Изобретение относится преимущественно к машиностроению и может быть применено при сварке и наплавке металлических деталей в среде защитного газа.
Известна электродная проволока (Патон Б.Е., Воропай Н.М., Бучинский В.Н., Козлов Е.И., Фенев С.В. Авторское свидетельство СССР №671960, В23К 35/02, от 01.12.77 г.), поверхность которой выполнена с микронеровностями, впадины которых содержат активирующий флюс. Внедрение флюса во впадины микронеровностей позволяет улучшить электрический контакт проволоки с токоподводящим мундштуком сварочной горелки при механизированной сварке. Однако для формирования микронеровностей требуется механическая или химическая обработка, что увеличивает трудоемкость изготовления проволоки. Активирующий флюс распределен неравномерно по поверхности проволоки, что может приводить к нестабильному поступлению флюса в зону горения дуги.
Известна композиционная электродная проволока для сварки и наплавки (Паршин С.Г., Паршин С.С. Композиционная электродная проволока. МПК В23К 35/368, В23К 35/10. Патент РФ №2355543 от 09.07.2007 г.), которая состоит из металлической трубки с размещенной в ее полости шихтой из смеси шлакообразующих и газообразующих компонентов. На поверхность металлической трубки нанесено композиционное покрытие из металлической матрицы с распределенной в ней дисперсной фазой из активирующего флюса. Указанная проволока позволяет увеличить глубину проплавления металла и улучшить капельный переход электродного металла в сварочную ванну. Однако композиционное покрытие по прототипу содержит мелкодисперсный активирующий флюс с размером частиц более 50 мкм, что ухудшает долговечность покрытия и увеличивает его шероховатость. Кроме того, указанная проволока содержит в составе шихты газообразующие компоненты, разлагающиеся с образованием углекислого газа, что не позволяет применять проволоку для сварки химически активных сплавов и высоколегированных сталей.
Известна сварочная активированная проволока (Паршин С.Г., Паршин С.С. Сварочная активированная проволока. МПК В23К 35/365, В23К 35/04. Патент РФ №2294272 от 01.11.2005 г.), которая принята за прототип. Указанная проволока состоит из металлического стержня, на поверхность которого нанесено композиционное покрытие с активирующим флюсом. Покрытие выполнено в виде электролитически полученного микрокомпозита, включающего металлическую матрицу с равномерно распределенной в ней дисперсной фазой из порошка активирующего флюса при следующем соотношении объемов металла и активирующего флюса: металл 60-95%; активирующий флюс 5-40%. Проволока по прототипу позволяет увеличить глубину проплавления металла и улучшить капельный переход.
Однако для нанесения композиционного покрытия по прототипу используют мелкодисперсный активирующий флюс с размером частиц более 50 мкм, что ухудшает однородность покрытия и увеличивает шероховатость его поверхности. Кроме того, указанная проволока не имеет в составе композиционного покрытия модификаторов - элементов, позволяющих измельчать размер зерна при кристаллизации сварочной ванны, что ухудшает механические свойства сварных соединений легированных сталей.
Техническим результатом предлагаемого изобретения является улучшение капельного перехода электродного металла и механических свойств сварных соединений за счет нанесения на поверхность проволоки нанокомпозиционного покрытия, содержащего наноразмерные частицы фторидов и редкоземельных металлов.
Сущность предлагаемого изобретения заключается в том, что на поверхности металлического стержня размещают нанокомпозиционное покрытие, состоящее из металлической матрицы, наноразмерных частиц фторидов и редкоземельных металлов с размером частиц менее 1000 нм.
В качестве металлической матрицы применяют медь, никель, титан. Указанные металлы обладают высокой пластичностью, которая характеризуется относительным удлинением при растяжении металла: медь (около 45%), никель (около 40%), титан (около 40%). Высокая пластичность этих металлов позволяет при электрохимической обработке сформировать на металлическом стержне плотное нанокомпозиционное покрытие, обладающее высокой адгезией за счет снижения внутренних напряжений и получения мелкозернистой микроструктуры.
В качестве фторида металла применяют фтористые соли щелочных и щелочноземельных металлов, например CsF, LiF, KF, NaF, CaF2, MgF2, SrF2, BaF2. При сварке фтористые соли разлагаются с выделением значительного количества фтора, который способствует интенсивным металлургическим реакциям по связыванию молекул, атомов и ионов водорода с образованием газообразного фтористого водорода HF, что снижает уровень остаточного диффузионного водорода, образование дефектов и улучшает качество сварных соединений. Образующиеся при разложении щелочные и щелочноземельные металлы обладают низкими потенциалами ионизации: Cs (3,88 эВ), Li (5,37 эВ), К (4,32 эВ), Na (5,12 эВ), Са (6,09 эВ), Mg (7,61 эВ), Sr (5,67 эВ), Ва (5,19 эВ), что улучшает стабильность горения дуги и снижает напряжение дуги.
Кроме того, фториды щелочных и щелочноземельных металлов снижают поверхностное натяжение расплавленного металла, что способствует измельчению капель электродного металла при сварке (см. Лепинских Б.М., Манаков А.И. Физическая химия оксидных и оксифторидных расплавов. М.: Наука, 1977. - 192 с.).
Нанокомпозиционное покрытие имеет следующее соотношение объемов матрицы и наноразмерных частиц:
металлическая матрица - 55-96%;
наноразмерные частицы фторида металла - 3-30%;
наноразмерные частицы редкоземельных металлов - 1-15%.
При объеме фторидов менее 3% отсутствует воздействие нанокомпозиционного покрытия на процесс капельного перехода и удаление водорода, а при увеличении объема более 30% снижается стабильность горения дуги. При объеме редкоземельных металлов менее 1% снижается влияние покрытия на процессы модифицирования и улучшения микроструктуры наплавленного металла, а при увеличении объема более 15% происходит ухудшение механических свойств наплавленного металла и электрической проводимости композиционного покрытия.
Такое сочетание известных и новых признаков позволяет улучшить капельный переход, стабильность горения дуги и механические свойства наплавленного металла. Это становится возможным, поскольку нанокомпозиционное покрытие, состоящее из металлической матрицы и наноразмерных частиц фторидов и редкоземельных металлов улучшает капельный переход за счет снижения межфазного натяжения капель при плавлении металлического стержня. Фториды связывают молекулы, атомы и ионы водорода с образованием фтористого водорода HF, что снижает образование дефектов и улучшает механические характеристики сварных соединений.
Наноразмерные частицы редкоземельных металлов являются модификаторами, они переходят из покрытия в сварочную ванну, равномерно распределяются в ней и способствуют получению мелкозернистой микроструктуры, что увеличивает пластичность и ударную вязкость сварных соединений.
Предлагаемое изобретение иллюстрируется фиг.1, где показан вид наноструктурированной сварочной проволоки с нанокомпозиционным покрытием. Предлагаемая проволока состоит из металлического стержня 1, на поверхности которого располагается основное нанокомпозиционное покрытие 2, состоящее из металлической матрицы 3 с распределенными по объему матрицы наноразмерными частицами фторидов и редкоземельных металлов 4. В зависимости от способа сварки наноструктурированная сварочная проволока может содержать дополнительное композиционное покрытие 5, состоящее из металлической матрицы с распределенными по объему матрицы наноразмерными частицами фторидов, которое наносится на поверхность основного композиционного покрытия.
Цель изобретения достигается тем, что на поверхности металлического стержня размещают нанокомпозиционное покрытие, состоящее из металлической матрицы и наноразмерных частиц фторидов и редкоземельных металлов с размером частиц менее 1000 нм.
При плавлении покрытия образуется шлаковая пленка из фторидов, которая способствует уменьшению межфазного натяжения расплавленного металла (см. Лепинских Б.М., Манаков А.И. Физическая химия оксидных и оксифторидных расплавов. М.: Наука, 1977. - 192 с.). В результате этого снижается диаметр капель и увеличивается частота капельного перехода.
Введение редкоземельных металлов (РЗМ) - церия, иттрия, лантана, скандия - способствует улучшению механических свойств наплавленного металла за счет микролегирования и модифицирования микроструктуры путем изменения процесса объемной кристаллизации сварочной ванны. Наночастицы РЗМ имеют большую удельную поверхность, что способствует интенсивным металлургическим реакциям рафинирования за счет связывания остаточных газов, серы, фосфора в тугоплавкие соединения (см. Качанов Е.Б. Состояние и перспективы развития работ по жаропрочным сплавам для лопаток турбин. Технология легких сплавов, 2005, №1-4, с.10-17).
Технология производства предлагаемой наноструктурированной проволоки основана на применении известных в промышленности способов. Для нанесения нанокомпозиционного покрытия используют способ электрохимического нанесения композиционных покрытий из электролита, содержащего коллоидные наноразмерные частицы (см. Сайфуллин Р.С. Композиционные электрохимические покрытия и материалы. М.: Химия, 1972 г., 168 с., и Пул Ч., Оуэнс Ф. Нанотехнологии. Пер. с анл. М.: Техносфера, 2005. - 336 с.). Обезжиренную сварочную проволоку погружают в электролитическую ванну, которая содержит коллоидный раствор электролита с наноразмерными частицами размером менее 1000 нм в нужной концентрации. Проволоку подключают к отрицательному полюсу источника питания. При действии электрополяризационных сил на поверхности проволоки осаждаются наноразмерные частицы фторидов и редкоземельных металлов, которые заращиваются положительными ионами восстановленного из электролита металла. Для равномерного распределения наноразмерных частиц в объеме электролита ванну продувают аргоном. В результате на проволоке образуется нанокомпозиционное покрытие толщиной 1-100 мкм с равномерно распределенными по объему матрицы нанодисперсными частицами.
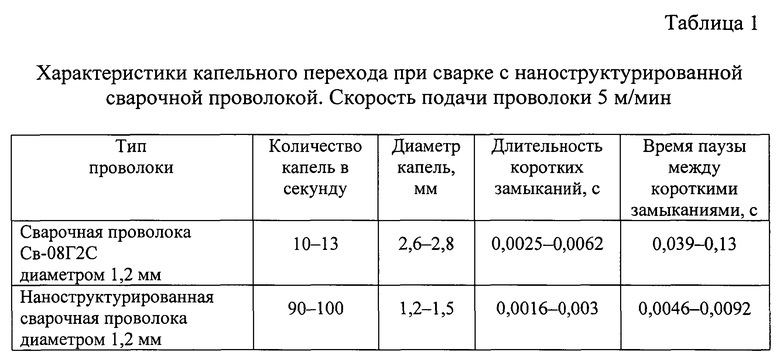
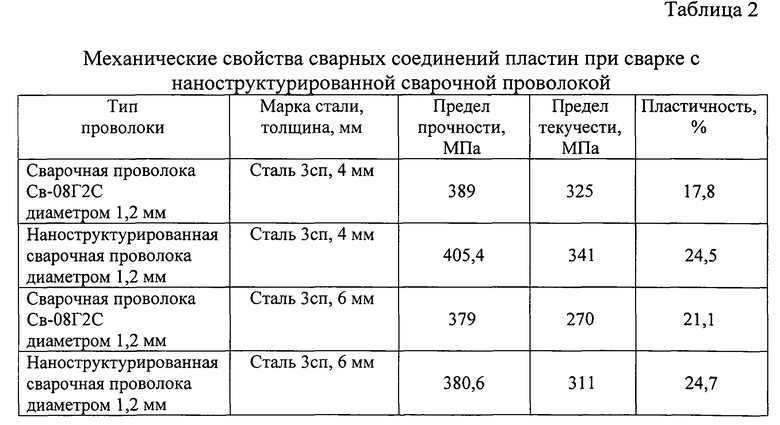
В качестве примера применения предлагаемой наноструктурированной сварочной проволоки можно привести механизированную сварку пластин из стали Ст3сп толщиной 4; 6 мм. Сварочную проволоку марки Св-08Г2С диаметром 1,2 мм обезжиривали и помещали в электролитическую ванну, содержащую коллоидный раствор медьсодержащего электролита и наноразмерных частиц фторида лития LiF и оксида иттрия Y2О3. При выдержке проволоки в течение 5 минут на поверхности образовалось нанокомпозиционное покрытие толщиной 10 мкм, состоящее из медной матрицы и наноразмерных частиц. Наноструктурированную сварочную проволоку испытывали при механизированной сварке в аргоне пластин из стали 3сп размером 150×300 мм толщиной 4; 6 мм с применением полуавтомата ПДГ-312-4 с источником питания ВДГ-303 и горелкой ESAB-PSF.
Исследования капельного перехода производили при наплавке на вращающуюся трубу с помощью видеокамеры «PCI 8000S Motion Scope» с объективом «Lens-18-108» с частотой съемки 2000 Гц, светового излучателя из лампы HBO-200V OSRAM и выпуклой линзы, см. таблицу 1. Механические испытания образцов производили на разрывной машине «Zwick SM ZO50/TH3S» с помощью программы «TestXpert V 10.0», см. таблицу 2.
Таким образом, предлагаемая наноструктурированная сварочная проволока обеспечивает технический эффект, который выражается в улучшении капельного перехода и механических свойств сварных соединений, может быть изготовлена и применена с использованием известных в технике средств, следовательно, она обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2538875C1 |
| НАНОСТРУКТУРИРОВАННАЯ НАПЛАВОЧНАЯ ПРОВОЛОКА | 2013 |
|
RU2538227C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2013 |
|
RU2544317C2 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| НАНОСТРУКТУРИРОВАННАЯ КОМПОЗИЦИОННАЯ ПРОВОЛОКА | 2009 |
|
RU2415742C2 |
| Композиционная сварочная проволока для дуговой сварки легированных сталей высокой прочности | 2015 |
|
RU2613243C2 |
| СВАРОЧНАЯ ПРОВОЛОКА С НАНОКОМПОЗИЦИОННЫМ ПОКРЫТИЕМ ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2015 |
|
RU2603936C1 |
| Сварочная композиционная проволока для дуговой сварки трубных и криптоустойчивых сталей | 2015 |
|
RU2610374C2 |
| Композиционная проволока для наплавки алюмоматричного интерметаллидного сплава | 2020 |
|
RU2766942C1 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2009 |
|
RU2416504C2 |
Изобретение может быть использовано при сварке и наплавке металлических деталей в среде защитного газа. На металлический стержень электрода электролитически нанесено нанокомпозиционное покрытие, включающее металлическую матрицу с распределенными в ней наноразмерными частицами фторида металла и редкоземельных металлов. Упомянутое покрытие имеет следующее соотношение объемов матрицы и наноразмерных частиц, %: металлическая матрица 55-96, наноразмерные частицы фторида металла 3-30, наноразмерные частицы редкоземельных металлов 1-15. На поверхность покрытия может быть нанесено дополнительное композиционное покрытие, состоящее из металлической матрицы с распределенными в ней наноразмерными частицами фторида металла. Сварочная проволока обладает хорошими сварочно-технологическими свойствами, позволяет улучшить капельный переход электродного металла и механические свойства сварных соединений. 1 з.п. ф-лы, 1 ил., 2 табл.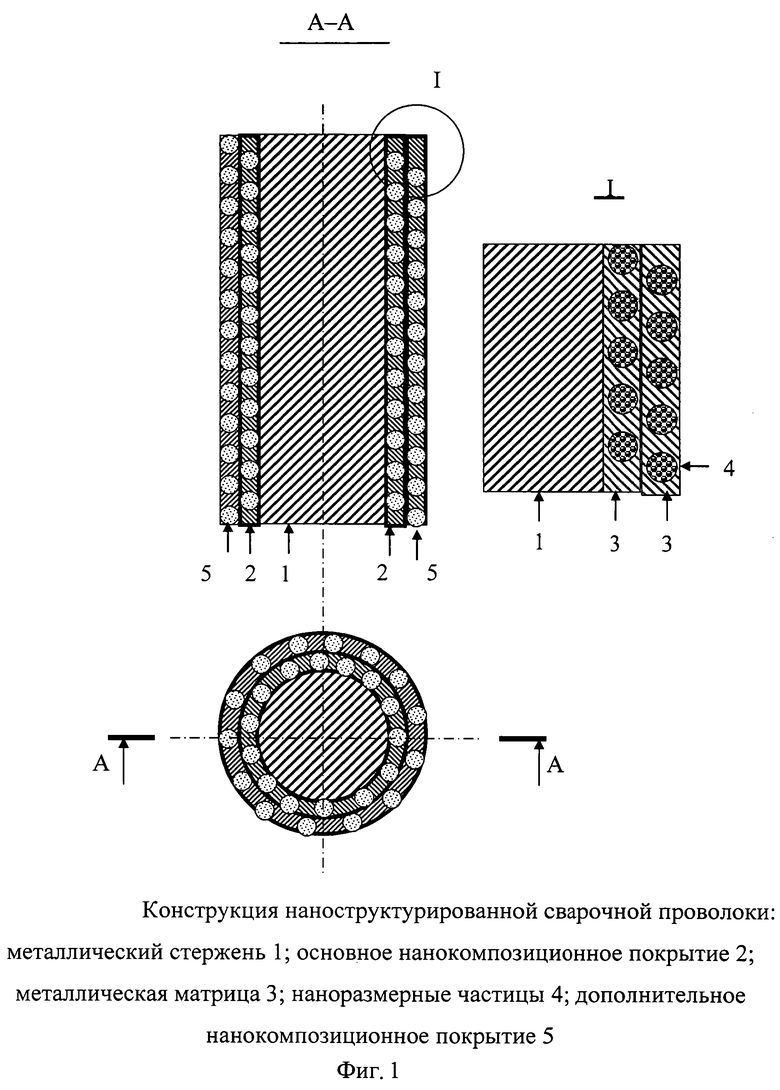
1. Проволока для сварки и наплавки, содержащая металлический стержень и электролитически нанесенное на него нанокомпозиционное покрытие, включающее металлическую матрицу с распределенными в ней наноразмерными частицами, отличающаяся тем, что нанокомпозиционное покрытие содержит наноразмерные частицы фторида металла и редкоземельных металлов при следующем соотношении объемов матрицы и наноразмерных частиц в покрытии, %:
2. Проволока по п.1, отличающаяся тем, что на поверхность покрытия нанесено дополнительное композиционное покрытие, состоящее из металлической матрицы с распределенными в ней наноразмерными частицами фторида металла.
| СВАРОЧНАЯ АКТИВИРОВАННАЯ ПРОВОЛОКА | 2005 |
|
RU2294272C1 |
| НАНОСТРУКТУРИРОВАННАЯ КОМПОЗИЦИОННАЯ ПРОВОЛОКА | 2009 |
|
RU2415742C2 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2009 |
|
RU2416504C2 |
| Сварочная электродная проволока | 1987 |
|
SU1696231A1 |
| US 6428596 А, 06.08.2002 | |||

