Предлагаемое изобретение относится к области обработки металлов давлением путем штамповки на горизонтально-ковочных машинах и может найти применение при изготовлении поковок, например, для деталей типа «опора шаровая» для автомобильного транспорта.
Известен способ штамповки сферической части поковки шаровой опоры поворотного кулака (Семендий В.И. и др. «Прогрессивные технология, оборудование и автоматизация кузнечно-штамповочного производства КамАЗа», - М.: Машиностроение, 1989 г., с.304).
Согласно способу, полое утолщение сферической формы высаживается за четыре перехода, включая высадку асимметричного набора в пуансоне и матрице, раздачу набора на втором переходе, раздачу-формовку глубокой полости на третьем переходе, раздачу полой части утолщения с формированием стенки разной толщины.
Недостатком данного способа является образование неравномерного продольного заусенца на сферической части утолщения, что влечет за собой введение дополнительной операции по его удалению.
Известен способ изготовления поковок, включающих стержневую часть с фланцем и утолщением (А.Н.Брюханов, А.В.Ребельский «Горячая штамповка. Конструирование и расчет штампов», ГНТИ, г.Москва, 1952, с.449-457).
Характерным для указанного способа является образования полого утолщения куполообразной тонкостенной формы со скошенным торцом на стержневой части поковки с фланцем. Набор металла в коническом пуансоне осуществляется на части длины высаживаемого участка стержня поковки. Раздача металла конического набора осуществляется в двух предварительных и окончательном формовочно-прошивочных ручьях. При этом длина высаживаемой части на втором предварительном переходе больше окончательной длины сферического утолщения, а глубина предварительно прошитой полости больше глубины окончательной полости.
Недостатком указанного способа является несогласованность переходов штамповки, т.к. соотношение длин и глубин высаживаемых частей на третьем и четвертом переходах больше единицы, что может привести к образованию кольцевого поднутрения на внутренней поверхности формируемой стенки сферического утолщения. Это происходит из-за особенности схемы деформации на четвертом переходе, на котором формирование стенки по высоте завершается их осадкой по торцовой поверхности, что может привести к потере устойчивости стенки утолщения и образованию поднутрения на ее внутренней поверхности.
Наличие поднутрения на стенке может уменьшить необходимый припуск для дальнейшей обработки резанием, что может привести к снижению качества обрабатываемой поверхности или к браку за счет невыполнения чертежных размеров изделия.
Указанный способ выбран заявителем в качестве ближайшего аналога (прототипа).
Технической задачей, решаемой авторами предполагаемого изобретения является улучшение качества поковки за счет исключения поднутрения на внутренней стенке полого сферического утолщения.
Поставленная задача достигается тем, что в способе штамповки полого тонкостенного утолщения сферической формы на стержневой части поковки с фланцем и концевым участком, которую осуществляют по переходам, согласно изобретения, на первом переходе штамповки производят конический набор металла высадкой части поковки, на втором переходе коническому набору осадкой придают грибообразную форму и одновременно образуют осевое углубление конусообразной формы, на третьем переходе штамповки осуществляют предварительную прошивку-раздачу грибообразного утолщения без изменения его длины, на четвертом переходе штамповки производят окончательную прошивку-формовку полученного на третьем переходе утолщения с формированием стенок полого сферического утолщения обратным выдавливанием, при этом обеспечивают отношение длины утолщения, полученного на третьем переходе к длине сферического утолщения, полученного на четвертом переходе ≤1, а отношение глубин прошиваемых на указанных третьем и четвертом переходах полостей <1.
Осуществление на первом переходе конического набора металла на всей длине высаживаемой части позволяет обеспечить конечную длину стержневой части поковки, которая остается неизменной на последующих переходах. За счет чего обеспечивается большая равномерность деформации на всех переходах высадки.
Осадка на втором переходе набора с приданием ему грибообразной формы с одновременным образованием центрирующего осевого углубления конусообразной формы, обеспечивает его устойчивость при высадке на следующем переходе.
Предварительная прошивка - раздача грибообразного утолщения на третьем переходе, обеспечивает формирование сферических поверхностей наружной и внутренней части полого утолщения без изменения длины высаживаемой части, что обеспечивает устойчивость высаживаемой части.
Окончательная прошивка-формовка с формированием стенок полого сферического утолщения только обратным выдавливанием, устраняет осадку, тем самым исключает поднутрение на стенке образованной сферической полости, что достигается согласованием переходов по длине высаживаемой части и глубине полости на третьем и четвертом переходах, т.е. обеспечением соотношения длины высаживаемой части на третьем переходе и длины сферического утолщения на четвертом переходе ≤1, а глубин прошиваемой на указанных переходах полости <1.
При соотношении указанных параметров больше 1 возникает вероятность осадки стенок полого утолщения, что может привести к указанному выше дефекту.
В результате проведенных патентных исследований не выявлено аналогичных технических решений, характеризуемых заявляемой совокупностью признаков, что позволяет сделать вывод, что заявляемое техническое решение обладает «новизной» и « изобретательским уровнем», может найти применение в промышленности, т.е. является «промышленно применимым».
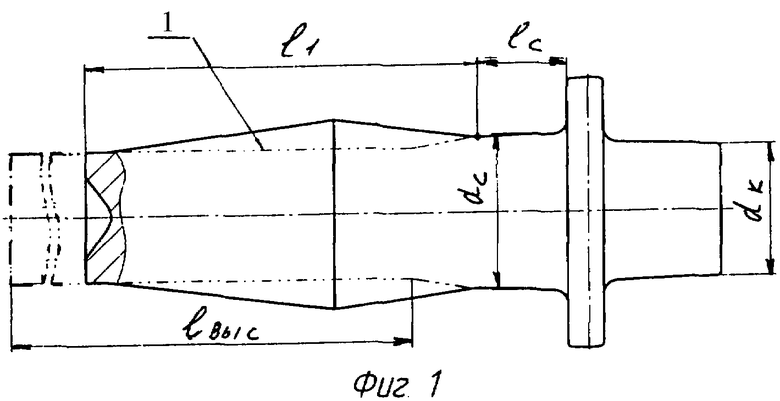
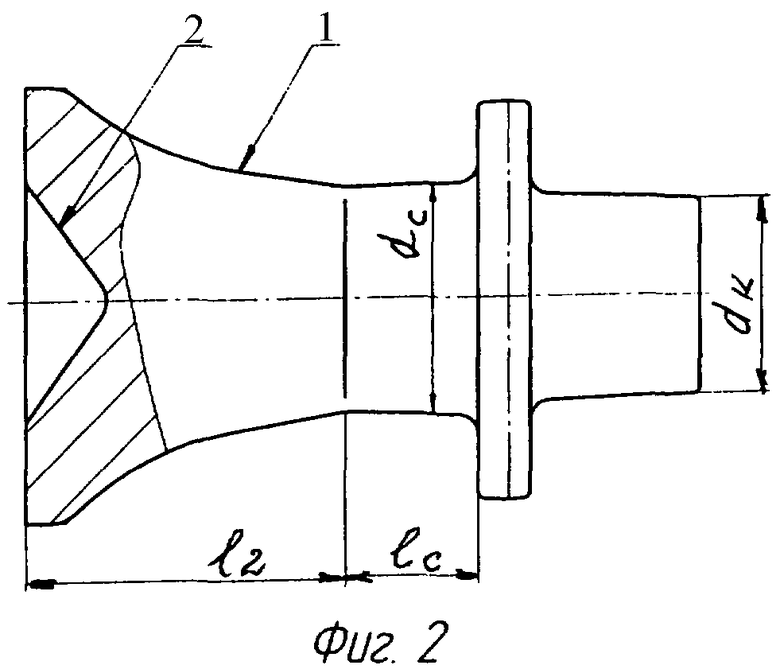
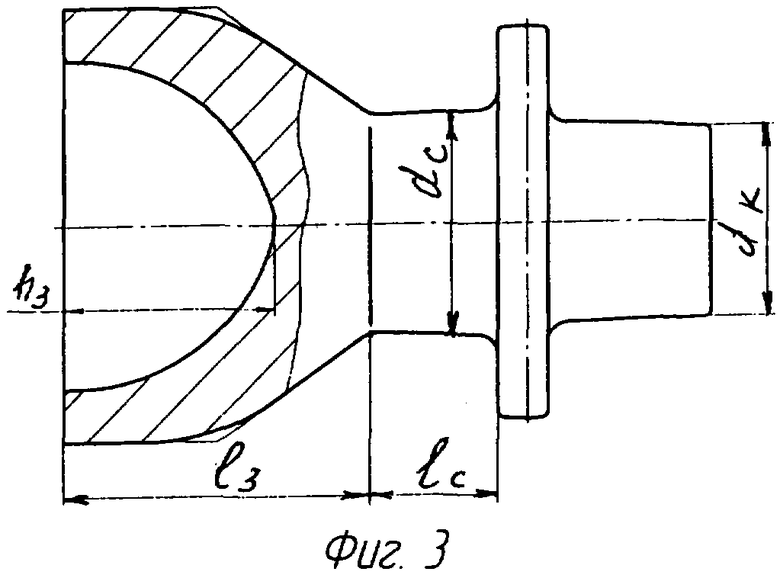
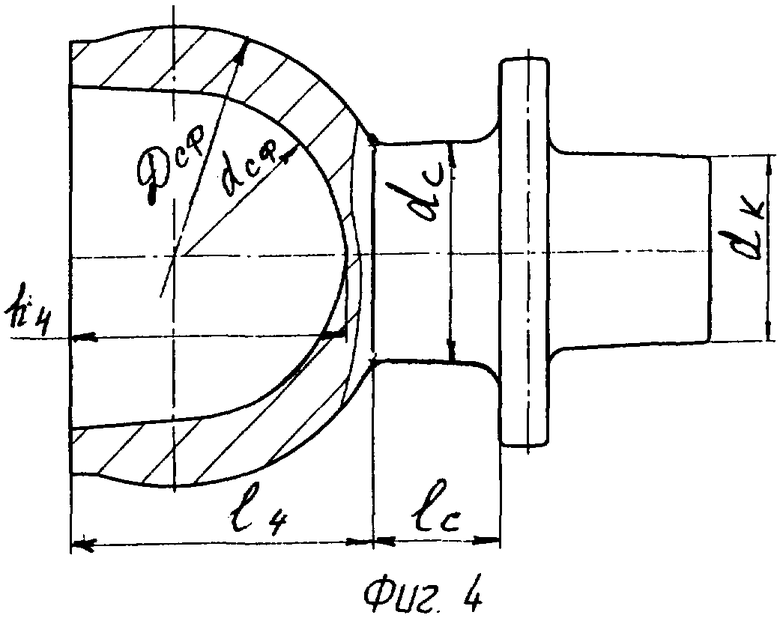
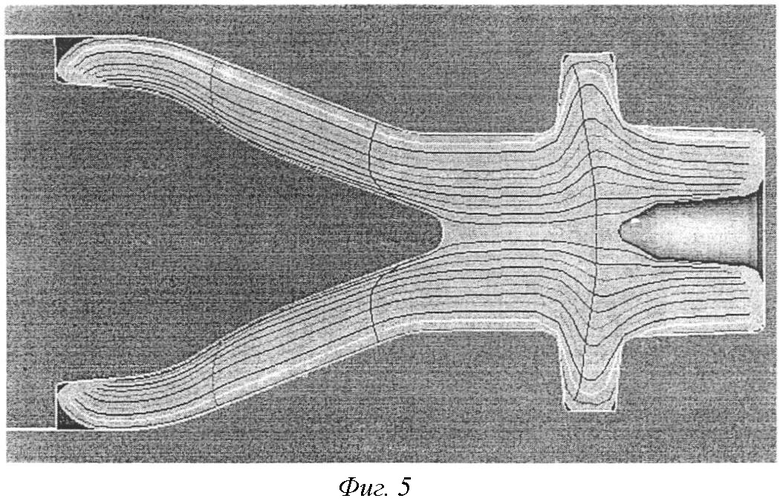
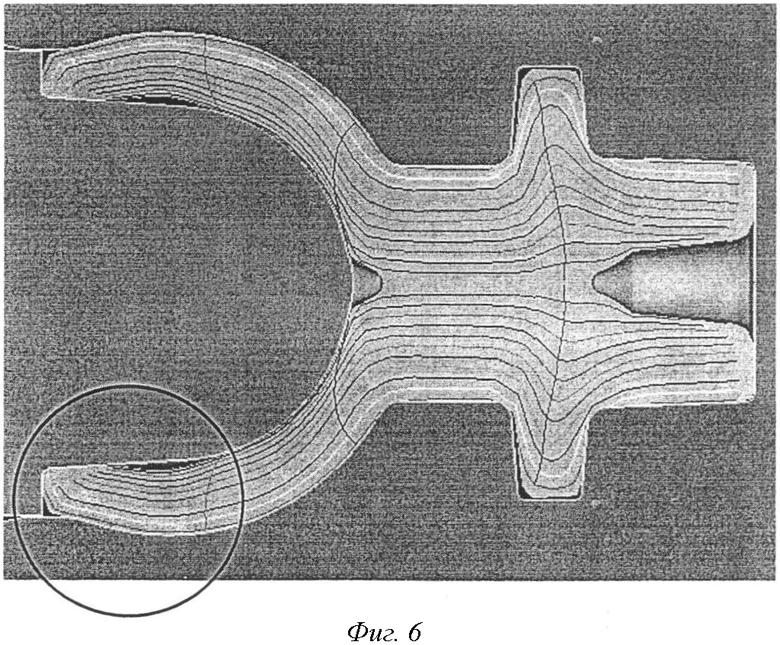
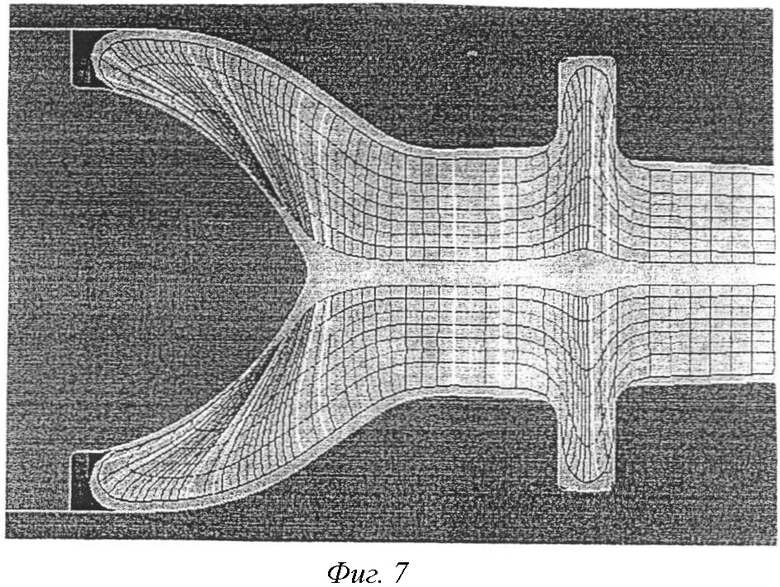
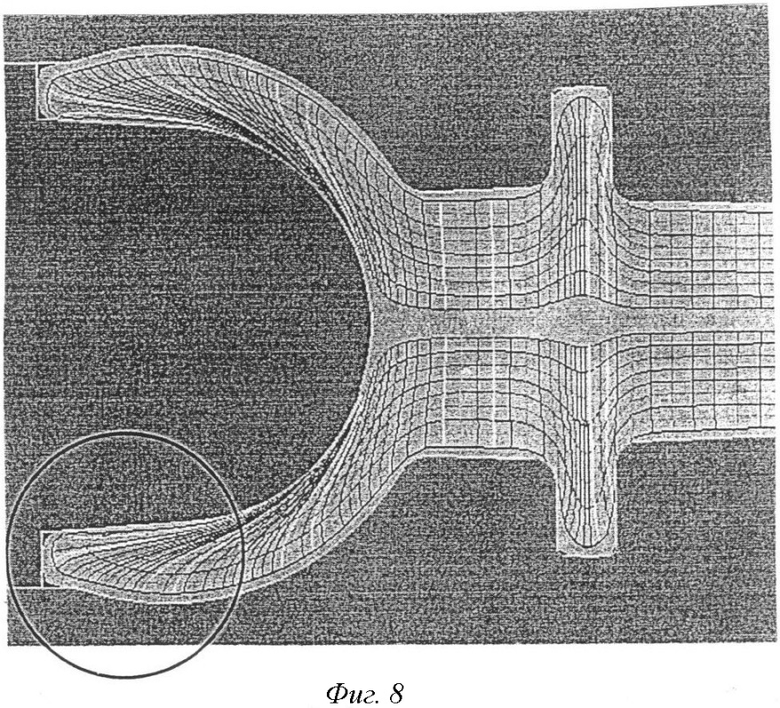
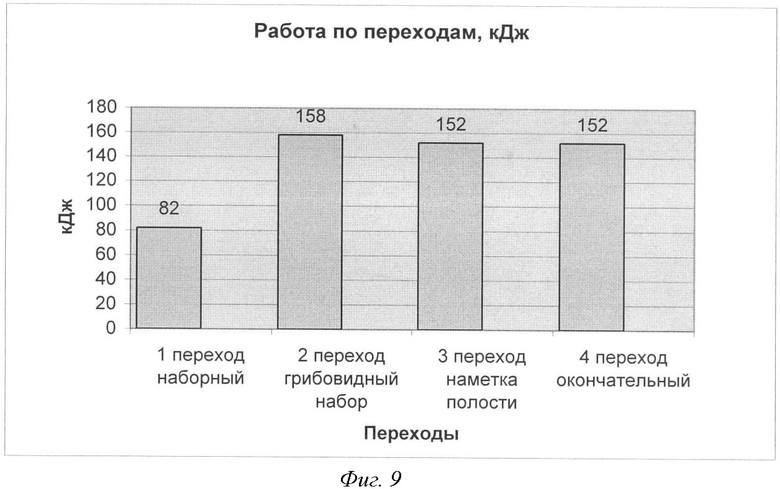
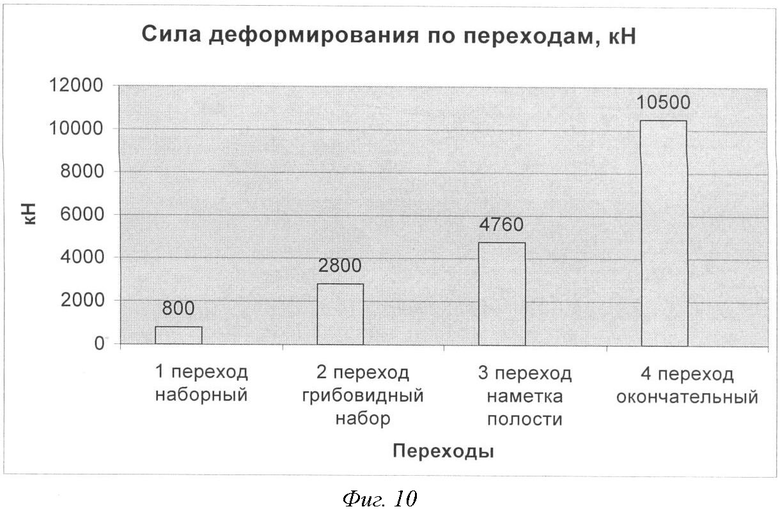
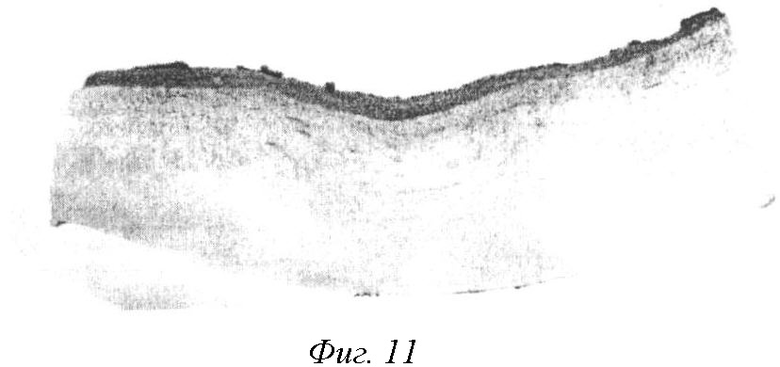
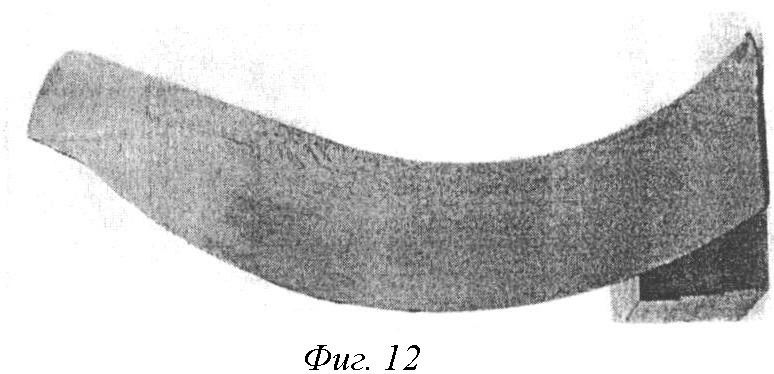
Сущность изобретения поясняется чертежами, где на фиг.1 - общий вид поковки на первом переходе; на фиг.2 - общий вид поковки на втором переходе; на фиг.3 - общий поковки на третьем переходе; на фиг.4 - общий вид поковки на четвертом переходе; на фиг.5 - картина течения металла на третьем переходе (прототип); на фиг.6 - картина течения металла на четвертом переходе (прототип); на фиг.7 - картина течения металла на третьем переходе заявляемого способа; на фиг.8 - картина течения металла на четвертом переходе заявляемого способа; на фиг.9 - график изменения работы деформации по переходам высадки; на фиг.10 - график изменения сил деформирования по переходам высадки; на фиг.11 - фрагмент стенки сферической полости натурного образца (прототип); на фиг.12 - фрагмент стенки сферической полости натурного образца, полученного заявляемым способом.
Сущность способа заключается в следующем.
На первом переходе осуществляют конический набор металла на всей длине высаживаемой части, на втором переходе набору придают осадкой грибообразную форму с одновременным образованием осевого углубления конусообразной формы, на третьем переходе осуществляют предварительную прошивку-раздачу грибообразного утолщения без изменения длины высаживаемой части, на четвертом - окончательную его прошивку-формовку с формированием стенок сферического утолщения обратным выдавливанием, обеспечивая соотношение длины высаживаемой части на третьем переходе и длины сферического утолщения на четвертом переходе ≤1, а отношением глубин, прошиваемых на указанных третьем и четвертом переходах полостей <1.
Способ осуществляют следующим образом.
Штамповку высадкой полого тонкостенного утолщения сферической формы на стержневой части поковки с фланцем и концевым участком dк осуществляют на горизонтально-ковочной машине.
На первом переходе на всей длине высаживаемой части 1выс осуществляют конический набор металла длинною l1 одновременно в пуансоне и матрице, что позволяет обеспечить конечную длину lс стержневой части поковки диаметром dс, неизменной на последующих переходах. За счет чего обеспечивают большая равномерность деформации на всех переходах высадки (см. фиг.1).
На втором переходе набор осаживают до придания ему грибообразной формы 1 длиной l2. Одновременно образуют осевое углубление конусообразной формы 2 (см. фиг.2), т.е. наметку под будущую полость, которая позволит центрировать прошивной пуансон и обеспечить устойчивость осаженного набора при высадке на следующем переходе.
На третьем переходе осуществляют предварительную прошивку - раздачу грибообразного утолщения 1, формируют сферические поверхности наружной и внутренней части утолщения 1 без изменения длины высаживаемой части, т.е. l3=l2 (см. фиг.3).
На четвертом переходе осуществляют окончательную прошивку-формовку с формированием стенок полого сферического утолщения с наружным диаметром Dсф, внутренним диаметром dсф, обратным выдавливанием, исключая, тем самым осадку, а следовательно, исключая образование поднутрения на внутренней поверхности стенки сферической полости. Это достигается согласованием переходов по длине высаживаемой части и глубине полости на третьем и четвертом переходах, т.е. обеспечением соотношения длины высаживаемой части на третьем переходе и длины сферического утолщения на четвертом переходе l3:l4≤1, а отношение глубин, прошиваемых на указанных переходах полостей h3:h4<1 (см. фиг.4).
Для обоснования заявляемых переходов высадки проводилось математическое моделирование пластического формоизменения. Использовалась компьютерная программа расчета методом конечных элементов горячих осесимметричных деформаций РАПИД-20. В результате проведения серии вычислительных экспериментов установлен характер конечного формоизменения при высадке поковки «опора шаровая» по переходам прототипа (см. фиг.5 и 6) и предложенному способу (см. фиг.7 и 8). Расчетные картины течения металла подтвердили образование поднутрения в первом случае и его отсутствие во втором.
При этом работа деформации достаточно равномерно распределяется по основным заявляемым переходам высадки (см. фиг.9), при этом силовой режим высадки (см. фиг.10) обеспечивается мощностью оборудования - «тяжелой горизонтально-ковочной машиной».
Результаты моделирования позволили разработать конструкторско-технологическую документацию для опытно-промышленного опробования заявляемых переходов высадки применительно к поковке «опора шаровая» для автомобиля «Урал» (6361Х-2304015) из стали ЗОХГСА массой 39,15 кг. Опытная штамповка успешно проведена на горизонтально-ковочной машине усилием 31,5 МН в специальном высадочном штампе. В результате показано отсутствие поднутрения на внутренней поверхности стенки сферического утолщения (см. фиг.12) и повышение качества поковки «опора шаровая», по сравнению с вариантом высадки по действующим переходам (см. фиг.11), аналогичным прототипу.
Таким образом, заявляемый способ штамповки высадкой полого тонкостенного утолщения сферической формы на стержневой части поковки с фланцем и концевым участком, например, для деталей типа «опора шаровая» систем рулевого управления большегрузных полноприводных автомобилей, позволяет улучшить качество поковки, что повышает надежность работы детали «опора шаровая» в указанной системе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА СТЕРЖНЯ С ФЛАНЦЕМ | 2009 |
|
RU2419505C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2238167C2 |
| Способ изготовления изделий типа стержня с утолщением | 1985 |
|
SU1248717A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| СПОСОБ ОДНОПЕРЕХОДНОЙ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ПОЛОСТЬЮ В УТОЛЩЕНИИ | 2009 |
|
RU2391172C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| Способ штамповки удлиненных поковок с раструбом | 1991 |
|
SU1802736A3 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении на горизонтально-ковочных машинах поковок для деталей типа шаровой опоры, применяемой в автомобильном транспорте. На первом переходе штамповки высадкой части поковки производят конический набор металла. На втором переходе коническому набору осадкой придают грибообразную форму. Одновременно образуют осевое углубление конусообразной формы. На третьем переходе осуществляют предварительную прошивку-раздачу грибообразного утолщения без изменения его длины. На четвертом переходе производят окончательную прошивку-формовку полученного на третьем переходе утолщения. При этом формируют стенки полого сферического утолщения обратным выдавливанием. Обеспечивают отношение длины утолщения, полученного на третьем переходе, к длине сферического утолщения, полученного на четвертом переходе, ≤1. Отношение глубин прошиваемых на указанных третьем и четвертом переходах полостей <1. В результате обеспечивается повышение качества поковки. 12 ил.
Способ штамповки полого тонкостенного утолщения сферической формы на стержневой части поковки с фланцем и концевым участком, которую осуществляют по переходам, отличающийся тем, что на первом переходе штамповки производят конический набор металла высадкой части поковки, на втором переходе коническому набору осадкой придают грибообразную форму и одновременно образуют осевое углубление конусообразной формы, на третьем переходе штамповки осуществляют предварительную прошивку-раздачу грибообразного утолщения без изменения его длины, на четвертом переходе штамповки производят окончательную прошивку-формовку полученного на третьем переходе утолщения с формированием стенок полого сферического утолщения обратным выдавливанием, при этом обеспечивают отношение длины утолщения, полученного на третьем переходе, к длине сферического утолщения, полученного на четвертом переходе, ≤1, а отношение глубин прошиваемых на указанных третьем и четвертом переходах полостей <1.
| БРЮХАНОВ А.Н, РЕБЕЛЬСКИЙ А.В | |||
| Горячая штамповка | |||
| Конструирование и расчет штампов, ГНТИ | |||
| - М., 1952, с.449-457 | |||
| Способ изготовления шаровыхпАльцЕВ | 1979 |
|
SU837549A1 |
| Способ изготовления шаровых пальцев | 1978 |
|
SU764820A1 |
| Способ штамповки поковок шаровых опор | 1980 |
|
SU1013077A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ГИПСА | 2000 |
|
RU2186306C2 |

