Изобретение относится к производству углеродных материалов, в частности к установкам для получения фольги из терморасширенного графита, используемой в авиационной и химической отраслях промышленности, теплоэнергетике и т.д.
Известна установка для получения фольги из расширенного графита, содержащая камеру для расширенного графита, имеющую сквозные каналы и снабженную вибратором, вибропресс для формирования мата с выходным отверстием, ленточный транспортер, валы для прокатки мата и вторую пару валов для прокатки и получения фольги нужной толщины и плотности (SU 1710533, C04B 35/54, 1992).
Указанная установка имеет существенные недостатки: недостаточную производительность и не позволяет получать фольгу шириной более 50 мм. Кроме того, установка требует больших энергозатрат, что удорожает производство фольги.
Известна установка для получения фольги из расширенного графита (RU 2111190, C04B 35/536, 1998), содержащая камеру для расширенного графита со средством для удаления газов и поддержания в камере давления, близкого к атмосферному, и средством воздействия на частицы расширенного графита колебаниями. Днище камеры выполнено плоским с загнутыми вверх краями, с параллельными прорезями и с возможностью вертикального перемещения, подсоединено к вибратору низкочастотных колебаний. Под днищем расположен горизонтальный ленточный транспортер, над которым под углом 5-15° к нему установлен второй ленточный транспортер. За ленточными транспортерами размещены валы для прокатки слоя расширенного графита. Данная установка является наиболее близким решением к предлагаемому изобретению.
Указанная установка имеет следующие недостатки: она имеет сложную конструкцию, требует больших энергозатрат, что удорожает производство фольги, а также получаемая с помощью известной установки фольга имеет недостаточно равномерную плотность по длине и ширине.
Задачей изобретения является получение фольги с равномерной плотностью, а также упрощение конструкции устройства.
Технический результат достигается тем, что установка для получения фольги из терморасширенного графита содержит бункер со средством для удаления газов, расположенный под бункером раскладчик терморасширенного графита, под которым горизонтально размещен первый ленточный транспортер, над свободным концом которого под углом к нему расположен второй ленточный транспортер, выравниватель слоя терморасширенного графита, установленный между раскладчиком и вторым ленточным транспортером над первым ленточным транспортером поперек него, стенки, расположенные с двух сторон вдоль ленточных транспортеров, и размещенную за ленточными транспортерами по меньшей мере одну пару валов для прокатки слоя подаваемого терморасширенного графита, при этом раскладчик выполнен в виде вертикального желоба, нижняя часть которого скруглена, и на вертикальном участке открытой стороны желоба поперек него и с наклоном в сторону дна желоба смонтированы пластины.
За валами для прокатки может быть расположен как блок намотки получаемой фольги, так и ножницы.
Угол наклона второго ленточного транспортера по отношению к первому ленточному транспортеру может быть равен 5-25°, при этом поверхность лент первого и второго транспортеров выполнена рифленой.
Представленная установка для получения фольги из терморасширенного графита за счет того, что раскладчик выполнен в виде вертикального желоба, нижняя часть которого скруглена, и на вертикальном участке открытой стороны желоба поперек него и с наклоном в сторону дна желоба смонтированы пластины, позволяет осуществлять плавную выкладку терморасширенного графита на горизонтальный ленточный транспортер.
При этом выравниватель, установленный между раскладчиком и вторым ленточным транспортером над первым ленточным транспортером поперек него, дополнительно выравнивает слой терморасширенного графита, разглаживая его сверху.
За счет того, что угол наклона второго ленточного транспортера по отношению к первому ленточному транспортеру может быть увеличен до 25° за счет выполнения поверхности первого ленточного транспортера рифленой, появляется возможность уменьшения длины горизонтально расположенного ленточного транспортера, что приведет к сокращению производственных площадей.
Вышеизложенные особенности и преимущества предлагаемого изобретения будут понятны из последующего описания предпочтительного примера его осуществления со ссылками на прилагаемые чертежи, на которых для представления одинаковых элементов используются одинаковые позиции:
на фиг.1 представлена схема установки для получения фольги из терморасширенного графита в соответствии с настоящим изобретением;
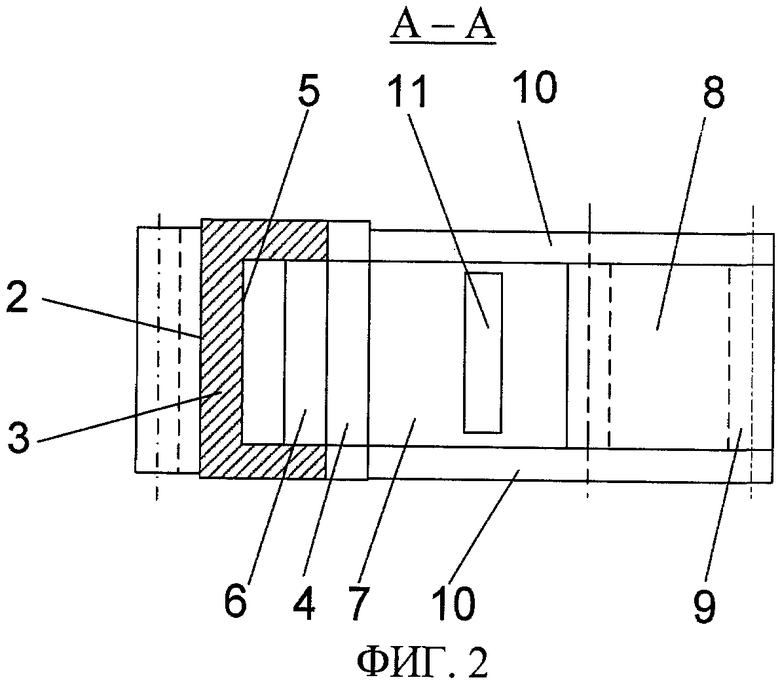
на фиг.2 - то же, разрез А-А фиг.1.
Установка для получения фольги из терморасширенного графита содержит бункер 1 для терморасширенного графита со средством для удаления газов в виде сетки и фильтра.
Под бункером 1 расположен раскладчик 2 терморасширенного графита, выполненный в виде вертикального желоба 3, нижняя часть 4 которого скруглена, а на вертикальном участке открытой стороны желоба поперек него и с наклоном в сторону дна 5 желоба смонтированы пластины 6. Раскладчик 2 снабжен средством вибрации, например, генератором УЗ-колебаний, для передачи раскладчику 2 низкочастотных колебаний.
Нижняя часть 4 раскладчика 2 размещена над горизонтально расположенным первым ленточным транспортером 7 в непосредственной близости от него.
Над другим (свободным) концом первого ленточного транспортера 7 под углом к нему расположен второй ленточный транспортер 8. Угол наклона второго ленточного транспортера 8 к первому ленточному транспортеру 7 предпочтительно составляет 5-25°. Выполнение величины указанного угла наклона меньше 5° снижает производительность установки. Увеличение же указанного угла наклона до 25° позволит уменьшить протяженность горизонтального ленточного транспортера, что приводит к уменьшению длины всей установки и, соответственно, к уменьшению производственных площадей, однако для обеспечения равномерного захвата терморасширенного графита ленты первого горизонтального 7 и второго наклонного 8 транспортеров выполнены рифлеными. При этом при угле наклона больше 25° даже при рифленых лентах происходит неравномерный захват терморасширенного графита, равномерность слоя нарушается, что в конечном итоге отрицательно влияет на однородность фольги.
Приводные барабаны 9 транспортерных лент первого и второго ленточных транспортеров 7 и 8 являются валками предварительной прокатки. С двух сторон вдоль ленточных транспортеров 7 и 8 расположены стенки 10 для ограничения потока терморасширенного графита по ширине.
Между раскладчиком 2 и вторым (наклонным) ленточным транспортером 8 над первым (горизонтальным) ленточным транспортером 7 поперек последнего и с регулируемым зазором относительно него расположен выравниватель 11 слоя терморасширенного графита. Величина зазора между ленточным транспортером 7 и выравнивателем 11 определяется толщиной слоя подаваемого терморасширенного графита, необходимой для захвата лентами транспортеров 7 и 8.
За ленточными транспортерами 7 и 8 расположены пары прокатных валов 12, предназначенные для постепенного (ступенчатого) уплотнения терморасширенного графита и формирования графитовой фольги заданной толщины и плотности. Количество пар прокатных валов 12 определяется требуемой толщиной получаемой фольги.
За прокатными валами 12 могут быть расположены ножницы 13, например электромеханические, для отрезки листов полученной фольги требуемой длины.
Вместо ножниц 13 за прокатными валами 12 может быть установлен блок намотки полученной фольги (не показан).
Установка работает следующим образом.
Терморасширенный графит поступает в бункер 1. Реакционные газы, образующиеся при получении терморасширенного графита и отделившиеся от частиц терморасширенного графита, выходят через фильтр в верхней части бункера 1, а частицы терморасширенного графита, охлаждаясь, попадают в раскладчик 2. Терморасширенный графит перемещается вниз по каналу внутри раскладчика 2, образованному дном желоба 3 и наклонно расположенными пластинами 6. При подаче терморасширенного графита в бункер 1, а затем в раскладчик 2 поток воздуха, поступающий через зазоры между пластинами, позволяет поддерживать частицы терморасширенного графита в дезинтегрированном состоянии, препятствуя их сцеплению, улучшает их сыпучесть, что благоприятно влияет на равномерное распределение частиц терморасширенного графита в слое при формировании мата. Для поддержания такого состояния на стенки раскладчика 2 дополнительно воздействуют ультразвуковыми колебаниями от вибратора.
Из раскладчика 2 по наклонной поверхности желоба 3 в нижней его части 4 терморасширенный графит поступает в канал, образованный лентой первого (горизонтального) транспортера 7 и боковыми стенками 10. Движущаяся лента транспортера 7 перемещает рыхлый слой терморасширенного графита в зону действия выравнивателя 11, который формирует в указанном канале слегка уплотненный слой терморасширенного графита с равномерной поверхностной плотностью. Расстояние между выравнивателем 11 и лентой транспортера 7 определяется высотой слоя терморасширенного графита в процессе формирования мата, которое задается в зависимости от объемной плотности терморасширенного графита и заданной плотности графитовой фольги и может регулироваться.
Далее слегка уплотненный слой терморасширенного графита захватывается установленными под углом друг к другу лентами двух транспортеров 7 и 8 и прокатывается приводными барабанами 9.
Затем полученный мат из плотного слоя терморасширенного графита прокатывают между парой прокатных валов 12 до нужной толщины и плотности. При необходимости получения более тонкого слоя фольги полученный материал можно прокатать между несколькими парами прокатных валков 11, количество которых зависит от требуемой толщиной получаемой фольги.
Готовую фольгу сматывают в рулон с помощью блока намотки.
Для получения из фольги листов вместо блока намотки могут быть установлены ножницы 13.
Предлагаемая установка позволяет равномерно распределять частицы терморасширенного графита и формировать равномерный слой нужной плотности, а также не содержит сложных элементов, проста и надежна в изготовлении и эксплуатации, не требует больших затрат энергии, что удешевляет стоимость графитовой фольги.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИНТЕРКАЛИРОВАННОГО ГРАФИТА, ИНТЕРКАЛИРОВАННЫЙ ГРАФИТ И ГИБКИЙ ГРАФИТОВЫЙ ЛИСТ | 2010 |
|
RU2422406C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИНТЕРКАЛИРОВАННОГО ГРАФИТА | 2010 |
|
RU2443625C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОЙ ГРАФИТОВОЙ ФОЛЬГИ, ФОЛЬГА И ПЛЕТЕНАЯ САЛЬНИКОВАЯ НАБИВКА | 2010 |
|
RU2429211C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИНТЕРКАЛИРОВАННОГО ГРАФИТА | 2010 |
|
RU2427532C1 |
| АРМИРОВАННАЯ ГРАФИТОВАЯ ФОЛЬГА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2415108C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САЛЬНИКОВОГО КОЛЬЦА, САЛЬНИКОВОЕ КОЛЬЦО И САЛЬНИКОВОЕ УПЛОТНЕНИЕ | 2012 |
|
RU2491463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЙ | 1992 |
|
RU2076085C1 |
| АРМИРОВАННАЯ ГРАФИТОВАЯ ФОЛЬГА | 2009 |
|
RU2410359C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОРАСПРЕДЕЛЯЮЩЕГО МАТЕРИАЛА | 2016 |
|
RU2666411C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОЛЬГИ ИЗ РАСШИРЕННОГО ГРАФИТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111190C1 |
Изобретение относится к производству углеродных материалов, в частности к технологии получения графитовой фольги с регулируемым распределением плотности. Техническим результатом изобретения является упрощение конструкции и получение фольги с равномерной плотностью. Установка для получения фольги из терморасширенного графита содержит бункер со средством для удаления газов. Под бункером расположен раскладчик терморасширенного графита, а под раскладчиком горизонтально размещен первый ленточный транспортер, над свободным концом которого под углом к нему расположен второй ленточный транспортер, при этом транспортеры имеют стенки, расположенные с двух сторон вдоль них. Выравниватель слоя терморасширенного графита установлен между раскладчиком и вторым ленточным транспортером над первым ленточным транспортером поперек него. За ленточными транспортерами размещена по меньшей мере одна пара валов для прокатки слоя подаваемого терморасширенного графита. Раскладчик выполнен в виде вертикального желоба, нижняя часть которого скруглена, и на вертикальном участке открытой стороны желоба поперек него и с наклоном в сторону дна желоба смонтированы пластины. 3 з.п. ф-лы, 2 ил.
1. Установка для получения фольги из терморасширенного графита, содержащая бункер со средством для удаления газов, расположенный под бункером раскладчик терморасширенного графита, под которым горизонтально размещен первый ленточный транспортер, над свободным концом которого под углом к нему расположен второй ленточный транспортер, выравниватель слоя терморасширенного графита, установленный между раскладчиком и вторым ленточным транспортером над первым ленточным транспортером поперек него, стенки, расположенные с двух сторон вдоль ленточных транспортеров, и размещенную за ленточными транспортерами по меньшей мере одну пару валов для прокатки слоя подаваемого терморасширенного графита, при этом раскладчик выполнен в виде вертикального желоба, нижняя часть которого скруглена, и на вертикальном участке открытой стороны желоба поперек него и с наклоном в сторону дна желоба смонтированы пластины.
2. Установка по п.1, в которой угол наклона второго ленточного транспортера к первому ленточному транспортеру равен 5-25°, при этом поверхность лент первого и второго транспортеров выполнена рифленой.
3. Установка по п.1 или 2, в которой за валами для прокатки расположен блок намотки получаемой фольги.
4. Установка по п.1 или 2, в которой за валами для прокатки расположены ножницы.
| СПОСОБ ПОЛУЧЕНИЯ ФОЛЬГИ ИЗ РАСШИРЕННОГО ГРАФИТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111190C1 |
| УПЛОТНИТЕЛЬНАЯ ЛЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ | 2003 |
|
RU2262021C2 |
| Способ получения ленты из расширенного графита | 1989 |
|
SU1710533A1 |
| ГИБКАЯ ГРАФИТОВАЯ ФОЛЬГА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1991 |
|
RU2038337C1 |
| US 3494382 A, 10.02.1970. | |||

