Изобретение относится к гальваническому восстановлению изношенных стальных деталей машин и механизмов в проточном электролите.
Известен способ нанесения гальванических железных покрытий на поверхность изношенных стальных деталей в проточном электролите, в состав которого включены твердые дисперсные частицы размером 1-10 мкм с целью повышения твердости и износостойкости покрытий. В процессе электролиза частицы такого размера включаются в состав покрытия. При этом восстанавливаемая деталь и растворимый анод помещаются в специальную электролитическую ячейку, через которую прокачивается электролит с твердыми дисперсными частицами [1].
Недостатками этого способа являются:
- низкая скорость осаждения покрытия из-за невысокой предельно допустимой плотности катодного тока;
- небольшая толщина гладких покрытий вследствие интенсивного протекания процесса образования дендритов при использовании электролита с дисперсными частицами;
- низкий выход железа по току.
Наиболее близким к предлагаемому способу нанесения гальванических покрытий является способ железнения в проточном электролите, в состав которого дополнительно включены крупные твердые дисперсные частицы (например электрокорунда, нитрида бора и др.) размером 100-300 мкм, а нанесение покрытия осуществляют при плотности катодного тока более 1 кА/дм2 [1].
Недостатками этого способа являются:
- низкое значение величины адгезии покрытий из-за необходимости проведения финишной анодной обработки поверхности деталей в специальном электролите для анодной обработки;
- необходимость осуществления технологических операций промывки деталей холодной и горячей водой и смены электролита, прокачиваемого через электролитическую ячейку.
Задача изобретения - обеспечение активации поверхности за счет ее механической обработки в процессе финишной анодной подготовки деталей в электролите железнения и повышение производительности процесса за счет исключения технологических операций промывки деталей холодной и горячей водой, а также замены специального электролита для анодной обработки на электролит железнения.
Цель изобретения - повышение адгезии покрытий и производительности процесса восстановления деталей.
Цель изобретения достигается тем, что финишную анодную обработку деталей проводят в электролите железнения при плотности анодного тока 15-25 кА/м2, скорости гетерофазного потока 1,5-2,5 м/с и концентрации частиц электрокорунда размером 100-300 мкм 40-80 г/л.
Ниже приведены результаты электрохимических исследований состояния поверхности углеродистых сталей перед нанесением гальванических железных покрытий с целью определения оптимальных режимов анодной обработки, позволяющих обеспечить максимально возможную величину адгезии. Приведены также результаты определения величины адгезии гальванических железных покрытий на поверхности образцов стали 45 при анодной обработке в проточном алюмосульфатном и хлористом электролите с дисперсными частицами электрокорунда.
Для проведения исследований использовались образцы углеродистых сталей: сталь 3, 20, 35, 40, 45, 40Х, ХВГ, ХГТ. Из сталей указанных марок на токарном станке изготавливались по 3-5 образцов каждой марки в форме цилиндров диаметром 2,00±0,01 мм длиной приблизительно 20 мм. К одному из торцов каждого образца припаивался гибкий провод с клеммой для подключения к потенциостату. Другой торец служил анодом в процессе измерений. Предварительно образцы заливались эпоксидной смолой в стеклянных трубках с внутренним диаметром 3 мм. Торец трубки с образцом перед каждым измерением шлифовался вначале на наждачном круге, а затем тонкой наждачной бумагой и обезжиривался 96% спиртом. Катодом служил электрод, изготовленный из платинированной платины с видимой площадью поверхности 2 см2, электродом сравнения - хлорид-серебряный электрод в насыщенном растворе KCl (Е0=0,2048 В по стандартному водородному электроду), относительно которого в дальнейшем приведены все потенциалы. Электрохимическая ячейка заполнялась одним из электролитов следующего состава:

и соединялась с электродом сравнения солевым мостиком. Поляризационные кривые регистрировались потенциостатом «IPC - compact» и отображались на экране ноутбука, сопряженного с потенциостатом. Исследования проводились при температурах от 20 до 50°С путем анализа экспериментальной зависимости плотности анодного тока от потенциала образца в интервале -0,5± +2 В в режиме линейной развертки со скоростью 10 мВ/с. Поляризационные кривые считались достоверными при кратности их воспроизведения для каждого образца 3-5 раз с точностью 5-10%. Применявшиеся в работе реактивы имели квалификацию «х.ч.», растворы готовились на дистиллированной воде. Основные параметры процесса анодной обработки стали и использовавшиеся термины поясняются рисунком 1. Измерения величины адгезии железных покрытий проводились на двух сериях образцов, изготовленных из стали 45. Заготовки в количестве по 10 штук для каждой серии диаметром 12 мм и длиной 60 мм подвергались анодной обработке в электролитах I и II при плотности анодного тока 5-50 кА/м2 и последующему железнению в электролите II при плотности катодного тока 25 кА/м2. Концентрацию частиц электрокорунда F-100 диаметром 100 мкм меняли в пределах 0-100 г/л. Скорость протока электролита составляла 0-3 м/с. Толщина слоя покрытия составляла 2-2,5 мм на диаметр. После завершения процесса нанесения покрытия образцы нейтрализовались в 2% растворе едкого натра в течение 15 минут и подвергались механической обработке на шлифовальном станке. Абразивным диском толщиной 1 мм на поверхности образца нарезались кольцевые канавки таким образом, чтобы закругленная часть диска прорезала металл основы. Покрытия подготовленных таким образом образцов испытывались на сдвиг с помощью разрывной машины УММ 5.
Для достижения максимальных значений величины адгезии ГЖП необходимо проводить анодную обработку поверхности в области потенциалов пассивации (Δϕп, рис. 1).
Практически же после изучения поляризационных кривых процесс анодной обработки контролируется по величине плотности тока в пассивной области (Jп, рис. 1). Ниже приведены результаты электрохимических исследований состояния поверхности углеродистых сталей с целью определения области потенциалов пассивации и соответствующей плотности анодного тока при широко применяющихся в гальванотехнике температурах электролита от 20 до 50°С.
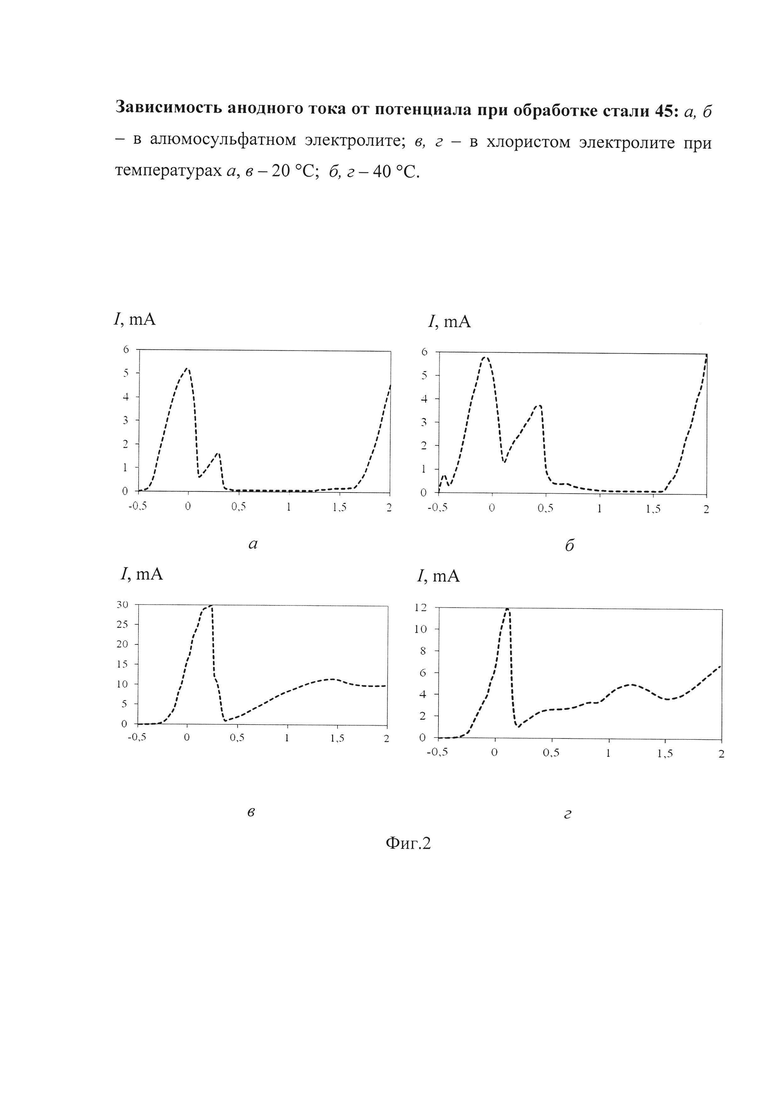
Типичные вольтамперные характеристики, полученные при анодной обработке углеродистых сталей в алюмо-сульфатном и хлористом электролитах при температурах 20 и 40°С, приведены на рисунке 2.
В области потенциалов от -0,44 В (стационарный потенциал стали) до (-0,2)÷ (+0,2) В наблюдается резкое возрастание тока, соответствующее стадии активного травления металла. При обработке в алюмо-сульфатном электролите в области потенциалов от (-0,2)÷(0) до (+0,2)÷(+0,5) В скорость травления уменьшается в 1,25-4 раза, однако остается достаточно высокой. Эта стадия анодной обработки в алюмо-сульфатном электролите четко выражена для всех углеродистых сталей (рис. 2 а, б). При травлении в хлористом электролите эта стадия отсутствует (рис. 2 в, г). В этом электролите после окончания стадии активного травления в области потенциалов (+0,15)÷(+0,20) В и следующего за ней резкого уменьшения анодного тока следует стадия возрастания анодного тока до значений, практически соответствующих максимальному значению анодного тока в области активного травления (рис. 2, в, г).
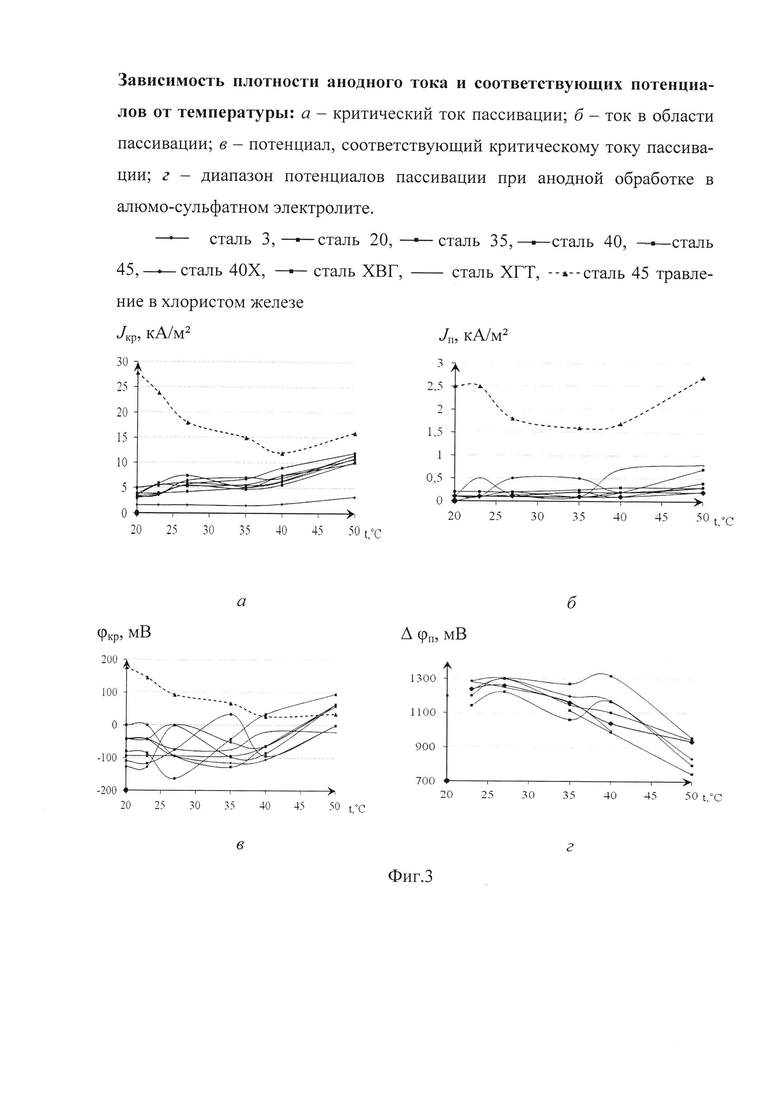
При травлении в хлористом электролите отсутствует четко выраженная стадия пассивации, связанная с резким уменьшением анодного тока, характерная для обработки углеродистых сталей в алюмо-сульфатном электролите в области потенциалов от (+0,5) до (+1,3) В (рис. 2, а, б). Пассивация поверхности в хлористом электролите наблюдается в узкой области потенциалов от (+0,2) до (+0,4) В. Температурная зависимость основных параметров процесса анодной обработки углеродистых сталей в рассматриваемых электролитах иллюстрируется рисунком 3, на котором приведены зависимости плотности критического тока пассивации Jкр (рис. 3, а), т.е. максимальной плотности анодного тока в области активного травления и соответствующего потенциала образца ϕкр (рис. 3, в), а также плотности анодного тока в пассивной области Jп (рис. 3, б) и соответствующей области потенциалов образца Δϕп (рис. 3, г).
Видно, что температурные зависимости основных параметров процесса анодной обработки углеродистых сталей в хлористом и алюмо-сульфатном электролитах различаются качественно и количественно. При комнатной температуре плотность анодного тока при травлении углеродистых сталей в хлористом электролите в шесть раз больше, чем при травлении в алюмо-сульфатном электролите. С повышением температуры до 50°С соответствующее отношение уменьшается до двух (рис. 3, а). На основании этого можно сделать вывод, что при анодной обработке углеродистых сталей в области температур от 20 до 50°С необходимо в 2-6 раз увеличивать плотность анодного тока в хлористом электролите по сравнению с обработкой в алюмо-сульфатным электролите.
С повышением температуры хлористого электролита критический ток пассивации Jкр уменьшается приблизительно в два раза, а соответствующий этому току потенциал электрода ϕкр уменьшается на 0,15 В. В алюмо-сульфатном - эти величины возрастают: критический ток пассивации - в 3-4 раза, а соответствующий ему потенциал на 0,2-0,3 В (рис. 3, а, в).
Из этого следует, что при повышении температуры электролита от 20 до 50°С необходимо в 3-4 раза повышать плотность тока анодной обработки в алюмо-сульфатном электролите и снижать приблизительно в 2 раза при травлении в хлористом электролите.
Потенциал, соответствующий критическому току пассивации для углеродистых сталей увеличиваются в интервале (-0,15)÷(+0,1) В при травлении в алюмо-сульфатном электролите и уменьшается в интервале (+0,18)÷(+0,12) В при травлении в хлористом электролите с повышении температуры от 20 до 50°С (рис. 3, в).
Диапазон потенциалов пассивации при различных температурах анодной обработки углеродистых сталей в алюмо-сульфатном электролите составляет 0,7-1,3 В, обнаруживая тенденцию к уменьшению с ростом температуры (рис. 3, г), а для хлористого электролита этот параметр практически не зависит от температуры и составляет приблизительно 0,2-0,4 В.
Величина плотности тока в пассивной области при обработке в алюмо-сульфатном электролите не превосходит значение 0,7 кА/м2 во всем исследованном температурном интервале, а в хлористом электролите значение этого параметра составляет 1,6-2,7 кА/м2, что в 2,5-4 раза больше соответствующего значения для алюмо-сульфатного электролита (рис. 3, б), причем такие небольшие различия имеют место при травлении в хлористом электролите лишь в относительно узкой области потенциалов от 0,2 до 0,4 В. На основании этого можно сделать вывод, что при травлении в хлористом электролите в указанной выше области потенциалов можно проводить пассивацию поверхности углеродистых сталей.
Проведенные электрофизические исследования состояния поверхности стали в процессе анодной обработки позволили выбрать оптимальные режимы подготовки поверхности образцов стали 45 перед нанесением гальванических железных покрытий, что является предпосылкой для достижения максимальных значений адгезии, однако они не позволяют количественно определить величину адгезии. Эксперименты по определению величины адгезии проводились по плану ЦКР 23 [8]. Экспериментальная проверка приведенных выше технологических рекомендаций показала, что величина адгезии зависит от плотности анодного тока, концентрации микрочастиц электрокорунда и скорости протока электролита.
При расчете матрицы планирования определены коэффициенты регрессии, и получено уравнение, моделирующее зависимость прочности сцепления от указанных выше факторов.
Обработку результатов эксперимента проводили по стандартной методике [3]. Для проверки адекватности уравнения использовали F - критерий Фишера, для определения значимости коэффициентов t - критерий Стьюдента. После исключения незначимых коэффициентов уравнение регрессии для величины адгезии покрытий приняло вид:
σсц=(219,1+17,3Х2-18,6Х3+2,3Х12+1,2Х22+3,0Х1Х2) МПа,
где X1 - скорость потока электролита, Х2 - концентрация частиц электрокорунда, Х3 - плотность анодного тока. Уровни планируемых факторов соответствовали следующим значениям параметров процесса анодной обработки: X1 (-1÷4,3 м/с; 0÷2 м/с; +1÷2,7 м/с), Х2(-1÷20 г/л; 0÷50 г/л; +1÷80 г/л), Х3 (-1÷8 кА/м2; 0÷14 кА/м2; +1÷20 кА/м2).
Видно, что максимальные значения величины адгезии в пределах 230-260 МПа достигаются при концентрации частиц электрокорунда 40-80 г/л, скорости протока электролита 1,5-2,5 м/с и плотности анодного тока 15-25 кА/м2.
При проведении предварительной анодной обработки образцов стали 45 в проточном алюмосульфатном электролите I с последующей промывкой в течение 1 минуты в холодной и горячей воде с заменой электролита для предварительной анодной обработки I электролитом железнения II были получены меньшие значения адгезии (150±30) МПа.
Таким образом, проведение финишной анодной обработки стальных деталей непосредственно в проточном электролите железнения с крупными дисперсными частицами позволяет получить значения адгезии 230-260 МПа, что вполне удовлетворяют практическим потребностям по величине сцепления покрытия с основой при гальваническом восстановлении изношенных деталей.
Источники информации
1. Гурьянов Г.В. Электроосаждение износостойких композиций. Кишинев: Штиинца, 1986. 206 с.
2. Ивашкин Ю.А., Кисель Ю.Е., Гурьянов Г.В. Способ нанесения гальванических железных покрытий в проточном электролите с крупными дисперсными частицами. Патент на изобретение № 2503751, М. Федеральная служба по интеллект, собст., патентам и товар, знакам, RU 2503751 С2, заявл. 2011, опубл. 10.01.2014 Бюл. № 01. - с. 119.
3. Макаричев Ю.А., Иванников Ю.Н. Методы планирование эксперимента и обработки данных: учеб. пособие // - Самара: Самар. гос. техн. ун-т, 2016. - 131 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ЖЕЛЕЗНЫХ ПОКРЫТИЙ В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ С КРУПНЫМИ ДИСПЕРСНЫМИ ЧАСТИЦАМИ | 2011 |
|
RU2503751C2 |
| Электролит для предварительной обработки стальных или чугунных изделий | 1981 |
|
SU1062316A1 |
| Способ нанесения гладких гальванических железных покрытий в проточном электролите с крупными дисперсными частицами | 2018 |
|
RU2690773C1 |
| Способ гальванического железнения стальных деталей | 2018 |
|
RU2689341C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ЖЕЛЕЗА И ЕГО СПЛАВОВ | 1992 |
|
RU2046155C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ С ПОСЛЕДУЮЩЕЙ ЭЛЕКТРОТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2011 |
|
RU2473715C2 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ ГАЛЬВАНИЧЕСКИХ ЖЕЛЕЗНЫХ ПОКРЫТИЙ | 2009 |
|
RU2416679C2 |
| Способ электролитического железнения алюминия и его сплавов | 1976 |
|
SU692914A1 |
| Способ получения металлических покрытий на алюминии | 1981 |
|
SU1032047A1 |
| Способ подготовки стальных деталей | 1985 |
|
SU1341248A1 |

Изобретение относится к области гальванотехники и может быть использовано для воссстановления изношенных стальных деталей машин и механизмов. Способ включает анодную обработку восстанавливаемой детали, которую проводят в электролите железнения, содержащем соли двухвалентного железа, серную и соляную кислоты, йодистый калий и 40-80 кг/м3 дисперсных частиц электрокорунда размером 100-300 мкм, при плотности анодного тока 15-25 кА/м2, скорости гетерофазного потока электролита железнения 1,5-2,5 м/с и нанесение гальванического железного покрытия. Технический результат - повышение адгезии покрытий. 3 ил.
Способ гальванического восстановления изношенной стальной детали в проточном электролите с дисперсными частицами, отличающийся тем, что анодную обработку восстанавливаемой детали проводят в электролите железнения, содержащем соли двухвалентного железа, серную и соляную кислоты, йодистый калий и 40-80 кг/м3 дисперсных частиц электрокорунда размером 100-300 мкм, при плотности анодного тока 15-25 кА/м2, скорости гетерофазного потока электролита железнения 1,5-2,5 м/с и наносят гальваническое железное покрытие.
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ЖЕЛЕЗНЫХ ПОКРЫТИЙ В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ С КРУПНЫМИ ДИСПЕРСНЫМИ ЧАСТИЦАМИ | 2011 |
|
RU2503751C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2119557C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ ГАЛЬВАНИЧЕСКИХ ЖЕЛЕЗНЫХ ПОКРЫТИЙ | 2009 |
|
RU2416679C2 |
| JP 62161982 A, 17.07.1987. | |||

