Данное изобретение относится к способу изготовления ориентированных полимерных полос и использованию указанных ориентированных полимерных полос для армирования труб.
Из уровня техники известно, что растяжение полукристаллической полимерной пленки при температуре немного ниже ее температуры плавления в продольном направлении приводит к ориентированию полимерных цепей вдоль одной оси. Такие ориентированные вдоль одной оси полимерные пленки проявляют в продольном направлении определенные механические свойства, которые превосходят свойства неориентированных полимерных пленок.
Существует множество способов ориентации твердого тела, которые использовались для изготовления полимеров с большой степенью ориентации и высоким модулем. Подобные способы включают вытягивание, экструзию и прокатку. Все эти три технологии основаны на переориентации существующей кристаллической структуры в высокоориентированную волокнистую структуру за счет процесса деформации растяжения. Каждая из этих технологий также имеет несколько вариантов и связанные с ней уникальные характеристики. Вытягивание может быть изотермическим и неизотермическим, свободной или принудительной деформацией. Экструзия может быть непосредственной или гидростатической, адиабатической или изотермической. Прокатка может быть без натяжения, адиабатической или изотермической.
Хорошо известно, что во время ориентации вдоль одной оси пленки имеют тенденцию к сужению. Кроме того, в то время, как ориентация полимерных цепей упрочняет полимерную пленку в продольном направлении, обычно возрастает ее хрупкость в поперечном направлении. Хрупкость в поперечном направлении существенно не уменьшает эффекта упрочнения в продольном направлении, но создает проблемы, касающиеся обрабатываемости полимерной пленки, в частности, когда предлагается обрезать ее края с целью получения ориентированных полимерных полос с точными размерами.
Например, ориентированные вдоль одной оси полимерные пленки, имеющие точные размеры, становятся чрезвычайно значимыми, когда они используются для повышения механической стабильности труб. Армирующие полимерные полосы, изготовленные из ориентированных вдоль одной оси полимерных пленок, можно использовать в трубах для повышения их сопротивления гидростатическому давлению. По сравнению с традиционными трубами, не поддерживаемыми указанными армирующими полимерными полосами, можно увеличить рабочее давление или уменьшить толщину трубы, необходимую, чтобы выдерживать давление, которому подвергается труба. Для того чтобы добиться оптимального стабилизирующего эффекта, армирующие полимерные полосы следует закреплять на цилиндрической оболочке труб под определенным углом (предпочтительно 54,7° относительно продольной оси трубы). Кроме того, требуется, чтобы армирующие полимерные полосы покрывали всю трубу и между соседними витками отсутствовали просветы для достижения однородного упрочнения трубы. Однако это возможно осуществить только в том случае, если армирующие полимерные полосы имеют постоянную и точную ширину. За дальнейшими деталями можно обращаться, например, к FR-A2836652, WO 02/87874 и WO 02/88589. Когда трубы, обернутые такими армирующими полимерными полосами, подвергаются испытанию на предел устойчивости (испытание на продавливание), армирующие полимерные полосы обычно разрываются, вызывая оглушительный шум.
Когда края ориентированных вдоль одной оси полимерных пленок подвергались воздействию режущего инструмента, на большинстве из них было невозможно получить прямолинейную кромку, но по краю образовывались бахрома, трещины и т.п. Только режущие системы, основанные на CO2-лазерах и струях воды, могут обеспечить срезы соответствующего качества. Кроме того, при резании с помощью CO2-лазера некоторые полимеры выделяют токсичные газы, которые из соображений экономики требуют трудоемкой очистки. Когда в качестве режущей системы используется струя воды, требуется еще один шаг технологического процесса, поскольку обычно после резания полосы нуждаются в очистке.
Таким образом, имеется потребность в полимерных пленках, которые имеют преимущества по сравнению с известными и, в частности, края которых могут обрабатываться традиционным режущим инструментом. Полимерные пленки должны иметь сравнимые, а предпочтительно лучшие свойства, чем известные полимерные пленки, в частности они должны сочетать хороший упрочняющий эффект в продольном направлении с пониженной хрупкостью в поперечном направлении и хорошей способностью подвергаться резке.
В патенте US 4151245 описывается способ растягивания термопластичной высокомолекулярной пленки, содержащий шаги перемещения термопластичной высокомолекулярной пленки в продольном направлении при поддержании температуры пленки ниже ее температуры размягчения и воздействия на поверхность такой пленки силой, стремящейся растянуть пленку, при одновременном воздействии на пленку силой сжатия в направлении ее толщины посредством резиноподобных упругих элементов. Выполнение этих операций препятствует сужению пленки. Однако в указанном документе рекомендуется не растягивать пленку более чем в 1,2-1,5 раза от ее первоначальной длины, поэтому необходимо выполнить операцию растяжения несколько раз, чтобы достаточно растянуть пленку.
В настоящее время было неоднократно обнаружено, что еще лучших механических характеристик можно добиться, если происходит сужение, и даже за его пределами, но особым образом: путем вытягивания полимерной пленки с очень высоким относительным коэффициентом вытяжения (т.е. с очень высоким коэффициентом на очень коротком расстоянии). На самом деле, при вытягивании отрезка заданной длины полукристаллической полимерной пленки с возрастающим коэффициентом вытяжения указанная пленка обычно сужается до тех пор, пока она не достигнет минимальной ширины. Но если после этого еще более увеличить коэффициент вытяжения, ширина пленки вновь увеличится (возможно, за счет того, что в этом случае провоцируется перепутывание молекул) и достигнет значения плоского участка кривой, после чего пленка затормозится. Пленки, которые были растянуты сверх критического коэффициента вытяжения (при котором происходит максимальное сужение), проявляют замечательные неожиданные свойства.
Согласно вышесказанному данное изобретение относится к способу изготовления ориентированной полосы, содержащей поликристаллический полимер, согласно которому пленка, содержащая указанный полимер, вытягивается в продольном направлении на отрезке длиной L между двумя точками, в которых пленка перемещается с соответствующими линейными скоростями V1 и V2 во время вытягивания, отличающемуся тем, что V1, V2 и L удовлетворяют следующему критерию:
(V2-V1)/L>0,22c-1.
Согласно данному изобретению полукристаллические полимерные пленки вытягиваются в полосы. Термин "пленка", используемый в данном описании, относится к пленке, листу, ленте и т.п.Термин "полукристаллический полимер" обозначает полимер, который кристаллизуется до некоторой степени после затвердения из расплавленного состояния. Отсюда следует, что это должен быть термопластичный материал (поскольку он должен плавиться), который может быть конструкционным полимером (как ПА (полиамид) или ПВДР (поливинилиденфторид)) или полиолефином. Предпочтительно, чтобы он был полиолефином, а в самом предпочтительном случае - полиэтиленом, подобным ПЭВП (полиэтилену высокой плотности). Хорошие результаты были получены с бимодальными полимерами ПЭВП, а конкретнее - с полимерами, у которых ИП (индекс плавления согласно ISO 1133 при 5 кг и 190°С) составляет менее 2 г/10 мин, а предпочтительно менее 1 г/10 мин.
Согласно данному изобретению пленка должна вытягиваться с высокой скоростью (используя высокий коэффициент вытяжения) на коротком расстоянии. Это было количественно определено посредством относительной скорости вытягивания, т.е. разности скоростей пленки между двумя ее точками, разделенной на расстояние между указанными точками: (V2-V1)/L. Согласно данному изобретению эта относительная скорость вытягивания должна составлять ≥0,22, выраженное в с-1 (или 25/с). Предпочтительней, чтобы указанная относительная скорость вытягивания была ≥0,25 с-1 и даже ≥0,28 с-1. В некоторых случаях, в зависимости от природы полимера и условий вытягивания, эта относительная скорость вытягивания может составлять даже ≥0,30 с-1, при этом пленка еще приобретает улучшенные качества без разрывов.
Согласно данному варианту выполнения данного изобретения растяжение полимерной пленки осуществляется при помощи последовательно расположенных валиков, к которым пленка должна прилипать. Причем эти валики вращаются с различными тангенциальными скоростями, что приводит к ориентации полимерных цепей. Такие валики хорошо известны специалистам в данной области среднего уровня. Обычно они изготавливаются с сердцевиной из твердого металла (такого, как сталь) и у них можно контролировать такие параметры, как температура, давление и т.п. Они могут иметь цилиндрическую оболочку вокруг металлической сердцевины, которая может быть выполнена также из металла или другого материала (например, подобного резине) и подвергнута поверхностной обработке.
На практике для того, чтобы добиться столь высоких относительных скоростей вытягивания, желательно предотвращать соскакивание пленки с валиков за счет использования вспомогательного валика, вращающегося в противоположном направлении, по крайней мере на первом тянущем валике (поскольку именно с него она обычно соскальзывает) и/или путем поверхностной обработки тянущих валиков с тем, чтобы улучшить на них адгезию пленки. В первом случае предпочтительно, чтобы вращающийся в противоположном направлении вспомогательный валик имел ось вращения, перпендикулярную продольному направлению полимерной пленки, и вращался с той же тангенциальной скоростью V1, что и первый валик, но в противоположном направлении. В любом случае можно получить хорошие результаты, если приводить в соприкосновение со значительной частью цилиндрической поверхностью каждого валика (в идеальном случае, с максимально возможной частью, т.е. около половины).
Также желательно предотвращать соскальзывание пленки со второго тянущего валика за счет использования второго вспомогательного валика, вращающегося в противоположном направлении.
Отсюда следует, что согласно предпочтительному варианту выполнения данного изобретения вытягивание осуществляется посредством по крайней мере двух, независимо приводимых во вращение валиков, у которых оси вращения перпендикулярны продольному направлению полимерной пленки и которые вращаются в одном направлении, но с различными тангенциальными скоростями V1 и V2 и за счет вспомогательных валиков, вращающихся в противоположном направлении, предотвращается соскальзывание с этих тянущих валиков, и вспомогательные ролики имеют оси вращения, перпендикулярные продольному направлению полимерной пленки, и вращаются с той же тангенциальной скоростью, но в противоположном направлении.
В еще в более предпочтительном варианте выполнения данного способа используется по крайней мере третий тянущий валик, который вращается с тангенциальной скоростью V3, превосходящей скорость второго валика (V3). В этом варианте выполнения предпочтительно, чтобы против третьего тянущего валика также располагался вспомогательный валик, вращающийся в противоположном направлении.
В способе, предпочтительном в данном изобретении, полимерная пленка вытягивается в твердом состоянии (т.е. при температуре ниже ее точки плавления), но, все же, при температуре, близкой к ее температуре плавления, например, на 10-50°С ниже нее, а предпочтительнее ниже нее на 15-40°С.
Предпочтительно, чтобы вытягивание происходило на одной линии с изготовлением пленки путем экструзии, каландрования и т.п. В этом случае пленку необходимо охладить перед растягиванием до температуры, более низкой, чем температура ее кристаллизации. В альтернативном варианте, можно производить вытягивание пленки, нагретой до требуемой температуры. Например, для того, чтобы соответственно охладить или нагреть пленки до требуемой температуры, можно использовать регулирующие параметры цилиндры.
Основной отличительной характеристикой данного варианта выполнения, как было пояснено выше, является тот факт, что присутствуют два тянущих валика, которые вытягивают пленку с высокой скоростью на коротком расстоянии. Однако это не предполагает, что два указанных валика должны быть первыми в установке для вытягивания (включая последовательность тянущих валиков). На самом деле согласно предпочтительному варианту выполнения каждый тянущий валик является сдвоенным и состоит из пары валиков, вращающихся с одинаковой скоростью. Другими словами, два первых валика вращаются с одинаковой скоростью, точно так же, как и два других (и даже два третьих валика, если они имеются) таким образом, чтобы требуемый высокий коэффициент вытяжения обеспечивался между вторым валиком первой пары и первым валиком второй пары. На практике хорошие результаты были получены при использовании трех пар тянущих валиков, вращающихся с возрастающими тангенциальными скоростями V1, V2 и V3, а упомянутому выше критерию отвечали второй валик первого комплекта и первый валик второго комплекта валиков.
Кроме того, предпочтительно уменьшить расстояние между последовательными валиками, вращающимися с различными тангенциальными скоростями (т.е. свободный участок полимерной пленки, который подвергается растяжению), и тем самым уменьшить усадку пленки в ширину между указанными валиками. Следовательно, самым предпочтительным будет вариант, в котором упомянутые выше тянущие цилиндры располагаются на одной линии таким образом, что пленка между ними описывает кривую в форме "S". Кроме того, предпочтительно располагать вращающиеся в противоположном направлении вспомогательные валики поочередно с разных сторон от тянущих валиков, т.е. перед той частью цилиндра, которая окружает "S".
Желательно, чтобы вращающиеся в противоположном направлении вспомогательные валики или валик, используемые в данном варианте выполнения изобретения, имели цилиндрическую оболочку из материала, подобного резине. Это, особенно в сочетании с использованием тянущих валиков, подвергшихся поверхностной обработке, обеспечивает хорошую адгезию с валиками.
В технологическом процессе согласно данному варианту выполнения давление, прикладываемое к пленке вращающимися в противоположном направлении вспомогательными валиками, достаточно низкое, и оно не приводит к деформации (сплющиванию) указанной пленки. Пленка просто зажимается между тянущим(и) и вспомогательным(и) цилиндром(ами), не сдавливаясь между ними, поскольку это не позволило бы добиться перепутывания молекул, которое, как считается, имеет место. Указанное защемление можно осуществить, воздействуя на цилиндры сжатым воздухом. Значения давления, воздействующего на указанные валики, могут составлять от нескольких бар (например, 6 бар, что в настоящее время можно достичь с помощью пневматических систем).
Данное изобретение также касается использования ориентированной полимерной полосы, полученной согласно указанному способу, для армирования трубы.
Ориентированные полимерные полосы, полученные согласно данному изобретению, хотя и изготавливаются с высокой производительностью (скоростью) и за малое количество шагов вытягивания, демонстрируют механические характеристики в продольном направлении, сравнимые с характеристиками ориентированных вдоль одной оси полимерных пленок, изготовленных по известным способам, и демонстрируют превосходящее их сопротивление в направлении, перпендикулярном ориентации полимерных цепей, т.е. в поперечном направлении. Края таких ориентированных вдоль одной оси полимерных пленок можно обрезать с помощью традиционных режущих инструментов. Дорогостоящие и сложные режущие системы, такие как CO2-лазер и струи воды, становятся ненужными для изготовления ориентированных полимерных полос с заданными и точными размерами. Таким образом, это позволяет получить ориентированные полимерные полосы, которые являются оптимальными для армирования труб. Кроме того, когда трубы обернутые такими армирующими полимерными полосами, подвергаются испытаниям физических свойств, их разрывы не сопровождаются громким треском.
Данное изобретение иллюстрируется на чертеже и следующих примерах, которые не являются ограничительными и в которых используется установка для вытягивания, содержащая тянущие валики, как показано на чертеже.
Эти валики состоят из трех пар тянущих валиков, размещенных на одной линии, которым противопоставлены три пары вращающихся в противоположном направлении вспомогательных валиков, размещенных поочередно на обеих сторонах указанной линии и предназначенных, чтобы прижать пленку к поверхности тянущихся валиков. В каждой паре цилиндров оба валика вращаются с одной и той же тангенциальной скоростью, соответственно V1, V2 и V3, причем V2 по крайней мере в четыре раза превышает V1, а V3 превышает V2, но менее чем в два раза.
Установка для вытягивания, используемая в данных примерах, содержит такой комплект валиков, а конкретнее она включает: экструдер (Kuhne с 60-мм шнеком, снабженный плоской экструзионной головкой Johnson размером 300×8 мм) для изготовления полимерных пленок ширины около 260 мм; два комплекта цилиндров для охлаждения при 50°С и создание условий для его кристаллизации (последний комплект требуется только в случае большой толщины пленки); два цилиндра, определяющих фиксированную точку, в которой контролируется скорость; 6 цилиндров, предназначенных для поддержания температурного режима пленки до ее ориентации (температура полосы составляет около 90°С на входе в эти цилиндры и около 115°С на выходе из них); участок ориентации (состоящий из трех пар цилиндров, как показано на чертеже, имеющих диаметр D=130 мм и расположенных приблизительно на расстоянии d=30 мм друг от друга); последний участок резания, на котором обрезаются края пленки для получения требуемой ширины (в зависимости от диаметра трубы, для которой она предназначена).
Пример (согласно изобретению)
Описанная выше установка использовалась для изготовления полос из HDPE (полиэтилена высокой плотности) (Eitex TUB 121 из BPS) с использованием следующих скоростей вытягивания: V1 = приблизительно 1 м/мин; V3 = приблизительно 6,5 м/мин; и V3 = приблизительно 9 м/мин; следовательно, первый коэффициент вытяжения составил приблизительно 550%, а второй - около 30% и таким образом в целом пленка была растянута приблизительно в 8,5 раза. Учитывая указанные выше размеры и расположение цилиндров, можно получить следующие соотношения:
V2-V1 = 5,5 м/мин = 91,7 мм·с-1
L≅πD+d=234 мм
(V2-V1)/L=0,39
Давление, прикладываемое резиновыми цилиндрами, составляло около 6 бар (действующее на него давление сжатого воздуха), и таким образом полосы на самом деле не сжимались (не сплющивались), но просто предотвращалось их соскальзывание. Ширина пленки составила около 230 мм, и пленку легко можно было обрезать до идеальной ширины 200 мм, не разрывая ее, и намотать ее вокруг трубы диаметром 117 мм под указанным выше идеальным углом 54,7°.
Сравнительный пример (не соответствующий данному изобретению)
Все условия были такими же, как и в предыдущем примере, за исключением того, что не использовались вращающиеся в противоположном направлении цилиндры; следовательно, возможно было достичь только более низкого коэффициента вытяжения (только около 6 раз) и наблюдалась усадка от 260 до 140 мм. Было замечено, что на практике длина растягиваемого участка фактически удваивалась, поскольку пленка достигала скорости V2 только на втором цилиндре второго комплекта, а не на первом. Следовательно, имели место следующие соотношения:
V2-V1 = 5,5 м/мин = 91,7 мм·с-1
L≅2(πD+d)=468 мм
(V2-V1)/L=0,20
Полученная пленка была хрупкой, неоднородной по толщине и невозможно было добиться идеальной ширины (200 мм) для получения идеального угла намотки (54,7°).
Изобретение относится к способу изготовления ориентированных полимерных полос и использованию указанных ориентированных полимерных полос для армирования труб. Способ изготовления ориентированной полосы отвечает критерию (V2-V1)/L>0,22c-1. Вытягивание осуществляется при температуре близкой к ее температуре плавления посредством по крайней мере трех независимо приводимых во вращение тянущих валиков. Оси вращения валиков перпендикулярны продольному направлению полимерной пленки. Валики вращаются в одном направлении с различными тангенциальными скоростями V1, V2 и V3. Третий тянущий валик вращается с тангенциальной скоростью V3, превосходящей скорость второго валика V2. Он вращается в противоположном направлении вспомогательных валиков, оси вращения которых перпендикулярны продольному направлению полимерной пленки и которые вращаются с той же тангенциальной скоростью, но в противоположном направлении. Техническим результатом изобретения является упрочнение структурной целостности, увеличение скоростей вытягивания и предотвращение проскальзывания тонкой пленки, содержащей поликристаллический полимер. 2 н. и 5 з.п. ф-лы, 1 ил.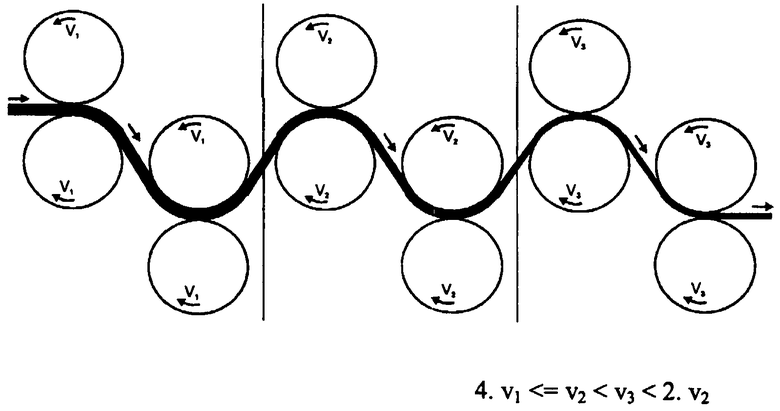
1. Способ изготовления ориентированной полосы, содержащей поликристаллический полимер, согласно которому пленка, содержащая указанный полимер, вытягивается в продольном направлении на участке длиной L между двумя точками, в которых пленка перемещается с соответствующими линейными скоростями V1 и V2 во время вытягивания, отличающийся тем, что V1, V2 и L отвечают следующему критерию (V2-V1)/L>0,22c-1, причем вытягивание осуществляется при температуре, близкой к ее температуре плавления, посредством по крайней мере трех независимо приводимых во вращение тянущих валиков, у которых оси вращения перпендикулярны продольному направлению полимерной пленки и которые вращаются в одном направлении, но с различными тангенциальными скоростями V1, V2 и V3, при этом третий тянущий валик вращается с тангенциальной скоростью V3 превосходящей скорость второго валика V2 и посредством вращающихся в противоположном направлении вспомогательных валиков, у которых оси вращения перпендикулярны продольному направлению полимерной пленки и которые вращаются с той же тангенциальной скоростью, но в противоположном направлении.
2. Способ по п.1, отличающийся тем, что полукристаллический полимер представляет собой полиолефин.
3. Способ по п.2, отличающийся тем, что полиолефин представляет собой бимодальный полимер полиэтилен высокой плотности, имеющий индекс плавления согласно ISO 1133 при 5 кг и 190°С менее 2 г/10 мин.
4. Способ по п.1, отличающийся тем, что тянущие валики подвергаются поверхностной обработке с целью увеличения к ним адгезии полимерной пленки.
5. Способ по пп.1-4, отличающийся тем, что каждый тянущий валик является сдвоенным и состоит из пары валиков, вращающихся с одинаковой скоростью.
6. Способ по п.4, отличающийся тем, что тянущие валики расположены на одной линии, а вращающиеся в противоположном направлении валики расположены поочередно с разных сторон от них.
7. Ориентированная полимерная полоса для армирования труб, изготовленная согласно способу по п.1.
| US 4151245 А, 24.04.1979 | |||
| US 3619460 А, 09.11.1971 | |||
| ЕР 1095758 А2, 02.05.2001 | |||
| ДЫШАЩИЙ ПЛЕНОЧНЫЙ СЛОИСТЫЙ МАТЕРИАЛ С НАПОЛНИТЕЛЕМ | 1998 |
|
RU2192512C2 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ПОЛИЭТИЛЕНА ДЛЯ ТРУБ И СОЧЛЕНЕНИЙ ДЛЯ ТРУБ | 1998 |
|
RU2219201C2 |

