Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении как осесимметричных деталей, так и деталей коробчатой формы методом импульсной, в частности, электрогидроимпульсной штамповки.
Известно устройство для глубокой импульсной вытяжки деталей, включающее разрядную камеру, узел прижима заготовки, матрицу, узел вакуумирования (Оборудование и технологические процессы с использованием электрогидравлического эффекта. Под ред. Гулого Г.А. М.: Машиностроение, 1977).
Необходимость создания вакуума между штампуемой заготовкой и матрицей приводит к усложнению оснастки, оборудования и снижению производительности.
Известно устройство для глубокой импульсной вытяжки, содержащее пуансон с узлом перемещения, прижим для заготовки, размещенные в корпусе, и разрядную камеру (патент №2158644, МПК В 21 В 22/20, 26/12 Способ глубокой импульсной вытяжки деталей, опубл. 10.11.2000.) Недостатком указанного устройства, взятого за прототип, является недостаточная производительность.
Задачей, на решение которой направлено изобретение, является повышение производительности труда.
Использование изобретения позволит получить следующий технический результат: повысить производительность труда за счет механизации процесса дискретного перемещения пуансона.
Для решения поставленной задачи в известном устройстве для глубокой импульсной вытяжки деталей, содержащем пуансон, узел перемещения пуансона, прижим для заготовки, размещенные в корпусе, и разрядную камеру, предлагается узел перемещения пуансона соединить с системой управления, которая обеспечивает перемещение пуансона в паузах между импульсами нагружения. При этом узел перемещения пуансона содержит винтовую пару, включающую винт, на котором соосно размещен пуансон. Введение системы управления и соединение ее с узлом шагового перемещения пуансона позволило механизировать процесс, обеспечивая повышение производительности труда.
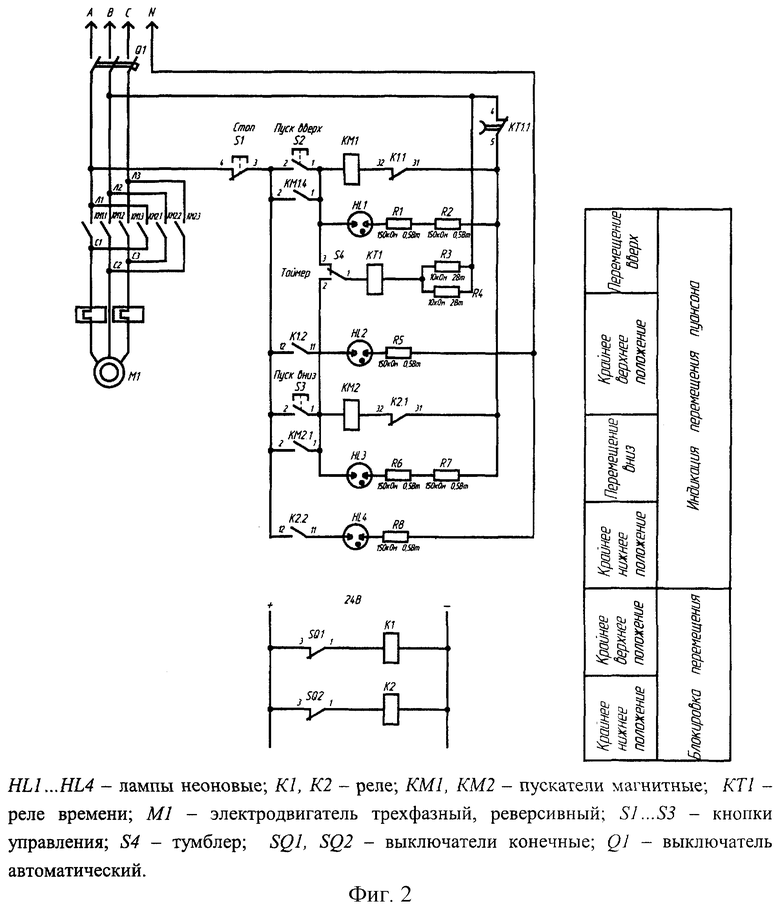
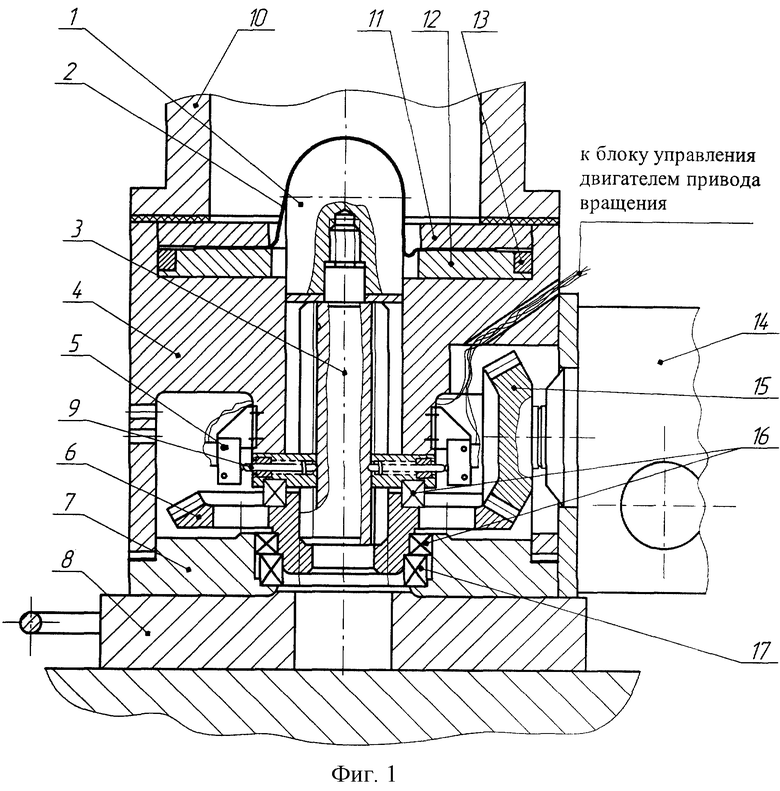
На фиг.1 представлено устройство для импульсной глубокой вытяжки деталей, где 1 - пуансон; 2 - штампуемая заготовка; 3 - винт; 4 - корпус, 5 - микровыключатель; 6 - коническое колесо; 7 - крышка; 8 - подставка; 9 - шток микровыключателя; 10 - разрядная камера электрогидроимпульсной установки; 11 - верхний прижим; 12 - нижний прижим; 13 - кольцо; 14 - редуктор; 15 - коническая шестерня, 16 - шарикоподшипник радиальный; 17 - шарикоподшипник упорный. На фиг.2 приведена электрическая схема.
Устройство работает следующим образом Штампуемую заготовку (2) устанавливают между верхним (11) и нижним (12) прижимами. Перемещение пуансона (1) со штампуемой заготовкой производится с помощью винтовой пары, состоящей из винта (3) и конического колеса (6), на внутренней поверхности ступицы которого выполнена резьба. Коническое колесо (6) приводится во вращательное движение при помощи конической шестерни (15), находящейся в зацеплении с коническим колесом. Коническая шестерня (15) расположена на выходном валу редуктора (14), понижающего число оборотов реверсивного электродвигателя. Для задания определенной величины перемещения пуансона вверх или вниз электродвигатель устройства дискретного перемещения пуансона управляется электрической схемой, изображенной на фиг.2, где величина перемещения пуансона вверх или вниз задается с помощью реле времени КТ-1. Зная число оборотов электродвигателя M1, передаточное отношение редуктора, передаточное отношение конической зубчатой передачи и шаг резьбы винтовой пары винт (3) - зубчатое колесо (6), было установлено, что перемещение пуансона на 1 мм вверх или вниз происходит в течение 3 с. Таким образом, если нужно переместить пуансон вверх на 5 мм, на реле времени устанавливается 15 с, по прошествии которых реверсивный двигатель M1 отключается (см. фиг.2). Пределы регулирования реле времени от 0 до 600 с. Точность регулирования перемещения пуансона 1/3 мм (1 с). Для того, чтобы отключить двигатель при нахождении винта (3) в крайнем верхнем или нижнем положениях, в корпусе (4) устройства установлены конечные выключатели (5) (см. фиг.1) или SQ1 и SQ2 (см. фиг.2). Для перемещения фланца заготовки без воздействия на него сил трения от контакта с верхним (11) и нижним (12) прижимами и для предотвращения образования гофров на фланце штампуемой детали в процессе ее формовки-вытяжки, устанавливается кольцо (13), обеспечивающее зазор между верхним и нижним прижимами, равный Δ=t+0,1t, где Δ - зазор между верхним и нижним прижимами, t - толщина заготовки. После перемещения пуансона вверх на величину δ1 производится электрогидроимпульсный удар, обеспечивающий плотное прилегание части заготовки (2) к пуансону (1), после чего пуансон снова перемещается вверх на величину δ2 и т.д. Величины δ1 и δ2 определяются экспериментально.
Запуск перемещения пуансона (приводится в движение электродвигателем M1) возможен при включенном автоматическом выключателе Q1 из любого положения пуансона: крайнего нижнего, крайнего верхнего, промежуточного. Запуск осуществляется путем нажатия соответствующей пусковой кнопки: S2 (пуск вверх) или S3 (пуск вниз). При этом срабатывают пускатели КМ1 (вверх) или КМ2 (вниз) путем включения реверсивного двигателя M1 на работу в прямом или реверсивном режиме.
Перемещение пуансона прекращается в трех случаях:
1) при срабатывании одного из конечных выключателей крайнего положения: SQ1 (верхнего положения) или SQ2 (нижнего положения), при этом загорается одна из сигнальных ламп HL2 или HL4 соответственно;
2) при срабатывании реле времени КТ1, которое является задатчиком времени перемещения; задать время можно при перемещении пуансона в любом направлении, для этого необходимо установить переключатель S4 (таймер) в положение, соответствующее направлению перемещения;
3) при нажатии кнопки S1 (стоп).
Использование предлагаемого устройства взамен перемещения пуансона вручную позволит повысить производительность труда в 4...5 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2217257C2 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2001 |
|
RU2242318C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2245207C1 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 1998 |
|
RU2158644C2 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2255828C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2188731C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2187399C2 |
| ВИНТОВОЙ ПРЕСС | 1986 |
|
RU2063340C1 |
Изобретение относится к области обработки металлов давлением. Устройство для глубокой импульсной вытяжки деталей содержит пуансон с узлом перемещения и прижим для заготовки, размещенные в корпусе, а также разрядную камеру. Узел шагового перемещения пуансона соединен с системой управления, обеспечивающей перемещение пуансона в паузах между импульсами нагружения, а также содержит винтовую пару, включающую винт, на котором соосно размещен пуансон. Достигается повышение производительности труда за счет механизации процесса дискретного перемещения пуансона. 2 ил.
Устройство для глубокой импульсной вытяжки деталей, содержащее пуансон с узлом шагового перемещения и прижим для заготовки, размещенные в корпусе, а также разрядную камеру, отличающееся тем, что узел шагового перемещения пуансона соединен с системой управления, обеспечивающей перемещение пуансона в паузах между импульсами нагружения, а также содержит винтовую пару, включающую винт, на котором соосно размещен пуансон.
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 1998 |
|
RU2158644C2 |
| Кромкогибочная установка | 1990 |
|
SU1784339A1 |
| Устройство для импульсной штамповки | 1974 |
|
SU500854A1 |
| Устройство для выдавливания с наложением ультразвуковых колебаний | 1980 |
|
SU1000139A1 |
| Способ получения буроугольного воска | 1985 |
|
SU1286619A1 |

