Изобретение относится к области обработки металлов резанием, в частности к способам чистовой обработки зубьев закаленных колес с твердостью до 60 HRC.
Зубчатые колеса с высокой твердостью рабочих поверхностей (например, после цементации и закалки) применяются в высоконагруженных передачах, несущая способность которых определяется прочностью зубьев на изгиб. Опасным сечением в этом случае является корневое сечение зуба, т.е. переходная поверхность от эвольвентной поверхности зуба к поверхности впадин (выкружки). При чистовой обработке зубчатого колеса после закалки рабочая поверхность зуба подвергается шлифовке для повышения точности на зубошлифовальных станках, при этом поверхность выкружки либо также шлифуется, что ведет к существенному снижению изгибной прочности зубьев, либо остается нешлифованной, что приводит к появлению ступеньки на выкружке и, следовательно, к образованию концентратора напряжений на зубьях, либо требует применения при черновом нарезании зубьев специального зубофрезерного инструмента с «протуберанцем», что усложняет производство.
Известен способ чистовой обработки закаленных зубчатых колес резанием твердосплавным лезвийным инструментом (см., например, а.с. №104646). Однако этот способ используется для обработки эвольвентных участков профилей зубьев прямолинейным твердосплавным режущим инструментом.
Наиболее близким принятым за прототип является способ обработки выкружки зуба профильным радиусным резцом (см. патент FI №37004 от 21.06.1967 г.).
Предлагается способ обработки цилиндрических зубчатых колес, основанный на предварительном закаливании зубьев твердостью до 60 HRC, последующем шлифовании эвольвентного профиля зубьев до нешлифуемой переходной поверхности у ножки зуба, в котором чистовую обработку переходной поверхности у ножки зуба осуществляют твердосплавным режущим инструментом с профилем режущей части по дуге окружности радиусом, равным (0,35…0,45)m, где m - модуль зацепления.
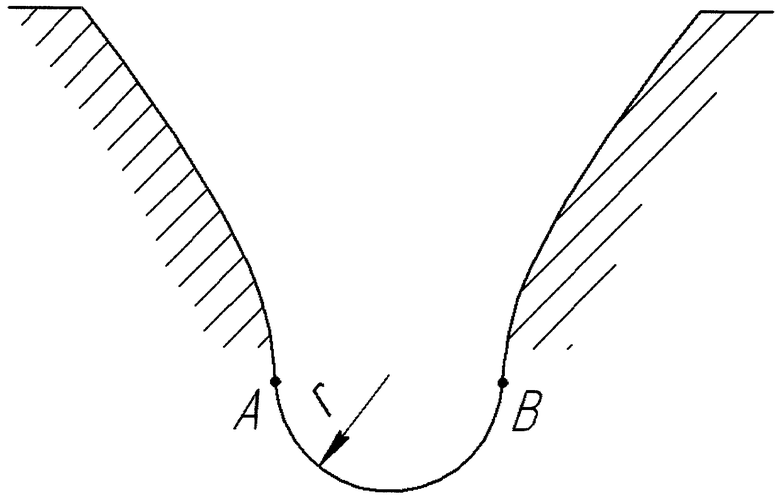
Способ поясняется чертежом.
Преимуществом способа является упрочнение переходной поверхности у ножки зуба и устранение концентраторов напряжений (уступов) на границе боковой шлифованной поверхности зубьев с поверхностью у ножки зуба в результате обработки лезвийным инструментом впадины зуба на участке АВ.
Способ осуществляется в следующей последовательности. Зубчатое колесо с предварительно обработанными закаленными зубьями с шлифованной боковой поверхностью зубьев устанавливается на зубофрезерном станке.
Режущий инструмент с одним или двумя зубьями, профиль которых соответствует профилю переходной поверхности у ножки зуба, устанавливается симметрично межосевому перпендикуляру между осями вращения инструмента и зубчатого колеса. Обработка производится при непрерывном вращении инструмента вдоль оси вращения заготовки
Заявляемый способ позволяет обрабатывать зубчатые колеса, закаленные до твердости 60 HRC без снижения изгибной прочности. Кроме того, в результате формирования на переходной поверхности зубьев остаточных напряжений сжатия и уменьшения высоты микронеровностей у ножки зубьев изгибная прочность передачи увеличивается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ ТЯГОВЫХ КОЛЕС | 2005 |
|
RU2274662C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| КОМБИНИРОВАННАЯ ДИСКОВАЯ МОДУЛЬНАЯ ФРЕЗА | 2011 |
|
RU2467839C2 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| Способ изготовления закаленных зубчатых колес | 1989 |
|
SU1678557A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ЗУБЧАТОГО ПРОФИЛЯ | 2002 |
|
RU2202449C1 |
| СПОСОБ ХИМИКО-МЕХАНИЧЕСКОЙ И ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 2002 |
|
RU2290291C2 |
Способ включает предварительное закаливание зубьев твердостью до 60 HRC с последующей чистовой обработкой шлифованием эвольвентного профиля зубьев до нешлифуемой переходной поверхности у ножки зуба. Для повышения прочности зубьев за счет упрочнения переходной поверхности у ножки зуба ее чистовую обработку осуществляют твердосплавным режущим инструментом с профилем режущей части по дуге окружности, радиус которой равен (0,35…0,45)m, где m - модуль зацепления колес. 1 ил.
Способ обработки цилиндрических зубчатых колес, включающий предварительное закаливание зубьев твердостью до 60 HRC с последующей чистовой обработкой шлифованием эвольвентного профиля зубьев до нешлифуемой переходной поверхности у ножки зуба, отличающийся тем, что чистовую обработку переходной поверхности у ножки зуба осуществляют твердосплавным режущим инструментом с профилем режущей части по дуге окружности, радиус которой равен (0,35…0,45)m, где m - модуль зацепления колес.
| Производство зубчатых колес | |||
| Справочник, ред | |||
| Тайц Б.А | |||
| - М.: Машиностроение, 1990, с.119 | |||
| Пальцевая модульная фреза | 1989 |
|
SU1673326A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЭЛЕМЕНТОВ ЗУБЧАТОГО ПРОФИЛЯ | 2002 |
|
RU2199420C1 |
| US 6164880 A, 21.12.2000 | |||
| Электрическая нагревательная установка | 1932 |
|
SU37004A1 |

