Изобретение относится к машиностроению, в .частности к подшипнико строению, и предназначается для использования при бесцентровом шлифовании пустотелых и сплошных шариков.
Известно устройство для шлифовани шариков на бесцентрово-шлифовальном станке, состоящее из ведущего и шлифовального кругов и опорного ножа. Ведущий круг имеет наружную винтовую канавку с постоянным углом профиля впадины. Опорный нож служит для поддерживания шариков в процессе обработки СО .
Недостатками этого устройства являются невысокое качество обработанной поверхности сферы и ниЗкая производительность процесса обработки.
За один проход шарика вдоль шлифовального круга обработке подвергается часть сферической поверхности в виде кольцевой лыски. Кольцевая лыска имеет форму цилиндра. Положение кольцевой лыски определяется углом наклона мгновенной оси вращения шарика к поверхности шлифовального круга, а так как угол наклона оси остается постоянным за один проход шарика, то положение и вели-i чина кольцевой лыски остаются неизменными. Ширина кольцевой лыски равна ширине пятна контакта шарика со .шлифовальным кругом, т.е. яв-г ляется величиной крайне незначительной. Следовательно, для полной обработки поверхности шарика, чтобы кольцевые лыски покрыли всю сферу, потребуется большое количество проходов шарика вдоль шлифовального круга или непрерывное изменение угла наклона мгновенной оси вращения шарика при нахождении его в зоне обработки.
Цель изобретения - повышение точкости обработанной поверхности и производительности процесса шлифования шариков.
Поставленная цель достигается тем что в устройстве для бесцентрового шлифования шариков, содержащем станину, на которой с возможностью перемещений установлены бабка шлифовального круга, несущая соединенный с приводом вращения шпиндель шлифовального круга, бабка ведущего круга, несущая ведущий круг, на ра-бочей поверхности которого выполнена винтовая канавка постоянного профиля впадины, и опорный нож, винтовая канавка вьтолнена с непрерывным изменением положения биссектрисы угла наклона впадины относительно оси вращения ведущего круга, при зтом угол наклона одной из сторон винтовой канавки выбран из условия.
,-/L ,
где J3jj- переменный угол наклона стороны винтовой канавки к оси.ведущего круга; угол наклона стороны винтовой канавки в точке захода в рабочую зону;
L( - расстояние от точки захода в рабочую зону до искомой точки ведущего круга;
L - высота рабочей части ведущего круга;
24- угол, образованный,пересечением биссектрисы углов впадин винтовой канавки в двух крайних положениях их по длине ведущего круга. Изменение углового положения про филя винтовой канавки необходимо для непрерывного и плавного разворота шарика относительно шлифовального круга, что обеспечивает более полную развертку обрабатываемой сферы.
На фиг.1 схематически изображено предлагаемое -устройство, вид сверху; на фиг.2 - разрез А-А на фиг.1 .
Устройство для бесцентрового шлифования шариков состоит из соединенных с приводом ведущего круга I с наружной винтовой канавкой 2 шлифовального круга 3 и опорного ножа 4, установленного на станине.Позициями 5,6 и 7 обозначены обрабатываемый шарик, обработанная часть сферы шарика, мгновенная ось вращения шарика, соответственно.
1 .
Устройство работает следующим
образом.
Шрик 5 получает вращение от ведущего круга 1- в сторону, противоположную вращению шлифовального круга 3. Винтовые канавки 2 ведущего круга 1 перемещают вращающиеся шарики 5 по периферии шлифовального круга 3, Угол наклона: / одной из сторон винтовой канавки 2 непрерывно изменяется (например, возрастает, а угол наклона второй сто,роны винтовой канавки 2 соответстве но убывает) согласно выражения Д-Д.2ГЬ;/Ь, где - переменный угол наклона стороны винтовой канавки к оси ведущего круга; А угол наклона стороны винтовой канавки в точке захода в рабочую зону; Ь,- расстояние от точки захода в рабочую зону до иско мой точки ведущего круга; Ь - высота рабочей части веду щего круга; 2if- угол, образованный пересе чением биссектрис углов впадин винтовой канавки в двух крайних положениях их по длине ведущего круг При А 90 - if/2 - If, где Sr- .угол при впадине винтовой канавки, постоянный по всей длине ведущего круга, 60° /-120°. Нижнее значение интервала величин угла f определено тем условием, что при f 0.шарик в зоне обработки не разворачивается. Верхнее значение угла Ч ограничено минимальным значением угла , так как в этом случае 24 « . 180° , а и j3;-Hi , равные О и 180 - это крайне допустимые значения, которые могут принимать эти углы в реальных условиях. Принимать величину угла Т меньше 60° не рекомендуется, в противном случае может произойти заклинивание щарика при его вращении. Приближение угла f к верхним значениям интервала (120 и вьппе практически никакого эффекта не дает, не ограничивает угол варьирования V, поэтому брать угол Г более 120° нецелесообразно. Опорный нож 4 служит для поддер ивания шариков 5 в процессе обработки. Вследствие того, что угловые положения сторон винтовой канавки 2, а следовательно , и расстояния от точек контакта шариков 5 с этими сторонами до оси ведущего круга 1 непрерывно меняются, изменяются и скорости вращения шарика 5 в точках прилегания к винтовому желобу, что приводит к изменению углового положения мгновенной оси вращения 7 шарика 5. Это заставляет шарик 5 плавно разворачиваться в зоне обработки в течение всего периода про хождеиия вдоль шлифовального круга 3 на угол . Данное устройство позволяет повысить точность геометрической формы, снизить шероховатость и величины рипусков под доводку, а также увеичить производительность обработки олее чем в два раза.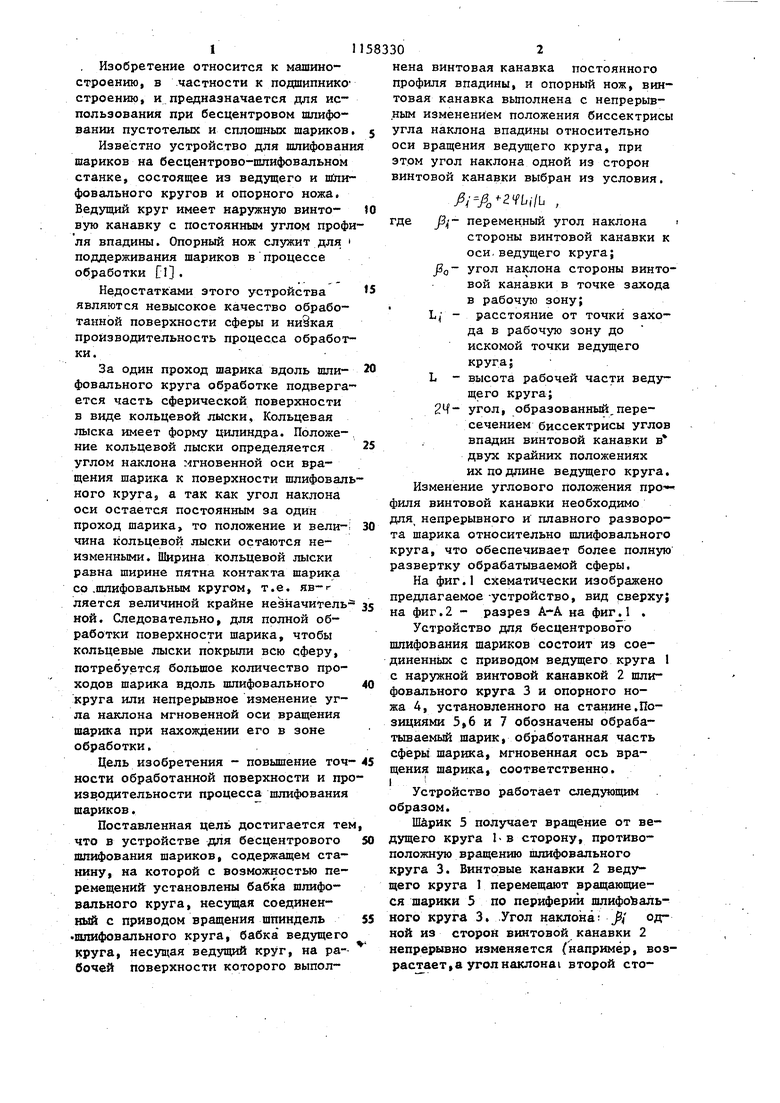

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ШАРИКОВ | 2009 |
|
RU2415004C1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| Устройство для наружного бесцентрового резьбошлифования | 1984 |
|
SU1238948A1 |
| Станок для бесцентрового шлифования конических роликов | 1939 |
|
SU59248A1 |
| Устройство для бесцентрового шлифования | 1981 |
|
SU1000239A1 |
| Устройство для контроля точности наладки бесцентровошлифовального станка | 1980 |
|
SU929405A1 |
| Способ бесцентрового шлифования шариков | 1987 |
|
SU1537480A1 |
| Способ обработки пустотелых шариков | 2023 |
|
RU2814051C1 |
| УСТРОЙСТВО для БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ НЕСИММЕТРИЧНЫХ БОЧКООБРАЗНЫХ РОЛИКОВ | 1968 |
|
SU210694A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
yCTPCrflCTBO ДЛЯ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ШАРИКОВ, содержащее станину, на которой с возможностью перемещений установлены бабка шлифовального круга, несущая соединенный с приводом вращения шпиндель, бвбка ведущего круга, несущая ведуnpdi круг, на рабочей поверхности которого выполнена винтовая канавка постоянного углового профиля впадины, и опорный нож, отличающееся тем, что, с целью повышения точности обработки и производительности, винтовая каналка выполнена с непрерывным изменением положения биссектрисы угла наклона впадины относительно оси вращения ведущего круга, при этом угол наклона одной , из сторон винтовой канавки выбран из условия ,7L ( - переменный угол наклоне где стороны винтовой канавки к оси ведущего круга; Д- угол наклона стороны винтовой канавки в точке захода в рабочую зону; LJJ - расстояние от точки захода в рабочую зону до искомой точки ведущего (Л круга; L - высота рабочей части ведущего круга; 24 - угол, образованный пересечением биссектрис углов впадин винтовой канавки в двух крайних положениях О1 их по дпине ведущего кру00 га. со со
:.: .,;. ;.; .. -.- .,- .- .:.-.-. .--/ ; ..-Ч . -V ., :tl:;...:;...:.:;: .. . ;..-:-.: ./-.
/Л
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для бесцентрового шлифования шаров | 1960 |
|
SU138190A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
