 - 20°, обеспечивают процесс скольжения металла вдоль переходных участков калибра.
ел
ГчЭ
СА
(Г) 00
что позволяет устанавливать направляющие линейки свободно, а процесс захвата полосы валками происходит устойчиво. Рассчитанный зазор между переходными участками по предлагаемой формуле обеспечивает касание валками разделяемой полосы по двум взаимно противоположным поверхностям на сдвоенном профиле и в двух точках, в кото - рых угловые элементы профиля в разделяе- - мой зоне касаются с переходными участками калибра. Возникающие напряжения в Ю соединительной перемычке разрушают последнюю. Процесс разделения происходит устойчиво, если величина А превышает величину, при которой происходит разрушение перемычки, т. е. профиль должен разделить- ся еще до момента выхода ее из калибра. После разделения профиля на две части каждая из них продолжает расходиться в горизонтальном направлении, скользя своими контактирующими угловыми элементами вдоль переходных участков. Выходя из ка- 20 либра, сдвоенная полоса представляет собой два отдельных готовых сортовых профиля.
Минимальный угол наклона переходного участка к вертикальной оси определяется 25 уклоном предшествующего калибра в месте образования переходного участка, который преимущественно составляет 3°. Максимальный угол наклона не может быть более 20°, так как в противном случае металл не будет скользить по этому участку, поскольку коэф- 30 фициент трения на сортовых станах не превышает значения 0,35.
Коэффициенты С| и Са определены экспериментально из оптимальных условий процесса прокатки с разделением, которые
К2Кз( 1,05-0,00051-),
где К: - коэффициент, учитывающий состояние поверхности и материала валков (для сортовых чугунных валков, которые используются на стане 500 ДМЗ, ,8);
К2 - коэффициент, учитывающий влияние скорости прокатки (при скорости прокатки в чистовой клети стана 400 ДМЗ 4 м/с, ,85);
К.з- коэффициент, учитывающий состав стали (для стали 18ХГТ коэффициент ,87).
Тогда ,36.
При этом угол наклона переходных участков калибра для разделения может находиться в диапазоне
3° v arctg 0,
Возможны два варианта калибра при, двух предельных значениях угла наклона переходных участков.
При угле для того, чтобы разрушилась перемычка толщиной 2 мм из стали 18ХГТ, необходимо сдвинуть части сдвоенного профиля друг относительно друга на 2,3 мм (при чистом сдвиге), а так как в рассчитываемом калибре кроме сдвигающих напряжений возникают и растягивающие, то величина сдвига может быть уменьшена до мм (значение, найденное экспериментальными исследованиями при угле ). Для полной информации о калибре рассчитывают зазор между переходными участками, величина которого обеспечивает появление растягивающих напряжений в соедиимеют место при 0,,85 и ,99 35 нительной перемычке на протяжении всего
40
(см. фиг. 1).
Повышение стойкости валков вызывается рациональным сочетанием компонентов пит (фиг. 1) напряженного состояния в металле при разделении, обеспечивающих минимальные усилия при разделении.
Пример. Определяют параметры калибра, предназначенного для деления методом сдвига в горячем состоянии полосового профиля 6x65 из стали 18ХГТ, прокатанного в
сдвоенном виде на стане 400. Температура дЗ и ,44, тогда конца прокатки составляет; 900°С. Калибр для разделения сдвоенной полосы нарезан в чистовой клети стана и имеет высоту по всей ширине ручьев, равную мм. Из предчистового калибра выходит полоса, представляющая два готовых профиля с размерами 6x65 мм, которые сдвинуты друг относительно друга в вертикальном направлении на мм, т. е. толщина перемычки сдвоенной полосы составляет 2 мм. Уклон предчистового калибра в месте образования переходного участка составляет 5% или .
Определяют коэффициент трения металла с валками:
50
55
процесса деления. Выбирают ,6 и С:) 0,01, тогда
(С|51пу-С2)-6(1,6sin3°-0,01) 0,5 мм.
При угле величина сдвига может быть уменьшена до ,4 мм (значение, найденное экспериментальными исследованиями при угле ). Выбирают ,4
(C|SinY-C2)6(l,4sin20°-0,04) 2,6 мм.
Экономический эффект от внедрения предлагаемого изобретения получается за счет увеличения срока службы валков, которые образуют калибр для разделения, уменьшения числа перевалок и повышения производительности прокатного оборудования.
Формула изобретения
Калибр для разделения сортовых профилей, образованный двумя горизонтальныf Ki К2Кз( 1,05-0,00051-),
где К: - коэффициент, учитывающий состояние поверхности и материала валков (для сортовых чугунных валков, которые используются на стане 500 ДМЗ, ,8);
К2 - коэффициент, учитывающий влияние скорости прокатки (при скорости прокатки в чистовой клети стана 400 ДМЗ 4 м/с, ,85);
К.з- коэффициент, учитывающий состав стали (для стали 18ХГТ коэффициент ,87).
Тогда ,36.
При этом угол наклона переходных участков калибра для разделения может находиться в диапазоне
3° v arctg 0,
Возможны два варианта калибра при, двух предельных значениях угла наклона переходных участков.
При угле для того, чтобы разрушилась перемычка толщиной 2 мм из стали 18ХГТ, необходимо сдвинуть части сдвоенного профиля друг относительно друга на 2,3 мм (при чистом сдвиге), а так как в рассчитываемом калибре кроме сдвигающих напряжений возникают и растягивающие, то величина сдвига может быть уменьшена до мм (значение, найденное экспериментальными исследованиями при угле ). Для полной информации о калибре рассчитывают зазор между переходными участками, величина которого обеспечивает появление растягивающих напряжений в соеди нительной перемычке на протяжении всего
и ,44, тогда
процесса деления. Выбирают ,6 и С:) 0,01, тогда
(С|51пу-С2)-6(1,6sin3°-0,01) 0,5 мм.
При угле величина сдвига может быть уменьшена до ,4 мм (значение, найденное экспериментальными исследованиями при угле ). Выбирают ,4
и ,44, тогда
(C|SinY-C2)6(l,4sin20°-0,04) 2,6 мм.
Экономический эффект от внедрения предлагаемого изобретения получается за счет увеличения срока службы валков, которые образуют калибр для разделения, уменьшения числа перевалок и повышения производительности прокатного оборудования.
Формула изобретения
Калибр для разделения сортовых профилей, образованный двумя горизонтальными валками, оси которых лежат в одной плоскости, и имеющий два ручья одинаковой формы, сдвинутые друг относительно друга в вертикальном направлении, отличающийся тем, что, с целью увеличения срока службы валков за счет уменьшения усилия разделения, переходные участки, соединяющие ручьи калибра, вьтолнены наклонными к вертикальной оси на угол 3-
20°, а величина зазора А между переходными участками равна
(CiSinv-Со),
где S- высота ручьев в местах сопряжения их с переходными участками; Y - угол наклона переходных участков и вертикальной оси;
,2--l,7 и ,9 - коэффициенты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сортовых профилей в совмещенном виде | 1989 |
|
SU1630865A1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВОГО ПРОКАТА | 2001 |
|
RU2201817C1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| Способ разделения профилей при прокатке | 1986 |
|
SU1359021A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРУТКОВ | 2000 |
|
RU2162381C1 |
| Способ производства заготовок | 1979 |
|
SU820929A1 |
| Способ двухручьевой прокатки профилей | 1984 |
|
SU1175581A1 |
Изобретение относится к прокатному производству и может быть использовано на сортовых прокатных станах и установках для деления при продольном разделении совмещенных сортовых профилей. Цель изобретения - увеличение срока службы валков за счет уменьшения усилия разделения. Калибр для разделения образован двумя валками, ручьи которых имеют одинаковую форму и смещены относительно друг друга в вертикальном направлении. Ручьи соединены переходными участками, которые наклонены к вертикальной оси на угол 3-20°, а величина зазора между переходными участками определенным образом зависит от этого угла. Увеличение срока службы валков происходит за счет рационального распределения усилий при разделении, что приводит к их снижению. 2 ил.
//////////////////f/// //////////////
ох
W77777//7// // ///K// //4//
//AV/
п Фиг.1
r-d
«л
////////////// //////7777.
г V
Фив. 2
| Сталь, 1960, № 12, с | |||
| ПИШУЩАЯ МАШИНА ДЛЯ ШИФРОВАННОЙ КОРРЕСПОНДЕНЦИИ | 1922 |
|
SU1113A1 |
| Способ многоручьевой прокатки сортовых заготовок | 1974 |
|
SU582010A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
