ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к стальному материалу и стальной трубе для нефтяной скважины, и в частности к стальному материалу и стальной трубе для нефтяной скважины, подходящим для использования в кислой окружающей среде.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002]
В связи с углублением нефтяных скважин и газовых скважин (в дальнейшем нефтяные скважины и газовые скважины вместе обозначаются как «нефтяные скважины»), существует потребность в повышении прочности стальных труб для нефтяных скважин. В частности, широко используются стальные трубы для нефтяных скважин класса 80 ksi (имеющие предел текучести 80-95 ksi, то есть 551-655 МПа) и 95 ksi (имеющие предел текучести 95-110 ksi, то есть 655-758 МПа), и в последнее время стали востребованы стальные трубы для нефтяных скважин класса 110 ksi (имеющие предел текучести 110-125 ksi, то есть 758-862 МПа) и 125 ksi (имеющие предел текучести 125-140 ksi, то есть 862-965 МПа).
[0003]
Глубокие скважины часто располагаются в кислой окружающей среде, которая содержит коррозионный сероводород. Стальная труба для нефтяной скважины, используемая в такой кислой среде, обязана иметь не только высокую прочность, но также и стойкость к сульфидному растрескиванию под напряжением (в дальнейшем также упоминаемую как стойкость к SSC) и стойкость к замедленному разрушению (которые также все вместе упоминаются как стойкость к водородному охрупчиванию).
[0004]
Сталь с улучшенной стойкостью к водородному охрупчиванию предложена в японской патентной заявке № 56-5949 (Патентный документ 1) и в японской патентной заявке № 57-35622 (Патентный документ 2). Стали, раскрытые в этих документах, содержат Co для улучшения их характеристик стойкости к водородному охрупчиванию (стойкости к сульфидному растрескиванию под напряжением, стойкости к замедленному разрушению).
[0005]
В частности, сталь с высоким сопротивлением разрыву, раскрытая в Патентном документе 1, производится путем закалки и отпуска стали, содержащей C: от 0,05 % до 0,50 %, Si: от 0,10 % до 0,28 %, Mn: от 0,10 % до 2,0 %, Co: от 0,05 % до 1,50 %, Al: от 0,01 % до 0,10 %, с остатком из Fe и неизбежных примесей, и имеет предел прочности 60 кг/мм2 или больше.
[0006]
Высокопрочная сталь для нефтяной скважины, раскрытая в Патентном документе 2, производится путем закалки при температуре от 880 до 980°С и отпуска при температуре от 650 до 700°С стали, содержащей С: от 0,27 % до 0,50 %, Si: от 0,08 % до 0,30 %, Mn: от 0,90 % до 1,30 %, Cr: от 0,5 % до 0,9 %, Ni: 0,03 % или менее, V: от 0,04 % до 0,11 %, Nb: от 0,01 % до 0,10 %, Mo: от 0,60 % до 0,80 %, Al: 0,1 % или менее, и Co: 3 % или менее, с остатком, представляющим собой Fe и неизбежные примеси, содержащие Р: 0,005 % или менее, S: 0,003 % или менее.
[0007]
Однако для содержащих Co сталей Патентного документа 1 и Патентного документа 2 их прочности могут быть недостаточными при низком содержании C. Следовательно, в отношении практически используемых стальных труб для нефтяной скважины нет никакого устойчивого производства применяемых в нефтяной промышленности труб класса 125 ksi (имеющих предел текучести 862 МПа или больше), которые имели бы стойкость к сульфидному растрескиванию под напряжением, позволяющую им выдерживать стандартное условие теста постоянной нагрузки (среда H2S при 1 атм) в соответствии со стандартом NACE (Национальная ассоциация инженеров по коррозии) TM0177, Способ A.
[0008]
Японская патентная заявка № 2006-265657 (Патентный документ 3) предлагает стальную трубу для нефтяной скважины с увеличенным содержанием C, чтобы получить высокую прочность.
[0009]
Стальная труба для нефтяной скважины, раскрытая в Патентном документе 3, изготавливается путем отпуска после проведения закалки маслом или изотермической закалки на бейнит низколегированной стали, содержащей С: от 0,30 % до 0,60 %, Si: от 0,05 % до 0,5 %, Mn: от 0,05% до 1,0 %, Al: от 0,005 % до 0,10 %, Cr+Mo: от 1,5 до 3,0 %, где Mo составляет 0,5 % или более, V: от 0,05 % до 0,3 %, с остатком из Fe и примесей, в которой содержание P составляет 0,025 % или менее, содержание S составляет 0,01 % или менее, содержание B составляет 0,0010 мас.% или менее, и содержание O (кислорода) составляет 0,01 мас.% или менее, и имеет микроструктуру стали из единственной фазы бейнита. Патентный документ 3 описывает, что вышеупомянутый способ производства обеспечивает сталь или стальную трубу для нефтяной скважины, которая ингибирует растрескивание при закалке, которое может происходить при закалке высокоуглеродистой низколегированной стали, и которая имеет превосходную стойкость к сульфидному растрескиванию под напряжением.
[0010]
Обычная оценка стойкости стальных материалов к сульфидному растрескиванию под напряжением основана, например, на испытаниях на разрыв или испытаниях на изгиб, таких как тест Способа А или тест Способа B в стандарте NACE TM0177. Эти тесты используют тестовые образцы без надрезов, и они не учитывают характеристики задержки распространения SSC. Следовательно, даже стальные материалы, оцененные этими тестами как имеющие превосходную стойкость к сульфидному растрескиванию под напряжением, могут испытывать сульфидное растрескивание под напряжением благодаря распространению латентных трещин в стали.
[0011]
В соответствии с увеличением глубины нефтяных скважин и т.п. в последние годы, стальные материалы для труб, используемых в нефтяной промышленности, должны иметь более превосходную стойкость к сульфидному растрескиванию под напряжением, чем в обычной практике. Соответственно, для того, чтобы дополнительно улучшить стойкость к сульфидному растрескиванию под напряжением, предпочтительно не только предотвращать сульфидное растрескивание под напряжением, но также и предотвращать распространение сульфидного растрескивания под напряжением. Для предотвращения распространения в стали сульфидного растрескивания под напряжением сталь должна иметь улучшенную ударную вязкость. С этой точки зрения был предложен тест DCB (двойной консольной балки) Способа D стандарта NACE TM0177. Стальные материалы для труб, используемых в нефтяной промышленности в сильно коррозионной окружающей среде, должны обеспечивать высокое значение вязкости разрушения (в дальнейшем сокращенно упоминаемой как KISSC) в тесте DCB.
[0012]
Однако Патентные документы 1-3 не уделяют никакого внимания значению вязкости разрушения в тесте DCB.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0013]
Патентный документ 1: Японская опубликованная патентная заявка № 56-5949
Патентный документ 2: Японская опубликованная патентная заявка № 57-35622
Патентный документ 3: Японская опубликованная патентная заявка № 2006-265657
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0014]
Задачей настоящего изобретения является предложить стальной материал и стальную трубу для нефтяной скважины, имеющие высокую прочность, 862 МПа или больше, и превосходную стойкость к сульфидному растрескиванию под напряжением.
РЕШЕНИЕ ПРОБЛЕМЫ
[0015]
Стальной материал в соответствии с настоящим изобретением имеет следующий химический состав, в мас.%, С: от 0,15 до 0,45, Si: от 0,10 до 1,0, Mn: от 0,10 до 0,8, P: 0,050 или менее, S: 0,010 или менее, Al: от 0,01 до 0,1, N: 0,010 или менее, Cr: от 0,1 до 2,5, Mo: от 0,35 до 3,0, Co: от 0,05 до 2,0, Ti: от 0,003 до 0,040, Nb: от 0,003 до 0,050, Cu: от 0,01 до 0,50, Ni: от 0,01 до 0,50, V: от 0 до 0,5, B: от 0 до 0,003, W: от 0 до 1,0, Ca: от 0 до 0,004, Mg: от 0 до 0,004, и редкоземельный металл: от 0 до 0,004, с остатком из Fe и примесей, и удовлетворяет Формуле (1) и Формуле (2). Диаметр предшествующего аустенитного зерна в микроструктуре составляет меньше чем 5 мкм. Диаметр блока в микроструктуре составляет меньше чем 2 мкм. Микроструктура содержит в общей сложности 90 об.% или более мартенсита отпуска и отпущенного бейнита.
C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15 - Co/6+α≥0,70 (1)
(3C+Mo+3Co)/(3Mn+Cr) ≥1,0 (2)
Эффективный B=B - 11(N - Ti/3,4)/14 (3)
Здесь α в Формуле (1) равно 0,250, когда количество эффективного B, определяемое Формулой (3) (мас.%), составляет 0,0003 мас.% или больше, или равно нулю, когда количество эффективного B составляет меньше чем 0,0003 мас.%. Символы элементов в Формулах (1) - (3) соответствуют содержаниям соответствующих элементов (в мас.%).
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0016]
Стальной материал и стальная труба для нефтяной скважины в соответствии с настоящим изобретением имеют высокую прочность и превосходную стойкость к сульфидному растрескиванию под напряжением.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017]
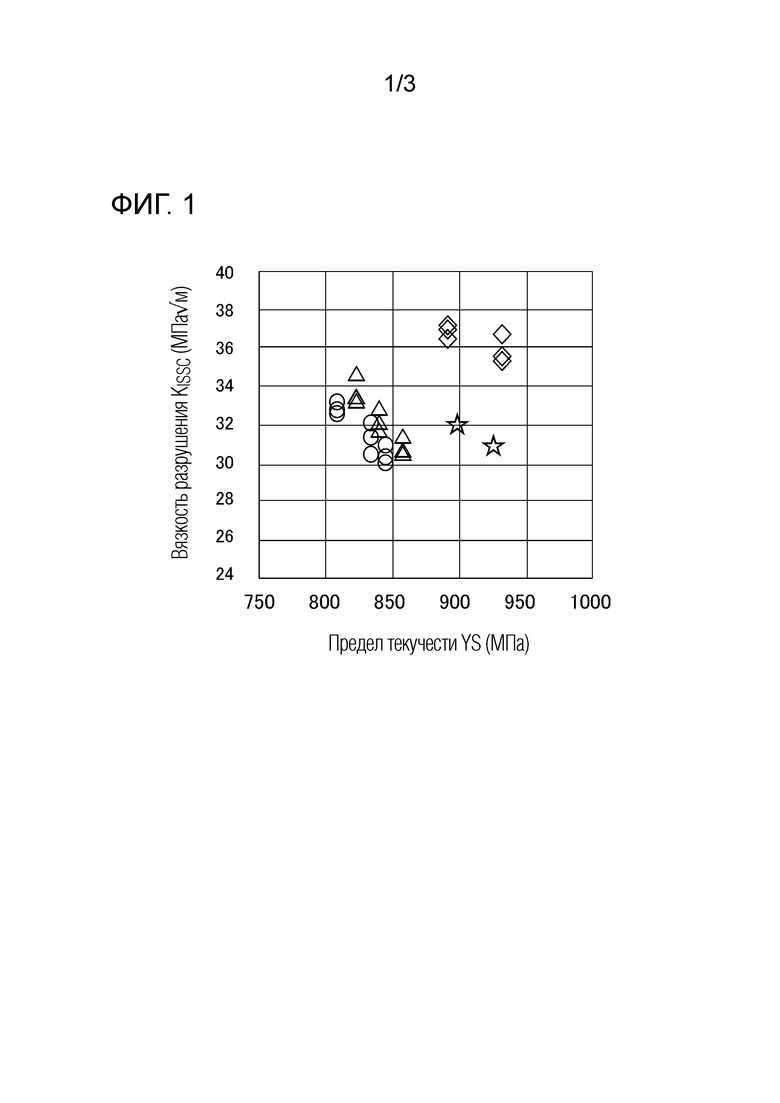
[Фиг. 1] Фиг. 1 представляет собой график, иллюстрирующий корреляцию между пределами текучести и значениями вязкости разрушения KISSC сталей соответствующих тестов.
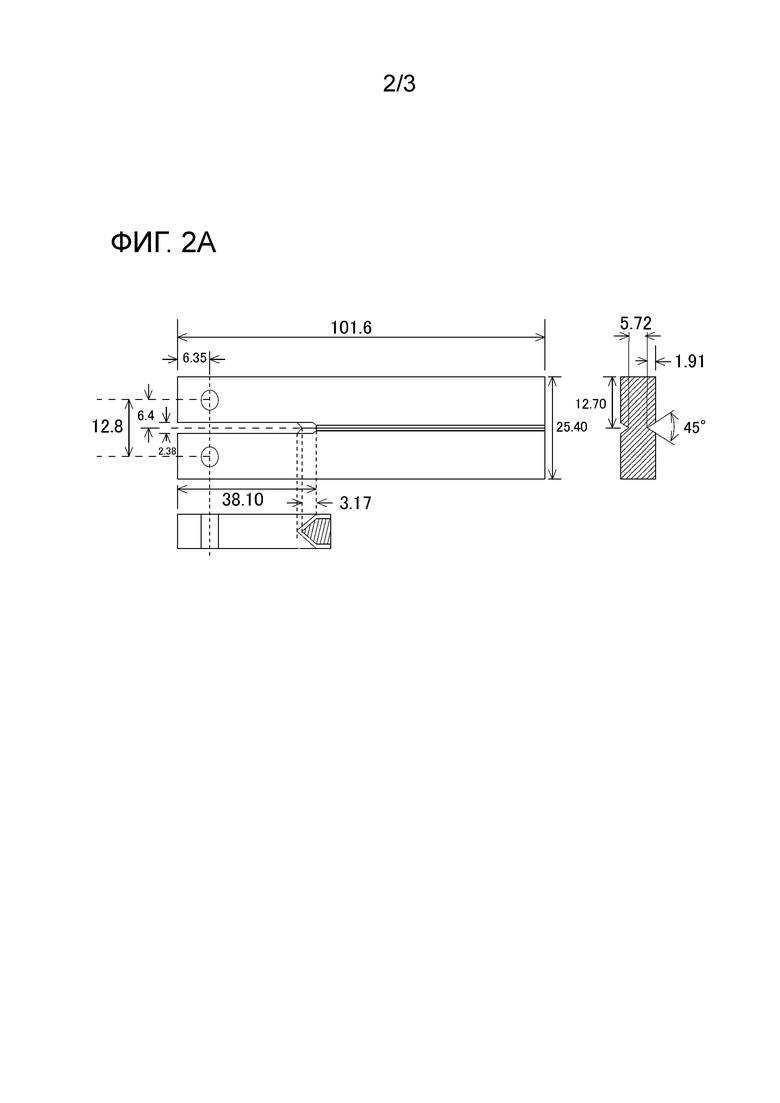
[Фиг. 2A] Фиг. 2A представляет собой вид сбоку и поперечное сечение тестового образца DCB, используемого в тесте DCB в Примерах. Численные значения на Фиг. 2A указывают размеры соответствующих частей (в мм).
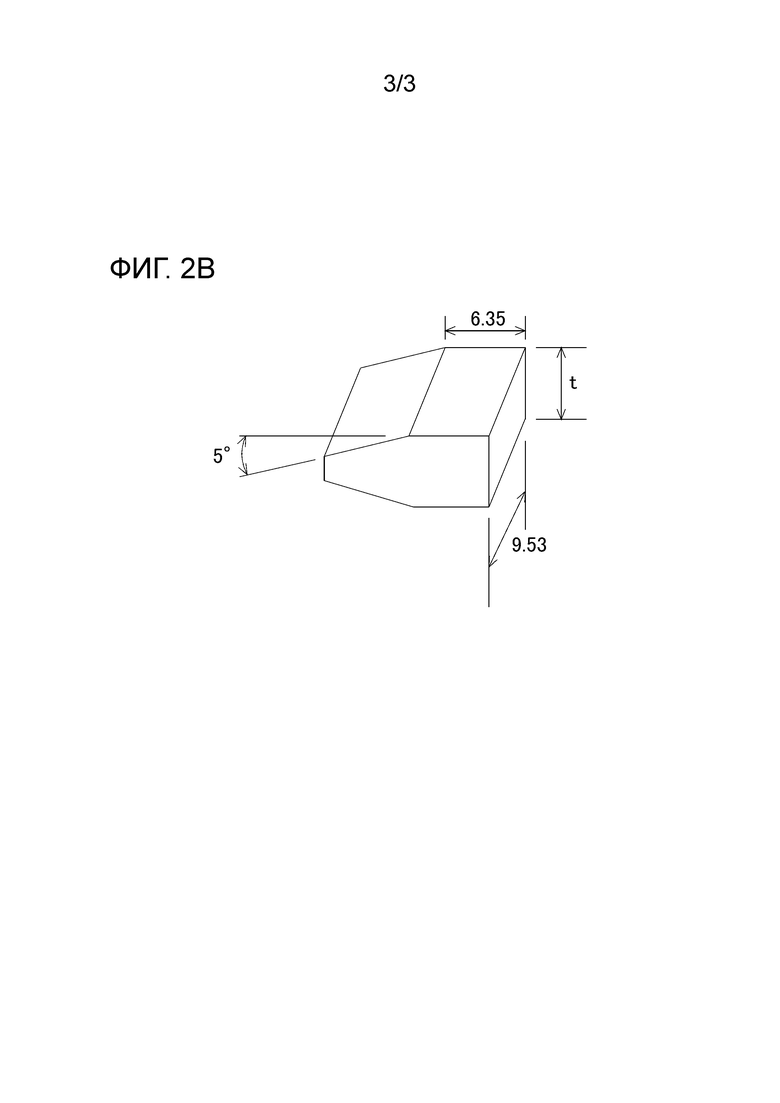
[Фиг. 2B] Фиг. 2B представляет собой вид в перспективе клина, используемого в тесте DCB в Примерах. Численные значения на Фиг. 2B указывают размеры соответствующих частей (в мм).
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0018]
В целом, стойкость стали к сульфидному растрескиванию под напряжением ухудшается по мере того, как прочность стали увеличивается. Следовательно, авторы настоящего изобретения провели исследования в отношении способа установления совместимости между прочностью до 862 МПа или более и стойкостью к сульфидному растрескиванию под напряжением в стальных материалах и стальной трубе для нефтяной скважины.
[0019]
[Стойкость к сульфидному растрескиванию под напряжением, обусловленная Co]
(1) Co улучшает стойкость к сульфидному растрескиванию под напряжением. В частности, превосходная стойкость к сульфидному растрескиванию под напряжением получается в стальном материале со следующим химическим составом, в мас.%: C: от 0,15 до 0,45, Si: от 0,10 до 1,0, Mn: от 0,10 до 0,8, P: 0,050 или менее, S: 0,010 или менее, Al: от 0,01 до 0,1, N: 0,010 или менее, Cr: от 0,1 до 2,5, Mo: от 0,35 до 3,0, Co: от 0,05 до 2,0, Ti: от 0,003 до 0,040, Nb: от 0,003 до 0,050, Cu: от 0,01 до 0,50, Ni: от 0,01 до 0,50, V: от 0 до 0,5, B: от 0 до 0,003, W: от 0 до 1,0, Ca: от 0 до 0,004, Mg: от 0 до 0,004, и редкоземельный металл: от 0 до 0,004, где содержание Co составляет от 0,05 до 2,0. Причина этого неясна, но представляется следующей. Когда стальной материал используется в кислой среде, Co концентрируется в наружном слое стального материала. Co, сконцентрированный в наружном слое, предотвращает внедрение водорода в сталь. Таким образом, считается, что стойкость к сульфидному растрескиванию под напряжением улучшается.
[0020]
(2) Как было описано выше, содержание определенного количества Co позволяет получить превосходную стойкость к сульфидному растрескиванию под напряжением, которую можно приписать концентрации Co в наружном слое. Однако было найдено, что содержание Co может уменьшить стойкость к сульфидному растрескиванию под напряжением в некоторых случаях.
[0021]
В отличие от других легирующих элементов (C, Mn, Cr, V, Cu, Ni и другие), Co повышает точку Ms, уменьшая закаливаемость стали. Соответственно, когда содержание Co является высоким, по сравнению с содержанием C, Mn, Cr, V, Cu и Ni, закаливаемость стали ухудшается. В этом случае, если сталь произведена тем же самым способом производства, что и сталь, не содержащая Co, микроструктура стали становится неоднородной микроструктурой, которая содержит не только мартенсит отпуска и отпущенный бейнит, но также и остаточный аустенит. Поэтому ее стойкость к сульфидному растрескиванию под напряжением ухудшается, что можно приписать микроструктуре. Авторы настоящего изобретения таким образом исследовали соотношение между Co и другими легирующими элементами в плане стойкости к сульфидному растрескиванию под напряжением, и в результате были выявлены следующие закономерности.
[0022]
Когда химический состав дополнительно удовлетворяет Формуле (1) и Формуле (2), превосходная стойкость к сульфидному растрескиванию под напряжением получается при сохранении закаливаемости.
C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15 - Co/6+α≥0,70 (1)
(3C+Mo+3Co)/(3Mn+Cr) ≥1,0 (2)
Эффективный B = B - 11(N - Ti/3,4)/14 (3)
Здесь α в Формуле (1) равно 0,250, когда количество эффективного B, определяемое Формулой (3) (мас.%), составляет 0,0003 мас.% или больше, или ноль, когда количество эффективного B составляет меньше чем 0,0003 мас.%. Символы элементов в Формулах (1) - (3) соответствуют содержаниям соответствующих элементов (в мас.%).
[0023]
[Формула (1)]
F1 определяется как F1=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15 - Co/6+α. F1 представляет собой индекс закаливаемости. C, Mn, Cr, Mo, V, Cu и определенное количество эффективного B (растворенного B) улучшают закаливаемость стали. В отличие от этого, как было описано выше, Co уменьшает закаливаемость стали. Когда F1 равно 0,70 или больше, превосходная закаливаемость получается даже при содержании Co, и возможно увеличить объемную долю мартенсита отпуска и отпущенного бейнита в микроструктуре.
[0024]
Когда микроструктура по существу состоит из мартенсита отпуска и отпущенного бейнита, обеспечивается превосходная стойкость к сульфидному растрескиванию под напряжением. Однако, когда микроструктура представляет собой неоднородную структуру, состоящую из мартенсита отпуска, отпущенного бейнита и других фаз (остаточный аустенит, и т.д.), стойкость к сульфидному растрескиванию под напряжением уменьшается. Когда значение F1 удовлетворяет Формуле (1), объемная доля мартенсита отпуска и отпущенного бейнита в микроструктуре становится равной 90% или более в сумме, и получается превосходное сульфидное растрескивание под напряжением.
[0025]
[Формула (2)]
Когда значение F1 удовлетворяет Формуле (1), микроструктура по существу включает в себя мартенсит отпуска и отпущенный бейнит. Однако, когда стальной материал содержит легирующие элементы в чрезмерном количестве, стальной материал захватывает (сохраняет) водород, который уменьшает его стойкость к сульфидному растрескиванию под напряжением. Среди элементов, улучшающих закаливаемость, Mn и Cr особенно улучшают закаливаемость, и при этом они могут уменьшать стойкость к сульфидному растрескиванию под напряжением. Напротив, C и Mo, а также вышеописанный Co являются элементами, улучшающими стойкость стали к сульфидному растрескиванию под напряжением.
[0026]
F2 определяется как F2=(3C+Mo+3Co)/(3Mn+Cr). F2 представляет собой индекс стойкости к сульфидному растрескиванию под напряжением. Когда значение F2 равно 1,0 или больше, то есть когда отношение содержания элементов, улучшающих стойкость к сульфидному растрескиванию под напряжением (C, Mo, Co), к содержанию Mn и Cr является большим, обеспечивается превосходная стойкость к сульфидному растрескиванию под напряжением.
[0027]
В дополнение к содержанию Co, авторы настоящего изобретения исследовали, как можно дополнительно улучшить стойкость к сульфидному растрескиванию под напряжением. С этой целью авторы настоящего изобретения сфокусировались на микроструктуре стали, полагая, что уменьшение диаметра предшествующего γ-зерна и диаметра блока увеличивает границы, что увеличивает стойкость к сульфидному растрескиванию под напряжением, потому что стойкость к разрушению увеличивается. Авторы настоящего изобретения далее выполнили исследования соотношения между диаметром предшествующего γ-зерна и диаметром блока, прочностью, и стойкостью к сульфидному растрескиванию под напряжением.
[0028]
[Соотношение между диаметром предшествующего γ-зерна и диаметром блока, прочностью, и стойкостью к сульфидному растрескиванию под напряжением]
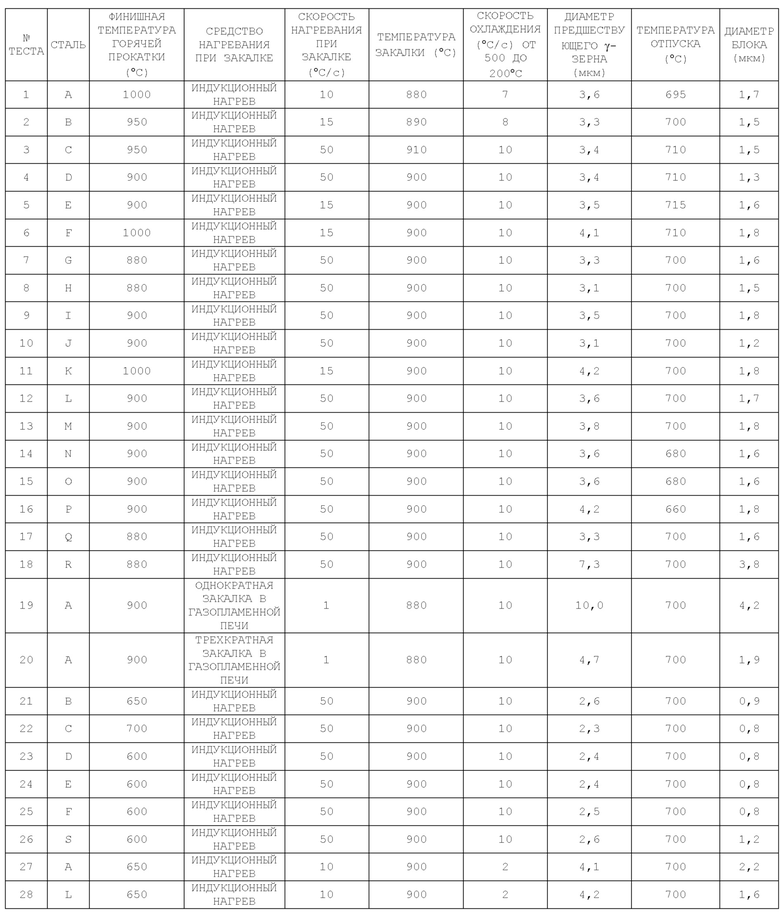
Стали, имеющие химический состав, показанный в Таблице 1, были подвергнуты процессу прокатки и процессу закалки при условиях, показанных в Таблице 2.
[0029]
[Таблица 1]
[0030]
[Таблица 2]
→ ЗАВЕРШЕНИЕ ПРИ 1000°C, ЗАТЕМ ОХЛАЖДЕНИЕ ДО КОМНАТНОЙ ТЕМПЕРАТУРЫ
→ВЫДЕРЖКА ПРИ 920°C 20 мин, ЗАТЕМ ЗАКАЛКА
→ ОХЛАЖДЕНИЕ ОТ 500 ДО 200°C СО СКОРОСТЬЮ 4°C/с
→ ЗАВЕРШЕНИЕ ПРИ 1000°C, ЗАТЕМ ОХЛАЖДЕНИЕ ДО КОМНАТНОЙ ТЕМПЕРАТУРЫ
→ВЫДЕРЖКА ПРИ 920°C 20 мин, ЗАТЕМ ПЕРВАЯ ЗАКАЛКА
→ ПОВТОРНОЕ НАГРЕВАНИЕ
→ВЫДЕРЖКА ПРИ 900°C 20 мин, ЗАТЕМ ВТОРАЯ ЗАКАЛКА
→ ОХЛАЖДЕНИЕ ОТ 500 ДО 200°C СО СКОРОСТЬЮ 4°C/с
→ ЗАВЕРШЕНИЕ ПРИ 1000°C, ЗАТЕМ ПРЯМОЕ ОХЛАЖДЕНИЕ ВОДОЙ
→ ПОВТОРНОЕ НАГРЕВАНИЕ ДО 650°C И ТЕПЛАЯ ПРОКАТКА (35 мм → 15 мм ТОЛЩИНЫ)
→ ОХЛАЖДЕНИЕ ДО КОМНАТНОЙ ТЕМПЕРАТУРЫ
→ВЫДЕРЖКА 5 с, ЗАТЕМ ЗАКАЛКА
→ ОХЛАЖДЕНИЕ ВОДОЙ ОТ 500 ДО 200°C СО СКОРОСТЬЮ 7°C/с
→ ЗАВЕРШЕНИЕ ПРИ 1000°C, ЗАТЕМ ПРЯМОЕ ОХЛАЖДЕНИЕ ВОДОЙ
→ ПОВТОРНОЕ НАГРЕВАНИЕ ДО 650°C И ТЕПЛАЯ ПРОКАТКА (35 мм → 15 мм ТОЛЩИНЫ)
→ ОХЛАЖДЕНИЕ ДО КОМНАТНОЙ ТЕМПЕРАТУРЫ
→ВЫДЕРЖКА 5 с, ЗАТЕМ ЗАКАЛКА
→ ОХЛАЖДЕНИЕ ВОДОЙ ОТ 500 ДО 200°C СО СКОРОСТЬЮ 2°C/с
[0031]
На стадии после закалки диаметр предшествующего аустенитного зерна (в дальнейшем также упоминаемый как диаметр предшествующего γ-зерна) измерялся для каждой из сталей на основе метода испытаний, который будет описан позже. Диаметр предшествующего γ-зерна составил 16 мкм для условия теста I, 9,8 мкм для условия теста II, 2,6 мкм для условия теста III, и 4,1 или 4,2 мкм для условия теста IV. Каждая сталь была подвергнута процессу отпуска при условиях, показанных в Таблице 3. Для каждой стали после отпуска диаметр блока измерялся на основе метода испытаний, который будет описан позже. Тестовый образец был изготовлен из каждой стали и подвергнут тесту определения предела текучести и тесту DCB на основе методов испытаний, которые будут описаны позже, и тем самым были определены предел текучести и значение KISSC вязкости разрушения каждой стали. Фиг. 1 представляет собой график, иллюстрирующий корреляцию между пределами текучести и значениями вязкости разрушения KISSC сталей соответствующих тестов. На Фиг. 1 значки ○, ∆, ◇ и ✯ показывают результаты условий теста I, условий теста II, условий теста III и условий теста IV, показанных в Таблице 2, соответственно.
[0032]
[Таблица 3]
(МПа)
(МПа)
(МПа√м)
ВЫДЕРЖКИ (мин)
[0033]
Как показано в Таблице 3, в тестах №№ 1-24 их структуры, подвергаемые закалке и отпуску, измельчаются путем измельчения их предшествующих γ-зерен. Таким образом, их блоки измельчаются. В этом случае их стойкость к сульфидному растрескиванию под напряжением улучшается.
[0034]
В частности, во время закалки сталь подвергается превращению из аустенита в мартенсит и бейнит. В этот момент, когда ее аустенитные зерна являются мелкими, ее блоки мартенсита и бейнита, преобразованные из аустенитных зерен, также измельчаются. Блоки мартенсита являются подструктурами мартенсита. Блоки бейнита являются подструктурами бейнита. На карте кристаллической ориентации, полученной с помощью полевого эмиссионного электронного сканирующего микроскопа методом дифракционной картины обратного рассеяния электронов (FESEM-EBSP), который будет описан позже, граница между зерном мартенсита и зерном бейнита, имеющими разницу в ориентации 15° или больше, определяется как граница блока. Зона, окруженная границей блока, определяется как один блок.
[0035]
Однако, как видно из тестов №№ 25 и 26, показанных в Таблице 3, даже мелкие предшествующие γ-зерна могут привести к низкой стойкости к сульфидному растрескиванию под напряжением. Более конкретно, даже когда предшествующее γ-зерно имеет размер меньше чем 5 мкм, диаметр блока, равный 2 мкм или больше, приводит к низкой стойкости к сульфидному растрескиванию под напряжением.
[0036]
Как показано в Таблице 3 и на Фиг. 1, когда предшествующие γ-зерна в микроструктуре являются мелкими, и кроме того диаметр блока также является малым, высокая стойкость к сульфидному растрескиванию под напряжением получается даже при увеличении прочности стали. В частности, возможно установить совместимость между прочностью и стойкостью стали к сульфидному растрескиванию под напряжением, когда средний диаметр зерна предшествующих γ-зерен в микроструктуре составляет меньше чем 5 мкм, а средний диаметр блоков составляет меньше чем 2 мкм.
[0037]
[Соотношение между Co и диаметром блока]
В дополнение к этому, авторы настоящего изобретения исследовали соотношение между Co и диаметром блока, и установили, что существует случай, когда стойкость к сульфидному растрескиванию под напряжением является низкой даже при мелком предшествующем γ-зерне в Таблице 3. В результате были получены следующие закономерности.
[0038]
Co укрупняет диаметры блока. Следовательно, при содержании Co диаметр блока может быть укрупнен даже при мелком предшествующем γ-зерне. Причина этого неясна, но считается, что диаметр блока укрупняется за счет того, что Co повышает точку Ms, уменьшая закаливаемость.
[0039]
Следовательно, авторы настоящего изобретения дополнительно исследовали способ предотвращения укрупнения диаметра блока, даже когда определенное количество Co содержится в вышеописанном химическом составе. В результате были получены следующие закономерности.
[0040]
Например, когда скорость нагревания при закалке равна 10°C/с или больше, возможно уменьшить средний диаметр зерна предшествующих γ-зерен в микроструктуре до величины менее 5 мкм. Без содержания Co, когда средний диаметр предшествующих γ-зерен в микроструктуре составляет менее 5 мкм, диаметр блока также становится малым, менее 2 мкм.
[0041]
Однако при присутствии Co, он укрупняет диаметр блока, как было описано выше. По этой причине диаметр блока может составлять 2 мкм или более в некоторых случаях, даже когда средний диаметр предшествующих γ-зерен микроструктуры составляет менее 5 мкм. В этом случае стойкость к сульфидному растрескиванию под напряжением является низкой.
[0042]
Следовательно, например, в процессе закалки скорость нагревания устанавливается равной 10°C/с или больше, и кроме того быстрое охлаждение используется для охлаждения до точки Ms. Более конкретно, авторы настоящего изобретения нашли, что установка скорости охлаждения от 500 до 200°C равной 5°C/с или больше позволяет предотвратить укрупнение зерен в процессе закалки, чтобы уменьшить диаметр блока до менее чем 2 мкм.
[0043]
Стальной материал в соответствии с настоящим изобретением, который был получен на основе вышеописанных находок, имеет следующий химический состав, мас.%: C: от 0,15 до 0,45, Si: от 0,10 до 1,0, Mn: от 0,10 до 0,8, P: 0,050 или меньше, S: 0,010 или меньше, Al: от 0,01 до 0,1, N: 0,010 или меньше, Cr: от 0,1 до 2,5, Mo: от 0,35 до 3,0, Co: от 0,05 до 2,0, Ti: от 0,003 до 0,040, Nb: от 0,003 до 0,050, Cu: от 0,01 до 0,50, Ni: от 0,01 до 0,50, V: от 0 до 0,5, B: от 0 до 0,003, W: от 0 до 1,0, Ca: от 0 до 0,004, Mg: от 0 до 0,004, и редкоземельный металл: от 0 до 0,004, с остатком из Fe и примесей, и удовлетворяет Формуле (1) и Формуле (2). Диаметр предшествующего аустенитного зерна его микроструктуры составляет меньше чем 5 мкм. Диаметр блока микроструктуры составляет меньше чем 2 мкм. Микроструктура содержит мартенсит отпуска и отпущенный бейнит в количестве 90 об.% или больше.
C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15 - Co/6+α≥0,70 (1)
(3C+Mo+3Co)/(3Mn+Cr) ≥1,0 (2)
Эффективный B=B - 11(N - Ti/3,4)/14 (3)
Здесь α в Формуле (1) равно 0,250, когда количество эффективного B, определяемое Формулой (3) (мас.%), составляет 0,0003 мас.% или больше, или ноль, когда количество эффективного B составляет меньше чем 0,0003 мас.%. Символы элементов в Формулах (1) - (3) соответствуют содержаниям соответствующих элементов (в мас.%).
[0044]
Химический состав может содержать V: от 0,015 мас.% до 0,5 мас.%.
[0045]
Химический состав может содержать один или более элементов, выбираемых из группы, состоящей из В: от 0,0003 мас.% до 0,003 мас.% и W: от 0,05 мас.% до 1,0 мас.%.
[0046]
Химический состав может содержать один или более элементов, выбираемых из группы, состоящей из Ca: от 0,0003 мас.% до 0,004 мас.%, Mg: от 0,0003 мас.% до 0,004 мас.%, и редкоземельный металл: от 0,0003 мас.% до 0,004 мас.%.
[0047]
Имея вышеупомянутый химический состав и микроструктуру, стальная труба для нефтяной скважины в соответствии с настоящим изобретением показывает превосходную прочность и стойкость к сульфидному растрескиванию под напряжением, даже когда ее толщина стенки составляет 15 мм или больше.
[0048]
Далее будут подробно описаны стальной материал и стальная труба для нефтяной скважины в соответствии с настоящим изобретением. Знак «%» после каждого элемента означает мас.%, если явно не указано иное.
[0049]
[Химический состав]
Химический состав стального материала в соответствии с настоящим изобретением содержит следующие элементы.
[0050]
C: от 0,15 мас.% до 0,45 мас.%
Углерод (C) улучшает закаливаемость, улучшая прочность стали. В дополнение к этому, C способствует сфероидизации карбидов при отпуске, улучшая стойкость к сульфидному растрескиванию под напряжением. Кроме того, C объединяется с Mo или V, образуя их карбиды, улучшая стойкость к размягчению при отпуске. Кроме того, когда карбиды диспергируются, прочность стали повышается. Чрезмерно низкое содержание C не позволяет получить эти эффекты. Напротив, чрезмерно высокое содержание C уменьшает ударную вязкость стали, делая растрескивание при закалке более вероятным. Соответственно, содержание C составляет от 0,15 до 0,45 мас.%. Нижний предел содержания С предпочтительно составляет 0,20 мас.%, и более предпочтительно 0,25 мас.%. Верхний предел содержания C предпочтительно составляет 0,35 мас.%, и более предпочтительно 0,30 мас.%.
[0051]
Si: от 0,10 мас.% до 1,0 мас.%
Кремний (Si) раскисляет сталь. Чрезмерно низкое содержание Si не позволяет получить этот эффект. Напротив, чрезмерно высокое содержание Si вызывает чрезмерное образование остаточного аустенита, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание Si составляет от 0,10 мас.% до 1,0 мас.%. Нижний предел содержания Si предпочтительно составляет 0,15 мас.%, и более предпочтительно 0,20 мас.%. Верхний предел содержания Si предпочтительно составляет 0,85 мас.%, и более предпочтительно 0,50 мас.%.
[0052]
Mn: от 0,10 мас.% до 0,8 мас.%
Марганец (Mn) раскисляет сталь. В дополнение к этому, Mn улучшает закаливаемость, улучшая прочность стали. Чрезмерно низкое содержание Mn не позволяет получить эти эффекты. Напротив, чрезмерно высокое содержание Mn заставляет Mn сегрегироваться на границах зерна вместе с примесями, такими как P и S. В этом случае стойкость стали к сульфидному растрескиванию под напряжением ухудшается. Соответственно, содержание Mn составляет от 0,10 мас.% до 0,8 мас.%. Нижний предел содержания Mn предпочтительно составляет 0,25 мас.%, и более предпочтительно 0,28 мас.%. Верхний предел содержания Mn предпочтительно составляет 0,65 мас.%.
[0053]
P: 0,050 мас.% или меньше
Фосфор (P) является примесью. P сегрегируется на границах зерна, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Соответственно содержание фосфора составляет 0,050 мас.% или меньше. Содержание P предпочтительно составляет 0,020 мас.% или меньше. Содержание Р предпочтительно является настолько низким, насколько это возможно.
[0054]
S: 0,010 мас.% или меньше
Сера (S) является примесью. S сегрегируется на границах зерна, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание серы составляет 0,010 мас.% или меньше. Содержание S предпочтительно составляет 0,005 мас.% или меньше, более предпочтительно 0,003 мас.% или меньше. Содержание S предпочтительно является настолько низким, насколько это возможно.
[0055]
Al: от 0,01 мас.% до 0,1 мас.%
Алюминий (Al) раскисляет сталь. Чрезмерно низкое содержание Al не позволяет достичь этого эффекта, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Напротив, чрезмерно высокое содержание Al вызывает образование грубых включений на основе оксида, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание Al составляет от 0,01 мас.% до 0,1 мас.%. Нижний предел содержания Al предпочтительно составляет 0,015 мас.%, и более предпочтительно 0,020 мас.%. Верхний предел содержания Al предпочтительно составляет 0,08 мас.%, и более предпочтительно 0,05 мас.%. Термин «содержание Al», используемый в настоящем документе, означает содержание «кислоторастворимого Al», то есть «растворимого Al».
[0056]
N: 0,010 мас.% или меньше
Азот (N) неизбежно содержится в стали. N образует грубый нитрид, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание N составляет 0,010 мас.% или меньше. Содержание N предпочтительно составляет 0,005 мас.% или меньше, более предпочтительно 0,004 мас.% или меньше. Содержание N предпочтительно является настолько низким, насколько это возможно. Однако когда небольшое количество Ti содержится с намерением измельчения зерна посредством выделения его мелкого нитрида, содержание N предпочтительно составляет 0,002 мас.% или больше.
[0057]
Cr: от 0,1 мас.% до 2,5 мас.%
Хром (Cr) улучшает закаливаемость стали, улучшая ее прочность. Чрезмерно низкое содержание Cr не позволяет получить этот эффект. Напротив, чрезмерно высокое содержание Cr уменьшает стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание Cr составляет от 0,1 мас.% до 2,5 мас.%. Нижний предел содержания Cr предпочтительно составляет 0,25 мас.%, и более предпочтительно 0,30 мас.%. Верхний предел содержания Cr предпочтительно составляет 1,5 мас.%, и более предпочтительно 1,3 мас.%.
[0058]
Mo: от 0,35 мас.% до 3,0 мас.%
Молибден (Mo) улучшает закаливаемость стали. В дополнение к этому, Mo образует свои мелкие карбиды, улучшая стойкость стали к размягчению при отпуске и улучшая стойкость к сульфидному растрескиванию под напряжением в окружающей среде H2S с высоким давлением. Чрезмерно низкое содержание Mo не позволяет получить эти эффекты. Напротив, чрезмерно высокое содержание Mo приводит к насыщению этих эффектов. Соответственно, содержание Мо составляет от 0,35 мас.% до 3,0 мас.%. Нижний предел содержания Мо предпочтительно составляет 0,40 мас.%, и более предпочтительно 0,50 мас.%. Верхний предел содержания Мо предпочтительно составляет 2,0 мас.%, и более предпочтительно 1,75 мас.%.
[0059]
Co: от 0,05 мас.% до 2,0 мас.%
Кобальт (Co) улучшает стойкость стали к сульфидному растрескиванию под напряжением в среде с высоким содержанием H2S. Причина этого неясна, но мыслится следующей. В кислой окружающей среде Co концентрируется на поверхности стали, предотвращая вход водорода в сталь. Это улучшает стойкость стали к сульфидному растрескиванию под напряжением. Чрезмерно низкое содержание Co не позволяет получить этот эффект. Напротив, чрезмерно высокое содержание Co уменьшает закаливаемость стали, уменьшая прочность стали. В дополнение к этому, чрезмерно высокое содержание Co вызывает огрубление диаметра блока, уменьшая стойкость к сульфидному растрескиванию под напряжением. Соответственно, содержание Co составляет от 0,05 мас.% до 2,0 мас.%. Нижний предел содержания Co предпочтительно составляет больше чем 0,05 мас.%, более предпочтительно 0,10 мас.%, и еще более предпочтительно 0,25 мас.%. Верхний предел содержания Co предпочтительно составляет 1,5 мас.%, и более предпочтительно 1,25 мас.%.
[0060]
Ti: от 0,003 мас.% до 0,040 мас.%
Титан (Ti) образует нитриды, проявляя эффект скрепления для измельчения зерен. Это улучшает прочность стали. Чрезмерно низкое содержание Ti не позволяет получить этот эффект. Напротив, чрезмерно высокое содержание Ti вызывает огрубление нитрида Ti, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание Ti составляет от 0,003 мас.% до 0,040 мас.%. Нижний предел содержания Ti предпочтительно составляет 0,005 мас.%. Верхний предел содержания Ti предпочтительно составляет 0,020 мас.%, и более предпочтительно 0,015 мас.%.
[0061]
Nb: от 0,003 мас.% до 0,050 мас.%
Ниобий (Nb) объединяется с C и/или N, образуя карбиды, нитриды или карбонитриды (в дальнейшем упоминаемые как карбонитриды и т.д.). Эти карбонитриды и т.д. измельчают зерна, улучшая прочность стали. Чрезмерно низкое содержание Nb не позволяет получить этот эффект. Напротив, чрезмерно высокое содержание Nb вызывает образование грубых включений, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание Nb составляет от 0,003 мас.% до 0,050 мас.%. Нижний предел содержания Nb предпочтительно составляет 0,007 мас.%, и более предпочтительно 0,010 мас.%. Верхний предел содержания Nb предпочтительно составляет 0,025 мас.%.
[0062]
Cu: от 0,01 мас.% до 0,50 мас.%
Медь (Cu) улучшает закаливаемость стали, улучшая прочность стали. Чрезмерно низкое содержание Cu не позволяет получить эти эффекты. Напротив, чрезмерно высокое содержание Cu заставляет сталь захватывать водород, уменьшая стойкость к сульфидному растрескиванию под напряжением. Соответственно, содержание Cu составляет от 0,01 мас.% до 0,50 мас.%. Нижний предел содержания Cu предпочтительно составляет 0,02 мас.%, и более предпочтительно 0,05 мас.%. Верхний предел содержания Cu предпочтительно составляет 0,35 мас.%, и более предпочтительно 0,25 мас.%.
[0063]
Ni: от 0,01 мас.% до 0,50 мас.%
Никель (Ni) улучшает закаливаемость стали, улучшая прочность стали. Чрезмерно низкое содержание Ni не позволяет получить эти эффекты. Напротив, чрезмерно высокое содержание Ni способствует локальной коррозии, уменьшая стойкость к сульфидному растрескиванию под напряжением. Соответственно, содержание Ni составляет от 0,01 мас.% до 0,50 мас.%. Нижний предел содержания Ni предпочтительно составляет 0,02 мас.%, и более предпочтительно 0,05 мас.%. Верхний предел содержания Ni предпочтительно составляет 0,45 мас.%, и более предпочтительно 0,25 мас.%.
[0064]
Остаток химического состава стального материала в соответствии с настоящим изобретением представляет собой Fe и примеси. Здесь примеси относятся к примесям из руд и отходов, используемых в качестве сырья для стального материала, производственной среды, и т.п., при производстве стального материала промышленным способом, и которые допускается смешивать в стальном материале в пределах диапазона, в котором эти примеси не оказывают вредного воздействия на стальной материал в соответствии с настоящим изобретением.
[0065]
[Дополнительные элементы]
Химический состав описанного выше стального материала может дополнительно содержать V вместо части Fe.
[0066]
V: от 0 мас.% до 0,5 мас.%
Ванадий (V) является опциональным элементом, и может не содержаться. Когда он содержится, V образует карбонитриды и т.д., измельчая зерна и улучшая прочность стали. Однако чрезмерно высокое содержание V уменьшает ударную вязкость стали. Соответственно, содержание ванадия составляет от 0 мас.% до 0,5 мас.%. Нижний предел содержания ванадия предпочтительно составляет 0,015 мас.%, и более предпочтительно 0,030 мас.%. Верхний предел содержания V предпочтительно составляет 0,30 мас.%, и более предпочтительно 0,20 мас.%.
[0067]
Химический состав описанного выше стального материала может дополнительно содержать вместо части Fe один или более элементов, выбираемых из группы, состоящей из B и W.
[0068]
B: от 0 мас.% до 0,003 мас.%
Бор (B) является опциональным элементом, и может не содержаться. Когда он содержится, B растворяется в стали, улучшая закаливаемость стали и улучшая прочность стали. Однако чрезмерно высокое содержание B вызывает образование грубого нитрида, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание B составляет от 0 мас.% до 0,003 мас.%. Нижний предел содержания В предпочтительно составляет 0,0003 мас.%, и более предпочтительно 0,0007 мас.%. Верхний предел содержания В предпочтительно составляет 0,0015 мас.%, и более предпочтительно 0,0012 мас.%.
[0069]
W: от 0 мас.% до 1,0 мас.%
Вольфрам (W) является опциональным элементом, и может не содержаться. Когда он содержится, W растворяется в стали, улучшая закаливаемость стали и улучшая прочность стали. Однако чрезмерно высокое содержание W вызывает образование грубого карбида, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание W составляет от 0 мас.% до 1,0 мас.%. Нижний предел содержания W предпочтительно составляет 0,05 мас.%, и более предпочтительно 0,10 мас.%. Верхний предел содержания W предпочтительно составляет 0,75 мас.%, и более предпочтительно 0,5 мас.%.
[0070]
Химический состав описанного выше стального материала может дополнительно содержать вместо части Fe один или более элементов, выбираемых из группы, состоящей из Ca, Mg и редкоземельного металла. Эти элементы являются опциональными и улучшают формы сульфидов, улучшая стойкость стали к сульфидному растрескиванию под напряжением.
[0071]
Ca: от 0 мас.% до 0,004 мас.%
Кальций (Ca) является дополнительным элементом, и может не содержаться. Когда он содержится, Ca объединяется с серой в стали. Это делает серу в стали безопасной в форме сульфидов, улучшая стойкость стали к сульфидному растрескиванию под напряжением. Однако чрезмерно высокое содержание Ca огрубляет оксид в стали, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание Ca составляет от 0 мас.% до 0,004 мас.%. Нижний предел содержания Ca предпочтительно составляет 0,0003 мас.%, и более предпочтительно 0,0006 мас.%. Верхний предел содержания Ca предпочтительно составляет 0,0025 мас.%, и более предпочтительно 0,0020 мас.%.
[0072]
Mg: от 0 мас.% до 0,004 мас.%
Магний (Mg) является дополнительным элементом и может не содержаться. Когда он содержится, Mg делает серу в стали безопасной в форме сульфида, улучшая стойкость стали к сульфидному растрескиванию под напряжением. Однако чрезмерно высокое содержание Mg огрубляет оксид в стали, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание Mg составляет от 0 до 0,004 мас.%. Нижний предел содержания Mg предпочтительно составляет 0,0003 мас.%, более предпочтительно 0,0006 мас.%, и еще более предпочтительно 0,0010 мас.%. Верхний предел содержания Mg предпочтительно составляет 0,0025 мас.%, и более предпочтительно 0,0020 мас.%.
[0073]
Редкоземельный металл: от 0 мас.% до 0,004 мас.%
Редкоземельный металл (REM) является дополнительным элементом и может не содержаться. Когда он содержится, REM измельчает сульфиды в стали, улучшая стойкость стали к сульфидному растрескиванию под напряжением. В дополнение к этому, REM объединяется с P в стали, предотвращая сегрегацию P на границах кристаллического зерна. Это ингибирует уменьшение стойкости стали к сульфидному растрескиванию под напряжением, которое можно приписать сегрегации P. Однако чрезмерно высокое содержание REM вызывает огрубление оксида, уменьшая стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание REM составляет от 0 мас.% до 0,004 мас.%. Нижний предел содержания REM предпочтительно составляет 0,0003 мас.%, более предпочтительно 0,0006 мас.%, и еще более предпочтительно 0,0010 мас.%. Верхний предел содержания REM предпочтительно составляет 0,0025 мас.%, и более предпочтительно 0,0020 мас.%.
[0074]
REM в настоящем документе относится к одному или более типам элементов выбираемых из группы, состоящей из иттрия (Y) с атомным номером 39, лантаноидов, включая лантан (La) с атомным номером 57 и до лютеция (Lu) с атомным номером 71, и актиноидов, включая актиний (Ac) с атомным номером 89 и до лоуренсия (Lr) с атомным номером 103. Содержание REM, используемое в настоящем документе, относится к полному содержанию этих элементов.
[0075]
[Формула (1) и Формула (2)]
Химический состав дополнительно удовлетворяет Формуле (1) и Формуле (2).
C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15 - Co/6+α≥0,70 (1)
(3C+Mo+3Co)/(3Mn+Cr) ≥1,0 (2)
Эффективный B = B - 11(N - Ti/3,4)/14 (3)
Здесь α в Формуле (1) равно 0,250, когда количество эффективного B, определяемое Формулой (3) (мас.%), составляет 0,0003 мас.% или больше, или ноль, когда количество эффективного B составляет меньше чем 0,0003 мас.%. Символы элементов в Формулах (1) - (3) соответствуют содержаниям соответствующих элементов (в мас.%).
[0076]
[Формула (1)]
F1 определяется как F1=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15 - Co/6+α. F1 представляет собой индекс закаливаемости. Когда значение F1 равно 0,70 или больше, превосходная закаливаемость получается даже при содержании Co, и объемные доли мартенсита отпуска и отпущенного бейнита в микроструктуре становятся равными в сумме 90% или больше. В результате получается превосходная стойкость к сульфидному растрескиванию под напряжением. Нижний предел F1 предпочтительно составляет 0,75, более предпочтительно 0,85, еще более предпочтительно 1,0. Верхний предел F1 предпочтительно составляет 1,5.
[0077]
В F1 значение α определяется в зависимости от количества эффективного B (количества растворенного B), которое определяется Формулой (3). В частности, α равно 0,250, когда количество эффективного B, определяемое Формулой (3), составляет 0,0003 мас.% или больше, или ноль, когда количество эффективного B составляет меньше чем 0,0003 мас.%. Когда количество эффективного B в Формуле (3) больше, чем содержание B, значение эффективного B принимается равным содержанию B.
[0078]
[Формула (2)]
F2 определяется как F2=(3C+Mo+3Co)/(3Mn+Cr). F2 представляет собой индекс стойкости к сульфидному растрескиванию под напряжением. Когда F2 равно 1,0 или больше, отношение содержания элементов, улучшающих стойкость к сульфидному растрескиванию под напряжением (C, Mo и Co), к содержанию Mn и Cr (элементы, которые способствуют закаливаемости, в то время как их чрезмерное содержание может уменьшать стойкость к сульфидному растрескиванию под напряжением) является большим. В результате получается превосходная стойкость к сульфидному растрескиванию под напряжением в среде H2S с высоким давлением. Верхний предел F2 предпочтительно составляет 3,0.
[0079]
[Микроструктура]
[Диаметр предшествующего γ-зерна и диаметр блока]
В микроструктуре стального материала в соответствии с настоящим изобретением диаметр предшествующего γ-зерна составляет менее 5 мкм. В микроструктуре диаметр блока составляет менее 2 мкм. В результате возможно установить совместимость между высокой прочностью, такой как предел текучести 862 МПа или больше, и стойкостью к сульфидному растрескиванию под напряжением.
[0080]
Среди мартенситных субструктур группу пластинок с практически одинаковой ориентацией называют мартенситным блоком. Среди бейнитных субструктур группа бейнитных пластинок с практически одинаковой ориентацией называют бейнитным блоком. В настоящем варианте осуществления блоки мартенсита и блоки бейнита все вместе называют блоками. В настоящем варианте осуществления в карте кристаллической ориентации, полученной с помощью полевого эмиссионного сканирующего электронного микроскопа методом дифракционной картины обратного рассеяния электронов (FESEM-EBSP), который будет описан позже, граница между зерном мартенсита и зерном бейнита, имеющими разницу в ориентации 15° или больше, определяется как граница блока. Зона, окруженная границей блока, определяется как один блок.
[0081]
Измельчая блоки, возможно улучшить твердость мартенсита и бейнита. Улучшая твердость мартенсита и бейнита, возможно улучшить прочность мартенсита и бейнита. В дополнение к этому, измельчая блоки, возможно улучшить стойкость к сульфидному растрескиванию под напряжением. В результате возможно установить совместимость между высокой прочностью, такой как предел текучести 862 МПа или больше, и стойкостью к сульфидному растрескиванию под напряжением. Нижний предел диаметра блока предпочтительно составляет 0,2 мкм.
[0082]
Для измельчения блоков сначала измельчаются предшествующие γ-зерна. Следовательно, например, скорость нагревания при закалке устанавливается равной 10°C/с или больше. Однако, когда содержится Co, как в настоящем варианте осуществления, Co повышает точку Ms. Следовательно, при содержании Co диаметр блока может быть огрублен даже при мелком предшествующем γ-зерне.
[0083]
Причина этого неясна, но считается, что диаметр блока огрубляется за счет того, что Co повышает точку Ms, уменьшая закаливаемость.
[0084]
Таким образом, в настоящем варианте осуществления скорость охлаждения в процессе закалки от 500 до 200°C устанавливается равной 5°C/с или больше. В этом случае возможно предотвратить огрубление зерен при закалке в достаточной степени для того, чтобы уменьшить диаметр блока до менее чем 2 мкм.
[0085]
[Способ для измерения диаметра предшествующего γ-зерна]
Диаметр предшествующего γ-зерна определяется следующим способом. Тестовый образец берется из стального материала в состоянии после закалки. В случае стальной трубы поперечное сечение тестового образца представляет собой поверхность стальной трубы, перпендикулярную оси стальной трубы, и тестовый образец берется из центральной части толщины стенки стальной трубы. Тестовый образец подвергается зеркальной полировке, а затем его предшествующие γ-зерна обнажаются путем использования насыщенного водного раствора пикриновой кислоты. В тестовом образце диаметр предшествующего γ-зерна (средний диаметр предшествующих γ-зерен) измеряется в каждом из любых десяти полей зрения. Это измерение выполняется с помощью способа отрезка прямой, описанного в стандарте JIS G0551 (2005) с наблюдением в оптический микроскоп с увеличением 1000x. В каждом поле зрения вычисляется размера предшествующего γ-зерна. Десять рассчитанных значений размера предшествующего γ-зерна усредняются, чтобы определить их среднее значение (средний размер предшествующего γ-зерна). На основе этого среднего значения размера предшествующего γ-зерна вычисляется средняя площадь зерен. Из этой средней площади вычисляется диаметр эквивалентной окружности, и этот диаметр эквивалентной окружности определяется как диаметр предшествующего γ-зерна.
[0086]
[Способ для измерения диаметра блока]
В настоящем варианте осуществления диаметр блока (мкм) определяется на основе карты кристаллической ориентации, полученной с помощью FESEM-EBSP, без различия между блоками мартенсита и блоками бейнита. В частности, измерение EBSP выполняется в полях зрения размером 50 мкм × 50 мкм с шагом 0,1 мкм между ними. По результатам измерения EBSP получается рисунок Кикучи, по которому идентифицируется ориентация α-Fe. На основе ориентации α-Fe определяется показатель кристаллической ориентации. Из показателя кристаллической ориентации определяются зоны, окруженные смежными кристаллами с разницей в ориентации 15° или больше, и получается карта кристаллической ориентации. Зона, окруженная кристаллами с разницей в ориентации 15° или больше, определяется как одно зерно в блоке. Для каждого блока его диаметр эквивалентной окружности определяется из его площади. Среднее значение диаметров эквивалентной окружности в полях зрения вычисляется и определяется как диаметр блока.
[0087]
[Мартенсит отпуска и отпущенный бейнит]
Стальной материал в соответствии с настоящим изобретением содержит Co. Со повышает точку Ms. Следовательно, микроструктура стального материала в соответствии с настоящим изобретением включает в себя главным образом мартенсит отпуска и отпущенный бейнит. Более конкретно, микроструктура включает в себя в общей сложности 90 об.% или больше мартенсита отпуска и отпущенного бейнита. Остаток микроструктуры включает в себя, например, остаточный аустенит и т.п. Когда микроструктура содержит в общей сложности 90 об.% или больше мартенсита отпуска и отпущенного бейнита, стойкость к сульфидному растрескиванию под напряжением улучшается. Микроструктура предпочтительно состоит из единственной фазы мартенсита отпуска. Содержание отпущенного бейнита предпочтительно составляет 2-10 об.%.
[0088]
Объемная доля мартенсита отпуска и отпущенного бейнита в микроструктуре коррелирует с разностью между максимальным значением и минимальным значением твердости по Роквеллу (HRC) стального материала после закалки и отпуска.
[0089]
Максимальное значение твердости по Роквеллу стального материала, подвергнутого закалке и отпуску, определяется как HRCmax. Минимальное значение твердости по Роквеллу стального материала, подвергнутого закалке и отпуску, определяется как HRCmin. Разность между HRCmax и HRCmin определяется как ΔHRC.
ΔHRC=HRCmax - HRCmin
Когда ΔHRC меньше чем 2,0, считается, что микроструктура стального материала включает в себя в общей сложности 90 об.% или больше мартенсита отпуска и отпущенного бейнита.
[0090]
Например, в стальном материале твердость по Роквеллу на поверхности стального материала составляет HRCmax, а твердость по Роквеллу в центральной части толщины стального материала (в дальнейшем называемой центральной частью стального материала) составляет HRCmin. Причина этого заключается в следующем. Скорость охлаждения при закалке является высокой на поверхности стального материала и низкой в центральной части стального материала. Следовательно, в стальном материале в состоянии после закалки разность в объемной доле мартенсита и бейнита между его поверхностью и его центральной частью может быть большой. Поскольку объемная доля мартенсита и бейнита в микроструктуре коррелирует с твердостью по Роквеллу, разность в твердости по Роквеллу между поверхностью стального материала и центральной частью стального материала в состоянии после закалки в этом случае является большой. Когда стальной материал подвергается обработке отпуском, твердость стального материала уменьшается как на поверхности стального материала, так и в его центральной части, и также уменьшается разница в твердости по Роквеллу между поверхностью стального материала и центральной частью стального материала, но разница в твердости по Роквеллу между поверхностью стального материала и центральной частью стального материала все еще остается. Следовательно, твердость по Роквеллу на поверхности стального материала составляет HRCmax, а твердость по Роквеллу в центральной части стального материала составляет HRCmin. Когда ΔHRC равно 2,0 или больше, твердость центральной части стального материала является слишком низкой. Когда ΔHRC составляет меньше чем 2,0, достаточная твердость получается даже в центральной части стального материала, и в этом случае считается, что объемная доля мартенсита отпуска и отпущенного бейнита в центральной части стального материала составляет в сумме 90% или больше.
[0091]
Значение ΔHRC измеряется следующим способом. Чтобы определить твердость по Роквеллу (HRC), испытание на твердость по Роквеллу (шкала C) в соответствии со стандартом JIS Z2245 (2011) проводится в любых трех точках в каждом положении на глубине 2,0 мм от верхней поверхности стального материала (внешней поверхности в случае стальной трубы), в положении на глубине 2,0 мм от нижней поверхности стального материала (внутренней поверхности в случае стальной трубы) и в центральном положении стального материала в направлении толщины. Максимальное значение полученной твердости определяется как HRCmax, а минимальное значение определяется как HRCmin, и когда ΔHRC составляет менее 2,0, считается, что объемная доля мартенсита отпуска и отпущенного бейнита стального материала составляет в сумме 90% или более. Когда ΔHRC составляет 2,0 или больше, считается, что объемная доля мартенсита отпуска и отпущенного бейнита составляет в сумме меньше чем 90% в положении HRCmin.
[0092]
[Форма стального материала]
Форма стального материала не ограничивается какой-либо одной конкретной формой. Стальной материал представляет собой, например, стальную трубу или стальной лист. Когда стальной материал представляет собой стальную трубу для нефтяной скважины, ее предпочтительная толщина стенки составляет 9-60 мм. Настоящее изобретение является особенно подходящим к толстостенной стальной трубе для нефтяной скважины. Более конкретно, даже когда стальной материал в соответствии с настоящим изобретением представляет собой толстостенную стальную трубу для нефтяной скважины, имеющую толщину 15 мм или больше, или 20 мм или больше, стальной материал проявляет высокую прочность и превосходную стойкость к сульфидному растрескиванию под напряжением.
[0093]
[Прочность стального материала]
Предел текучести стального материала настоящего варианта осуществления составляет 862 МПа или больше. Предел текучести, используемый в настоящем документе, относится к нижнему пределу текучести (МПа). Короче говоря, предел текучести стального материала настоящего варианта осуществления соответствует классу 125 ksi. Даже при такой высокой прочности стальной материал настоящего варианта осуществления обладает превосходной стойкостью к сульфидному растрескиванию под напряжением за счет описанных выше химического состава и микроструктуры.
[0094]
[Способ производства]
В качестве одного примера способа производства описанного выше стального материала будет описан способ производства стальной трубы для нефтяной скважины. Способ для производства стальной трубы для нефтяной скважины включает в себя процесс подготовки исходного материала (подготовительный процесс), процесса подвергания исходного материала горячей обработке для получения полой гильзы (процесс горячей обработки), и процессы подвергания этой полой гильзы закалке и отпуску для того, чтобы получить стальную трубу для нефтяной скважины (процесс закалки и процесс отпуска). Каждый из этих процессов будет подробно описан ниже.
[0095]
[Подготовительный процесс]
Производится расплавленная сталь, имеющая вышеописанный химический состав и удовлетворяющая Формулам (1) и (2). Эта расплавленная сталь используется для того, чтобы произвести исходный материал. В частности, расплавленная сталь используется для производства отливки (сляба, блюма или заготовки) посредством процесса непрерывной разливки. Расплавленная сталь может также использоваться для производства слитка металла с помощью процесса изготовления слитка. Сляб, блюм или слиток могут быть подвергнуты обработке в заготовку по мере необходимости. Посредством этих процессов производится исходный материал (сляб, блюм или заготовка).
[0096]
[Процесс горячей обработки]
Подготовленный исходный материал подвергается горячей обработке в полую гильзу. Сначала заготовка нагревается в нагревательной печи. Заготовка, вынутая из нагревательной печи, подвергается горячей обработке в полую гильзу (бесшовную стальную трубу). Например, косая процесс Маннесмана выполняется в качестве горячей обработки для того, чтобы произвести полую гильзу. В этом случае прошивной пресс используется для того, чтобы подвергнуть круглую заготовку прошивной прокатке. Круглая заготовка, подвергнутая прошивной прокатке, дополнительно подвергается горячей прокатке с помощью стана для прокатки на оправке, обжимного стана, калибровочного стана и т.п., чтобы получить полую гильзу.
[0097]
Полая гильза может быть произведена из заготовки с помощью других процессов горячей обработки. Например, в случае короткой толстостенной стальной трубы для нефтяных скважин, такой как соединение, полая гильза может быть произведена с помощью ковки. Посредством вышеупомянутых процессов производится полая гильза, имеющая толщину стенки 9-60 мм.
[0098]
Полая гильза, произведенная с помощью горячей обработки, может охлаждаться воздухом (в состоянии после прокатки). Стальная труба, произведенная путем горячей обработки, вместо охлаждения до нормальной температуры может быть подвергнута прямой закалке после горячей прокатки или закалке после горячей прокатки и последующего вспомогательного нагревания (повторного нагревания). Однако, когда выполняется прямая закалка или закалка после вспомогательного нагревания, более предпочтительно остановить охлаждение в середине закалки или выполнить мягкое охлаждение с целью предотвращения растрескивания при закалке.
[0099]
Когда выполняется прямая закалка после горячей прокатки или закалка после горячей прокатки и последующего вспомогательного нагревания, предпочтительно выполнять обработку отжига для снятия напряжения (обработку SR) между закалкой и термической обработкой следующего процесса с целью удаления остаточного напряжения. Далее процесс закалки будет описан подробно.
[0100]
[Процесс закалки]
Полая гильза, подвергнутая горячей обработке, подвергается закалке. Путем задания условий закалки диаметр предшествующего γ-зерна доводится до величины менее 5 мкм, а диаметр блока доводится до величины менее 2 мкм. Закалка выполняется с использованием, например, высокочастотной индукционной печи. В случае использования высокочастотной индукционной печи управляют скоростью нагревания для достижения конечной температуры, а также самой конечной температурой. Предпочтительной начальной температурой нагревания является комнатная температура. В этом случае измельчение зерна дополнительно облегчается. Предпочтительная скорость нагревания составляет 10°C/с или больше, а предпочтительная конечная температура составляет 850-920°C. Когда конечная температура составляет 1000°C или меньше, возможно ингибировать огрубление диаметра предшествующего γ-зерна. При конечной температуре полая гильза предпочтительно выдерживается в течение 5-180 с. Когда время выдержки составляет 180 с или меньше, возможно ингибировать огрубление диаметра предшествующего γ-зерна. Когда другие условия удовлетворяются, и скорость нагревания составляет 10°C/с или больше, возможно уменьшить диаметр предшествующего γ-зерна до менее чем 5 мкм.
[0101]
Предпочтительно, принудительное охлаждение со скоростью охлаждения 5°C/с или больше начинается до того, как температура положения, где скорость охлаждения является самой низкой из положений в направлении толщины стенки, понижается до точки Ar3 или меньше. В этом случае предел текучести может быть дополнительно улучшен.
[0102]
Предпочтительно скорость охлаждения в диапазоне от 500 до 200°C устанавливается равной 5°C/с или больше. В результате возможно уменьшить диаметр блока до величины менее чем 2 мкм. В том случае, когда содержится Co, когда скорость нагревания при вышеупомянутой закалке составляет 10°C/с или больше, диаметр предшествующего γ-зерна может быть доведен до величины менее чем 5 мкм, но когда скорость охлаждения от 500 до 200°C составляет менее 5°C/с, диаметр блока становится равным 2 мкм или больше. Более предпочтительный нижний предел скорости охлаждения от 500 до 200°C составляет 10°C/с.
[0103]
Скорость охлаждения от 500 до 200°C может быть установлена равной 5°C/с или больше путем, например, выполнения охлаждения разбрызгиванием с плотностью распыления воды 0,15 м3/мин×м2 или больше.
[0104]
Закалка может выполняться множество раз. В случае выполнения закалки множество раз предпочтительно выполнять обработку SR между двумя последовательными закалками с целью удаления остаточного напряжения, создаваемого обработкой закалки. Посредством обработки SR возможно предотвратить образование растрескивания под воздействием окружающей среды после закалки. В случае выполнения обработки SR предпочтительная температура обработки составляет 600°C или меньше. В этом случае можно предотвратить огрубление аустенита.
[0105]
В том случае, когда обработка закалки выполняется множество раз, скорость охлаждения от 500 до 200°C может быть установлена равной 5°C/с или более только при последней закалке. В результате возможно уменьшить диаметр блока до величины менее чем 2 мкм.
[0106]
Закалка может выполняться с использованием газо-пламенной печи. Когда закалка выполняется с использованием газ-пламенной печи, предпочтительная скорость нагревания составляет 1°C/с или больше, а предпочтительная конечная температура составляет 850°C - 1000°C. При конечной температуре полая гильза предпочтительно выдерживается в течение 10 мин или больше. Когда закалка выполняется с использованием газ-пламенной печи, обработка закалки должна выполняться множество раз, чтобы уменьшить диаметр предшествующего γ-зерна до величины менее 5 мкм. В том случае, когда обработка выполняется множество раз, скорость охлаждения от 500 до 200°C может быть установлена равной 5°C/с или более только при последней закалке. В результате возможно уменьшить диаметр блока до величины менее чем 2 мкм.
[0107]
[Процесс отпуска]
Обработка отпуска выполняется после обработки закалки. Посредством обработки отпуска предел текучести стального материала доводится до 862-965 МПа. Предпочтительный нижний предел температуры отпуска составляет 650°C. Предпочтительный верхний предел температуры отпуска составляет 730°C. Предпочтительное время выдержки при температуре отпуска составляет 5-180 мин.
[0108]
В описанном выше способе производства способ для производства стальной трубы описан в качестве примера. Однако когда стальной материал в соответствии с настоящим изобретением может быть стальным листом или иметь другую форму, способ для производства стального листа аналогичным образом включает в себя процесс подготовки, процесс горячей обработки, процесс закалки и процесс отпуска.
ПРИМЕРЫ
[0109]
Были произведены расплавленные стали в количестве каждой 180 кг, имеющие химические составы, показанные в Таблице 4 и Таблице 5.
[0110]
[Таблица 4]
[0111]
[Таблица 5]
[0112]
Используя эти расплавленные стали, были получены слитки металла. Как показано в Таблице 6, слитки Тестов №№ 1-20 и 26-28 были подвергнуты горячей прокатке в стальные листы с толщиной 15 мм. В Тесте 20 условия закалки были одинаковыми для трех закалок.
[0113]
[Таблица 6]
[0114]
Стальные листы, подвергнутые горячей прокатке, были подвергнуты охлаждению до нормальной температуры. Каждый из стальных листов был повторно нагрет при условиях закалки, показанных в Таблице 6, а затем закален при скоростях охлаждения от 500 до 200°C, показанных в Таблице 6.
[0115]
Когда нагревание для закалки выполнялось в высокочастотной индукционной печи, время выдержки при конечной температуре составляло 5 с. Когда нагревание для закалки выполнялось атмосферным нагреванием в газовой печи, время выдержки при конечной температуре составляло 10 мин.
[0116]
После закалки каждый стальной лист был подвергнут обработке отпуска при температурах отпуска, показанных в Таблице 6. Температуры отпуска регулировались так, чтобы стальные листы соответствовали классу 125 ksi стандарта API. Для всех стальных листов время выдержки при температурах отпуска было установлено равным 60 мин. Посредством вышеописанных процессов был произведен каждый стальной лист.
[0117]
Для тестов №№ 21-25 закалка и отпуск были выполнены дважды. В частности, слитки были подвергнуты чистовой прокатке при 1000°С до толщины 35 мм, подвергнуты первому водяному охлаждению и отпущены при тех же температурах, что и соответствующие температуры чистовой прокатки в следующем процессе (показаны в Таблице 6). В дополнение к этому, горячая прокатка была выполнена при температурах чистовой горячей прокатки, показанных в Таблице 6, чтобы произвести стальные листы, имеющие толщину 15 мм. Посредством горячей прокатки их структуры были измельчены. Последующие процессы, то есть процесс второй закалки и последующий процесс, выполнялись как для тестов №№ 1-20 и 26-28.
[0118]
[Тест оценки]
[Тест измерения диаметра предшествующего γ-зерна]
Из центральной части толщины стенки закаленного листа был взят тестовый образец, и его средний диаметр предшествующих γ-зерен был измерен описанным выше способом.
[0119]
[Тест предела пластической деформации (YS) и прочности при растяжении (TS)]
Из центра толщины пластины каждого стального листа, подвергнутого описанным выше закалке и отпуску, был изготовлен образец круглого сечения для испытания на разрыв, имеющий диаметр 6,35 мм и длину параллельной части 35 мм. Направление оси каждого образца для испытания на разрыв совпадало с направлением прокатки стального листа. Каждый образец круглого сечения использовался для испытания на разрыв при нормальной температуре (25°C) в атмосфере, и были получены пределы текучести (YS) (МПа) и прочности при растяжении (TS). В настоящем примере нижние пределы текучести, полученные путем испытания на разрыв, были определены как пределы текучести (YS) соответствующих тестов.
[0120]
[Тест определения микроструктуры]
Каждый стальной лист, подвергнутый описанным выше окончательной закалке и отпуску, был подвергнут тесту определения твердости по Роквеллу (HRC), соответствующему стандарту JIS Z2245 (2011). В частности, твердость по Роквеллу (HRC) определялась в любых трех точках в каждом из положения на глубине 2,0 мм от верхней поверхности стального листа, на глубине 2,0 мм от нижней поверхности стального листа, и в положении центра в направлении толщины стального листа. Для каждого теста, кроме теста № 14, разность ΔHRC между максимальным значением и минимальным значением твердости по Роквеллу в девяти точках была меньше чем 2,0. Соответственно, в микроструктуре настоящего варианта осуществления считается, что объемная доля мартенсита отпуска и отпущенного бейнита составляла в сумме 90% или более даже в положении HRCmin.
[0121]
[Тест измерения диаметра блока]
Из центральной части толщины каждого стального листа, подвергнутого описанным выше обработке закалки и обработке отпуска, был взят тестовый образец, и его средний диаметр блока был измерен описанным выше способом.
[0122]
[Тест DCB]
Тест DCB, соответствующий Способу D стандарта NACE TM0177-96, проводился на каждом стальном листе для того, чтобы оценить его стойкость к сульфидному растрескиванию под напряжением. В частности, из центральной части толщины каждого стального листа брались три тестовых образца DCB, проиллюстрированные на Фиг. 2A. Тестовые образцы DCB были взяты таким образом, чтобы их продольные направления были параллельными к направлению прокатки. Кроме того, из каждого стального листа был изготовлен клин, проиллюстрированный на Фиг. 2B. Толщина клина t составляла 2,92 мм.
[0123]
Этот клин вводился в разрез между плечами тестового образца DCB. После этого тестовый образец DCB с введенным клином помещался в автоклав. В автоклав вводился раствор, включающий в себя 5%-й раствор деаэрированной соли, уксусную кислоту и ацетат натрия, смешанные вместе и доведенные до рН 3,5, так, чтобы газовая часть оставалась в автоклаве. Затем газообразный сероводород подавался в автоклав под давлением 10 атм, и жидкая фаза перемешивалась, чтобы насытить раствор газообразным сероводородом под высоким давлением.
[0124]
После этого автоклав герметизировался и выдерживался при 25°C в течение 336 час при перемешивании раствора. После этого автоклав декомпрессировался, и тестовый образец DCB был вынут.
[0125]
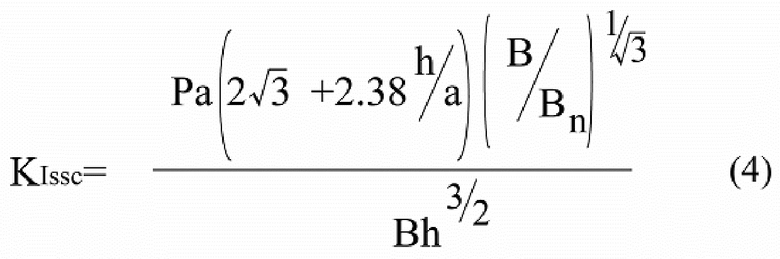
Шпильки были вставлены в отверстия, сформированные на концах плеч вынутого тестового образца DCB, и надрезанная часть открывалась с помощью разрывной машины для того, чтобы измерить напряжение Р открывания клином. В дополнение к этому, надрез тестового образца DCB открывался в жидком азоте, и измерялась длина а распространения трещины в погруженном состоянии тестового образца DCB. Длина а распространения трещины измерялась визуально с использованием штангенциркуля с нониусом. На основе полученного напряжения Р открывания клином и длины а распространения трещины значение вязкости разрушения KISSC (МПа√м) определялось с использованием Формулы (4).
[0126]
[Выражение 1]
[0127]
В Формуле (4) h обозначает высоту (мм) каждого плеча тестового образца DCB, B обозначает толщину (мм) тестового образца DCB, и Bn обозначает толщину перемычки (мм) тестового образца DCB. Все эти значения определены в Способе D стандарта NACE TM0177-96.
[0128]
Для каждого теста были определены значения вязкости разрушения KISSC (МПа√м) трех тестовых образцов DCB. Для каждого стального листа среднее значение вязкости разрушения трех из тестовых образцов DCB было определено как значение вязкости разрушения KISSC (МПа√м) каждого стального листа. Полученные значения вязкости разрушения KISSC показаны в Таблице 7. Когда значение вязкости разрушения KISSC, определенное выше, составляло 35 МПа√м или больше, считалось, что стальной лист имеет хорошую стойкость к сульфидному растрескиванию под напряжением. Следует отметить, что пространство между плечами, куда вводится клин перед погружением в тестовую ванну, влияет на значение KISSC. Следовательно, пространство между плечами измерялось микрометром, и было подтверждено, что оно соответствует стандарту API.
[0129]
[Таблица 7]
(МПа)
(МПа)
[0130]
[Результаты теста]
Результаты показаны в Таблице 6 и в Таблице 7.
[0131]
Для тестов 1-11 и 20 химические составы их стальных листов были подходящими и удовлетворяли Формулам (1) и (2). В дополнение к этому, поскольку их значения ΔHRC были меньше чем 2,0, их оценки микроструктуры были хорошими, и в общей сложности 90 об.% или больше каждой из их микроструктур состояли из мартенсита отпуска и отпущенного бейнита. В дополнение к этому, диаметры их предшествующих γ-зерен были меньше чем 5 мкм. В дополнение к этому, поскольку их скорости охлаждения от 500 до 200°C при закалке были равны 5°C/с или больше, их диаметры блока были меньше чем 2 мкм. В результате значения KISSC тестов №№ 1-11 и 20 были равны 35 МПа√м или больше, показывая превосходную стойкость к сульфидному растрескиванию под напряжением. Пределы текучести тестов №№ 1-11 и 20 были равны 900 МПа или больше.
[0132]
Для тестов №№ 21-25 химические составы их стальных листов были подходящими и удовлетворяли Формулам (1) и (2). В дополнение к этому, поскольку их значения ΔHRC были меньше чем 2,0, их оценки микроструктуры были хорошими, и в общей сложности 90 об.% или больше каждой из их микроструктур состояли из мартенсита отпуска и отпущенного бейнита. Для стальных листов тестов №№ 21-25 закалка и отпуск выполнялись дважды, и финишная температура горячей прокатки (перед закалкой) была установлена низкой для измельчения структуры, так что их диаметры предшествующих γ-зерен были измельчены до 3 мкм или меньше. В дополнение к этому, поскольку их скорости охлаждения от 500 до 200°C при закалке были равны 10°C/с или больше, их диаметры блока смогли быть измельчены до 1 мкм или меньше. В результате их значения KISSC составили 35 МПа√м или больше, в то время как их пределы текучести были больше чем 930 МПа, показывая превосходную стойкость к сульфидному растрескиванию под напряжением.
[0133]
В отличие от этого, стальной лист теста № 12 не содержал Co, и его значение F2 оказалось ниже нижнего предела Формулы (2). В результате его значение KISSC составило меньше чем 35 МПа√м, что указывает на недостаточную стойкость к сульфидному растрескиванию под напряжением.
[0134]
В стальном листе теста № 13 содержание Co было низким. В результате его значение KISSC составило меньше чем 35 МПа√м, что указывает на недостаточную стойкость к сульфидному растрескиванию под напряжением.
[0135]
В стальном листе теста № 14 значение F1 оказалось ниже нижнего предела Формулы (1). Его закаливаемость поэтому ухудшилась, оценка его микроструктуры была плохой, потому что значение ΔHRC составило 2,0 или больше, и объемная доля мартенсита отпуска и отпущенного бейнита в микроструктуре была в сумме меньше чем 90%. В результате его значение KISSC составило меньше чем 35 МПа√м, что указывает на недостаточную стойкость к сульфидному растрескиванию под напряжением. Причиной низкого значения вязкости разрушения KISSC предположительно является микроструктура, которая была неоднородной и включала мартенсит отпуска и отпущенный бейнит, а также остаточный аустенит.
[0136]
В стальном листе теста № 15 значение Mn превысило верхний предел, а значение F2 оказалось ниже нижнего предела Формулы (2). В результате его значение KISSC составило меньше чем 35 МПа√м, что указывает на недостаточную стойкость к сульфидному растрескиванию под напряжением. Причиной недостаточной стойкости к сульфидному растрескиванию под напряжением предположительно является отношение содержания улучшающих стойкость к сульфидному растрескиванию под напряжением элементов (C, Mo, Co) к содержанию Mn и Cr, которое было слишком низким.
[0137]
В стальном листе теста № 16 содержание C было слишком низким. Следовательно, чтобы получить желаемую прочность, отпуск выполнялся при низкой температуре. В результате его значение KISSC составило меньше чем 35 МПа√м, что указывает на недостаточную стойкость к сульфидному растрескиванию под напряжением.
[0138]
В стальном листе теста № 17 содержание Ti было слишком высоким. В результате его значение KISSC составило меньше чем 35 МПа√м, что указывает на недостаточную стойкость к сульфидному растрескиванию под напряжением. Причиной этого, как полагают, является грубый TiN, присутствующий в его микроструктуре стали.
[0139]
В стальном листе теста № 18 содержание Nb было слишком низким, а значение F2 оказалось ниже нижнего предела Формулы (2). Следовательно, размер его предшествующих γ-зерен стал равным 5 мкм или больше при закалке, а диаметр блока после отпуска составил 2 мкм или больше. В результате его значение KISSC составило меньше чем 35 МПа√м, что указывает на недостаточную стойкость к сульфидному растрескиванию под напряжением.
[0140]
В стальном листе теста № 19 химический состав был подходящим и удовлетворял Формулам (1) и (2), но закалка не была выполнена должным образом. Следовательно, размер его предшествующих γ-зерен стал равным 5 мкм или больше при закалке, а диаметр блока после отпуска составил 2 мкм или больше. В результате его значение KISSC составило меньше чем 35 МПа√м, что указывает на недостаточную стойкость к сульфидному растрескиванию под напряжением.
[0141]
В стальном листе теста № 26 закалка была выполнена должным образом, но химический состав не удовлетворял Формуле (2). В результате его значение KISSC составило меньше чем 35 МПа√м, что указывает на недостаточную стойкость к сульфидному растрескиванию под напряжением.
[0142]
В стальном листе теста № 27 химический состав был подходящим и удовлетворял Формулам (1) и (2), и скорость нагревания при закалке составляла 10°C/с или больше, но скорость охлаждения от 500 до 200°C при закалке была меньше чем 5°C/с. Поэтому в то время как диаметр его предшествующего γ-зерна был меньше чем 5 мкм, диаметр его блока после отпуска составил 2 мкм или больше. В результате его значение KISSC составило меньше чем 35 МПа√м, что указывает на недостаточную стойкость к сульфидному растрескиванию под напряжением.
[0143]
Стальной лист теста № 28 не содержал Co. Поэтому, хотя его скорость охлаждения от 500 до 200°С при закалке была менее 5°С/с, диаметр его блока после отпуска стал меньше чем 2 мкм. Однако, поскольку он не содержал Co, его значение KISSC составило меньше чем 35 МПа√м, что указывает на недостаточную стойкость к сульфидному растрескиванию под напряжением.
[0144]
Выше был описан вариант осуществления в соответствии с настоящим изобретением. Однако вышеупомянутый вариант осуществления является просто примером для осуществления настоящего изобретения. Следовательно, настоящее изобретение не ограничено вышеупомянутым вариантом осуществления, и вышеупомянутый вариант осуществления может быть модифицирован и осуществлен в соответствии с обстоятельствами без отступления от области охвата настоящего изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0145]
Стальной материал в соответствии с настоящим изобретением может широко использоваться как стальной материал в кислых средах, является подходящим в качестве стального материала для нефтяной скважины, используемого в нефтяных скважинных средах, и является более подходящим для стальных труб нефтяных скважин для обсадных, насосно-компрессорных труб и подобного.
Изобретение относится к области металлургии, а именно к стальному материалу, используемому для изготовления стальных труб нефтяных скважин. Материал имеет химический состав, состоящий из, мас.%: C: от 0,15 до 0,45, Si: от 0,10 до 1,0, Mn: от 0,10 до 0,8, P: 0,050 или меньше, S: 0,010 или меньше, Al: от 0,01 до 0,1, N: 0,010 или меньше, Cr: от 0,1 до 2,5, Mo: от 0,35 до 3,0, Co: от 0,05 до 2,0, Ti: от 0,003 до 0,040, Nb: от 0,003 до 0,050, Cu: от 0,01 до 0,50, Ni: от 0,01 до 0,50, V: от 0 до 0,5, B: от 0 до 0,003, W: от 0 до 1,0, Ca: от 0 до 0,004, Mg: от 0 до 0,004, редкоземельный металл: от 0 до 0,004, остальное - железо и примеси. Состав материала удовлетворяет условиям: C+Mn/6 + (Cr+Mo+V)/5 + (Cu+Ni)/15 - Co/6+α≥0,70, (3C+Mo+3Co)/(3Mn+Cr)≥1,0 и Эффективный B = B-11(N-Ti/3,4)/14, где α равно 0,250 в случае, когда количество эффективного B составляет 0,0003 мас.% или более, или равно нулю в случае, когда количество эффективного B составляет менее 0,0003 мас.%. Микроструктура содержит в общей сложности 90 об.% или более мартенсита отпуска и отпущенного бейнита, диаметр предшествующего аустенитного зерна в микроструктуре составляет менее 5 мкм, а диаметр блока мартенсита и бейнита в микроструктуре составляет менее 2 мкм. Изготавливаемые трубы имеют высокую стойкость к сульфидному растрескиванию под напряжением даже в среде H2S с высоким давлением. 2 н. и 7 з.п. ф-лы, 2 ил., 7 табл.
1. Стальной материал, содержащий химический состав, состоящий из, мас.%:
C: от 0,15 до 0,45,
Si: от 0,10 до 1,0,
Mn: от 0,10 до 0,8,
P: 0,050 или меньше,
S: 0,010 или меньше,
Al: от 0,01 до 0,1,
N: 0,010 или меньше,
Cr: от 0,1 до 2,5,
Mo: от 0,35 до 3,0,
Co: от 0,05 до 2,0,
Ti: от 0,003 до 0,040,
Nb: от 0,003 до 0,050,
Cu: от 0,01 до 0,50,
Ni: от 0,01 до 0,50,
V: от 0 до 0,5,
B: от 0 до 0,003,
W: от 0 до 1,0,
Ca: от 0 до 0,004,
Mg: от 0 до 0,004 и
редкоземельный металл: от 0 до 0,004
с остатком из железа и примесей, и удовлетворяющий формулам (1) и (2), в котором
диаметр предшествующего аустенитного зерна в микроструктуре составляет менее 5 мкм,
диаметр блока в микроструктуре составляет менее 2 мкм и
микроструктура содержит в общей сложности 90 об.% или более мартенсита отпуска и отпущенного бейнита:
C+Mn/6 + (Cr+Mo+V)/5 + (Cu+Ni)/15 - Co/6+α ≥ 0,70 (1),
(3C+Mo+3Co)/(3Mn+Cr) ≥ 1,0 (2),
эфективный B = B - 11(N - Ti/3,4)/14 (3),
где α в формуле (1) равно 0,250, когда количество эффективного B, определяемое формулой (3) (мас.%), составляет 0,0003 мас.% или более, или равно нулю, когда количество эффективного B составляет менее 0,0003 мас.%, причем символы элементов в формулах (1)-(3) означают содержание соответствующих элементов в мас.%.
2. Стальной материал по п. 1, в котором химический состав содержит
V: от 0,015 мас.% до 0,5 мас.%.
3. Стальной материал по п. 1, в котором химический состав содержит один или более элементов, выбираемых из группы, состоящей из, мас.%:
B: от 0,0003 до 0,003 и
W: от 0,05 до 1,0.
4. Стальной материал по п. 2, в котором химический состав содержит один или более элементов, выбираемых из группы, состоящей из, мас.%:
B: от 0,0003 до 0,003 и
W: от 0,05 до 1,0.
5. Стальной материал по п.1, в котором химический состав содержит один или более элементов, выбираемых из группы, состоящей из, мас.%:
Ca: от 0,0003 до 0,004;
Mg: от 0,0003 до 0,004 и
редкоземельный металл: от 0,0003 до 0,004.
6. Стальной материал по п.2, в котором химический состав содержит один или более элементов, выбираемых из группы, состоящей из, в мас.%:
Ca: от 0,0003 до 0,004;
Mg: от 0,0003 до 0,004; и
редкоземельный металл: от 0,0003 до 0,004.
7. Стальной материал по п.3, в котором химический состав содержит один или более элементов, выбираемых из группы, состоящей из, мас.%:
Ca: от 0,0003 до 0,004;
Mg: от 0,0003 до 0,004 и
редкоземельный металл: от 0,0003 до 0,004.
8. Стальной материал по п.4, в котором химический состав содержит один или более элементов, выбираемых из группы, состоящей из, мас.%:
Ca: от 0,0003 до 0,004;
Mg: от 0,0003 до 0,004 и
редкоземельный металл: от 0,0003 до 0,004.
9. Стальная труба для нефтяной скважины, имеющая химический состав и микроструктуру стального материала по любому из пп. 1-8 и толщину стенки 15 мм или более.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2587003C2 |
| СТАЛЬ ДЛЯ БЕСШОВНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ | 2002 |
|
RU2293786C2 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| CN 101845939 A, 29.09.2010 | |||
| US 4407681 A, 04.10.1983. | |||

