Изобретение относится к обработке пустотелых шариков свободным абразивным материалом в машиностроении и других отраслях промышленности.
Известен способ для бесцентрового шлифования пустотелых шариков на проход с угловым разворотом, при котором шарики размещают на скошенном опорном ноже и перемещают вдоль образующей шлифовального круга посредством винтовой канавки ведущего круга и использования шлифовального круга с разрядными кольцевыми канавками [Авторское свидетельство СССР № 1158330, МПК В24В 11/2, опубл. 30.05.1985].
Недостатками данного способа являются: невозможность получения полной развертки сферы за один проход в связи с отсутствием углового разворота шарика и, следовательно, необходимость многопроходной обработки; применение только при предварительном шлифовании, обусловленной невысоким качеством обработанной поверхности шариков; требованием частой правки шлифовального круга.
Наиболее близким заявленному способу является способ бесцентрового шлифования шариков напроход, в котором шарики размещают на скошенном опорном ноже и перемещают вдоль образующей шлифовального круга, посредством винтовой канавки ведущего круга. Шлифовальный круг имеет разрядную винтовую канавку с шириной, определяемой исходя из возможности обеспечения поворота шарика в момент потери его контакта со шлифуемой поверхностью [Патент RU 2415004, МПК В24В 11/2, опубл. 27.03.2011].
Недостатком данного способа являются: необходимость многопроходной обработки; требование частой правка шлифовального круга; сложность наладки технологического оборудования; использование схемы силового замыкания, ограничивающей конструктивные параметры обрабатываемых пустотелых шариков.
Задачей является разработка универсального способа серийного производства шариков, обеспечивающего повышение качества продукции и расширение технологических возможностей производства.
Техническим результатом заявленного изобретения является универсальный и упрощенный способ обработки пустотелых шариков.
Технический результат достигается тем, что в способе обработки пустотелых шариков зернистым абразивным материалом, при котором в качестве зернистого абразивного материала используют несвязанный абразивный материал, помещенный в цилиндрическую камеру, а обработку осуществляют в процессе независимого друг от друга вращения горизонтально установленной камеры и вложенного в нее цилиндрического барабана, выполненного с отверстиями, диаметром меньше диаметра расположенных внутри барабана пустотелых шариков, со скоростью вращения камеры, обеспечивающей образование равномерной уплотненной области абразивного материала для обработки поверхностей шариков микрорезанием.
Сущностью заявляемого технического решения, отличающего его от известных технических решений является обработка наружных поверхностей пустотелых шариков несвязанным абразивным материалом на основе создания стохастического контакта наружных поверхностей шариков и формируемого за счет центробежной силы уплотненного слоя абразивных частиц.
Предлагаемый способ позволяет формировать качественные характеристики при обработке наружных поверхностей пустотелых шариков за счет исключения схемы силового замыкания в процессе обработки, а также расширяет технологические возможности обработки пустотелых шариков, позволяющие устанавливать рациональные параметры и режимы обработки, обеспечивающие повышение производительности.
К технологическим параметрам и режимам процесса обработки относятся: скорости и направления (одно- или взаимно противоположно направленное) вращения барабана и камеры; относительное параллельное расположение осей барабана и камеры; внутренний диаметр камеры; диаметр и толщина стенок цилиндрической части барабана; расположение отверстий на цилиндрической поверхности барабана и их диаметр; количество одновременно обрабатываемых пустотелых шариков; состав, зернистость, количество абразивного материала.
Способ позволяет повысить универсальность в части серийности изготавливаемых изделий, толщины стенок шаров (включая обработку не пустотелых шаров), материалов шаров, простоту переналадки при изготовлении шаров различного диаметра, исключить необходимость использования сложного технологического оборудования, средств технологического обеспечения, систем правки шлифовальных кругов и трудоемкие процессы их наладки и управления.
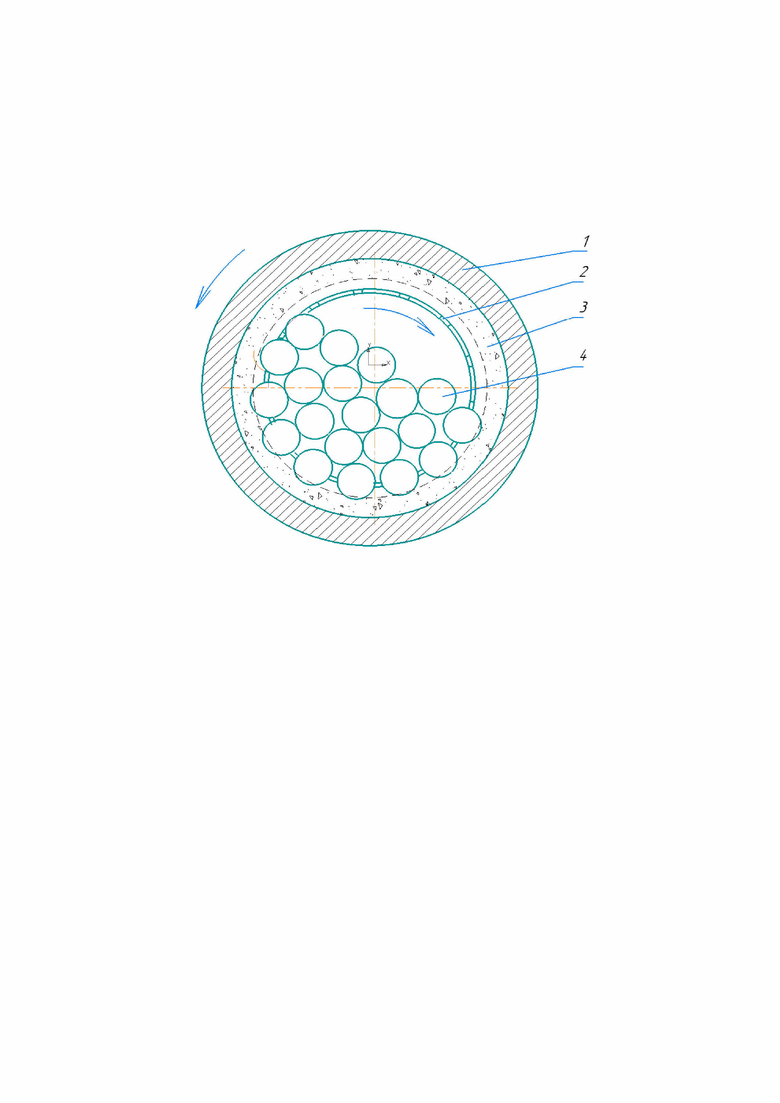
Способ иллюстрируется схемой поперечного разреза камеры 1 с установленным внутри барабаном 2, на цилиндрической поверхности которого выполнены отверстия, и абразивным материалом 3, обрабатывающим пустотелые шарики 4. На схеме показан пример взаимно противоположного вращения камеры 1 и барабана 2.
Выполнение отверстий на цилиндрической поверхности барабана диаметром меньше диаметра обрабатываемых заготовок шариков обеспечивает выступ шариков за пределы наружной поверхности барабана на заданную величину. Барабан 2 с шариками (и закрытыми торцевыми поверхностями) устанавливается в камеру 1 цилиндрической формы. В камеру 1 засыпают абразивный материал 3 и закрывают камеру 1 торцевыми поверхностями. Камера 1 с барабаном 2 устанавливаются так, чтобы их оси вращения располагались горизонтально.
Барабан 1 и камера 2 приводятся во вращение в противоположных направлениях. Скорость вращения камеры 2 должна быть не ниже скорости, обеспечивающей за счет центростремительной силы, воздействующей на частицы абразивного материала (абразивные зерна) 3, прижатие их к внутренней цилиндрической поверхности камеры 1 за счет чего образуется уплотненная область абразивной среды и не ниже скорости, обеспечивающей условия микрорезания при обработке поверхностей шариков 4. Скорость вращения барабана 2 должна обеспечивать перемешивание шариков 4. Шарики 4 заполняют часть отверстий в барабане 2 и фиксируются в них за счет собственного веса, центростремительной силы и воздействия других шариков 4, расположенных сверху.
Объем засыпаемого абразивного материала 3, внутренний диаметр цилиндрической поверхности камеры 1 и скорость ее вращения определяет размер слоя и степень уплотнения абразивной среды.
Диаметр наружной цилиндрической поверхности барабана 2, система распределения по его поверхности отверстий, величина выступа шариков 4 за эту поверхность, диаметр внутренней цилиндрической поверхности камеры 1 и размер формируемого уплотненного слоя абразивной среды, скорости и направления вращения барабана 2 и камеры 1 определяют площадь и характеристики контакта шариков 4 с абразивными зернами 3 и определяются задачами обработки, связанными с задаваемыми параметрами качества и производительности устройства.
Пример.
Обработке подвергались заготовки пустотелых шариков диаметром d=26 мм, выполненные из высокопрочной хромоникелевой стали 07Х16Н6, исходная шероховатость поверхности Rz=25 мкм.
Технологические параметры и режимы обработки:
Барабан (соосно расположенный с камерой) с внутренним диаметром D=125 мм, длиной - 300 мм, толщина стенки - 4 мм, диаметры отверстий - 24.5 мм, расстояния между центрами отверстий - 30 мм, частота вращения - 60 об/мин.
Камера с внутренним диаметром D=190 мм, частота вращения - 1600 об/мин.
Количество обрабатываемых пустотелых шариков - 162 шт.
Абразивный материал электрокорунд белый - А24, зернистость (ГОСТ 3647-80) - 25, объем абразивного материала - 3200 см3.
Время обработки - 30 мин.
Результаты обработки: шероховатость Rz=6.3 мкм, съем металла - 40 - 45 мкм.
Таким образом, способ обработки пустотелых шариков несвязанным зернистым абразивным материалом, помещенным в цилиндрическую камеру, осуществляющийся в процессе независимого друг от друга вращения горизонтально установленной камеры и вложенного в нее цилиндрического барабана, выполненного с отверстиями, диаметром меньше диаметра расположенных внутри барабана пустотелых шариков, со скоростью вращения камеры, обеспечивающей образование равномерной уплотненной области абразивного материала для обработки поверхностей шариков микрорезанием, является универсальным и упрощенным способом обработки пустотелых шариков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки пустотелых шариков | 2023 |
|
RU2814051C1 |
| Способ абразивной обработки цилиндрических отверстий деталей | 2022 |
|
RU2807252C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2022 |
|
RU2805690C2 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2022 |
|
RU2793666C1 |
| СПОСОБ ОЧИСТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТРУБ ИЛИ ТРУБОПРОВОДОВ | 2024 |
|
RU2830797C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2024 |
|
RU2836265C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ШАРИКОВ | 2009 |
|
RU2415004C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭКСПЛУАТАЦИОННОЙ ХАРАКТЕРИСТИКИ ЕДИНИЧНЫХ АБРАЗИВНЫХ ЗЕРЕН | 2008 |
|
RU2375693C1 |
Изобретение относится к обработке материалов резанием и может быть использовано при обработке пустотелых шариков свободным абразивным материалом в различных отраслях промышленности. При осуществлении способа в качестве зернистого абразивного материала используют несвязанный абразивный материал, который помещают в цилиндрическую камеру. Обработку осуществляют в процессе независимого друг от друга вращения горизонтально установленной камеры и вложенного в нее цилиндрического барабана, выполненного с отверстиями, диаметром меньше диаметра расположенных внутри барабана пустотелых шариков. Скорость вращения камеры выбирают из условия образования равномерной уплотненной области абразивного материала для обработки поверхностей шариков микрорезанием. Расширяются технологические возможности обработки пустотелых шариков, повышается универсальность в части серийности изготавливаемых изделий, повышается производительность. 1 ил.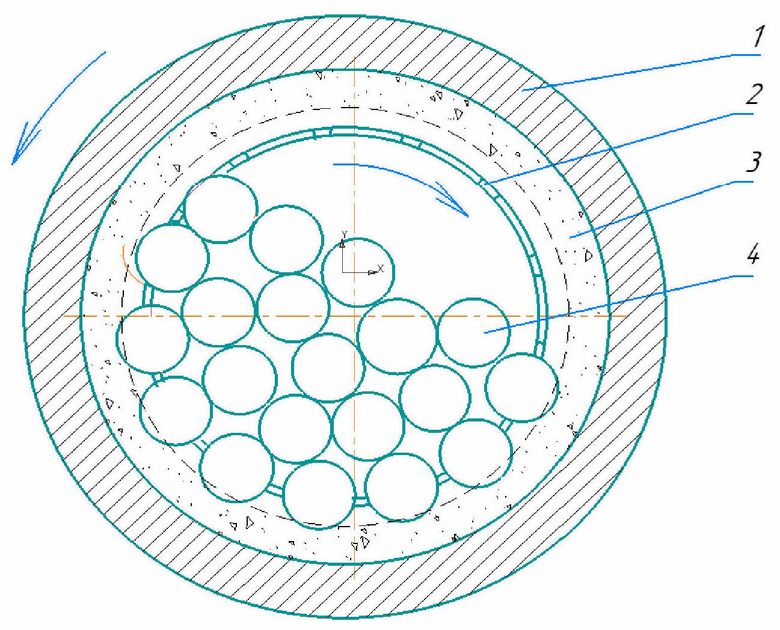
Способ обработки пустотелых шариков зернистым абразивным материалом, отличающийся тем, что в качестве зернистого абразивного материала используют несвязанный абразивный материал, помещенный в цилиндрическую камеру, а обработку осуществляют в процессе независимого друг от друга вращения горизонтально установленной камеры и вложенного в нее цилиндрического барабана, выполненного с отверстиями, диаметром меньше диаметра расположенных внутри барабана пустотелых шариков, со скоростью вращения камеры, обеспечивающей образование равномерной уплотненной области абразивного материала для обработки поверхностей шариков микрорезанием.
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ШАРИКОВ | 2009 |
|
RU2415004C1 |
| Устройство для обработки шариков | 1983 |
|
SU1191263A2 |
| СТРОГАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДЕРЕВА ПО ШАБЛОНУ | 1927 |
|
SU6588A1 |
| Станок для обработки шариков | 1982 |
|
SU1093496A1 |
| ЛИНЕЙНЫЙ ДВИГАТЕЛЬ ДЛЯ РАЗДВИЖНОЙ ДВЕРИ | 2018 |
|
RU2734317C1 |
