Изобретение относится к обработке металлов давлением и механической обработке металлов и используется, в частности, при изготовлении толстолистовых деталей одинарной и двойной кривизны типа окантовки пассажирских, грузовых и сервисных дверей самолета. Изобретение может быть использовано в авиакосмической, судостроительной и других отраслях промышленности.
Наиболее близкий аналог, совпадающий по назначению с заявленным изобретением, не выявлен.
Задачей, на решение которой направлено заявляемое изобретение, является создание многофункционального устройства для формообразования, фрезеровки и контроля деталей типа окантовки пассажирских и грузовых дверей самолета, позволяющего выполнить все операции: фрезеровку листовой заготовки по ее наружному обводу, вырезку внутреннего и наружного контуров листовой заготовки, сверловку отверстий в листовой заготовке на станке с ЧПУ, а также осуществить окончательный контроль прилегания внутренней поверхности готовой детали на одном устройстве.
Сущность изобретения заключается в следующем.
Устройство для формообразования, фрезеровки и контроля деталей типа окантовки пассажирских и грузовых дверей самолета содержит составной обтяжной пуансон, выполненный из соединенных между собой секций. Секции установлены на платформу. Это обеспечивает высокую технологичность изготовления обтяжного пуансона и его ремонтоспособность. На рабочей поверхности обтяжного пуансона установлены прижимы для закрепления обрабатываемой листовой заготовки. В обтяжном пуансоне выполнены отверстия, соответствующие базовым отверстиям в обрабатываемой заготовке, в которых установлены с возможностью съема фиксирующие штыри. Устройство содержит также съемный накладной кондуктор с кондукторными втулками, выполненный с возможностью установки поверх формообразованной заготовки со стороны рабочей поверхности пуансона по направляющим элементам, например, закрепленным по торцам пуансона. Съемный накладной кондуктор служит для позиционирования базовых отверстий в обрабатываемой листовой заготовке относительно отверстий в обтяжном пуансоне и их сверления через упомянутые кондукторные втулки. Это позволяет после формообразования листовой заготовки на прессе выполнить сверление базовых отверстий на момент, когда заготовка еще закреплена в зажимах пресса. В результате обеспечивается высокая точность позиционирования листовой заготовки по базовым отверстиям относительно теоретического обвода обтяжного пуансона, что дает возможность в дальнейшем использовать базовые отверстия для позиционирования листовой заготовки при последующих операциях механообработки. Прижимы для закрепления заготовки закреплены на нажимных винтах, вкрученных в футорки, вмонтированные в пуансон за внутренним и наружным контурами заготовки, что позволяет закрепить листовую заготовку для ее механической обработки по толщине, для вырезки наружного и внутреннего контуров детали, а также для сверловки сборочных отверстий. Направляющие элементы закреплены по торцам пуансона, что позволяет сделать накладной кондуктор быстросъемным и достичь высокого качества при серийном изготовлении партии деталей при последовательных установках их в процессе обтяжки.
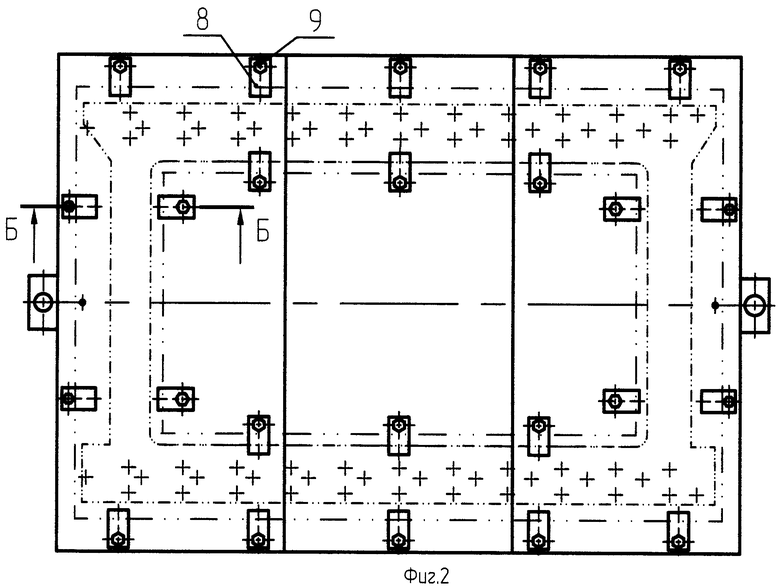
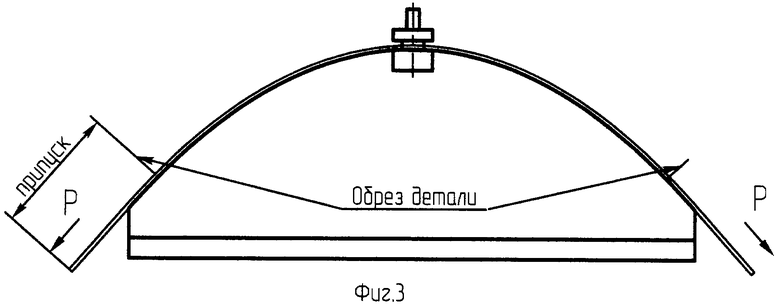
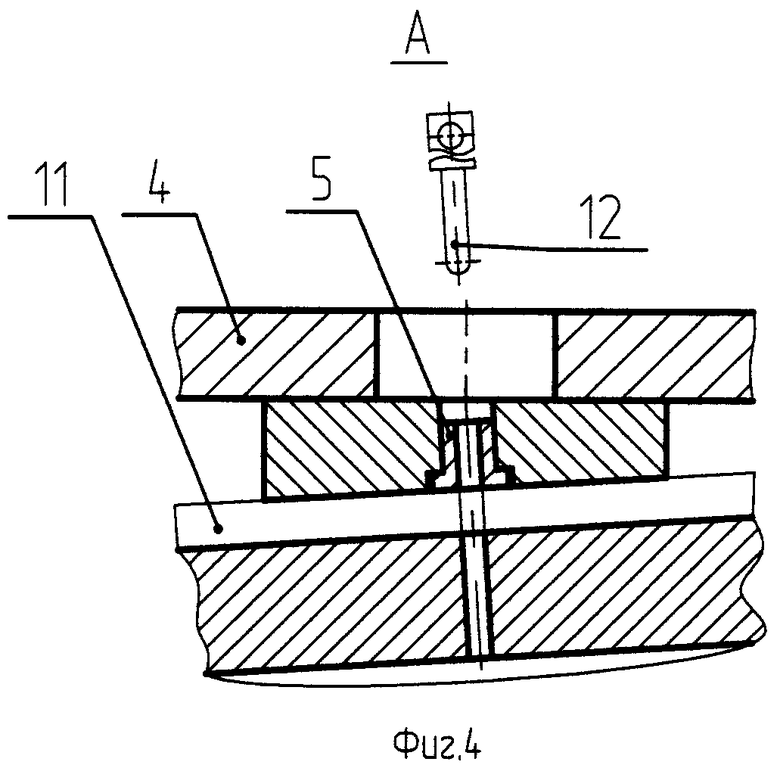
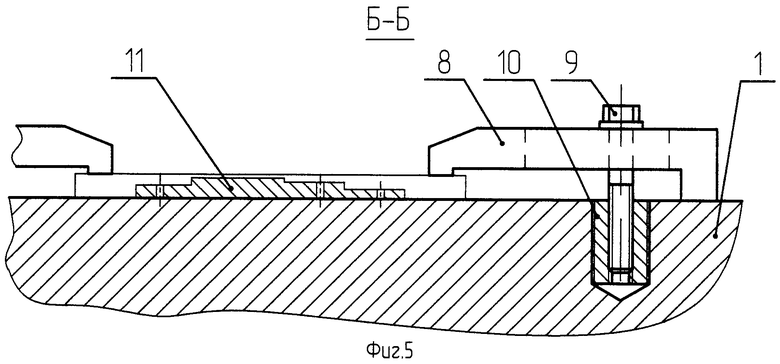
Предлагаемое устройство для формообразования, фрезеровки, сверловки и контроля деталей иллюстрируется графическими материалами, где фиг.1 - общий вид устройства; на фиг.2 - обтяжной пуансон (вид сверху) с закрепленной на нем листовой заготовкой; на фиг.3 - схема формообразования по обтяжному пуансону; на фиг.4 - разрез по месту установки кондукторных втулок; на фиг.5 - схема прижатия детали для обработки на фрезерном станке.
Обтяжной пуансон 1 состоит из соединенных между собой посредством крепежных элементов секций 2, установленных на единую платформу 3. Со стороны рабочей поверхности на пуансон установлен накладной съемный кондуктор 4 с кондукторными втулками 5. Накладной кондуктор 4 установлен на направляющих колонках 6, которые запрессованы в кронштейны 7, смонтированные с двух торцов обтяжного пуансона 1. На рабочей поверхности обтяжного пуансона 1 установлены прижимы 8 посредством нажимных винтов 9, устанавливаемых в теле пуансона через футорки 10. Толстолистовая заготовка 11 установлена в зажимах пресса (не показаны). Фиксирующие штыри 12 устанавливают через базовые отверстия, выполненные в листовой заготовке 11, и в соответствующих отверстиях обтяжного пуансона. Фиксирующие штыри устанавливают также при последующей механической обработке листовой заготовки на станках с ЧПУ и контроле готовой детали. Устройство предназначено для формообразования толстолистовой заготовки на обтяжном прессе с последующей механообработкой на станках с ЧПУ и для контроля готовой детали.
Работа устройства осуществляется следующим образом.
Из секций 2 собирают обтяжной пуансон 1. Секции соединяют между собой крепежными элементами и устанавливают на платформу 3 с помощью винтов. Собранный пуансон 1 устанавливают на пресс. Листовую заготовку 11 устанавливают и закрепляют в зажимах пресса и производят ее формообразование по обтяжному пуансону. Затем поверх формообразованной листовой заготовки 11 устанавливают накладной кондуктор 4 по направляющим колонкам 6, запрессованным в кронштейнах 7, смонтированных на торцевых поверхностях пуансона 1. Через кондукторные втулки 5, установленные в кондукторе 4, осуществляют сверление базовых отверстий в листовой заготовке 11, после чего накладной кондуктор 4 и листовую заготовку снимают с пуансона и обрезают припуска, необходимые под зажим заготовки на прессе. После изготовления необходимой партии листовых заготовок 11 пуансон 1 устанавливают на 5-ти координатный станок с ЧПУ, листовую заготовку 11 фиксируют через базовые отверстия в листовой заготовке в соответствующие отверстия на пуансоне фиксирующими штырями 12, закрепляют прижимами 8 посредством нажимных винтов 9 за наружным контуром детали, после чего листовую заготовку 11 механически обрабатывают по толщине, по внутреннему контуру детали и наружному контуру детали с припуском. Затем листовую заготовку 11 перезакрепляют уже по внутреннему контуру детали, производят обработку по наружному контуру детали и сверлят сборочные отверстия в детали. Окончательно готовую деталь контролируют по обтяжному пуансону как по контуру, так и по прилеганию.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ (УАУ) И СПОСОБ НАСТРОЙКИ ЕЕ ПОВЕРХНОСТИ | 1997 |
|
RU2133163C1 |
| СПОСОБ НАСТРОЙКИ УНИВЕРСАЛЬНОГО АВТОМАТИЗИРОВАННОГО КОМПЛЕКСА С ДИСКРЕТНОЙ ОПОРНОЙ СИСТЕМОЙ | 2000 |
|
RU2196655C2 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| ОБТЯЖНОЙ ПУАНСОН ДЛЯ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ОБШИВОК | 2009 |
|
RU2410181C2 |
| Способ формообразования деталей обтяжкой по пуансону | 2016 |
|
RU2663016C2 |
| Устройство для управления процессом формообразования | 1974 |
|
SU562346A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ТОНКОЛИСТОВЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ ДВОЯКОВЫПУКЛОЙ ФОРМЫ | 2014 |
|
RU2573859C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ ДЛЯ ПОЛУЧЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ НЕКРУГЛЫХ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2093298C1 |
Изобретение относится к области обработки металлов давлением, в частности к изготовлению деталей одинарной и двойной кривизны типа окантовки пассажирских, грузовых и сервисных дверей самолета. Обтяжной пуансон выполнен из секций, соединенных между собой и закрепленных на единой платформе. Со стороны рабочей поверхности пуансона по направляющим элементам установлен накладной кондуктор, определяющий расположение базовых отверстий в листовой заготовке. Через базовые отверстия в листовой заготовке и соответствующие им отверстия в обтяжном пуансоне установлены с возможностью съема фиксирующие штыри. На рабочей поверхности обтяжного пуансона установлены прижимы для закрепления детали. Прижимы прикреплены на нажимных винтах, вкрученных в футорки, вмонтированные в тело пуансона, как за внутренним, так и за наружным контуром детали. Листовую заготовку вначале изготавливают по пуансону формообразованием на прессе поперечной обтяжки, а затем механической обработкой на станке с ЧПУ, контролем готовой детали с использованием этого же пуансона в качестве технологической оснастки. Повышается качество деталей. 1 з.п. ф-лы, 5 ил.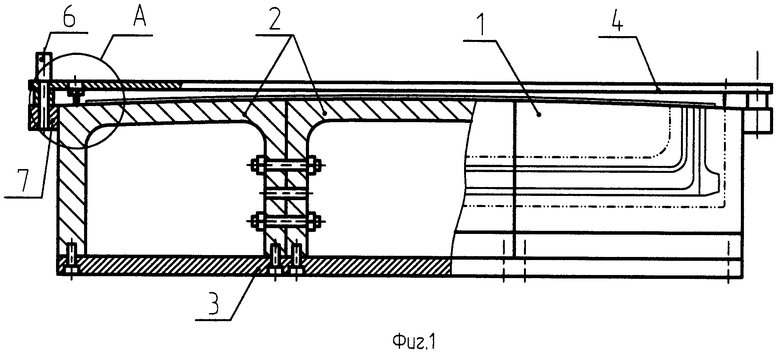
1. Устройство для формообразования, фрезеровки и контроля деталей типа окантовки пассажирских и грузовых дверей самолета, содержащее составной обтяжной пуансон, выполненный из соединенных между собой секций, установленных на платформу, имеющий на рабочей поверхности прижимы для закрепления заготовки, отверстия, соответствующие базовым отверстиям в обрабатываемой заготовке, и установленные в них с возможностью съема фиксирующие штыри, а также съемный накладной кондуктор с кондукторными втулками, выполненный с возможностью установки поверх формообразованной заготовки со стороны рабочей поверхности пуансона по направляющим элементам, и служащий для позиционирования базовых отверстий в обрабатываемой листовой заготовке относительно отверстий в обтяжном пуансоне и их сверления через упомянутые кондукторные втулки.
2. Устройство по п.1, отличающееся тем, что упомянутые прижимы заготовки закреплены на нажимных винтах, вкрученных в футорки, вмонтированные в пуансон за внутренним и наружным контурами заготовки, причем направляющие элементы закреплены по торцам пуансона.
| СОСТАВНОЙ ПУАНСОН ДЛЯ ОБТЯЖКИ ДЛИННОМЕРНЫХ ОБШИВОК | 1996 |
|
RU2120342C1 |
| Способ формообразования деталей двойной кривизны | 1977 |
|
SU659238A1 |
| US 4236399 A, 02.12.1980. | |||

