ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к способу изготовления деталей, сделанных из композитных материалов с двумя циклами термоотверждения, более точно деталей, предназначенных для авиационных конструкций.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Способы, известные для изготовления многих деталей, сделанных из композитных материалов, изготовленных с помощью полимерных смол и армирования волокном, предназначены для авиационных конструкций, в которых, по меньшей мере, один из подкомпонентов детали подвержен первому циклу термоотверждения в автоклаве, и сборка детали, со всеми ее подкомпонентами, собранными должным образом, подвержена второму циклу термоотверждения в автоклаве.
Тем не менее, недостаток, рассматриваемый в результате экзотермичности химической реакции, имеющей место во время полимеризации смолы во время термоотверждения в автоклаве, хорошо известен в авиационной промышленности: тепло, вызванное реакцией, добавляется к теплу автоклава и может быть причиной нежелательного перегрева детали, подверженной циклу термоотверждения. Технологии, такие как медленное или ступенчатое повышение температуры автоклава, или технологии оптимизации, такие как описанные в патенте США 5345397, в которых оптимальная температура автоклава периодически пересчитывается согласно температуре детали, с этой целью содержащие инструментарий для измерения контролируемых параметров, известны для сдерживания этого недостатка.
Тем не менее, эффективные технологии для снижения действия экзотермической реакции в производстве деталей с разными подкомпонентами, и, особенно, технологии, снижающие стоимость производства, не известны.
Настоящее изобретение нацелено на решение этих недостатков.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает способ для производства детали из композитного материала, изготовленной с помощью полимерной смолы и армирования волокном, из, по меньшей мере, двух подкомпонентов, содержащий следующие этапы:
- предоставление первого подкомпонента, частично отвержденным в цикле термоотверждения в автоклаве при максимальной температуре Т1, заключенной между температурой GT гелеобразования смолы и температурой СТ отверждения смолы, применяемой в течение заданного времени РТ1 из условия, чтобы экзотермические составляющие первого подкомпонента высвобождались в степени, превышающей 50%;
- предоставление второго подкомпонента.
Сборка двух подкомпонентов и затем соединение их вместе в цикле термоотверждения в автоклаве при максимальной температуре Т2, заключенной между 90% и 100% температуры СТ отверждения смолы, применяемой в течение заданного времени РТ2.
Преимущество относящегося к способу объекта этого изобретения в том, что он сокращает время первого цикла термоотверждения с последующими сбережениями в производственных затратах.
Другое преимущество способа настоящего изобретения состоит в том, что часть экзотермичности смолы высвобождается в первом цикле термоотверждения, остается менее экзотермическая составляющая, которая может высвобождаться во втором цикле термоотверждения, без чрезмерного возрастания температуры во время процесса.
Другие особенности и преимущества этого изобретения будут понятны из следующего подробного описания иллюстративного варианта осуществления этого объекта относительно прикрепленных чертежей.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
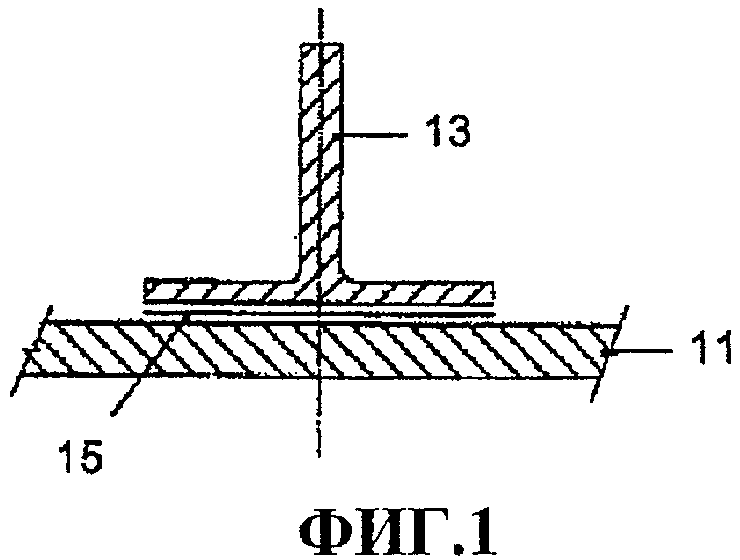
Фиг.1 показывает два подкомпонента детали, произведенной согласно относящемуся к способу объекту данного изобретения.
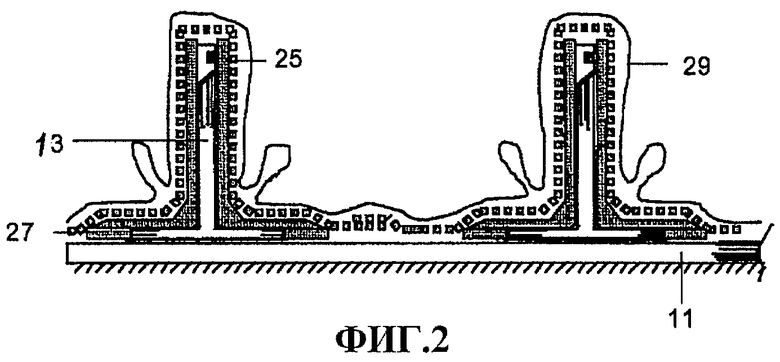
Фиг.2 схематически показывает подкомпоненты детали, собранной и готовой быть подвергнутой второму циклу термоотверждения.
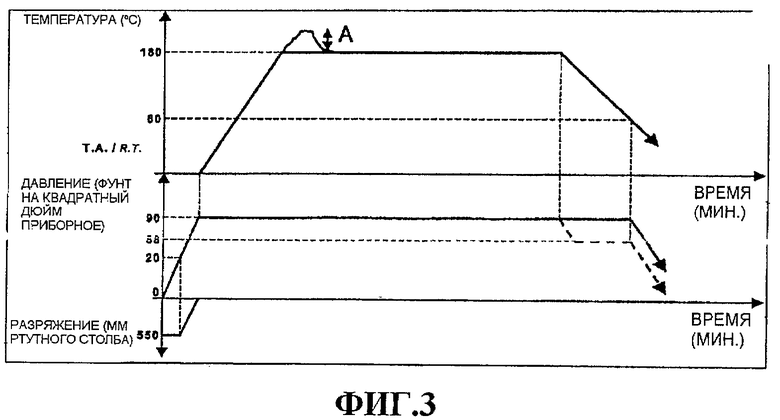
Фиг.3 показывает диаграмму традиционного цикла термоотверждения.
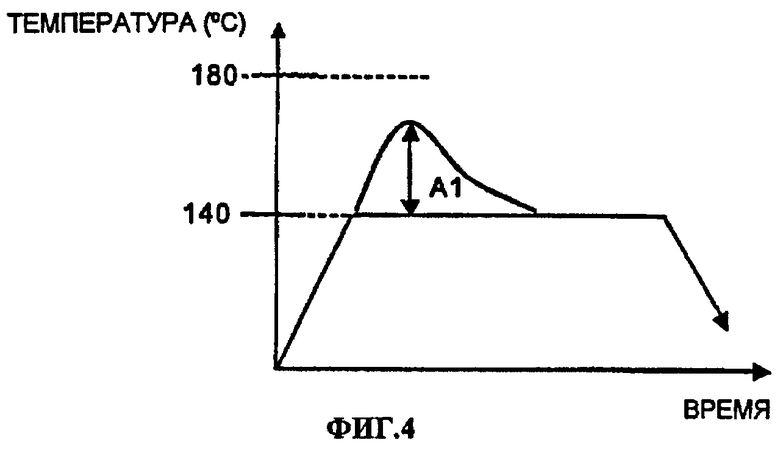
Фиг.4 показывает диаграмму первого цикла термоотверждения следующего способа этого изобретения.
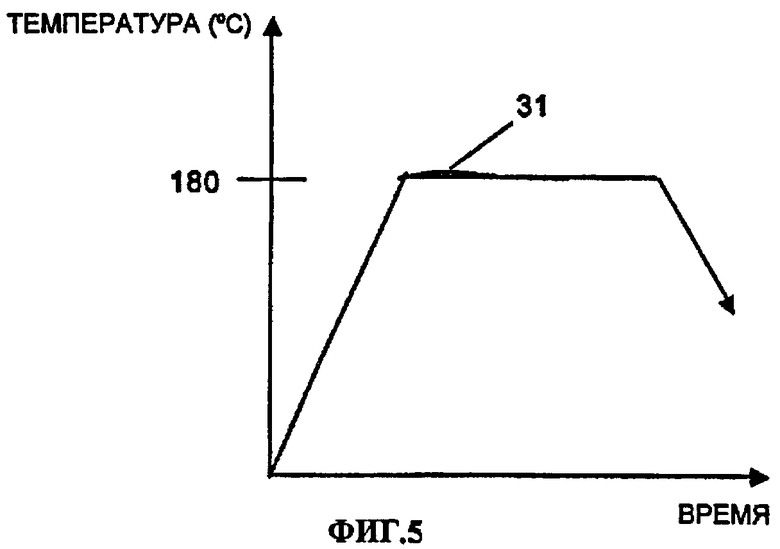
Фиг.5 показывает диаграмму второго цикла термоотверждения следующего способа этого изобретения.
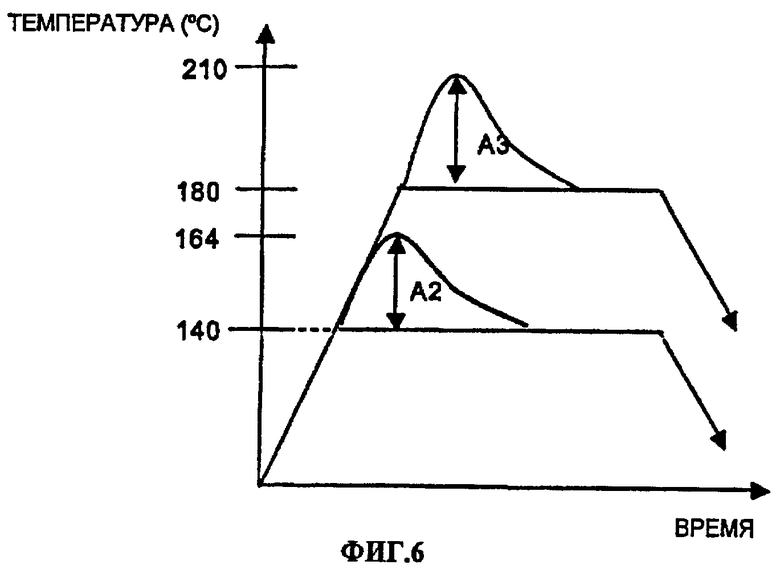
Фиг.6 показывает диаграммы первого цикла термоотверждения следующих, и относящегося к способу объекта этого изобретения, и традиционного способа, со ссылкой на вариант осуществления изобретения.
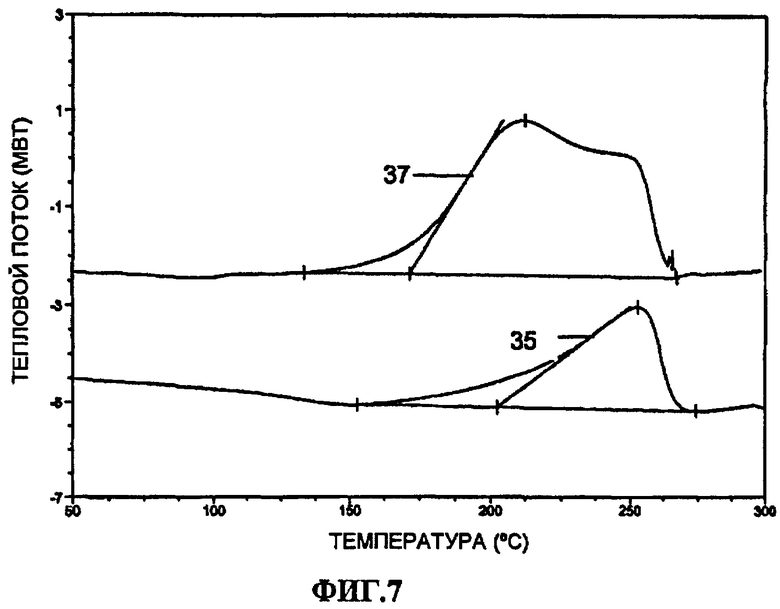
Фиг.7 показывает полную энтальпию и остаточную энтальпию после первого цикла термоотверждения.
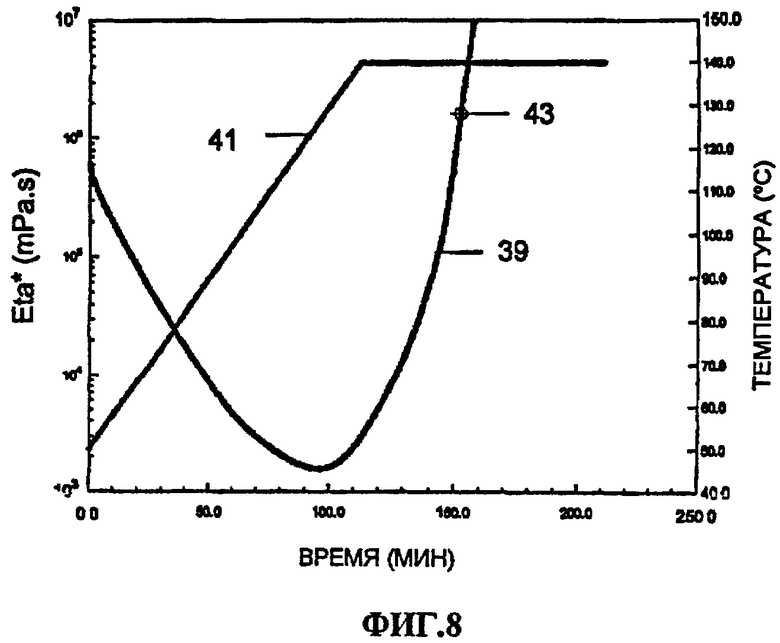
Фиг.8 показывает гелеобразование смолы в первом цикле термоотверждения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Традиционный способ для производства детали из композитного материала, такой как панель наружной обшивки горизонтального хвостового оперения (НТР) Airbus 380, сформированная обшивкой 11, усиленная Т стрингерами 13, содержит следующие этапы:
х) Предоставление обшивки 11 в отвержденном состоянии.
y) Предоставление стрингеров 13 неотвержденными.
z) Соединение сборки обшивки + стрингеров.
Этап х), в свою очередь, содержит следующие основные этапы:
- ламинирование композитного материала в препрег форме на оснастке с профилем обшивки 11;
- укладывание вакуумного мешка на ламинированный материал;
- подвергание сборки циклу термоотверждения в автоклаве при давлении 135 psi (0,93 МПа) и температуре 185°С в течение 2 часов.
Этап y), в свою очередь, содержит следующие основные этапы:
- ламинирование композитного материала в препрег форме на соответствующей оснастке;
- формирование Т стрингеров 13 в цикле горячего формирования на соответствующей оснастке.
Этап z), в свою очередь, содержит следующие основные этапы:
- сборка стрингеров 13 с обшивкой 11. Этот этап может быть выполнен разными способами и с разным типом оснастки. Например, один из способов действия, таким образом, состоит, во-первых, из компоновки стрингеров 13 в оснастке термоотверждения с гребнем, обращенным вверх, во-вторых, размещения на них обшивки 11, и, в-третьих, переворачивание оснастки с тем, чтобы поместить сборку с обшивкой 11 в нижнее положение. Сборка может включать использование связующих веществ 15 между элементами;
- укладывание вакуумного мешка на сборку;
- подвергание сборки циклу термоотверждения в автоклаве при давлении 135 psi (0,93 МПа) и температуре 185°С в течение 2 часов.
В традиционном способе, в цикле термоотверждения и этапа х), и этапа z), его температура достигает 185°С в течение 2 часов и давление автоклава 135 psi (0,93 МПа). Поэтому обшивка подвергается двум циклам термоотверждения.
Все отверждающиеся при нагреве смоляные системы развивают экзотермическую реакцию во время их полимеризации, с увеличением температуры. Чем больше масса на единицу поверхности смолы, которая нагревается, и, следовательно, чем больше толщина материала, тем больше эта экзотермическая реакция. После определенной толщины (разной для каждого типа смолы), экзотермическая реакция смолы начинает иметь видимые эффекты во время цикла термоотверждения смолы. Когда температура стабилизации достигнута, и подача тепла к автоклаву выключена, экзотермическая реакция служит причиной возрастания температуры А и, поэтому, смола продолжает нагреваться (смотри Фиг.3). Это перегревание вредно для производимого материала, при условии, что после определенного значения, рост температуры вызывает повышение хрупкости материала. Это перегревание могло, кроме того, вызвать возгорание или неуправляемую реакцию.
Один возможный способ управления этим явлением экзотермичности - уменьшать скорость нагрева. Однако уменьшение скорости нагрева ведет к очень долгим и, поэтому, дорогим производственным процессам.
Согласно этому изобретению способ для производства той же вышеуказанной детали, то есть панели наружной обшивки горизонтального хвостового оперения (НТР) Airbus 380, сформированной обшивкой 11, усиленной Т стрингерами 13, содержит следующие этапы:
a) предоставление обшивки 11 в частично отвержденном состоянии;
b) предоставление стрингеров 13;
c) соединение сборки обшивки + стрингеров.
Как будет ясно специалисту в данной области техники, на этих этапах используются стадии, которые подобны таковым из традиционного способа, который был опущен ради упрощения. Основные различия между способом согласно этому изобретению, и традиционными способами, следующие:
На этапе а) цикл термоотверждения для обшивки 11 выполнен до определенной температуры Т1, из условия чтобы при нормальных скоростях нагрева, с одной стороны, достигалась частичная степень термоотверждения, которая позволяла обшивке 11 быть достаточно жесткой для того, чтобы ее геометрия не изменялась, когда на нее монтировались стрингеры 13, и, с другой стороны, часть экзотермического компонента смолы высвобождалась без достижения температуры СТ отверждения смолы, из условия чтобы экзотермический компонент обшивки 11 во время цикла термоотверждения этапа с) так мал, что происходит невидимый перегрев обшивки.
Поэтому температура детали во время первого цикла термоотверждения должна быть, с одной стороны, больше чем температура GT гелеобразования смолы и, с другой стороны, меньше чем температура СТ отверждения смолы, для того, чтобы достаточная часть экзотермического компонента высвобождалась с нормальной скоростью нагрева, например 0,8°С/мин, так что экзотермические компоненты обшивки 11 во время цикла термоотверждения этапа с) так малы, что происходит не видимый перегрев изделия. Этот этап изображен на фиг.4, где можно увидеть, что цикл термоотверждения выполняется с максимальной температурой 140°С, в которой деталь достигает максимальной температуры Т1=140°С+А1, которая, с одной стороны, не достигает 180°С, каковая является температурой отверждения для используемой смолы, и которая, с другой стороны, достаточна для загустевания смолы.
Рассмотрено, что экзотермический компонент будет высвобождаться из обшивки 11 в первом цикле в степени, превышающей 50%, предпочтительно 65%.
Стрингеры 13, которые могут быть в свежем или предварительно отвержденном состоянии, смонтированы в обшивку 11 на этапе с). Если они свежие, для этой цели используются оснастки, состоящие из металлических уголков 25 и пластинок 27. Как упомянуто ранее, обшивка 11 может быть достаточно жесткой для того, чтобы упомянутые металлические уголки 25 и пластинки 27 не оставили на ней следов. Вакуумный мешок 29 помещается и затем цикл термоотверждения выполняется до тех пор, пока степень отверждения обшивки 11 и стрингеров 13 не превысит 90%.
Как показано на фиг.5, цикл термоотверждения может быть выполнен при максимальной температуре, близкой к температуре отверждения для используемой смолы, то есть 180°С, так как экзотермический компонент смолы обшивки 11, проявляющийся на отрезке 31 цикла термоотверждения, так мал, что перегрев детали, обусловленный эффектом экзотермичности, незначителен.
Пример
Ниже описаны результаты, полученные в отдельном варианте осуществления изобретения, с использованием в качестве первого подкомпонента панели с площадью поверхности 300×300 мм и толщиной 50 мм с пропитанным эпоксидной смолой материалом углеволокна, обозначенным Toray 3911-T800, а в качестве второго подкомпонента панели с площадью поверхности 50×50 мм и толщиной 3 мм, и параллельный пример, придерживающийся традиционного способа и использующий те же самые подкомпоненты.
Следует понимать, что эти подкомпоненты приемлемо имитируют обшивку и стрингер наружной обшивки хвостового оперения или крыла самолета.
На первом этапе способа первый подкомпонент частично отверждается следуя циклу термоотверждения, изображенному в нижней части фиг.6, где видно, что температура должна повышаться со скоростью 0,8°С/мин до достижения 140°С, эта температура поддерживается в течение 3 часов.
Согласно измерениям, полученным термопарами, расположенными и в центре, и в конце панели, экзотермическая реакция служит причиной увеличения температуры А2 до 164°С, температуры, которая ниже чем 180°С, каковая является температурой отверждения для материала. Степень отверждения первого подкомпонента была также проанализирована, достигая значения 75%.
Применяя цикл термоотверждения согласно традиционному способу при максимальной температуре 180°С, изображенному в верхней части Фиг.6, экзотермическая реакция служит причиной увеличения A3 температуры до 210°С и результирующей степени отверждения 96%.
На третьем этапе цикл термоотверждения выполняется традиционно в обоих случаях: температура увеличивается со скоростью 0,8°С/мин, пока не достигнет 180°С, эта температура будет поддерживаться в течение 2 часов.
Ни в одном из них не будет перегрева из-за экзотермичности.
Степень отверждения конечной детали будет, около 95%, используя и традиционный способ, и способ согласно изобретению.
Выбор параметров температуры, времени и скорости нагрева первого цикла термоотверждения был основан на дифференциальной сканирующей калориметрии (DSC) и реометрии, выполненной на предварительно пропитанном материале. Фиг.7 показывает остаточную энтальпию 35 образца предварительно пропитанного материала по сравнению с полной базовой энтальпией 37, показывающей значительное снижение остаточной энтальпии смолы (и поэтому предотвращающей потенциальные проблемы экзотермичности), и фиг.8 показывает процесс гелеобразования 39 для смолы, подвергнутой циклу 41 при 140°С/3 часах со скоростью нагрева 0,8°С/мин, в котором можно увидеть, что гелеобразование 43 смолы имеет место 40 минут после изотермического этапа, начавшегося при 140°С.
Относящийся к способу объект этого изобретения применим не только для производства панели наружной обшивки горизонтального хвостового оперения (НТР) самолета из предварительно отвержденной обшивки и множества стрингеров в свежем состоянии, но и для любого способа для производства деталей из композитных материалов из двух подкомпонентов, в котором частичное отверждение одного из подкомпонентов выполняется на первом этапе. Второй подкомпонент может быть предоставлен в свежем или предварительно отвержденном состоянии, из условия, чтобы соединение выполнялось на втором этапе, если второй подкомпонент предоставлен в свежем состоянии, или вторичное нанесение клея, если второй подкомпонент предоставлен в предварительно отвержденном состоянии.
Применение способа этого изобретения отдельно рассмотрено для производства деталей со следующими подкомпонентами:
- предварительно отвержденная обшивка и свежие стрингеры;
- предварительно отвержденная обшивка и предварительно отвержденные стрингеры;
- свежая обшивка и предварительно отвержденные стрингеры.
Стрингеры могут иметь Т, Ω или U-профиль, или любые другие подходящие профили.
Считается, что предложенное решение для проблемы экзотермичности, как показано, особенно выгодно в производстве деталей, в которых первый подкомпонент имеет области с толщиной, превышающей 25 мм.
В предпочтительном варианте осуществления, описанном выше, могут быть представлены любые модификации, содержащиеся внутри границ, определенных последующей формулой изобретения.
Изобретение относится к способу изготовления детали из композитного материала, изготовленного с помощью полимерной смолы и армирования волокном, из, по меньшей мере, двух подкомпонентов. Способ включает предоставление первого подкомпонента, частично отвержденным в цикле термоотверждения в автоклаве, при максимальной температуре Т1, заключенной между температурой GT гелеобразования смолы и температурой СТ отверждения смолы, применяемой в течение заданного времени РТ1 из условия, чтобы экзотермическая составляющая высвобождалась из первого подкомпонента в степени, превышающей 50%. Затем осуществляют предоставление второго подкомпонента и сборку двух подкомпонентов. Затем проводят их соединение друг с другом в цикле термоотверждения в автоклаве при максимальной температуре Т2, заключенной между 90% и 100% температуры СТ отверждения смолы, применяемой в течение заданного времени РТ2. Достигаемый при этом технический результат заключается в повышении эффективности технологии и снижении стоимости производства за счет снижения действия экзотермической реакции. 7 з.п. ф-лы, 8 ил.
1. Способ изготовления детали из композитного материала, изготовленного с помощью полимерной смолы и армирования волокном из, по меньшей мере, двух подкомпонентов, отличающийся тем, что он содержит следующие этапы:
a) предоставление первого подкомпонента, частично отвержденным в цикле термоотверждения в автоклаве при максимальной температуре Т1, заключенной между температурой гелеобразования смолы и температурой отверждения смолы, применяемой в течение заданного времени РТ1 из условия, чтобы экзотермическая составляющая высвобождалась из первого подкомпонента в степени, превышающей 50%;
b) предоставление второго подкомпонента;
c) сборка двух подкомпонентов и, затем, соединение их друг с другом в цикле термоотверждения в автоклаве при максимальной температуре Т2, заключенной между 90 и 100% температуры отверждения смолы, применяемой в течение заданного времени РТ2.
2. Способ изготовления детали из композитного материала согласно п.1, отличающийся тем, что экзотермическая составляющая высвобождается из первого подкомпонента на первом шаге в степени, превышающей 65%.
3. Способ изготовления детали из композитного материала согласно п.1, отличающийся тем, что первый подкомпонент имеет, по меньшей мере, одну область с толщиной, превышающей 25 мм.
4. Способ изготовления детали из композитного материала согласно любому из пп.1-3, отличающийся тем, что первый подкомпонент отвержден на этапе а) в степени, заключенной между 50 и 90%.
5. Способ изготовления детали из композитного материала согласно любому из пп.1-3, отличающийся тем, что первый подкомпонент и второй подкомпонент отверждены на этапе с) в степени, превышающей 90%.
6. Способ изготовления детали из композитного материала согласно п.1, отличающийся тем, что деталь, которая будет произведена, является обшивкой горизонтального хвостового оперения самолета, первый подкомпонент является обшивкой, а второй подкомпонент является множеством стрингеров, предоставленных в свежем состоянии.
7. Способ изготовления детали из композитного материала согласно п.1, отличающийся тем, что деталь, которая будет произведена, является обшивкой горизонтального хвостового оперения самолета, первый подкомпонент является обшивкой, а второй подкомпонент является множеством стрингеров, предоставленных в предварительно отвержденном состоянии.
8. Способ изготовления детали из композитного материала согласно п.1, отличающийся тем, что деталь, которая будет произведена, является обшивкой горизонтального хвостового оперения самолета, первый подкомпонент является множеством стрингеров, а второй подкомпонент является обшивкой, предоставленной в свежем состоянии.
| US 4065340 А, 27.12.1977 | |||
| DE 3445462 A1, 10.10.1985 | |||
| Способ горячего отверждения профильных изделий | 1978 |
|
SU764990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ФОРМООБРАЗУЮЩЕЙ ОСНАСТКИ | 1999 |
|
RU2152872C1 |
| СПОСОБ ФОРМОВАНИЯ КОНСТРУКЦИОННОЙ ПАНЕЛИ (ВАРИАНТЫ) И ПАНЕЛЬ, ОТФОРМОВАННАЯ ЭТИМ СПОСОБОМ | 1993 |
|
RU2099189C1 |

