Изобретение относится к обработке металлов давлением и может быть использовано при производстве поковок типа стержня с фланцем.
Известен способ изготовления поковок типа стержня с фланцем методами вальцовки на ковочных вальцах и штамповкой фланца на горизонтально-ковочной машине (ГКМ), включающий отрезку заготовки, нагрев заготовки до ковочных температур, вальцовку на автоматизированных девятиклетьевых ковочных вальцах, нагрев фланцевой части полуфабриката и окончательную штамповку фланца на ГКМ за несколько переходов (см. Шнейберг В.М., Акаро И.Л. Кузнечно-штамповочное производство Волжского автомобильного завода. - М.: Машиностроение, - 1977, 592 с. С.222-234).
Недостатками данного способа являются ограничение, накладываемое на габариты и массу изготовляемых поковок, а также экономически эффективное применение только при массовом производстве.
Известен способ изготовления поковок типа стержня с фланцем методами поперечно-винтовой прокатки роликами на специальном стане и штамповкой фланца на ГКМ, включающий отрезку заготовки, нагрев заготовки до ковочных температур, поперечно-винтовую прокатку роликами на специальном стане, нагрев фланцевой части полуфабриката и окончательную штамповку фланца на ГКМ за несколько переходов (см. Технологический справочник по ковке и горячей штамповке / под общ. ред. М.В.Сторожева. - М.: Машиностроение, - 1959, 598 с.).
Недостатками данного способа являются ограничение размеров изготовляемых поковок, а также целесообразность применения только при массовом производстве.
Известен способ изготовления поковок типа стержня с фланцем методами электровысадки, включающий отрезку заготовки, нагрев части заготовки, подлежащей высадке, до ковочных температур и одновременную высадку нагретой части заготовки, при этом холодную часть заготовки перемещают между радиальным электродом, увеличивая высаживаемую часть заготовки (см. Ковка и штамповка. Справочник. В 4-х т./Ред. совет: Е.И.Семенов (пред.) и др. - М.: Машиностроение, - 1986. - Т.2. Горячая штамповка / Под ред. Е.И.Семенова, - 1986, 592 с.).
Недостатками данного способа являются высокие требования к качеству поверхности заготовки и оснастки, повышенные требования к нагреву, получение неблагоприятного волокнистого строения.
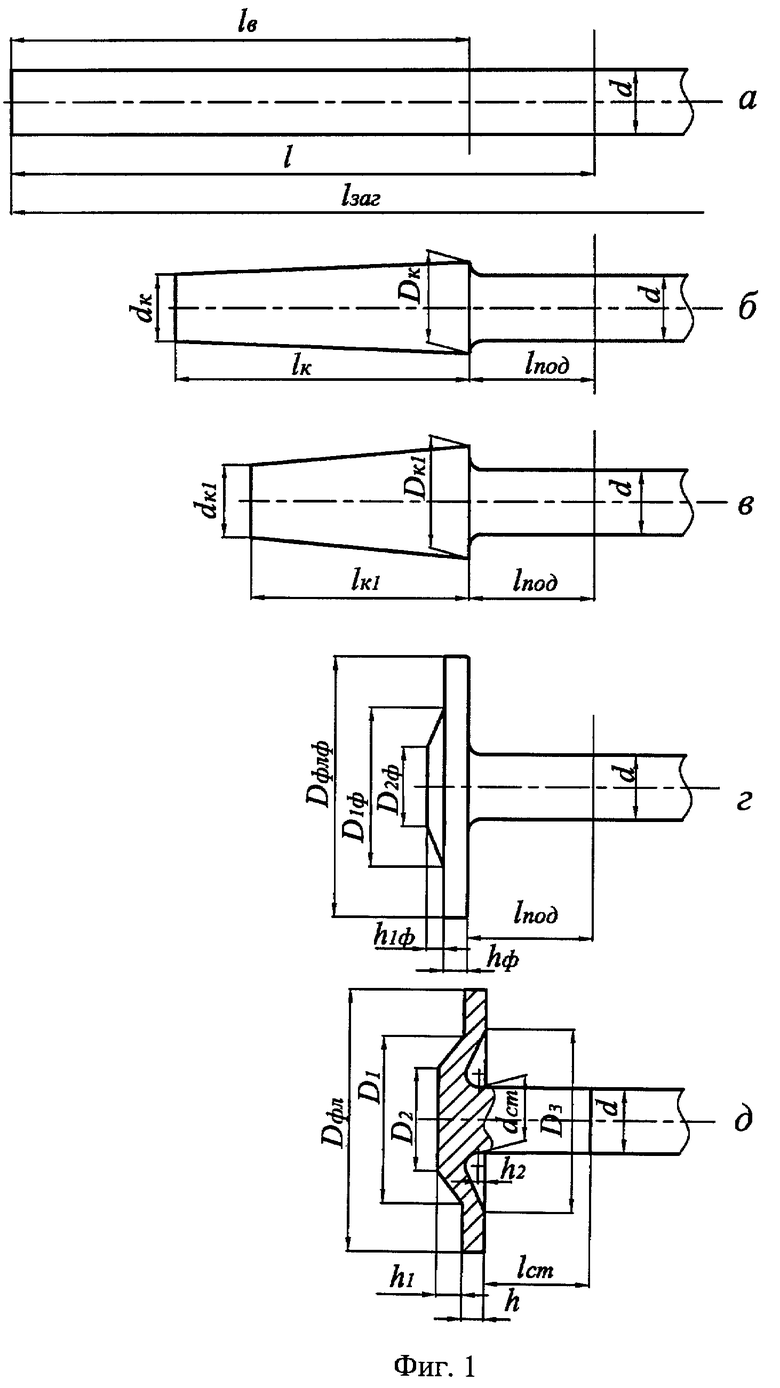
Наиболее близким аналогом является способ изготовления поковок типа стержня с фланцем методом штамповки на горизонтально-ковочных машинах (ГКМ), заключающийся в отрезке заготовки, нагреве высаживаемой части заготовки до ковочных температур, первом наборном переходе в коническом пуансоне, втором наборном переходе, предварительной и окончательной штамповке (см. А.Н.Брюханов, А.В.Ребельский. Горячая штамповка. Конструирование и расчет штампов. - М.: МАШГИЗ, - 1952, с.388-408). На фиг.1 показана схема существующего технологического процесса (аналога) горячей объемной штамповки поковок типа стержня с фланцем на ГКМ и высадочных автоматах:
а - исходная цилиндрическая заготовка;
б - первый наборный переход в коническом пуансоне;
в - второй наборный переход;
г - предварительная формовка;
д - окончательная формовка.
От исходного прутка отрезают заготовки длиной lзаг и диаметром d. При соотношении размеров длины высаживаемой части прутка lв к диаметру d  на первом переходе выполняют первую наборную высадку в коническом пуансоне с получением конической части поковки с размерами Dк≤1,5d, dк≅d+0,05d и высотой lк. При соотношении размеров поковки после первого конического набора металла
на первом переходе выполняют первую наборную высадку в коническом пуансоне с получением конической части поковки с размерами Dк≤1,5d, dк≅d+0,05d и высотой lк. При соотношении размеров поковки после первого конического набора металла  , где средний диаметр dc=(Dк+dк)/2, на втором переходе выполняют вторую наборную высадку в коническом пуансоне с получением конической части с размерами диаметров Dк1≤1,5dc, dк1=d[(1,03…1,05)+(0,03…0,05)] и длиной lк1.
, где средний диаметр dc=(Dк+dк)/2, на втором переходе выполняют вторую наборную высадку в коническом пуансоне с получением конической части с размерами диаметров Dк1≤1,5dc, dк1=d[(1,03…1,05)+(0,03…0,05)] и длиной lк1.
При соотношении размеров поковки после второго конического набора металла  , где средний диаметр dc1=(Dк1+dк1)/2, на третьем переходе выполняют предварительную формовку поковки с получением фланца с размерами фланца Dфлф, D1ф, D2ф и hф, h1ф. На четвертом переходе выполняют окончательную формовку поковки с размерами фланца Dфл, D1, D2, D3, dcm и h, h1, h2, lcm.
, где средний диаметр dc1=(Dк1+dк1)/2, на третьем переходе выполняют предварительную формовку поковки с получением фланца с размерами фланца Dфлф, D1ф, D2ф и hф, h1ф. На четвертом переходе выполняют окончательную формовку поковки с размерами фланца Dфл, D1, D2, D3, dcm и h, h1, h2, lcm.
Недостатками данного способа являются недостаточное качество поковок типа стержня с фланцем вследствие неблагоприятного волокнистого строения на верхней и нижней торцовой поверхности фланца поковки, а также неблагоприятное волокнистое строение в месте перехода от стержня к фланцу, снижающее прочность и износостойкость изготовленной из поковки детали.
Заявляемое изобретение решает задачу повышения качества поковок типа стержня с фланцем путем создания направленного волокнистого строения на верхней или на нижней торцовых поверхностях фланца и в месте перехода от стержня к фланцу применением для предварительной формовки пуансона и матрицы, имеющими конические, или сферические, или тороидальные поверхности.
Поставленная задача решена таким образом, что в способе изготовления поковок типа стержня с фланцем методом горячей объемной штамповки на ГКМ или на высадочных автоматах, включающем отрезку заготовок, нагрев высаживаемой части заготовки до ковочных температур, первую и вторую наборную высадку в коническом пуансоне, предварительную формовку фланца пуансоном и матрицей, имеющими конические, или сферические, или тороидальные поверхности и окончательную формовку поковки, что обеспечивает получение направленного благоприятного волокнистого строения на верхней или на нижней торцовых поверхностях фланца и в месте перехода от стержня к фланцу.
Сущность изобретения поясняется чертежами. На фиг.2 показана схема предлагаемого технологического процесса горячей объемной штамповки поковок типа стержня с фланцем на ГКМ и высадочных автоматах:
а - исходная цилиндрическая заготовка;
б - первый наборный переход в коническом пуансоне;
в - второй наборный переход в коническом пуансоне;
г - предварительная формовка;
д - окончательная формовка.
Предлагаемый способ осуществляют следующим образом. От исходного прутка отрезают заготовку длиной lзаг и диаметром d. При соотношении размеров длины высаживаемой части прутка lв к диаметру d на первом переходе выполняют первую наборную высадку в коническом пуансоне с получением конической части поковки с размерами Dк≤1,5d, dк≅d+0,05d и высотой lк. При соотношении размеров поковки после первой высадки , где средний диаметр dc=(Dк+dк)/2, на втором переходе выполняют вторую наборную высадку в коническом пуансоне с получением конической части с размерами диаметров Dк1≤1,5dc, dк1=d[(1,03…1,05)+(0,03…0,05)] и длиной lк1. Матрица на втором переходе может быть плоской или иметь коническую поверхность с углом αм. При соотношении размеров поковки после второй высадки , где средний диаметр dc1=(Dк1+dк1)/2, на третьем переходе выполняют предварительную формовку фланца с размерами Dфлф, hф, h1ф пуансоном и матрицей, имеющими конические (или сферические, или тороидальные) поверхности с углами αn и αм соответственно. На четвертом переходе выполняют окончательную формовку поковки с размерами фланца Dфл, D1, D2, D3, dcm и h, h1, h2, lcm.
Использование данного изобретения позволяет повысить качество поковок типа стержня с фланцем при горячей объемной штамповки на ГКМ и высадочных автоматах за счет создания направленного благоприятного волокнистого строения на верхней или на нижней торцовых поверхностях фланца и в месте перехода от стержня к фланцу, формирующегося при предварительной формовке фланца пуансоном и матрицей, имеющими конические, или сферические, или тороидальные поверхности.
Пример. Горячую объемную штамповку поковки полуоси заднего моста автомобилей ЗИЛ 130 (деталь 130Г-1203070) по существующему технологическому процессу (фиг.1) выполняют на горизонтально-ковочной машине номинальной силой 12,50 МН (ГКМ 1250) из стали марки 47ГТ. От прутка отрезают исходную заготовку диаметром d=48,0 мм и длиной lзаг=1359±5 мм. Т.к.  в первом наборном переходе в коническом пуансоне получают коническую заготовку с диаметрами dк=⌀50 мм, Dк=⌀68 мм и длиной lк=223 мм. Во втором наборном переходе, т.к.
в первом наборном переходе в коническом пуансоне получают коническую заготовку с диаметрами dк=⌀50 мм, Dк=⌀68 мм и длиной lк=223 мм. Во втором наборном переходе, т.к.  , получают коническую заготовку с размерами dк1=⌀55 мм, Dк1=⌀85 мм и длиной lк1=166 мм. На третьем переходе, т.к.
, получают коническую заготовку с размерами dк1=⌀55 мм, Dк1=⌀85 мм и длиной lк1=166 мм. На третьем переходе, т.к.  осуществляют предварительную формовку поковки с диаметром Dфлф=⌀196 мм и толщиной hф=18 мм. На четвертом переходе получают поковку с окончательными размерами: с подъемом стержневой части длиной lcm=79,2 мм на диаметр dсm=⌀49,7 мм; с фланцем диаметром Dфл=⌀197,9 мм, толщиной h=16,7 мм и конической частью на толщине h1=19,3 мм, с диаметрами D1=⌀126,4 мм и D2=⌀78 мм.
осуществляют предварительную формовку поковки с диаметром Dфлф=⌀196 мм и толщиной hф=18 мм. На четвертом переходе получают поковку с окончательными размерами: с подъемом стержневой части длиной lcm=79,2 мм на диаметр dсm=⌀49,7 мм; с фланцем диаметром Dфл=⌀197,9 мм, толщиной h=16,7 мм и конической частью на толщине h1=19,3 мм, с диаметрами D1=⌀126,4 мм и D2=⌀78 мм.
Предлагаемый способ горячей объемной штамповки поковки полуоси заднего моста автомобилей ЗИЛ130 (деталь 130Г-1203070) осуществляют аналогично существующему на ГКМ 1250 из стали марки 47ГТ (фиг.2). От прутка отрезают исходную заготовку с размерами d=48,0 мм и lзаг=1359±5 мм, выполняют первую и вторую наборную высадку, матрицы имеют конусную воронку с углом 10°. На первом переходе получают заготовку с размерами dк=⌀50 мм, Dк=⌀68 мм и lк=223 мм, во втором переходе получают заготовку с размерами dк1=⌀55 мм, Dк1=⌀85 мм и lк1=166 мм.
На третьем переходе проводят предварительную формовку фланца пуансоном, имеющим коническую поверхность с углом 10°, а матрица имеет конусную воронку с углом 10°. На третьем переходе получают заготовку с размерами Dфлф=⌀159,7 мм, hф=34 мм, h1ф=31 мм.
На четвертом переходе проводят окончательную формовку фланца и получают поковку со следующими размерами: длина lcm=79,2 мм, диаметр dcm=⌀49,7 мм; диаметр фланца Dфл=⌀197,9 мм, толщина h=16,7 мм и толщина h1=19,3 мм, диаметр d1=⌀126,4 мм и диаметр D2=⌀78 мм.
Полученные детали имеют направленное благоприятное волокнистое строение на верхней и нижней торцовых поверхностях фланца и в месте перехода от стержня к фланцу вследствие более равномерного течения металла в этих частях поковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ВЫСАДКОЙ ПОЛОГО ТОНКОСТЕННОГО УТОЛЩЕНИЯ СФЕРИЧЕСКОЙ ФОРМЫ НА СТЕРЖНЕВОЙ ЧАСТИ ПОКОВКИ С ФЛАНЦЕМ И КОНЦЕВЫМ УЧАСТКОМ | 2008 |
|
RU2374029C1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1982 |
|
SU1174142A1 |
| Способ изготовления поковок фланцевых валов | 1986 |
|
SU1412868A1 |
| Способ высадки стержневых изделий с фланцем | 1985 |
|
SU1389922A1 |
| Способ штамповки поковок шаровых опор | 1980 |
|
SU1013077A1 |
| Штамп горизонтально-ковочной машины | 1980 |
|
SU925509A1 |
| Способ изготовления ступенчатых деталей из жаропрочных сталей и сплавов | 1987 |
|
SU1423243A1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве поковок полуосей автомобилей и других поковок типа стержня с фланцем. Способ включает отрезку заготовки, нагрев высаживаемой части заготовки, первую и вторую наборные высадки, предварительную формовку фланца и окончательную формовку поковки. Предварительную формовку фланца выполняют пуансоном и матрицей, имеющими конические или сферические, или тороидальные поверхности. Указанные поверхности обеспечивают получение направленного волокнистого строения на верхней или на нижней торцовых поверхностях фланца и вблизи места перехода от стержня к фланцу. Также данные поверхности обеспечивают равномерное течение металла вблизи места перехода от стержня к фланцу. В результате обеспечивается повышение качества поковок. 2 ил.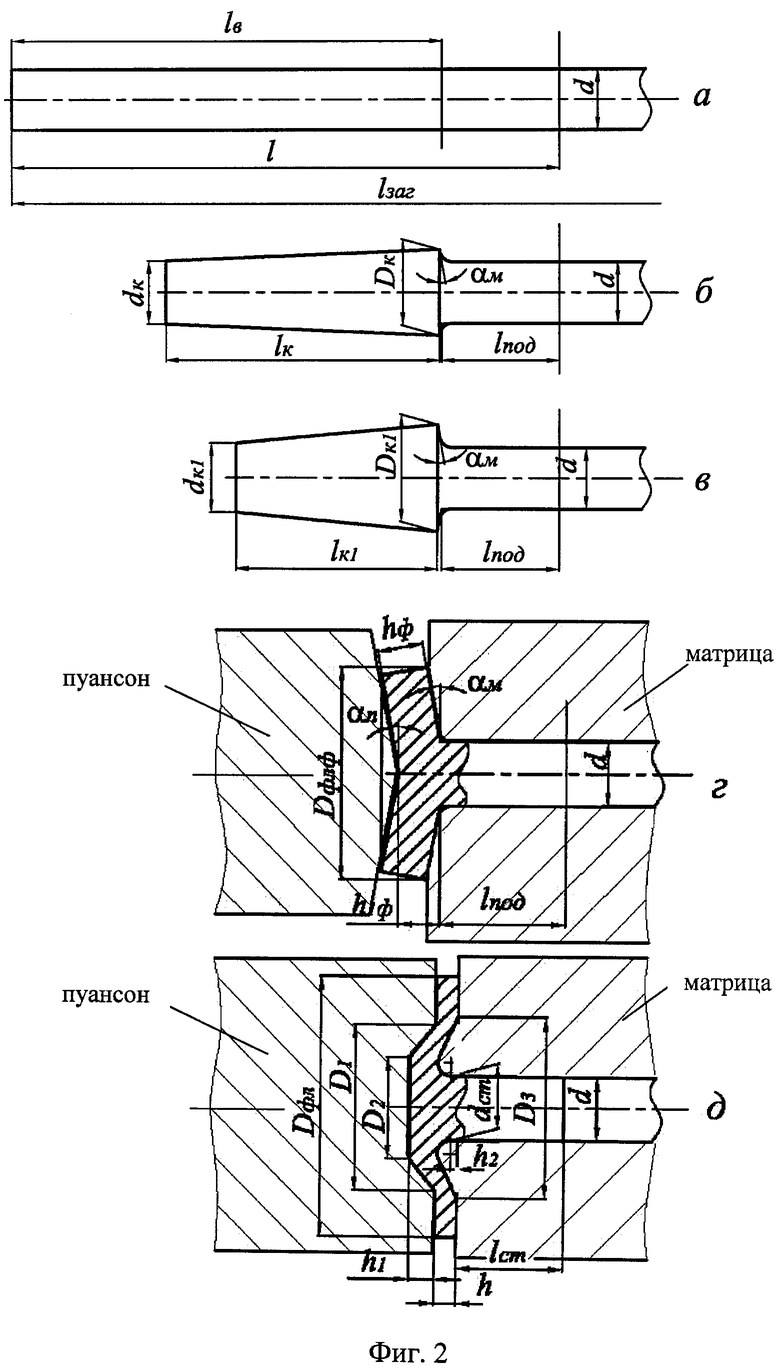
Способ изготовления поковок типа стержня с фланцем горячей объемной штамповкой на горизонтально ковочных машинах или высадочных автоматах, включающий отрезку заготовки, нагрев высаживаемой части заготовки до ковочных температур, первую и вторую наборные высадки в коническом пуансоне, предварительную формовку фланца и окончательную формовку поковки, отличающийся тем, что предварительную формовку фланца выполняют пуансоном и матрицей, имеющими конические или сферические, или тороидальные поверхности для обеспечения получения направленного волокнистого строения на верхней или на нижней торцовых поверхностях фланца и вблизи места перехода от стержня к фланцу и равномерного течения металла вблизи места перехода от стержня к фланцу.
| БРЮХАНОВ А.Н | |||
| и др | |||
| Горячая штамповка, Конструирование и расчет штампов, МАШГИЗ, 1952, с.388-408 | |||
| Штамп для объемной штамповки поковок с отростком и фланцем | 1982 |
|
SU1139555A1 |
| RU 2056206 C1, 20.03.1996 | |||
| JP 5337592 A, 21.12.1993 | |||
| US 4484464 A1, 27.11.1984. | |||

