Изобретение касается способа и устройства для нанесения смазочных материалов для регулирования плоскостности и/или шероховатости металлической ленты на выходе клети стана холодной прокатки посредством соответствующего дозирования смазки, по крайней мере, одного вида, наносимой на металлическую ленту на входе клети стана холодной прокатки за единицу времени.
Подобный способ описан, например, в неопубликованной заявке на патент DE 10 2005 042 020 А1.
В японском документе JP 59118211 описывается регулирование плоскостности металлической ленты. Описываемый способ предусматривает измерение плоскостности металлической ленты на выходе клети прокатного стана и регулирование нанесения смазочного вещества по ширине ленты таким образом, что на выходе клети прокатного стана обеспечивается требующаяся плоскостность.
Исходя из этой известной концепции, в основу данного изобретения положена задача, заключающаяся в том, чтобы известный способ и известное устройство для нанесения смазочного вещества для регулирования плоскостности и/или шероховатости металлической ленты на выходе стана холодной прокатки усовершенствовать настолько, чтобы можно было повысить качество металлической ленты в том, что касается ее плоскостности и/или шероховатости.
Эта задача решается посредством способа по пункту 1 формулы изобретения. Он характеризуется тем, что наносимое количество смазочного вещества дозируется по ширине металлической ленты в единицу времени на основании показателя распределения расхода смазки и исходя из фиксируемого рассогласования между заданным и действительным значением распределения плоскостности по ширине металлической ленты на выходе клети стана холодной прокатки, или рассогласования между заданным и действительным значением распределения шероховатости по ширине металлической ленты на выходе клети стана холодной прокатки, или же в зависимости от комбинации указанных рассогласований.
В отличие от технического решения, описанного в цитированной ранее заявке на патент, в заявленном решении нанесение соответствующего количества смазочного вещества на входной стороне стана холодной прокатки осуществляется не сразу в одном месте, а с распределением по ширине металлической ленты. Таким образом обеспечивается преимущество, при котором на каждом участке в направлении ширины металлической ленты, например, в области нанесения смазки на каждое конкретное сопло можно подавать индивидуальное количество смазки, чтобы, в результате, получить заданную плоскостность в соответствующей части ширины металлической ленты.
Количество наносимого смазочного вещества находится в интервале от 1 до 20 мл / мин / 100 мм ширины металлической ленты. Предпочтительнее, чтобы это количество смазочного вещества было настолько малым, чтобы обеспечивалось требующееся изменение коэффициента трения в очаге деформации при прокатке металлической ленты в клети стана холодной прокатки относительно заданной плоскостности или заданной шероховатости. Остающееся на металлической ленте при выходе количество смазки минимально; предпочтительнее, чтобы это количество смазочного вещества было настолько малым, чтобы не требовалось его специально удалять.
В предпочтительном варианте исполнения изобретения предусматривается, чтобы производилось измерение количества смазочного вещества, остающегося на металлической ленте, на стороне выхода из клети стана холодной прокатки. Это остаточное количество смазки, с одной стороны, не должно быть меньше предварительно заданного нижнего порогового значения, поскольку в противном случае возникает опасность образования ржавчины на металлической ленте, так как используемые обычно смазочные средства, как правило, оказывают также защитное антикоррозийное действие. С другой стороны, остаточное содержание смазки не должно превышать верхнего порогового значения, поскольку, в противном случае, возникает опасность, что на рольганге, куда металлическая лента попадает после стана холодной прокатки, ее поведет вбок (проскальзывание ленты).
Все параметры, которые в рамках данного изобретения должны задаваться предварительно, основаны преимущественно на опытных показателях, полученных на практике.
Для реализации способа, предусматриваемого согласно изобретению, важно, чтобы на входной стороне смазочное вещество наносилось в точно дозируемом количестве. Дополнительное нанесение охлаждающего вещества в очаг деформации при прокатке на входной стороне клети стана холодной прокатки в предлагаемом согласно изобретению способе не предусматривается, поскольку это может исказить требующуюся настройку коэффициента трения в очаге деформации. Поэтому в способе, предлагаемом согласно изобретению, нанесение охлаждающего вещества, если вообще предусматривается, то только на стороне выхода клети стана холодной прокатки или же на стороне входа, но таким образом, чтобы охлаждающее вещество не попадало в очаг деформации при прокатке.
В предпочтительном варианте исполнения изобретения предусматривается возможность использования нескольких смазочных веществ, соответственно различным образом влияющих на коэффициент трения при попадании в очаг деформации при прокатке. Альтернативным вариантом по отношению к варианту дозированного количества смазки или смеси смазочных веществ может служить способ установки точного коэффициента трения в очаге деформации при прокатке с заданием при этом также соответствующей пропорции различных смазочных веществ. Предпочтительнее, если смешивание отдельных смазочных веществ происходит лишь внутри отдельных сопел, расположенных на держателе сопел. В результате, можно целенаправленно задавать коэффициент трения в очаге деформации при прокатке металлической ленты конкретно для каждого участка ее ширины. Кроме того, благодаря этому способу можно также отдельно убирать/сохранять неизрасходованное количество смазочных средств.
Согласно настоящему изобретению настройка требующейся плоскостности / шероховатости металлической ленты, совершенно явно, осуществляется не посредством изменения величины очага деформации, в частности зазора между валками, в клети стана холодной прокатки. Напротив, величина зазора между валками в клети стана холодной прокатки остается постоянной в течение всей продолжительности обработки металлической ленты и, соответственно, регулируется с помощью отдельного контура регулирования, который не является предметом данного изобретения. При этом, например, разность между скоростью движения металлической ленты на входе и на выходе служит мерой для установки величины зазора или, соответственно, обжатия ленты.
Названная выше задача изобретения решается в значительной степени с помощью компьютерной программы, носителя данных для этой компьютерной программы, а также устройства для нанесения смазочного вещества. Преимущества такого решения соответствуют тем преимуществам, которые были названы выше в части способа согласно изобретению.
К описанию изобретения прилагаются в общей сложности три фигуры, которые показывают:
Фиг.1 - клеть стана холодной прокатки с держателем сопел для подачи смазки;
Фиг.2 - каскадная схема регулирования согласно изобретению;
Фиг.3 - детальное представление блока каскадного регулирования.
Ниже приводится подробное описание предлагаемого изобретения, иллюстрируемое указанными фигурами.
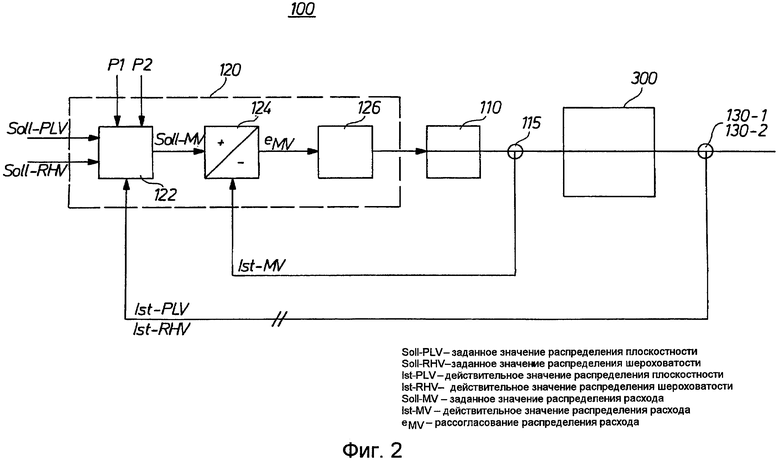
На Фиг.1 показано устройство 100 для нанесения смазочного вещества S1, S2, S3 на поверхность металлической ленты 400 на входе клети стана холодной прокатки. Устройство 100 для нанесения смазочного вещества включает в себя держатель 110-о сопел для смазки со множеством сопел 110-i, причем i = 1-l, предназначенных для нанесения смазочного вещества 200 на верхнюю сторону металлической ленты 400, а также еще один держатель 110-u сопел для смазки также со множеством сопел, предназначенных для нанесения смазочного вещества на нижнюю сторону металлической ленты 400. Для каждого из сопел 110-i может быть настроено или, соответственно, отрегулировано в отдельности количество подаваемого смазочного вещества.
Помимо количества подаваемого через сопло смазочного вещества для каждого из сопел 110-i можно конкретно задавать соответствующий состав смазки, смешиваемой с помощью смесителя 150. Если используется множество смазочных веществ S1, S2, S3, соответственно, различным образом влияющих на коэффициент трения в очаге деформации при прокатке, то смеситель 100 позволяет обеспечить такой состав смазки из имеющихся смазочных веществ S1, S2 и S3, который требуется для обеспечения конкретного коэффициента трения в очаге деформации при прокатке металлической ленты.
Уже упоминавшаяся обеспечиваемая посредством сопел дозировка наносимого количества смазочного вещества также позволяет полностью отключать отдельные сопла 110-i. Это наиболее целесообразно для наружных сопел, находящихся на держателе сопел с краю, так как в результате их включения или, соответственно, отключения можно обеспечить подгонку по ширине прокатываемой металлической ленты 400 и таким образом предотвратить перерасход смазочного вещества.
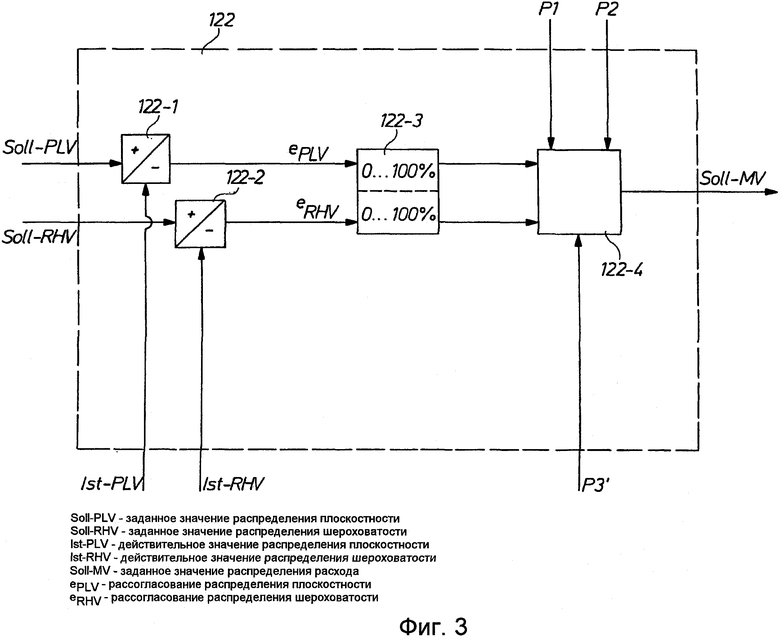
На Фиг.2 в виде схем регулирования показан лежащий в основе изобретения способ регулирования плоскостности и/или шероховатости металлической ленты 400 на выходе клети стана холодной прокатки 300. Эти схемы позволяют увидеть, что дозировка наносимого на металлическую ленту количества смазочного вещества осуществляется путем каскадного регулирования с внутренним контуром регулирования для распределения наносимого количества смазочного вещества по ширине ленты, причем заданное значение распределения (Soll-MV) устанавливается или, соответственно, предварительно задается с помощью каскадного регулирования.
Внутренний контур регулирования включает в себя компаратор заданных / действительных значений 124, регулятор расхода 126, исполнительный элемент в виде устройства для нанесения смазочного вещества 110, а также устройство регистрации расхода 115 для учета количества смазки, поступающей с держателя сопел 110 на металлическую ленту 400 перед ее подачей в стан холодной прокатки 300. Регистрируемое таким образом действительное значение (Ist-MV) распределения количества смазки по ширине металлической ленты 400 в компараторе 124 сравнивается с заданным значением (Soll-MV), а получаемое, в результате, рассогласование е-MV подается на включенный последовательно в схему регулятор расхода 126. Регулятор расхода, в предпочтительном варианте исполнения пропорциональный Р-регулятор, преобразует полученную величину е-MV в соответствующий регулирующий сигнал для управления соплами 110-i на держателе сопел 110. Регулятор расхода 126 в предпочтительном варианте исполнения состоит из I отдельных регуляторов, каждый из которых соответствует соплу 110-i на держателе сопел 110. Эти отдельные регуляторы могут быть соединены между собой шиной. Выходной сигнал регулятора расхода 126 в виде регулирующего сигнала для держателя сопел 110, в свою очередь, включает в себя множество отдельных регулирующих сигналов i для отдельных сопел 110-i. Учет распределения количества смазки и его регулирование с помощью внутреннего контура регулирования для верхней и нижней стороны металлической ленты 400 осуществляются, естественно, раздельно.
Ниже с помощью Фиг.2 и 3 будет более подробно пояснен расчет, выполняемый согласно изобретению для определения заданного значения количества смазки, наносимой на металлическую ленту 400, заданного распределения смазки для верхней и нижней стороны металлической ленты 400 с помощью каскадного контура регулирования.
Этот расчет осуществляется в устройстве для расчета уставок 122 на основе предварительно задаваемого распределения плоскостности Soll-PLV и/или предварительно задаваемого распределения шероховатости Soll-RHV металлической ленты. В случае этих обеих предварительно задаваемых величин речь идет об эмпирических данных, которые задаются, в частности, в зависимости от материала, используемого для изготовления ленты. Как видно из Фиг.3, заданное значение распределения плоскостности Soll-PLV сначала сравнивается в первом компараторе 122-1 с действительным значением распределения плоскостности Ist-PLV, которое отражает распределение плоскостности металлической ленты 400 на выходе клети 300 стана холодной прокатки. Действительное значение распределения плоскостности Ist-PLV в направлении по ширине металлической ленты измеряется с помощью сенсорного устройства 130-1 для измерения плоскостности, например, в виде измерительного ролика. На выходе компаратора 122-1, в результате, получается отклонение регулируемой величины распределения плоскостности е-PLV. Аналогично, во втором компараторе 122-2 заданное значение распределения шероховатости Soll-RHV сравнивается с соответствующим действительным значением Ist-RHV на выходе клети 300 стана холодной прокатки, в результате, на выходе компаратора 122-2 имеется отклонение регулируемой величины распределения шероховатости е-RHV. Действительное значение распределения шероховатости Ist-RHV в направлении по ширине металлической ленты измеряется с помощью сенсорного устройства для измерения шероховатости поверхности 130-2, например, в виде оптического сенсора.
По желанию пользователя, в зависимости от конкретного случая использования, рассогласование по распределению плоскостности и рассогласование по распределению шероховатости могут оцениваться в расчете заданного распределения расхода по отдельности. Для этой цели, прежде чем вводиться в вычислительное устройство 122-4 для расчета заданного значения распределения расхода смазки, оба рассогласования оцениваются по отдельности в анализирующем устройстве 122-3.
Как видно из Фиг.3, помимо обоих анализируемых рассогласований, в расчет заданного значения распределения расхода смазки могут приниматься также иные различные величины. В случае таких величин речь идет, во-первых, о специфических характеристиках Р1 металлической ленты 400 на входной стороне клети 300 стана холодной прокатки. Это, прежде всего, скорость движения ленты на входной стороне (переменная), а также ширина металлической ленты, материал или, соответственно, состав сплава металлической ленты и ее профиль. В отличие от скорости движения ленты на входной стороне три характеристики, названные вслед за ней, в рамках данного изобретения рассматриваются как постоянные величины. Наряду со специфическими характеристиками Р1 металлической ленты в расчет заданного значения распределения количества смазки принимаются характеристики Р2 прокатного стана. Все характеристики Р2, в свою очередь, в рамках данного изобретения также рассматриваются как постоянные величины. В случае характеристик стана холодной прокатки речь идет о диаметре рабочих валков, их шероховатости, материалах, из которых они изготовлены, а также их выпуклости. В качестве третьей группы характеристик следует назвать характеристики на стороне выхода, то есть выходные характеристики Р3, к которым относится распределение плоскостности металлической ленты, распределение ее шероховатости, ширина ленты и остаточное количество масла на единицу длины транспортера, соответственно, измеряемые на стороне выхода клети стана холодной прокатки. Как уже упоминалось, распределение плоскостности металлической ленты и распределение ее шероховатости измеряют на стороне выхода в оперативном режиме как действительные значения и по отдельности передаются на компаратор 122-1 или, соответственно, 122-2 как переменные величины процесса. Ширина ленты (рассматриваемая в рамках данного изобретения как постоянная величина), а также остаточное количество масла (измеряемое в оперативном режиме как переменная процесса) передаются на вычислительное устройство 122-4. Эти обе выходные характеристики - ширина ленты и остаточное количество масла - в дальнейшем обозначаются совместно как Р3'.
Таким образом, в качестве промежуточного результата можно констатировать, что заданное распределение количества смазки для внутреннего контура регулирования в вычислительном устройстве 122-4 определяется с учетом характеристик на стороне входа Р1, характеристик стана холодной прокатки Р2, характеристик на стороне выхода Р3', а также с учетом взвешенных рассогласований по распределению плоскостности и распределению шероховатости. При этом требуется учитывать, что из всех указанных характеристик лишь скорость движения металлической ленты на стороне входа, оба рассогласования и остаточное количество масла на единицу длины транспортера являются временно переменными, тогда как все остальные характеристики рассматриваются как константы по времени.
Способ, предлагаемый в изобретении, ниже будет описан на примере некоторых конкретных случаев:
а) шероховатость металлической ленты 400, регистрируемая на выходе клети стана холодной прокатки 300, отклоняется от заданного значения.
Это может, например, означать, что действительное значение распределения шероховатости ленты больше, чем соответствующее предварительно заданное значение Soll-RHV, так что рассогласование по распределению шероховатости поверхности е-RHV, получающееся в результате сравнения этих величин, является отрицательным. В данном примере распределение плоскостности не требуется принимать во внимание, так что отрицательное рассогласование по распределению шероховатости в вычислительном устройстве 124-4 принимается за 100%. Затем вычислительное устройство на основе рассогласования по распределению шероховатости, всех постоянных характеристик, а также на основе определяемого в оперативном режиме остаточного содержания масла на металлической ленте на стороне выхода стана холодной прокатки 300 вычислит соответствующее заданное значение распределения смазки для внутреннего контура регулирования, так что распределение шероховатости на выходе клети стана холодной прокатки максимально быстро снова вернется на уровень заданного распределения шероховатости ленты.
В целом, можно констатировать, что вычислительное устройство 124-4 при слишком большой шероховатости поверхности ленты будет изменять заданное значение распределения смазки и, следовательно, количество смазки, наносимой на стороне входа, на основании отрицательного отклонения регулируемой величины по шероховатости, с тем, чтобы как можно скорее обеспечить соответствие измеряемого распределения шероховатости на стороне выхода предварительно задаваемому значению.
В какой мере посредством того или иного количества смазочного средства оказывается воздействие на шероховатость поверхности, зависит от общих условий процесса прокатки, и, предпочтительнее, если осуществляется расчет на модели процесса.
б) плоскостность металлической ленты на выходе стана холодной прокатки отклоняется от заданного значения.
В какой мере посредством того или иного количества смазочного средства и/или типа смазочного вещества оказывается воздействие на распределение напряжения при растяжении ленты и, следовательно, на распределение ее плоскостности, зависит от общих условий процесса прокатки, и, предпочтительнее, если осуществляется расчет на модели процесса.
Критерии распределения шероховатости и распределения плоскостности поверхности могут рассматриваться не только по отдельности, но и параллельно и устанавливаться на соответствующие предварительно задаваемые значения. Для этого требуется количество смазочного вещества, наносимого на ленту на стороне входа стана холодной прокатки, установить в зависимости от обоих отклонений регулируемых величин - распределения шероховатости и распределения плоскостности поверхности ленты.
Для расчета заданного значения распределения расхода в вычислительном устройстве 124-4 всегда верно, что при этом соответствующее остаточное содержание смазки на данный момент учитывается только постольку, поскольку в вычислительном устройстве 124-4 проверяется, с одной стороны, не превышает ли остаточное содержание смазки предварительно заданное верхнее пороговое значение, а, с другой стороны, не является ли остаточное содержание смазки меньше предварительно заданного нижнего порогового значения. Соблюдение верхнего порогового значения важно, чтобы избежать перекоса металлической ленты на рольганге, куда она попадает после стана холодной прокатки. Соблюдение нижнего порогового значения требуется для предотвращения возникновения коррозии на металлической ленте.
Для всех случаев применения действует правило: требующееся изменение коэффициента трения в очаге деформации при прокатке может быть обеспечено не только путем изменения количества наносимой смазки, но и, как альтернативный вариант, путем изменения состава смазочного средства, изготавливаемого из имеющихся смазочных компонентов S1, S2 и S3 и т.д., или же посредством комбинации этих вариантов, т.е. изменением количества наносимой смазки и изменением ее состава.
В случае многоклетевого прокатного стана предпочтительнее, если изобретение применяется в последней клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
| СПОСОБ НАНЕСЕНИЯ ОХЛАЖДАЮЩЕГО СРЕДСТВА | 2006 |
|
RU2418643C2 |
| СПОСОБ И ПРОКАТНАЯ КЛЕТЬ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, В ЧАСТНОСТИ ПОЛОСЫ, СНАБЖЕННАЯ ФОРСУНКАМИ ДЛЯ ГАЗООБРАЗНЫХ ИЛИ ЖИДКИХ ОБРАБАТЫВАЮЩИХ СРЕД | 2005 |
|
RU2372162C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕСПЕЧЕНИЯ РЕГУЛИРУЕМОГО РАСПРЕДЕЛЕНИЯ РАСТЯГИВАЮЩИХ НАПРЯЖЕНИЙ, В ЧАСТНОСТИ, В КРАЕВЫХ ОБЛАСТЯХ ХОЛОДНОКАТАНОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2358820C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
| Способ прокатки листов | 1980 |
|
SU874236A1 |
| СПОСОБ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2017 |
|
RU2701916C1 |
| СПОСОБ ПЛАКИРОВАНИЯ ДВУСЛОЙНОГО БИМЕТАЛЛА | 1991 |
|
RU2025237C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
Изобретение предназначено для улучшения плоскостности и/или шероховатости металлической ленты. Способ (варианты) включает нанесение смазочных материалов (100) для регулирования плоскостности и/или шероховатости металлической ленты (400) на выходе клети стана холодной прокатки посредством соответствующего дозирования смазки, по меньшей мере, одного вида, наносимой на металлическую ленту (400) на входе клети стана холодной прокатки за единицу времени. Улучшение поверхностных характеристик ленты обеспечивается за счет того, что наносимое количество смазочного средства дозируют путем распределения расхода по ширине металлической ленты в единицу времени в зависимости от установленного рассогласования между действительным и заданным значением плоскостности металлической ленты или в зависимости от установленного рассогласования между действительным и заданным значением шероховатости металлической ленты по всей ее ширине на выходе клети стана холодной прокатки, или в зависимости от комбинации этих двух рассогласований. Устройство (варианты) содержит соответствующее оборудование. 6 н. и 39 з.п. ф-лы, 3 ил.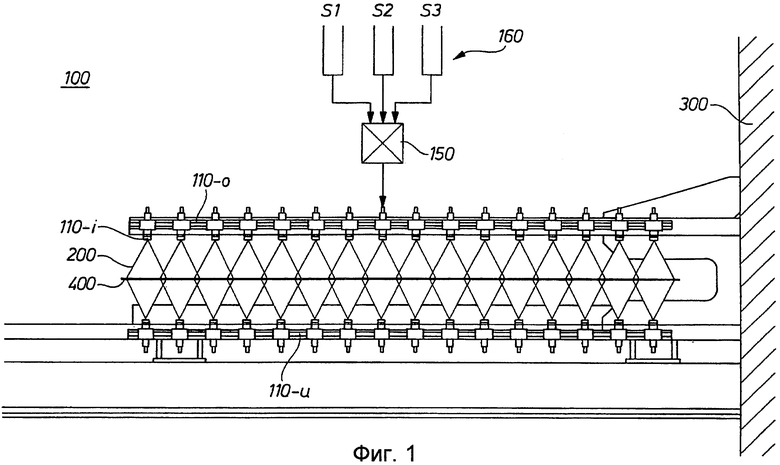
1. Способ регулирования плоскостности металлической ленты (400) на выходе клети (300) стана холодной прокатки посредством соответствующего дозирования смазки, по меньшей мере, одного вида (200), наносимой на металлическую ленту на входе клети стана холодной прокатки, в форме распределения расхода по ширине металлической ленты (400) за единицу времени, отличающийся тем, что дозирование смазки производят, исходя из фиксируемого рассогласования (е-RHV) между действительным и заданным значением шероховатости металлической ленты (400) по всей ее ширине на выходе клети (300) стана холодной прокатки.
2. Способ по п.1, отличающийся тем, что количество наносимой смазки (200) варьируют в диапазоне 1-20 мл/мин/100 мм ширины металлической ленты (400).
3. Способ по п. 1, отличающийся тем, что дозирование смазки осуществляют по схеме каскадного регулирования с внутренним контуром регулирования распределения расхода, причем заданное значение распределения расхода Soll-MV определяют с помощью контура каскадного регулирования на основе отдельных, некоторых или всех характеристик из групп, которые составляют характеристики ленты на стороне входа (Р1), характеристики стана холодной прокатки (Р2) и характеристики ленты на стороне выхода (Р3), а также исходя из фиксируемого рассогласования (е-PLV) между действительным и заданным значениями плоскостности металлической ленты, из фиксируемого рассогласования (е-RHV) между действительным и заданным значениями шероховатости металлической ленты или по комбинации обоих рассогласований.
4. Способ по п.3, отличающийся тем, что группа характеристик металлической ленты (400) на стороне входа (Р1) включает скорость продвижения ленты на данном участке, ширину ленты на данном участке, материал ленты и ее профиль.
5. Способ по любому из пп.3, 4, отличающийся тем, что группа характеристик (Р2) стана холодной прокатки включает диаметр рабочих валков, шероховатость рабочих валков, материал рабочих валков, а также их сферичность.
6. Способ по любому из пп.3, 4, отличающийся тем, что группа характеристик металлической ленты (400) на стороне выхода (Р3) включает скорость продвижения ленты на данном участке, ширину ленты на данном участке, остаточное количество смазки на ее поверхности из расчета на единицу длины в направлении транспортировки, распределение плоскостности на данном участке в направлении ширины, а также распределение шероховатости на данном участке в направлении ширины.
7. Способ по п.6, отличающийся тем, что верхнее и/или нижнее пороговое значение допустимого остаточного количества смазки на поверхности металлической ленты на стороне выхода стана холодной прокатки предварительно задано.
8. Способ по любому из пп.3, 4, отличающийся тем, что перед определением заданного значения распределения расхода предварительно настраивают действительное значение распределения плоскостности и действительное значение распределения шероховатости соответственно на подходящее начальное значение, например, на ноль.
9. Способ по п.1, отличающийся тем, что металлическую ленту (400) охлаждают только на стороне выхода клети стана холодной прокатки, без охлаждения на стороне входа.
10. Способ по п.1, отличающийся тем, что используют несколько смазок (S1, S2, S3) соответственно с различным понижающим воздействием на коэффициент трения в зазоре между валками клети (300) стана холодной прокатки, при этом дозирование расхода смазки (200), наносимой на металлическую ленту по ее ширине в единицу времени, осуществляют посредством подходящей смеси смазок (S1, S2, S3) друг с другом и с воздухом, с учетом требующегося коэффициента трения в зазоре между валками.
11. Способ по п.1, отличающийся тем, что металлическая лента (400) представляет собой стальную ленту или ленту из цветных металлов, в частности, из алюминия.
12. Способ по п.1, отличающийся тем, что величину зазора между валками клети стана холодной прокатки в течение всего времени обработки металлической ленты (400) поддерживают постоянной.
13. Способ по п.1, отличающийся тем, что смазку наносят на входе клети стана холодной прокатки на верхнюю и/или нижнюю сторону металлической ленты и/или, по крайней мере, на один рабочий валок клети стана холодной прокатки.
14. Способ регулирования плоскостности металлической ленты (400) на выходе клети (300) стана холодной прокатки посредством соответствующего дозирования смазки, по меньшей мере, одного вида (200), наносимой на металлическую ленту на входе стана холодной прокатки, в форме распределения расхода по ширине металлической ленты (400) за единицу времени, отличающийся тем, что дозирование смазки производят, исходя из фиксируемого рассогласования (е-PLV) между действительным и заданным значением плоскостности металлической ленты (400) по всей ее ширине на выходе клети стана холодной прокатки, при этом дозирование смазки дополнительно производят, исходя из фиксируемого рассогласования (е-RHV) между действительным и заданным значением шероховатости металлической ленты (400) по всей ее ширине на выходе клети (300) стана холодной прокатки.
15. Способ по п.14, отличающийся тем, что количество наносимой смазки (200) варьируют в диапазоне 1-20 мл/мин/100 мм ширины металлической ленты (400).
16. Способ по п.14, отличающийся тем, что дозирование смазки осуществляют по схеме каскадного регулирования с внутренним контуром регулирования распределения расхода, причем заданное значение распределения расхода Soll-MV определяют с помощью контура каскадного регулирования на основе отдельных, некоторых или всех характеристик из групп, которые составляют характеристики ленты на стороне входа (Р1), характеристики стана холодной прокатки (Р2) и характеристики ленты на стороне выхода (Р3), а также исходя из фиксируемого рассогласования (е-PLV) между действительным и заданным значениями плоскостности металлической ленты, из фиксируемого рассогласования (е-RHV) между действительным и заданным значениями шероховатости металлической ленты или по комбинации обоих рассогласований.
17. Способ по п.16, отличающийся тем, что группа характеристик металлической ленты (400) на стороне входа (Р1) включает скорость продвижения ленты на данном участке, ширину ленты на данном участке, материал ленты и ее профиль.
18. Способ по любому из пп.16, 17, отличающийся тем, что группа характеристик (Р2) стана холодной прокатки включает диаметр рабочих валков, шероховатость рабочих валков, материал рабочих валков, а также их сферичность.
19. Способ по любому из пп.16, 17, отличающийся тем, что группа характеристик металлической ленты (400) на стороне выхода (РЗ) включает скорость продвижения ленты на данном участке, ширину ленты на данном участке, остаточное количество смазки на ее поверхности из расчета на единицу длины в направлении транспортировки, распределение плоскостности на данном участке в направлении ширины, а также распределение шероховатости на данном участке в направлении ширины.
20. Способ по п.19, отличающийся тем, что верхнее и/или нижнее пороговое значение допустимого остаточного количества смазки на поверхности металлической ленты на стороне выхода стана холодной прокатки предварительно задано.
21. Способ по любому из пп.16, 17, отличающийся тем, что перед определением заданного значения распределения расхода предварительно настраивают действительное значение распределения плоскостности и действительное значение распределения шероховатости соответственно на подходящее начальное значение, например, на ноль.
22. Способ по п.14, отличающийся тем, что металлическую ленту (400) охлаждают только на стороне выхода клети стана холодной прокатки, без охлаждения на стороне входа.
23. Способ по п.14, отличающийся тем, что используют несколько смазок (S1, S2, S3) соответственно с различным понижающим воздействием на коэффициент трения в зазоре между валками клети (300) стана холодной прокатки, при этом дозирование расхода смазки (200), наносимой на металлическую ленту по ее ширине в единицу времени, осуществляют посредством подходящей смеси смазок (S1, S2, S3) друг с другом и с воздухом, с учетом требующегося коэффициента трения в зазоре между валками.
24. Способ по п.14, отличающийся тем, что металлическая лента (400) представляет собой стальную ленту или ленту из цветных металлов, в частности, из алюминия.
25. Способ по п.14, отличающийся тем, что величину зазора между валками клети стана холодной прокатки в течение всего времени обработки металлической ленты (400) поддерживают постоянной.
26. Способ по п.14, отличающийся тем, что смазку наносят на входе клети стана холодной прокатки на верхнюю и/или нижнюю сторону металлической ленты и/или, по крайней мере, на один рабочий валок клети стана холодной прокатки.
27. Способ регулирования шероховатости металлической ленты (400) на выходе клети (300) стана холодной прокатки (300) посредством соответствующего дозирования смазки, по меньшей мере, одного вида (200), наносимой на металлическую ленту на входе клети стана холодной прокатки, в форме распределения расхода по ширине металлической ленты (400) за единицу времени, отличающийся тем, что наносимое количество смазочного вещества (200) дозируют в форме распределения ее расхода по ширине металлической ленты (400) в единицу времени, исходя из фиксируемого рассогласования (е-PLV) между действительным и заданным значениями плоскостности металлической ленты (400) по всей ее ширине на выходе клети стана холодной прокатки или исходя из комбинации фиксируемого рассогласования (е-PLV) между действительным и заданным значениями плоскостности металлической ленты (400) по всей ее ширине на выходе клети стана холодной прокатки и фиксируемого рассогласования (е-RHV) между действительным и заданным значениями шероховатости металлической ленты (400) по всей ее ширине на выходе клети (300) стана холодной прокатки.
28. Способ по п.27, отличающийся тем, что количество наносимой смазки (200) варьируют в диапазоне 1-20 мл/мин/100 мм ширины металлической ленты (400).
29. Способ по п.27, отличающийся тем, что дозирование смазки осуществляют по схеме каскадного регулирования с внутренним контуром регулирования распределения расхода, причем заданное значение распределения расхода Soll-MV определяют с помощью контура каскадного регулирования на основе отдельных, некоторых или всех характеристик из групп, которые составляют характеристики ленты на стороне входа (Р1), характеристики стана холодной прокатки (Р2) и характеристики ленты на стороне выхода (Р3), а также исходя из фиксируемого рассогласования (е-PLV) между действительным и заданным значениями плоскостности металлической ленты, из фиксируемого рассогласования (е-RHV) между действительным и заданным значениями шероховатости металлической ленты или по комбинации обоих рассогласований.
30. Способ по п.29, отличающийся тем, что группа характеристик металлической ленты (400) на стороне входа (Р1) включает скорость продвижения ленты на данном участке, ширину ленты на данном участке, материал ленты и ее профиль.
31. Способ по любому из пп.29, 30, отличающийся тем, что группа характеристик (Р2) стана холодной прокатки включает диаметр рабочих валков, шероховатость рабочих валков, материал рабочих валков, а также их сферичность.
32. Способ по любому из пп.29, 30, отличающийся тем, что группа характеристик металлической ленты (400) на стороне выхода (Р3) включает скорость продвижения ленты на данном участке, ширину ленты на данном участке, остаточное количество смазки на ее поверхности из расчета на единицу длины в направлении транспортировки, распределение плоскостности на данном участке в направлении ширины, а также распределение шероховатости на данном участке в направлении ширины.
33. Способ по п.32, отличающийся тем, что верхнее и/или нижнее пороговое значение допустимого остаточного количества смазки на поверхности металлической ленты на стороне выхода стана холодной прокатки предварительно задано.
34. Способ по любому из пп.29, 30, отличающийся тем, что перед определением заданного значения распределения расхода предварительно настраивают действительное значение распределения плоскостности и действительное значение распределения шероховатости соответственно на подходящее начальное значение, например на ноль.
35. Способ по п.27, отличающийся тем, что металлическую ленту (400) охлаждают только на стороне выхода клети стана холодной прокатки, без охлаждения на стороне входа.
36. Способ по п.27, отличающийся тем, что используют несколько смазок (S1, S2, S3), соответственно, с различным понижающим воздействием на коэффициент трения в зазоре между валками клети (300) стана холодной прокатки, при этом дозирование расхода смазки (200), наносимой на металлическую ленту по ее ширине в единицу времени, осуществляют посредством подходящей смеси смазок (S1, S2, S3) друг с другом и с воздухом, с учетом требующегося коэффициента трения в зазоре между валками.
37. Способ по п.27, отличающийся тем, что металлическая лента (400) представляет собой стальную ленту или ленту из цветных металлов, в частности из алюминия.
38. Способ по п.27, отличающийся тем, что величину зазора между валками клети стана холодной прокатки в течение всего времени обработки металлической ленты (400) поддерживают постоянной.
39. Способ по п.27, отличающийся тем, что смазку наносят на входе клети стана холодной прокатки на верхнюю и/или нижнюю сторону металлической ленты и/или, по крайней мере, на один рабочий валок клети стана холодной прокатки.
40. Устройство (100) нанесения смазки, содержащее емкость (160) для, по меньшей мере, одной смазки (S1, S2, S3); по меньшей мере, один держатель (110) сопел с несколькими соплами (110-i), расположенный на входной стороне клети стана холодной прокатки (300) поперечно направлению транспортировки металлической ленты (400) для дозированного нанесения смазки (S1, S2, S3) на металлическую ленту в единицу времени; управляющее устройство (120) для соответственного управления соплами (110-i) на держателе (110) сопел для обеспечения требующейся плоскостности металлической ленты, отличающееся тем, что на выходной стороне предусмотрено сенсорное устройство (130-2) для определения шероховатости поверхности, с помощью которого фиксируется фактическое распределение шероховатости на конкретном участке ширины металлической ленты (400), а управляющее устройство (120), взаимодействуя с держателем (110) сопел, распределяет определенное количество смазки (S1, S2, S3) по ширине металлической ленты (400) в единицу времени с учетом рассогласования (е-RH) между действительным и заданным значениями распределения шероховатости поверхности металлической ленты (400) по ее ширине на выходе клети стана холодной прокатки.
41. Устройство нанесения смазки (100) по п.40, характеризующееся тем, что оно предназначено для осуществления способа по любому из пп.1-39.
42. Устройство (100) нанесения смазки, содержащее емкость (160) для, по меньшей мере, одной смазки (S1, S2, S3), по меньшей мере, один держатель (110) сопел с несколькими соплами (110-i), причем держатель сопел расположен на входной стороне клети стана холодной прокатки (300) поперечно направлению транспортировки металлической ленты (400) для дозированного нанесения смазки (S1, S2, S3) на металлическую ленту в единицу времени, сенсорное устройство (130-1) для определения плоскостности поверхности, с помощью которого фиксируется фактическое распределение плоскостности поверхности на конкретном участке ширины металлической ленты (400), а также управляющее устройство (120), которое, взаимодействуя с держателем сопел (110), распределяет, по крайней мере, одну из смазок (S1, S2, S3) по ширине металлической ленты (400) в единицу времени, с учетом зафиксированного рассогласования (е-PLV) между действительным и заданным значениями распределения плоскостности поверхности металлической ленты (400) по ее ширине на выходе клети стана холодной прокатки, для обеспечения требующейся плоскостности металлической ленты, отличающееся тем, что на выходной стороне предусмотрено сенсорное устройство (130-2) для определения шероховатости, с помощью которого фиксируется фактическое распределение шероховатости на конкретном участке ширины металлической ленты (400), а также дополнительно управляющее устройство (120) для дозирования смазочного вещества по ширине металлической ленты (400) на выходе клети стана холодной прокатки, с учетом рассогласования (е-RH) между действительным и заданным значениями распределения шероховатости металлической ленты (400) по ее ширине на выходе стана холодной прокатки для обеспечения требующейся плоскостности поверхности.
43. Устройство нанесения смазки (100) по п.42, характеризующееся тем, что оно предназначено для осуществления способа по любому из пп.1-39.
44. Устройство нанесения смазки (100), содержащее емкость (160) для, по меньшей мере, одной смазки (S1, S2, S3); по меньшей мере, один держатель (110) сопел с несколькими соплами (110-i), расположенный на входной стороне клети стана холодной прокатки (300) поперечно направлению транспортировки металлической ленты (400) для дозированного нанесения смазки (S1, S2, S3) на металлическую ленту в единицу времени, а также управляющее устройство (120) для соответственного управления соплами (110-i) на держателе (110) сопел для обеспечения требующейся шероховатости металлической ленты, отличающееся тем, что на стороне выхода клети (300) стана холодной прокатки имеются сенсорное устройство (130-1) для определения плоскостности поверхности ленты для фиксирования фактического распределения плоскостности на конкретном участке по ширине ленты и сенсорное устройство (130-2) для определения шероховатости поверхности ленты для фиксирования фактического распределения шероховатости на конкретном участке по ширине металлической ленты (400); управляющее устройство (120), которое, взаимодействуя с держателем сопел (110), распределяет, по крайней мере, одну из смазок (S1, S2, S3) по ширине металлической ленты (400) в единицу времени в зависимости от зафиксированного рассогласования (е-PLV) между действительным и заданным значениями распределения плоскостности металлической ленты (400) по ее ширине на выходе клети (300) стана холодной прокатки или в зависимости от комбинации зафиксированных рассогласования (e-PLV) между действительным и заданным значениями распределения плоскостности металлической ленты (400) по ее ширине на выходе клети (300) стана холодной прокатки и рассогласования (е-RH) между действительным и заданным значениями распределения шероховатости металлической ленты (400) по ее ширине на выходе клети стана холодной прокатки.
45. Устройство нанесения смазки (100) по п.44, характеризующееся тем, что оно предназначено для осуществления способа по любому из пп.1-39.
| JP 59118211 А, 07.07.1984 | |||
| Устройство для регулирования шереховатости полосы в прокатной клети | 1979 |
|
SU854484A1 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА СООТНОШЕНИЯ В ТРЕНИИ МЕЖДУ ВЕРХНИМ И НИЖНИМ ВАЛКОМ ПРОКАТНОЙ КЛЕТИ И СПОСОБ ПРОКАТКИ ПОЛОСООБРАЗНОГО ПРОКАТА | 1998 |
|
RU2208488C2 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ НАГРЕТОГО ТЕЛА | 1993 |
|
RU2067904C1 |

