4 IS3
00 to
4
СО
Изобретение относится к обработке металлов давлением и может быть использова- йо при изготовлении многопереходной высад- Кой ступенчатых деталей из жаропрочньЕх 4талей и сплавов.
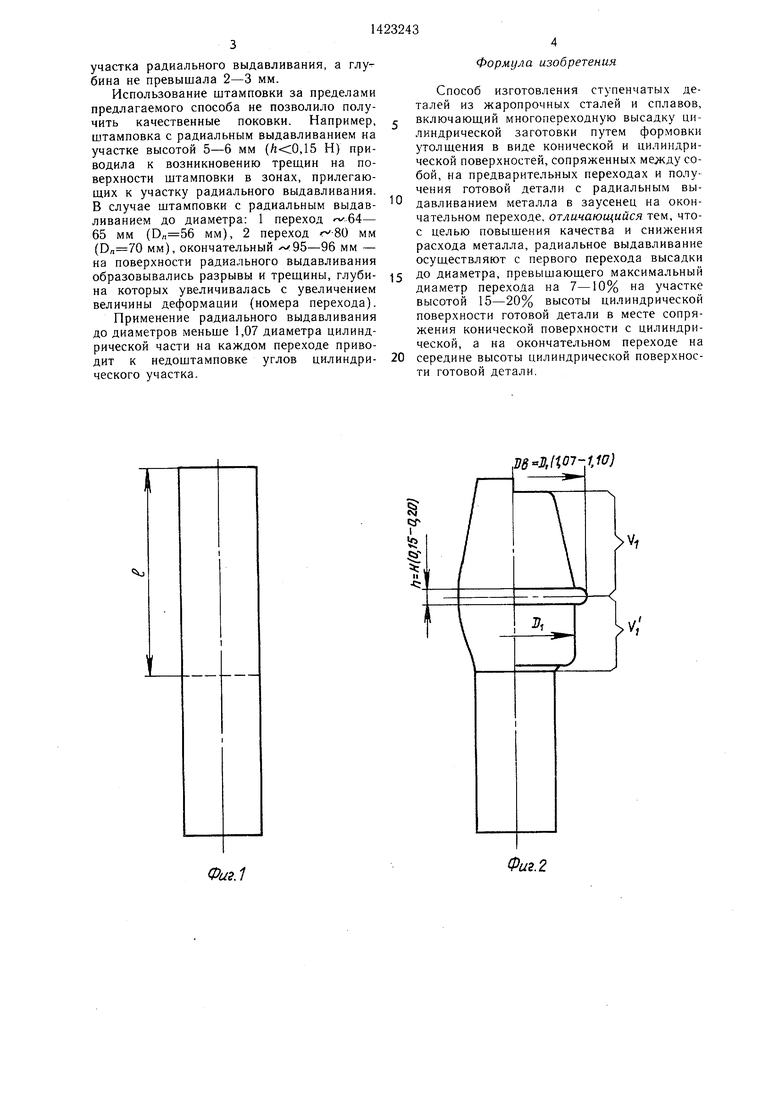
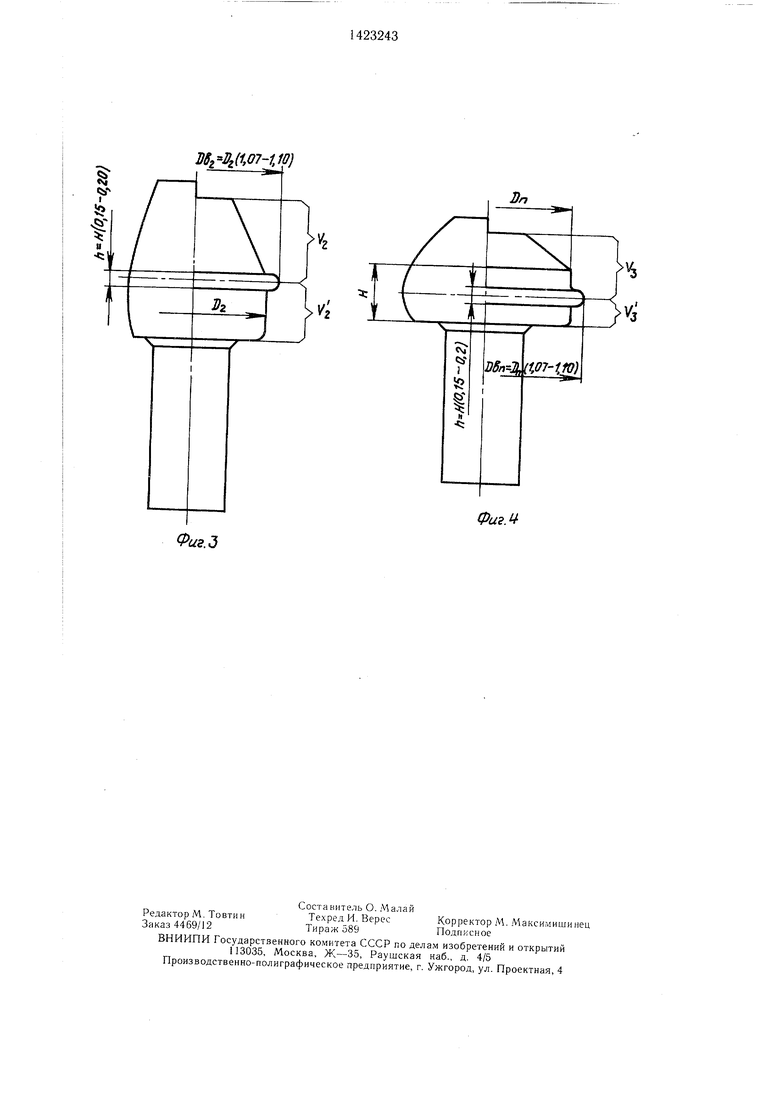
Цель изобретения - повышение качест- EJa деталей и снижение расхода металла. I На фиг. 1 дана исходная цилиндрическая заготовка с длиной высаживаемой 1:асти Р; на фиг. 2 - заготовка после пер- Еюго перехода: высадка конической части, 11илиндрической части максимального диаметра - DI, и радиальное выдавливание 1,о диаметра DB на участке высотой h; на фиг. 3 - заготовка после второго перехода; высадка конического участка, цилиндрической части максимального ди.аметра 1)2 и радиальное выдавливание до диаметра )в2 на участке высотой h; на фиг. 4 - готовая поковка, имеющая цилиндрическую поверхность максимального диаметра D, вы- фтой Н и участок диаметром Овп, высотой Н, при этом объемы и Vi
Способ осуществляют в следующей последовательности. По чертежу готовой поковки находят размеры участка радиального вы- /1авливания и объемы Уз и УЗ, определяющие его расположение на середине высоты Н цилиндрической поверхности (фиг. 4). Далее из равенства объемов, с учетом известных рекомендаций определяют размеры заготовки по наборным переходам и соответственно диаметры участков радиального вы- .л авливания. Участок радиального выдавли- в|ания для промежуточных переходов распо- 1агают на максимальном текущем диаметре месте сопряжения конической поверхности с| цилиндрической (фиг. 2, 3). : На начальной стадии первого перехода ысадки (фиг. 2), после частичного запол- Йения конусной части начинается форми- р(ование цилиндрической поверхности. При э|том преимущественное течение материала Наблюдается в месте перехода конусной части в цилиндрическую, т.е. на этом участке заготовки происходит начальный набор Диаметра D|. Расположение в этом месте участка заготовки, свободного до контакта С инструментом, позв.оляет уменьщить охлаждение металла. На следующей стадии высадки первого перехода происходит формирование всей цилиндрической поверхности. Выполнение в этот момент радиального Е ыдавливания части металла позволяет перераспределить напряжение и деформации в siOHy заготовки, имеющую наибольшую пластичность.
На следующем переходе (фиг. 3) происходит высадка конусной части, и увеличение диаметра цилиндрической части с радиальным выдавливанием металла на участке заготовки свободном от щтампа. И в этом Случае, как и на первом переходе, радиальное выдавливание выполняет роль накопи5
теля деформации и демпфера, релаксирую- щего напряжения, что позволяет высаживать заготовку и без разрущения металла «а ее поверхности.
На окончательном переходе (фиг. 4) формирование цилиндрической поверхности, имеющей максимальный диаметр, происходит за счет верхнего - УЗ и нижнего - УЗ объемов металла, а участок радиального выдавливания располагается по сере- 0 дине высоты цилиндрической поверхности. Это объясняется тем, что наибольшая начальная деформация, а следовательно и ранний контакт заготовки с инструментом при окончательной высадке возникает на участке, расположенном на середине высоты цилиндрической поверхности, имеющей максимальный диаметр. Эффект радиального выдавливания на этой стадии высадки аналогичен описанному выше.
0 Кроме того, наличие наплыва от радиального выдавливания качественно влияет на повышение деформируемости материала заготовки. Утолщение, образовавщееся в результате радиального выдавливания, является аккумулятором тепла, выполняет роль бандажа, создавая напряженное состояние сжатия в месте наибольщей начальной деформации, и обеспечивает технологический припуск для накопления поверхностных дефектов, в случае их образования.
Пример. На заготовках высаживания утолщение, имеющее начальный усеченный конус, переходящий в цилиндрическую поверхность. Высота конусного участка составляла 40 мм, диаметр малого основания 53 мм. Цилиндрический участок имел высоту 50 мм и диаметр 85 мм.
Штамповку производили за три перехода с радиальным выдавливанием на каждом переходе со скоростью деформирования ,2 м/с, что соответствует скорости деформирования мощных ГКМ усилием 0 12,5 МНт. Деформирование осуществляли после нагрева заготовки до 1180°С и температуре подогрева щтампа и 20°С.
Высоту участка радиального выдавливания регулировали прокладками.
Штамповка с использованием радиального выдавливания на промежуточных переходах, в месте перехода конической формы в цилиндрическую, на участке высотой 7,5-10,0 мм (0,15-0,2 Н) и диаметром 1,07-1,ООи (Dn - максимальный диаметр перехода) позволила деформировать сплав без разрущения.
При окончательной штамповке на поверхности участка радиального выдавливания диаметром мм и- высотой 8 мм, расположенного по середине цилиндрической 5 поверхности диаметром 85 мм и высотой 50 мм, в некоторых случаях появлялась сетка мелких трещин. Однако, их месторасположение не выходило за пределы
0
5
5
0
участка радиального выдавливания, а глубина не превышала 2-3 мм.
Использование штамповки за пределами предлагаемого способа не позволило получить качественные поковки. Например, штамповка с радиальным выдавливанием на участке высотой 5-6 мм (,15 Н) приводила к возникновению трешин на поверхности штамповки в зонах, прилегаю- ш,их к участку радиального выдавливания. В случае штамповки с радиальным выдавливанием до диаметра: 1 переход 65 мм (D,,56 мм), 2 переход o -SO мм ( мм), окончательный rv 95-96 мм - на поверхности радиального выдавливания образовывались разрывы и треш.ины, глубина которых увеличивалась с увеличением величины деформации (номера перехода).
Применение радиального выдавливания до диаметров меньше 1,07 диаметра цилиндрической части на каждом переходе приводит к недоштамповке углов цилиндрического участка.
Формула изобретения
Способ изготовления ступенчатых деталей из жаропрочных сталей и сплавов, включающий многопереходную высадку цилиндрической заготовки путем формовки утолш.ения в виде конической и цилиндрической поверхностей, сопряженных между собой, на предварительных переходах и получения готовой детали с радиальным выдавливанием металла в заусенец на окончательном переходе, отличающийся тем, что- с целью повышения качества и снижения расхода металла, радиальное выдавливание осуществляют с первого перехода высадки
ДО диаметра, превышающего максимальный диаметр перехода на 7-10% на участке высотой 15-20% высоты цилиндрической поверхности готовой детали в месте сопряжения конической поверхности с цилиндрической, а на окончательном переходе на
середине высоты цилиндрической поверхности готовой детали.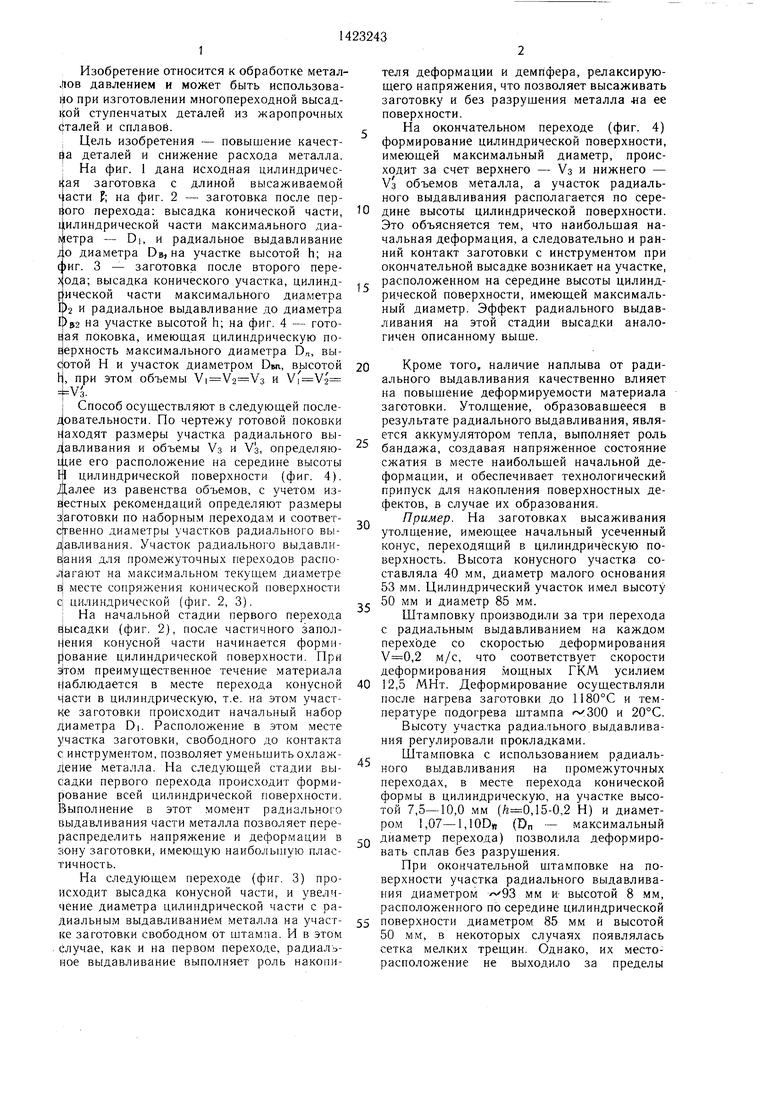
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ изготовления стержня со ступенчатой головкой | 1990 |
|
SU1738456A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА СТЕРЖНЯ С ФЛАНЦЕМ | 2009 |
|
RU2419505C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления изделий типа стержня с утолщением | 1985 |
|
SU1248717A1 |
| Способ изготовления стержневых деталей с утолщением | 1988 |
|
SU1690935A1 |
изобретение относится к обработке металлов давлением и может быть использовано при изготовлении многопереходной высадкой ступенчатых деталей из жаропрочных сталей и сплавов. Цель - повышение качества деталей и снижение расхода металла. Цилиндрическую заготовку высаживают по переходам. На каждом переходе получают утолщение в виде конической и цилиндрической поверхностей, сопряженных между собой. Радиальное выдавливание металла осуществляют с первого перехода до диаметра, превышающего максимальный диаметр перехода на 7-10%. Высота участка радиального выдавливания составляет 15-20% высоты цилиндрической поверхности готовой детали. Участок радиального выдавливания располагают в месте сопряжения цилиндрической и конической поверхностей, на последнем переходе - на середине высоты цилиндрической поверхности готовой детали. 4 ил. а (Л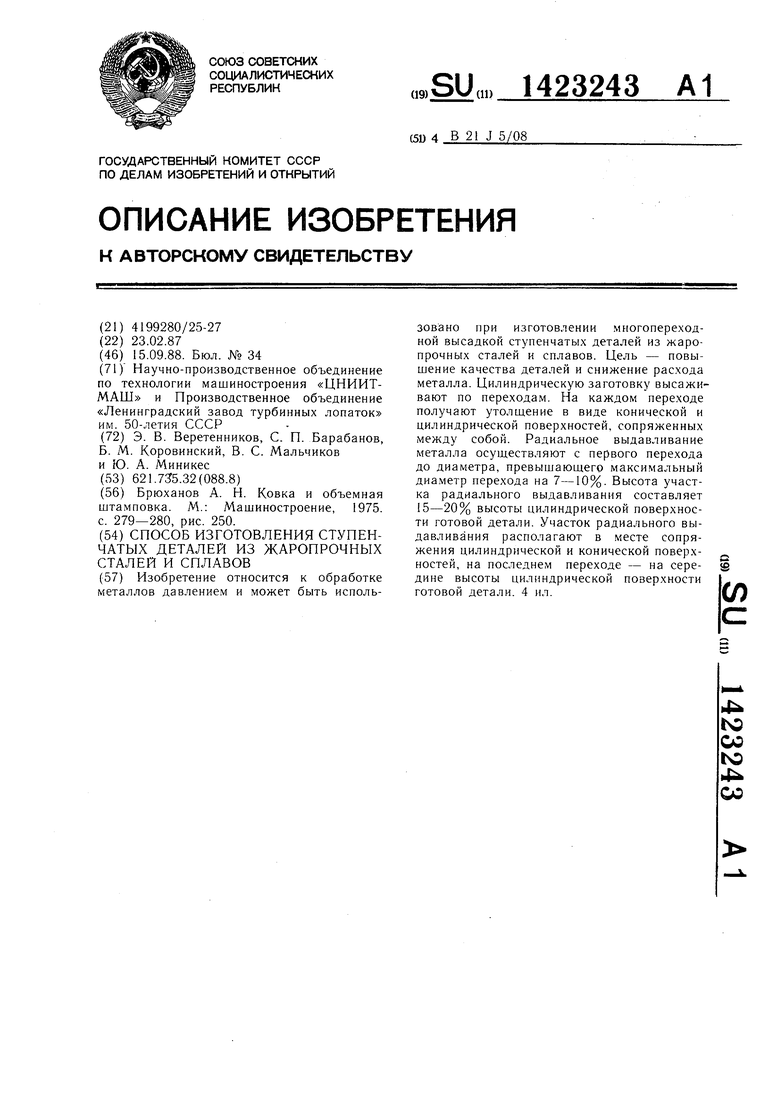
4j
0US.1
,1107-1,10)
Фиг.2
Фиг.д
Sn
Р8п-.щ,ао7 -ш)
ФагМ
| Брюханов А | |||
| Н | |||
| Ковка и объемная штамповка | |||
| М.: Машиностроение, 1975 с | |||
| АППАРАТ ДЛЯ ОБОГАЩЕНИЯ РУД ПО МЕТОДУ ВСПЛЫВАНИЯ | 1915 |
|
SU279A1 |
| Катодное реле | 1921 |
|
SU250A1 |
