Область техники
Предлагаемые способ и установка относятся к методам и оборудованию, используемым для удаления с поверхности металлических изделий окалины, ржавчины, оксидных пленок, органических смазок, различных загрязнений и поверхностных вкраплений с помощью электродугового разряда (ЭДР) в вакууме. Данный способ и устройство могут быть использованы на предприятиях черной и цветной металлургии, заводах по производству и обработке металлических лент, труб, проката различного сортамента, проволоки, тросов и корда.
Предшествующий уровень техники
Известны способы и устройства для обработки металлического изделия путем его протягивания через вакуумную камеру с ЭДР, возбуждаемым, по крайней мере, между одним анодом, размещенным в вакуумной камере, и металлическим изделием (патенты РФ №2153025 С1, кл. С23С 14/22, 2000; №2135315 С1, кл. В21В 45/04, 1998; №2135316 С1, кл. В21В 45/04, 1998; №2181636 С2, кл. В08В 7/00, В21В 45/04, 2000). Недостатком указанных способов и устройств является загрязнение анода в процессе электродуговой очистки металлических изделий из-за интенсивного взрывного испарения материала катода (очищаемого изделия) в катодных пятнах, при котором возникает поток ионов, нейтральных атомов и макрочастиц от катода к аноду. В результате на поверхности анода происходит неконтролируемое осаждение конденсата, содержащего как материал самого катода, так и компоненты всевозможных загрязнений, изначально находившихся на поверхности катода.
В результате накопления конденсата на поверхности анода происходит изменение его геометрической формы, изменение зазора между анодом и обрабатываемой поверхностью изделия, разрыхление и эрозия поверхности анода, возрастание сопротивления анода и, как следствие, возрастание энергопотребления, искажение электрических полей, уменьшение скорости и ухудшение качества процесса очистки изделий.
В настоящее время наиболее распространенным методом удаления конденсата с анода и обновления анодной поверхности в процессах электродуговой очистки металлических изделий является ручная механическая очистка анодов. Для этого оператор установки должен остановить процесс очистки, разгерметизировать один или несколько шлюзов, демонтировать анод, счистить анодный конденсат ручной или механизированной щеткой или заменить загрязненный анод на новый, переустановить анод в аппарате, загерметизировать шлюз, создать необходимый вакуум и запустить технологический процесс заново. Обычно данная процедура занимает 2-3 часа (см., например, заявку на патент США 2004/0060131 A1).
Известен способ обработки металлических изделий, включающий нанесение покрытия методом плазменного напыления на металлическое изделие в вакуумной камере, с возбуждаемым, по крайней мере, между одним анодом, размещенным в вакуумной камере, и металлическим изделием ЭДР и периодической механической чисткой анодов специальной механической насадкой на беспроводную аккумуляторную электродрель (Заявка на патент США 2004/0060131 A1). Недостатком этого способа является необходимость останова технологического процесса на время очистки анода, периодической замены или перезарядки аккумуляторов электродрели, требующих сброса вакуума и разгерметизации камеры.
Наиболее близкими по технической сущности и достигаемому результату являются способ и устройство для обработки металлического изделия в вакуумной камере с ЭДР, возбуждаемым, по крайней мере, между одним анодом, размещенным в вакуумной камере, и металлическим изделием, и периодической механической очистки анодов специальными кольцевыми устройствами, перемещаемыми по аноду без сброса вакуума и разгерметизации камеры (патент Японии №6256981 А, кл. С23С 5/00, 1994) (прототип).
Недостатком этого способа и устройства является низкая производительность очистки, поскольку ни способ, ни устройство не предназначены для непрерывной обработки металлического изделия, протягиваемого через вакуумную камеру.
Сущность изобретения
Техническим результатом изобретения является повышение производительности очистки металлических изделий, снижение энергозатрат и, как следствие, снижение себестоимости очистки за счет обновления рабочей поверхности анода в процессе очистки металлического изделия без останова технологического процесса.
Указанный технический результат достигается тем, что способ обработки металлического изделия включает его протягивание через вакуумную камеру с ЭДР, возбуждаемым, по крайней мере, между одним анодом, размещенным в вакуумной камере, и металлическим изделием, при этом периодически проводят отключение рабочего анода из цепи ЭДР и замену его другим анодом, а отключенный анод подвергают очистке.
Целесообразно, чтобы отключенный анод подвергали механической очистке. Механическая очистка позволяет снять с поверхности анода все загрязнения и подготовить его для использования в основном процессе очистки металлического изделия.
Целесообразно, чтобы отключенный анод подвергали очистке путем возбуждения ЭДР между отключенным анодом и вспомогательным электродом, при этом на вспомогательный электрод подают положительное напряжение по отношению к указанному аноду. Очистка анода посредством ЭДР позволяет снять с него все загрязнения и подготовить его для использования в основном процессе очистки металлического изделия.
Целесообразно контролировать параметры в цепи ЭДР и сравнивать их с номинальными значениями, а периодическую замену рабочего анода другим анодом производить при отклонении параметров в цепи ЭДР от номинальных значений, превышающем допустимую величину. Контроль параметров в цепи ЭДР позволяет своевременно отключить загрязненный анод и заменить его другим. Это позволяет повысить производительность очистки металлических изделий и снизить энергозатраты.
Указанный технический результат достигается тем, что установка для реализации указанного способа содержит вакуумную камеру с входным и выходным уплотнителями, систему протягивания металлического изделия через камеру, систему вакуумирования, систему возбуждения ЭДР с анодом и источником питания, при этом анод выполнен в виде блока модулей, содержащего, по меньшей мере, два электрода, с возможностью его поворота на фиксированный угол, а установка дополнительно содержит устройство механической очистки анодов и/или устройство электродуговой очистки анодов, включающее вспомогательный электрод и источник питания для возбуждения ЭДР между вспомогательным электродом и отключенным анодом.
Указанное исполнение установки позволяет, не прерывая процесса очистки металлического изделия, обеспечить своевременную очистку анодов, что позволяет повысить производительность очистки металлических изделий и снизить энергозатраты.
Целесообразно, чтобы система протягивания металлического изделия через вакуумную камеру могла быть выполнена в горизонтальном или в вертикальном исполнении, что расширяет технологические возможности использования установки.
Целесообразно, чтобы привод устройства механической системы очистки был выполнен с возможностью контроля силы прижима механического чистящего устройства к поверхности анода. Это позволяет обеспечить надежное удаление загрязнений с поверхности анода.
Целесообразно, чтобы установка содержала блок контроля и сравнения параметров ЭДР с номинальными значениями. Это позволяет своевременно определить время замены рабочего анода другим и повысить производительность очистки металлических изделий.
Блок анодных модулей, состоящий, как минимум, из двух анодов, закреплен на поворотной турели. В то время как один анод задействован в процессе электродуговой очистки металлического изделия, поверхность другого анода может подвергаться как механической обработке (с помощью щеток или абразивных дисков), так и обработке ЭДР с целью ее обновления и удаления конденсата и инородных включений.
В случае электродуговой очистки анода вспомогательный электрод подводится к очищаемому аноду для создания ЭДР постоянного тока. При этом на вспомогательный электрод подается положительное напряжение по отношению к очищаемому аноду. Под действием инициированной вакуумной дуги поверхность анода обновляется за счет испарения конденсата, состоящего из материала обрабатываемых изделий и, частично, поверхностного слоя материала анода. Таким образом, очистка рабочей поверхности анода может производиться без останова основного процесса электродуговой обработки изделий.
Проведенный анализ уровня техники показал, что заявленная совокупность существенных признаков, изложенная в формуле изобретения, неизвестна. Это позволяет сделать вывод о ее соответствии критерию «новизна».
Для проверки соответствия заявленного изобретения критерию «изобретательский уровень» проведен дополнительный поиск известных технических решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного технического решения.
Установлено, что заявленное техническое решение не следует явным образом из известного уровня техники. Следовательно, заявленное изобретение соответствует критерию «изобретательский уровень».
Перечень чертежей
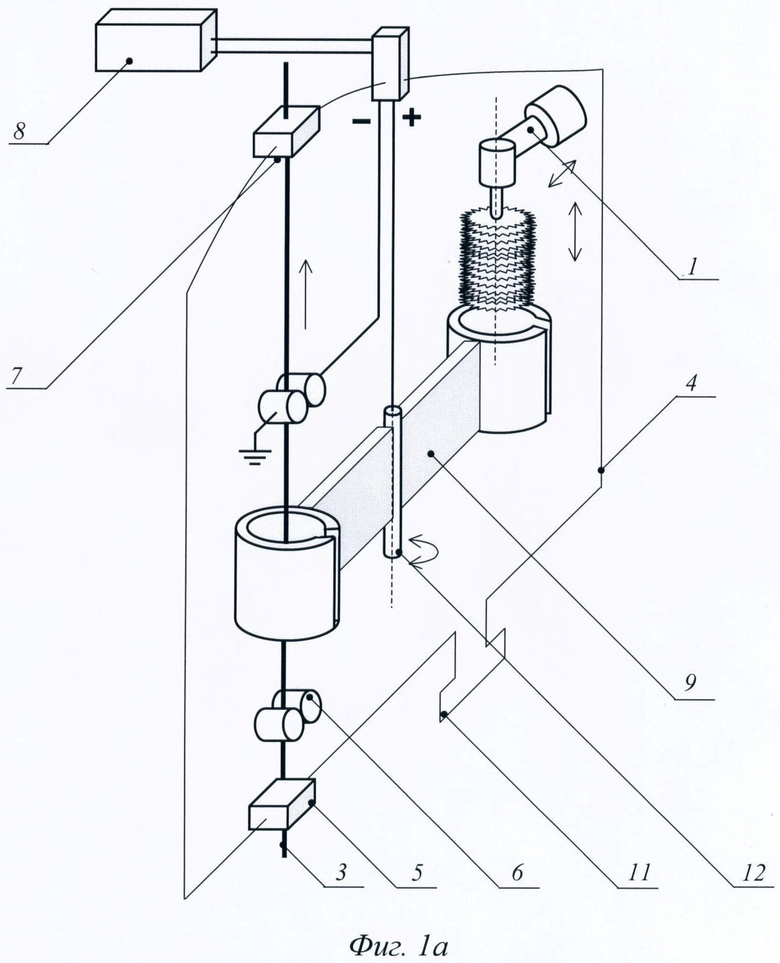
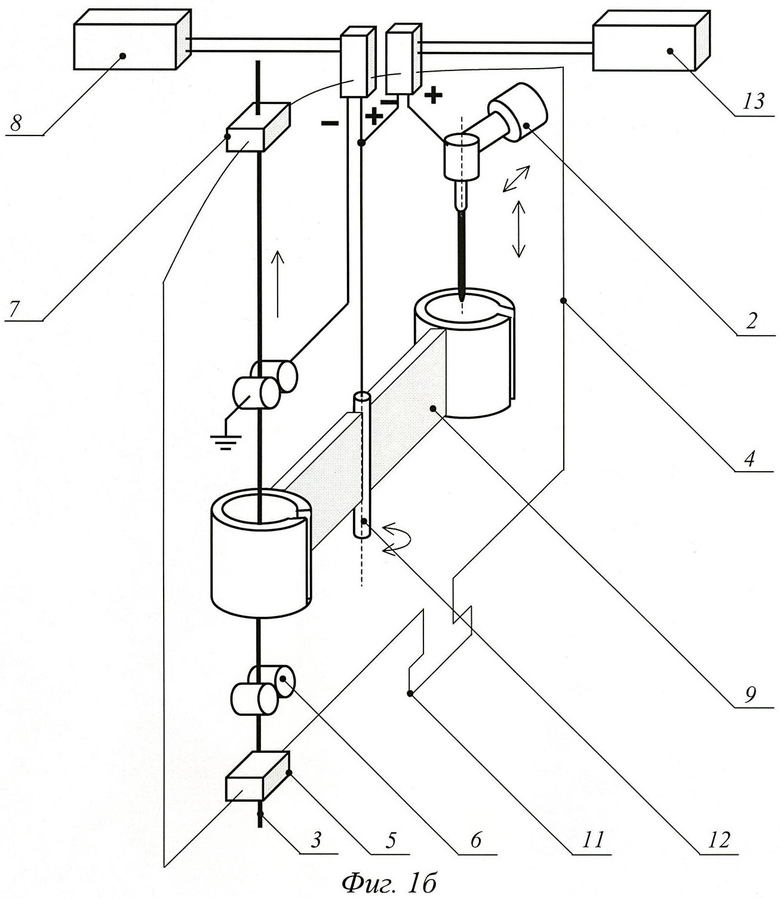
На фиг.1 представлена структурная схема установки для очистки кольцевых электродуговых модулей (анодов), используемых в установках электродуговой очистки проволоки, катанки, и труб небольшого диаметра: а) механическая очистка и б) очистка ЭДР.
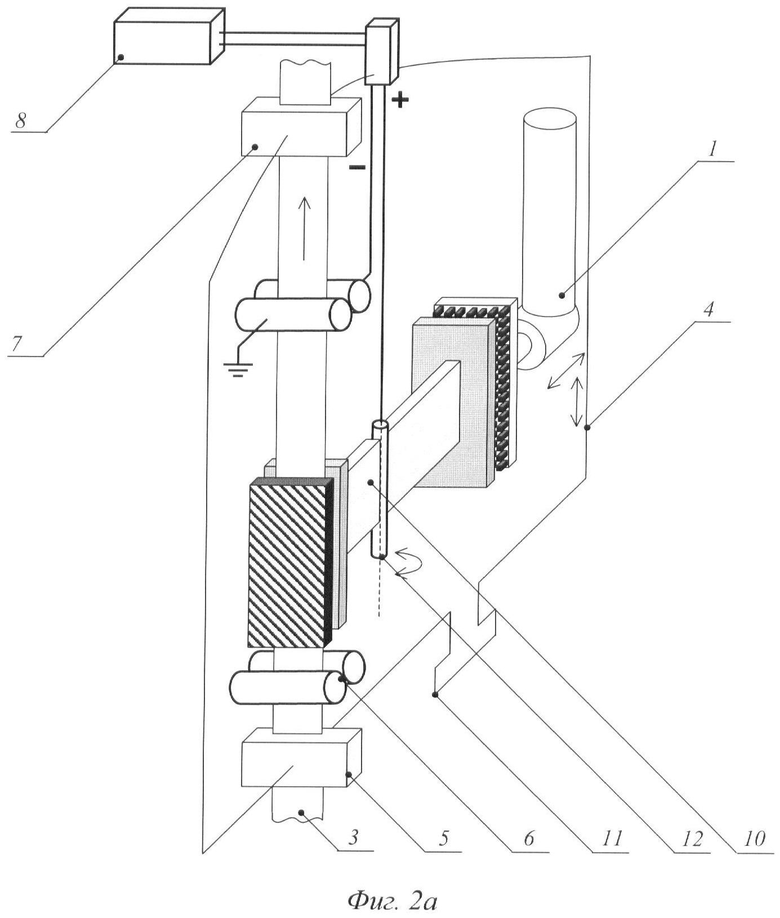
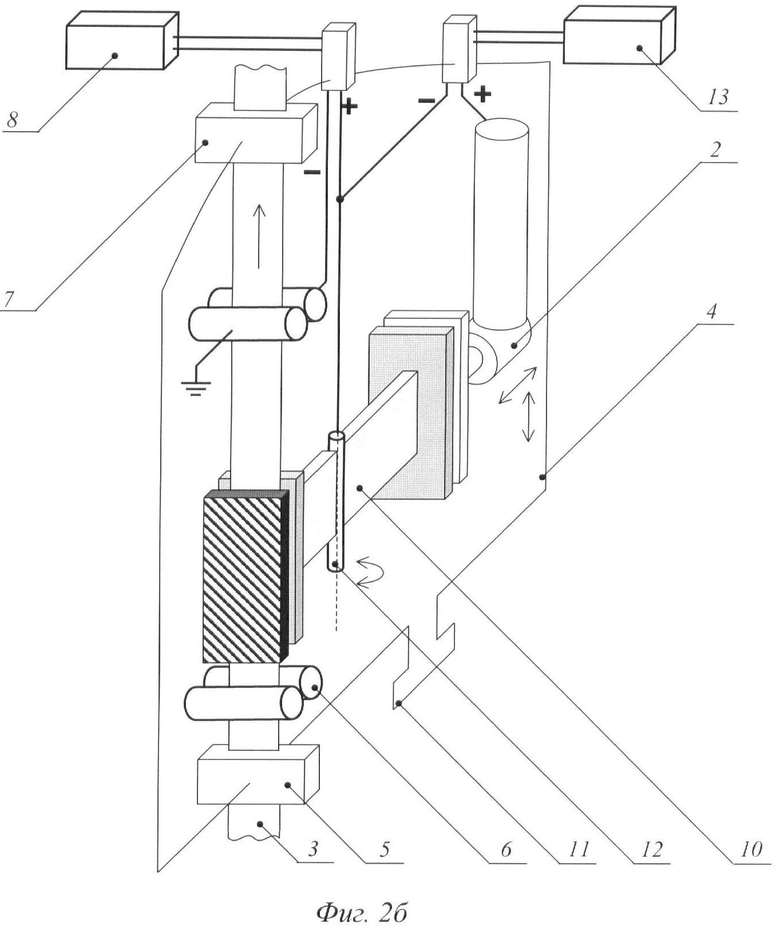
На фиг.2 представлена структурная схема установки для очистки плоских электродуговых модулей (анодов), используемых в установках электродуговой очистки металлической ленты и листового проката: а) механическая очистка и б) очистка ЭДР.
Каждая из установок, показанных на фиг.1 и 2, может включать в себя как блоки механической (1), так и электродуговой очистки (2). Для упрощения описания устройства эти блоки детализированы по отдельности.
Для описания работы установок введены следующие обозначения:
1 - блок механической очистки анода, состоит из механических щеток или абразивных кругов с гидравлическим или пневматическим приводом (привод показан схематично);
2 - блок электродуговой очистки анода состоит из вспомогательного электрода заданной конфигурации с гидравлическим или пневматическим приводом (привод показан схематично);
3 - обрабатываемое изделие;
4 - вакуумная камера;
5 - входной уплотнитель;
6 - роликовые контакты;
7 - выходной уплотнитель;
8 - система питания и управления постоянного тока ЭДР (используемого для очистки изделия);
9 - блок кольцевых электродуговых модулей с продольными прорезями (аноды);
10 - блок плоских электродуговых модулей (аноды);
11 - система вакуумирования;
12 - поворотная турель с гидравлическим или пневматическим приводом (привод показан схематично);
13 - система питания и управления постоянного тока ЭДР вспомогательного электрода;
Сведения, подтверждающие возможность осуществления изобретения
Очистка поверхности анодов от конденсата осуществляется на обеих установках по идентичной методике. Очищаемое изделие (3) подается в вакуумную камеру (4) через входной уплотнитель (5) по направляющим роликам (6) и выводится через выходной уплотнитель (7). Очистка изделия производится с помощью ЭДР постоянного тока, создаваемого при помощи блока питания дуги (8) между изделием (3) и анодом анодного модуля, который либо охватывает обрабатываемое изделие, в случае очистки проволоки или катанки (9), либо развернут к обрабатываемому изделию, в случае очистки ленты или листового проката (10). При этом в камере при помощи системы вакуумирования (11) постоянно поддерживается необходимый для работы вакуум. Когда рабочая поверхность анода, развернутого к очищаемому изделию, начинает загрязняться, это проявляется в росте энергозатрат на очистку изделия. В случае, когда отклонение параметров ЭДР превышает допустимое значение, оператором или программным устройством подается команда системе управления, и турель (12) производит замену одного рабочего анода на другой путем разворота блока анодных модулей, состоящего, по крайней мере, из двух электродов, на фиксированный угол. В результате разворота блока анод с очищенной (обновленной) поверхностью разворачивается к очищаемому изделию, а отработавший анод с загрязненной поверхностью разворачивается к блокам очистки. После выполнения операции по развороту блока анодных модулей, по решению оператора или автоматики, может быть произведена либо механическая, либо электродуговая очистка загрязненной поверхности отработавшего анода от конденсата.
При любом типе очистки, пока поверхность отработавшего анодного модуля очищается, очистка металлического изделия (3) продолжается при помощи другого анодного модуля с уже очищенной поверхностью. Для каждого типа электродов подбираются механические щетки или абразивные круги соответствующей конфигурации (фиг.1а, 2а). Для кольцевого анода степень очистки определяется подбором диаметра щетки или круга, равным или немного большим, чем внутренний диаметр кольцевых электродов (9) или набора абразивных кругов и щеток с возрастающими диаметрами, расположенных на одной оси, а гидравлическая или пневматическая система приводов блока очистки позволяет контролировать пространственное положение и обеспечивает возвратно-поступательное движение щеток. В случае с плоским анодом (10) гидравлическая или пневматическая система приводов блока очистки позволяет контролировать как пространственное положение и возвратно-поступательное движение, так и силу прижима чистящего элемента к рабочей поверхности анода.
В случае электродуговой очистки анода оператор или автоматика подводит вспомогательный электрод соответствующей конфигурации (2) к очищаемому анодному модулю на заданное расстояние и включает систему питания ЭДР вспомогательного электрода (13). При этом вспомогательный электрод находится под положительным напряжением относительно очищаемого анода (фиг.1б, 2б). В данном случае процесс очистки анода может контролироваться по изменению величины подаваемой мощности или визуально. По окончании очистки оператор выключает ЭДР между вспомогательным электродом (2) и очищенным анодным модулем.
В обеих установках гидравлические или пневматические системы блоков механической (1) и электродуговой очистки (2) позволяют контролировать пространственную ориентацию очистных механизмов, приводить их в рабочее положение, прижимать к очищаемым поверхностям анодов (механическая очистка), подводить к очищаемым поверхностям анодов на требуемое расстояние (электродуговая очистка) и отводить на позицию режима ожидания по окончании процесса очистки.
Таким образом, прошедший очистку анодный модуль с обновленной рабочей поверхностью становится готовым к работе и при помощи турели (12) может быть развернут к очищаемому изделию и использован в процессе электродуговой очистки изделий.
На основании вышеизложенного можно сделать вывод, что заявленные способ и установка для обработки металлических изделий могут быть реализованы на практике с достижением заявленного технического результата, т.е. они соответствуют критерию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ИЛИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2456376C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2145645C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2152454C1 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ЖЕЛЕЗНОГО ЭЛЕКТРОДА ОТ ОКИСЛОВ | 2022 |
|
RU2784636C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2171721C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2145913C1 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ ЛЕНТОЧНОГО ПРОКАТА ЭЛЕКТРОДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1987 |
|
SU1781899A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2355520C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ИЛИ ПРОВОЛОКИ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2153025C1 |
Изобретение относится к оборудованию и методам, используемым для удаления с поверхности металлических изделий различных загрязнений. При обработке металлического изделия осуществляют его протягивание через вакуумную камеру с электродуговым разрядом (ЭДР), возбуждаемым, по крайней мере, между одним анодом, размещенным в вакуумной камере, и металлическим изделием. Периодически проводят отключение рабочего анода в цепи ЭДР и замену его другим анодом, а отключенный анод подвергают механической очистке и/или очистке методом ЭДР. В процессе очистки контролируют параметры в цепи ЭДР и сравнивают их с номинальными значениями, а периодическую замену рабочего анода другим анодом производят при отклонении параметров в цепи ЭДР от номинальных значений, превышающем допустимую величину. Для реализации способа установка содержит вакуумную камеру с входным и выходным уплотнителями, систему протягивания металлического изделия через камеру, систему вакуумирования, систему возбуждения ЭДР с анодом и источником питания и устройство очистки. Система протягивания металлического изделия через камеру может быть выполнена в горизонтальном или в вертикальном исполнении. 2 н. и 6 з.п. ф-лы, 4 ил.
1. Способ обработки металлического изделия путем его протягивания через вакуумную камеру с ЭДР, возбуждаемым, по крайней мере, между одним анодом, размещенным в вакуумной камере, и металлическим изделием, отличающийся тем, что периодически в цепи ЭДР проводят отключение рабочего анода и замену его другим анодом, при этом отключенный анод подвергают очистке.
2. Способ по п.1, отличающийся тем, что отключенный анод подвергают механической очистке.
3. Способ по п.1, отличающийся тем, что отключенный анод подвергают очистке путем возбуждения ЭДР между отключенным анодом и вспомогательным электродом, при этом на вспомогательный электрод подают положительное напряжение относительно указанного анода.
4. Способ по п.1, отличающийся тем, что контролируют параметры в цепи ЭДР и сравнивают их с номинальными значениями, а периодическую замену рабочего анода другим анодом производят при отклонении параметров в цепи ЭДР от номинальных значений, превышающем допустимую величину.
5. Установка для обработки металлического изделия для реализации способа по любому из пп.1-4, содержащая вакуумную камеру с входным и выходным уплотнителями, систему протягивания металлического изделия через камеру, систему вакуумирования, систему возбуждения ЭДР с анодом и источником питания, отличающаяся тем, что анод выполнен в виде сборки, содержащей, по меньшей мере, два электрода, с возможностью его поворота на фиксированный угол, а установка дополнительно содержит устройство механической очистки анодов и/или устройство электродуговой очистки анодов, включающее вспомогательный электрод и источник питания для возбуждения ЭДР между вспомогательным электродом и отключенным анодом.
6. Установка по п.5, отличающаяся тем, что система протягивания металлического изделия через камеру может быть выполнена в горизонтальном или в вертикальном исполнении.
7. Установка по п.5, отличающаяся тем, что привод устройства системы механической очистки выполнен с возможностью контроля силы прижима механического чистящего устройства к поверхности анода.
8. Установка по п.5, отличающаяся тем, что она содержит блок контроля и сравнения параметров ЭДР с номинальными значениями.
| JP 6256981 А, 13.09.1994 | |||
| US 6802100 B2, 12.10.2004 | |||
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ИЛИ ПРОВОЛОКИ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2153025C1 |
| US 5380420 A, 10.01.1995 | |||
| US 4726814 A, 23.02.1988 | |||
| JP 8066642 A, 12.03.1996. | |||

