Изобретение относится к стекольной промышленности и может быть использовано в производстве гнутого стекла, преимущественно под действием вакуума, для получения отражателей различного назначения, в частности для аэродромных прожекторов.
Известен способ изготовления гнутых изделий из стекла, включающий размещение заготовки в печи на разогретой форме, нагревание заготовки до температуры деформации стекла, изгибание ее вначале под действием собственного веса и механического воздействия на края стекла, а затем под действием вакуума и избыточного давления воздуха по патенту США №3607186, опубл. 21.09.1971.
Устройство для осуществления данного способа содержит печь, установленную в ней форму, соединенную с вакуумной системой и системой подачи избыточного давления воздуха, и приспособления для корректировки заготовки и механического воздействия на ее края.
По известному способу невозможно получить изделия с высокими оптическими показателями, так как на начальной стадии изгибания заготовки под действием собственного веса на ее края оказывается механическое воздействие в нескольких локальных областях. В связи с этим в указанных областях появляются оптические искажения, которые распространяются на большую часть поверхности стекла. В процессе дальнейшего окончательного изгибания заготовки под действием вакуума и избыточного давления воздуха оптические искажения сохраняются на большей части ее поверхности.
Недостатком известного устройства является то, что приспособления для корректировки заготовки и механического воздействия на ее края установлены вне пространства печи и проходят через ее стенки с определенным зазором для их перемещения. Это усложняет поддержку необходимого теплового режима в печи.
Наиболее близким к изобретению является способ изготовления гнутых изделий из стекла, включающий размещение заготовки в печи на разогретой форме, нагревание заготовки до температуры деформации стекла, изгибание ее путем создания в форме вакуума и вакуумную корректировку, осуществляемую снизу, до создания вакуума в форме, при этом величина вакуума для вакуумной корректировки превышает величину вакуума в форме в 1,5-2 раза, а отжиг гнутой заготовки ведут в печи на форме по авторскому свидетельству СССР №1056592, опубл. 20.06.2005 г.
Устройство для осуществления известного способа содержит печь, установленную в ней форму, соединенную с вакуумной системой, приспособление для вакуумной корректировки заготовки, при этом форма выполнена с центральным проемом, в котором с возможностью перемещения установлено приспособление для вакуумной корректировки заготовки, выполненное в виде держателя с полостью для индивидуального соединения с вакуумной системой.
Известный способ может быть использован при изготовлении гнутых заготовок, которые затем шлифуются и полируются, то есть подвергаются холодной обработке для получения точно заданной кривизны поверхности. Этот способ не позволяет получать изделия без оптических искажений на их поверхности. Это объясняется тем, что корректировка заготовки в процессе ее изгибания осуществляется при постоянном механическом контакте заготовки с вакуумным держателем, при этом величина вакуума для вакуумной корректировки превышает величину вакуума в форме в 1,5-2 раза. В связи с этим при изгибании заготовки в области ее контактирования с вакуумным держателем возникают неравномерно распределенные напряжения, приводящие к появлению на обеих поверхностях заготовки волнообразных оптических искажений, распространяющихся на большую часть ее поверхностей. При изготовлении изделий, например, эллипсоидной формы с большой стрелой прогиба возможно разрушение или повреждение гнутой заготовки в процессе ее отжига из-за значительной разницы коэффициентов термического расширения стекла и материала формы.
Недостатком известного устройства является то, что приспособление для вакуумной корректировки заготовки установлено с возможностью перемещения в подовой части печи, что затрудняет поддержку заданного теплового режима в пространстве печи. Кроме этого, известное устройство отличается сложностью как в исполнении, так и при его работе.
Технической задачей предлагаемого изобретения является повышение качества изделий со сложной кривизной поверхности по оптическим показателям.
Для достижения задачи изобретения предложен способ изготовления гнутых изделий из стекла, включающий размещение заготовки в печи на разогретой форме, нагревание заготовки до температуры деформации стекла, изгибание ее путем создания в форме вакуума, а также отжиг гнутой заготовки, отличающийся тем, что после изгибания гнутую заготовку приподнимают над формой, фиксируют ее положение и осуществляют отжиг вне контакта гнутой заготовки с формой.
Для осуществления данного способа предложено устройство для изготовления гнутых изделий из стекла, содержащее печь, установленную в ней форму, соединенную с вакуумной системой, и приспособление для корректировки заготовки, отличающееся тем, что в торцевой части формы установлены с возможностью вертикального перемещения толкатели, шарнирно связанные с рычагами, закрепленными на форме.
Предложенный способ обеспечивает получение изделий с высокими оптическими показателями, так как заготовка в процессе ее изгибания и отжига не контактирует с какими-либо твердыми предметами. Корректировка положения заготовки путем механического прижима ее краевой области к форме обеспечивает фиксированное положение заготовки на торцевой части формы в процессе ее изгибания под действием вакуума.
При изготовлении изделий, например, эллипсоидной формы с большой стрелой прогиба полностью исключается разрушение или повреждение гнутой заготовки в процессе ее отжига, так как отжиг осуществляется вне контакта гнутой заготовки с формой.
Предложенное устройство для осуществления данного способа позволяет достичь цели изобретения. Расположение всех конструктивных элементов в рабочем пространстве печи упрощает задачу поддержки заданного теплового режима в печи по сравнению с известным устройством. Наличие в торцевой части формы толкателей, установленных с возможностью вертикального перемещения, шарнирно связанных с рычагами, позволяет приподнимать гнутую заготовку над формующей поверхностью формы, фиксировать ее в таком положении и отжигать, таким образом полностью исключается вероятность разрушения гнутой заготовки из-за разницы коэффициентов термического расширения стекла и материала формы.
Предложенный способ осуществляют следующим образом. Заготовку из стекла с заданными геометрическими размерами размещают в печи на разогретой форме. Нагревают заготовку до температуры деформации стекла. Затем осуществляют корректировку заготовки путем механического прижима верхней краевой области заготовки к форме с помощью, например, металлического кольца, нагретого до температуры деформации стекла. После этого изгибают заготовку до заданной кривизны формующей поверхности формы с помощью вакуума. Заготовку приподнимают над формующей поверхностью формы и фиксируют ее положение вне контакта с формой, а затем осуществляют отжиг гнутой заготовки в печи, вне контакта с формой.
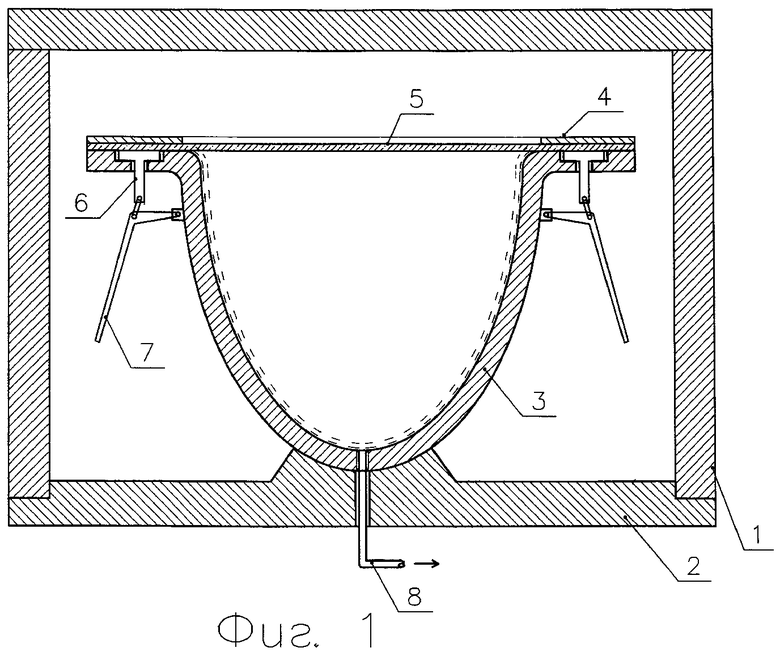
На фиг.1 показано положение заготовки стекла на форме и кольца, ширина которого соответствует ширине торцевой части формы, штриховой линией показано положение заготовки после ее изгибания.
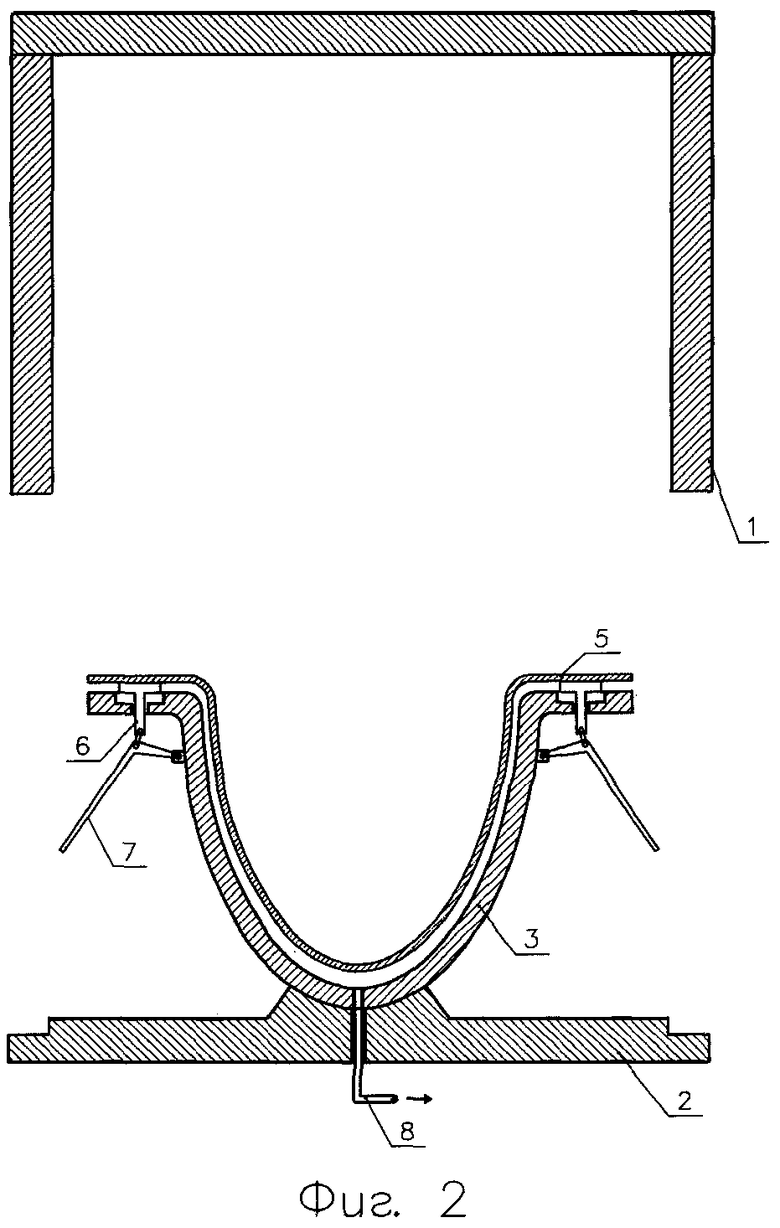
На фиг.2 показана гнутая заготовка стекла в приподнятом положении над формующей поверхностью формы.
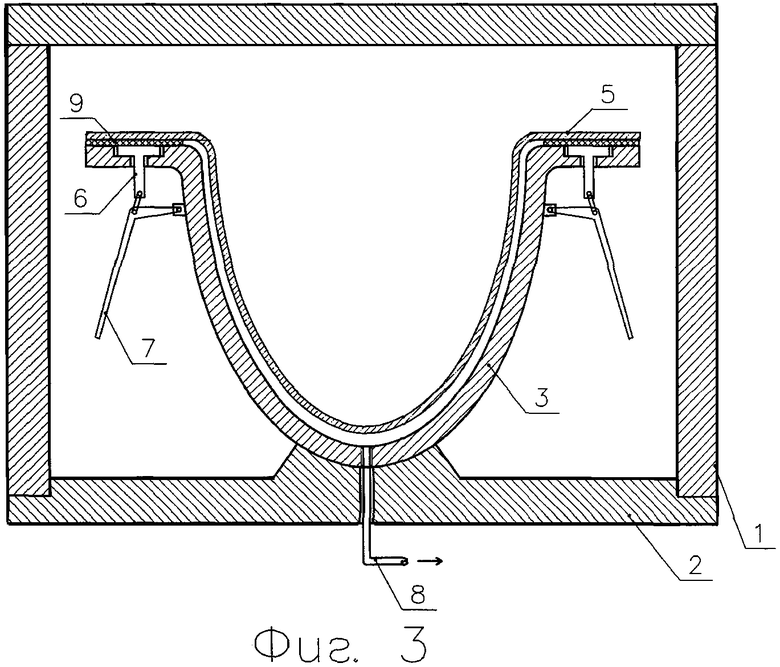
На фиг.3 показана гнутая заготовка стекла в фиксированном приподнятом положении над формующей поверхностью формы.
Предложенное устройство содержит печь нагрева 1 с подвижно установленным на ней подом 2, форму 3 с заданной кривизной формующей поверхности и кольцо 4 шириной, соответствующей ширине торцевой части формы 3, расположенное на поверхности заготовки 5. В торцевой части формы 3 имеются толкатели 6 с возможностью их вертикального перемещения при взаимодействии с рычагами 7, шарнирно связанными с толкателями 6 и закрепленными на форме 3. Для создания вакуума в форме 3 имеется отверстие, которое соединено с вакуумной системой (не показана) посредством трубопровода 8. Для фиксирования гнутой заготовки 5 над формующей поверхностью формы 3 используется теплостойкий материал 9, например асбест.
Предложенное устройство работает следующим образом. Под 2 разогретой до температуры деформации стекла печи 1 опускают в нижнее положение и на разогретой форме 3 размещают заготовку 5, после чего под 2 поднимают в верхнее положение. После нагрева заготовки 5 под 2 опускают в нижнее положение и размещают на поверхности заготовки 5 кольцо 4 шириной, соответствующей ширине торцевой части формы 3 (см. фиг.1). Поднимают под 2 в верхнее положение и вакуумируют пространство между заготовкой 5 и формующей поверхностью формы 3 с помощью вакуумной системы (не показана), соединенной с трубопроводом 8 и отверстием в форме 3. После вакуумирования под 2 опускают в нижнее положение, удаляют кольцо 4 с поверхности заготовки 5 и приподнимают ее над формующей поверхностью формы 3 с помощью толкателей 6, перемещающихся вертикально вверх под действием рычагов 7 при их повороте в направлении от формы (см. фиг.2). Далее размещают теплостойкий материал 9 в зазоре между торцевой поверхностью формы 3 и заготовкой 5, поворачивают рычаги 7 в исходное положение и поднимают под 2 в верхнее положение (см. фиг.3).
Пример. Необходимо получить изделие эллипсоидной формы, используемое в качестве отражателя для аэродромного прожектора. Кривая, образующая эллипсоид, рассчитывается по формуле
где a=516 мм, b=950 мм.
При этом диаметр эллипсоида должен быть равен 416 мм, а стрела прогиба - 190 мм. Используют форму, изготовленную из чугуна, с заданной для эллипсоида кривизной формующей поверхности, шириной торцевой поверхности 100 мм и внешним диаметром 650 мм. Вырезают заготовку из стекла промышленного состава (ГОСТ III-2001) диаметром 650 мм, толщиной 8 мм с температурой размягчения 600±5°C. При этом коэффициенты термического расширения стекла и чугуна равны соответственно 8×10-6 и 14×10-6.
Печь 1 с подвижно установленным на ней подом 2 и размещенной на нем форме 3 с заданной эллипсоидной кривизной формующей поверхности нагревают до температуры 620±5°C. После выдержки при этой температуре в течение 0,5 ч под 2 опускают в нижнее положение и помещают заготовку 5 с заданными геометрическими размерами на форму 3 с помощью вакуумной удочки. Под 2 поднимают в верхнее положение и выдерживают печь 1 при температуре 620±5°C в течение 10 мин, затем под 2 опускают в нижнее положение и прижимают заготовку 5 к форме металлическим кольцом 4 шириной 100 мм в краевой области заготовки, где она контактирует с торцевой частью формы 3. При этом металлическое кольцо 4 предварительно нагревается до температуры 620±5°C, имеет высоту 18 мм и вес 11,5 кг. Далее под 2 поднимают в верхнее положение, выдерживают печь 1 при указанной температуре в течение 20 мин. И изгибают заготовку путем вакуумирования пространства между заготовкой 5 и формующей поверхностью формы 3 с помощью вакуумной системы (не показана), соединенной с трубопроводом 8 и отверстием в форме 3. После достижения величины вакуума в 1 атм вакуумирование прекращают, под 2 опускают в нижнее положение и удаляют металлическое кольцо 4 с поверхности заготовки 5. Затем приподнимают гнутую заготовку 5 над формующей поверхностью формы 3 путем поворота рычагов 7 в направлении от формы, при этом шарнирно связанные с ними толкатели 6 приподнимают гнутую заготовку 5. В образовавшийся зазор между торцевой поверхностью формы 3 и гнутой заготовкой 5 размещают полоски асбеста 9 толщиной 10 мм, шириной 40 мм и длиной 100 мм. Для симметричной фиксации гнутой заготовки в приподнятом положении полоски асбеста 9 размещают в трех местах торцевой поверхности формы 3 под углом 120°. Рычаги 7 поворачивают в исходное положение, а под 2 поднимают в верхнее положение. Далее температуру в печи снижают до 590±5°C, выдерживают в течение 20 мин и выключают, осуществляя отжиг гнутой заготовки 5 при инерционном охлаждении печи 1 до температуры 40°C. Затем под 2 опускают в нижнее положение, гнутую заготовку извлекают из формы 3, обрезают до заданных геометрических размеров и обрабатывают ее края с помощью алмазного инструмента. Полученную заготовку с заданной эллипсоидной формой передают на участок нанесения покрытий для изготовления отражателя аэродромного прожектора.
Полученные по примеру изделия эллипсоидной формы имеют высокие оптические показатели, позволяющие использовать их в качестве отражателей различного назначения, включая аэродромные прожектора.
Сравнительные показатели изделий, полученных по предлагаемому и известному способу и устройству, приведены в таблице.
Источники информации
1. US №3607186, кл. C03B 23/02, опубл. 21.09.1971 г.
2. SU №1056592, кл. C03B 23/02, опубл. 20.06.2005 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА | 2011 |
|
RU2487091C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487090C1 |
| СПОСОБ ВАКУУМНОГО МОЛЛИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2607841C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2352530C2 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2014 |
|
RU2560021C1 |
| Способ изготовления гнутых изделий из стекла | 1987 |
|
SU1426954A2 |
| Способ изготовления гнутых изделий из стекла | 1982 |
|
SU1087476A1 |
| Способ изготовления гнутых изделий из стекла | 1982 |
|
SU1043120A2 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ПРОЦЕССА МОЛЛИРОВАНИЯ СТЕКЛОЗАГОТОВОК НА ФОРМЕ | 2007 |
|
RU2342332C1 |
| Способ изготовления гнутых изделий из стекла | 1980 |
|
SU881017A1 |
Изобретение относится к стекольной промышленности и может быть использовано в производстве гнутого стекла, преимущественно под воздействием вакуума, для получения отражателей различного назначения, в частности для аэродромных прожекторов. Техническим результатом изобретения является повышение качества изделий со сложной кривизной поверхности по оптическим показателям. Способ изготовления гнутых изделий из стекла включает размещение заготовки в печи на разогретой форме, нагревание заготовки до температуры деформации стекла и изгибание ее путем создания в форме вакуума. После изгибания гнутую заготовку приподнимают над формой, фиксируют ее положение и осуществляют отжиг вне контакта гнутой заготовки с формой. 2 н.п. ф-лы, 1 табл., 3 ил.
1. Способ изготовления гнутых изделий из стекла, включающий размещение заготовки в печи на разогретой форме, нагревание заготовки до температуры деформации стекла, изгибание ее путем создания в форме вакуума с последующим отжигом гнутой заготовки в печи, отличающийся тем, что после изгибания гнутую заготовку приподнимают над формой, фиксируют ее положение и осуществляют отжиг вне контакта гнутой заготовки с формой.
2. Устройство для изготовления гнутых изделий из стекла, содержащее печь, установленную в ней форму, соединенную с вакуумной системой и приспособление для корректоровки заготовки, отличающееся тем, что в торцевой части формы установлены с возможностью вертикального перемещения толкатели, шарнирно связанные с рычагами, закрепленными на форме.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1982 |
|
SU1056592A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА | 1983 |
|
SU1156355A1 |
| Способ изготовления гнутых изделий из стекла | 1987 |
|
SU1426954A2 |
| Способ изготовления оптических деталей | 1985 |
|
SU1306914A1 |
| US 6044662 А, 04.04.2000. | |||

