Изобретение относится к устройствам для компактирования порошков в области порошковой металлургии, в частности к устройствам для магнитно-импульсного прессования изделий из наноразмерных порошковых материалов.
Известны способы индукционного магнитно-импульсного прессования порошковых материалов, в основе которых лежит возбуждение электромеханических усилий в проводящем теле, передающем эти усилия на прессуемый материал. Аналогом можно считать считать устройство для магнитно-импульсного прессования изделий из порошков, состоящее из источника питания, разрядника, плоского индуктора, электропроводящей плиты, пуансонов и пресс-формы (Авторское свидетельство SU №876300, кл. B22F 3/08).
К недостатком представленного аналога относится наличие трещин и малая плотность прессовок при прессовании наноразмерных порошков.
Наиболее близким аналогом устройства, прототипом, авторы считают установку магнитно-импульсного прессования наноразмерных порошков (В.В.Иванов, С.Н.Паранин, А.Н.Вихрев, А.А.Ноздрин «Эффективность динамического метода уплотнения наноразмерных порошков» // Материаловедение, 1997, №5, стр.49-55), состоящую из источника питания, включающего в себя генератор импульсных токов, разрядник и блок управления, позволяющего варьировать силу, развиваемую прессом; пресса, включающего в себя раму, в которой размещены плоский индуктор, электропроводящая плита, пружины, возвращающие электропроводящую плиту в исходное состояние после окончания процесса прессования; блока дегазации, обеспечивающего очистку поверхности частиц наноразмерного порошка от адсорбированных веществ и вакуумируемой пресс-формы с пуансонами, сохраняющей чистоту частиц порошка, полученную во время прохождения через блок дегазации, во время прессования.
Недостатком прототипа является низкая производительность процесса.
Технической задачей изобретения является расширение технологических возможностей и повышение производительности процесса.
Поставленная задача решается благодаря тому, что в установке для магнитно-импульсного прессования наноразмерных порошков, содержащей источник питания, включающий в себя генератор импульсных токов, разрядник и блок управления; пресс, включающий в себя раму, в которой размещены плоский индуктор, электропроводящая плита, пружины, возвращающие электропроводящую плиту в исходное состояние после окончания процесса прессования; блоки дегазации, пресс-формы, зону загрузки, шлюз, толкатели и переходные камеры, осуществлено объединение зоны загрузки порошка, в которой можно дополнительно осуществлять в среде инертного газа загрузку в пресс-формы окисляющиеся в атмосфере воздуха наноразмерные порошки, посредством шлюза с блоками дегазации и рабочей зоной пресса в единый объем, находящийся под непрерывной вакуумной откачкой.
Потенциальный и нулевой токовводы представляют собой стержни из материалов с высокой электропроводностью. На одном из концов токовводов расположены конструкционные элементы для соединения индуктора с источником питания, на другом расположены конструкционные элементы, в которых крепятся концы спирали индуктора при помощи неразъемного соединения.
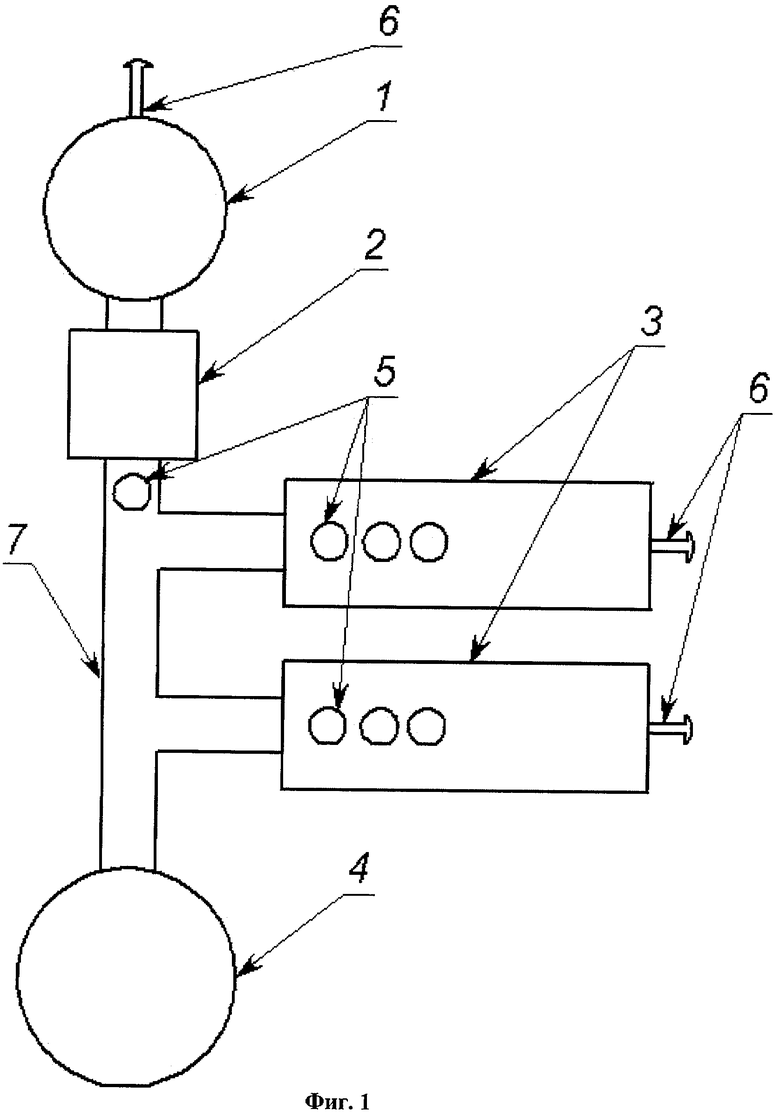
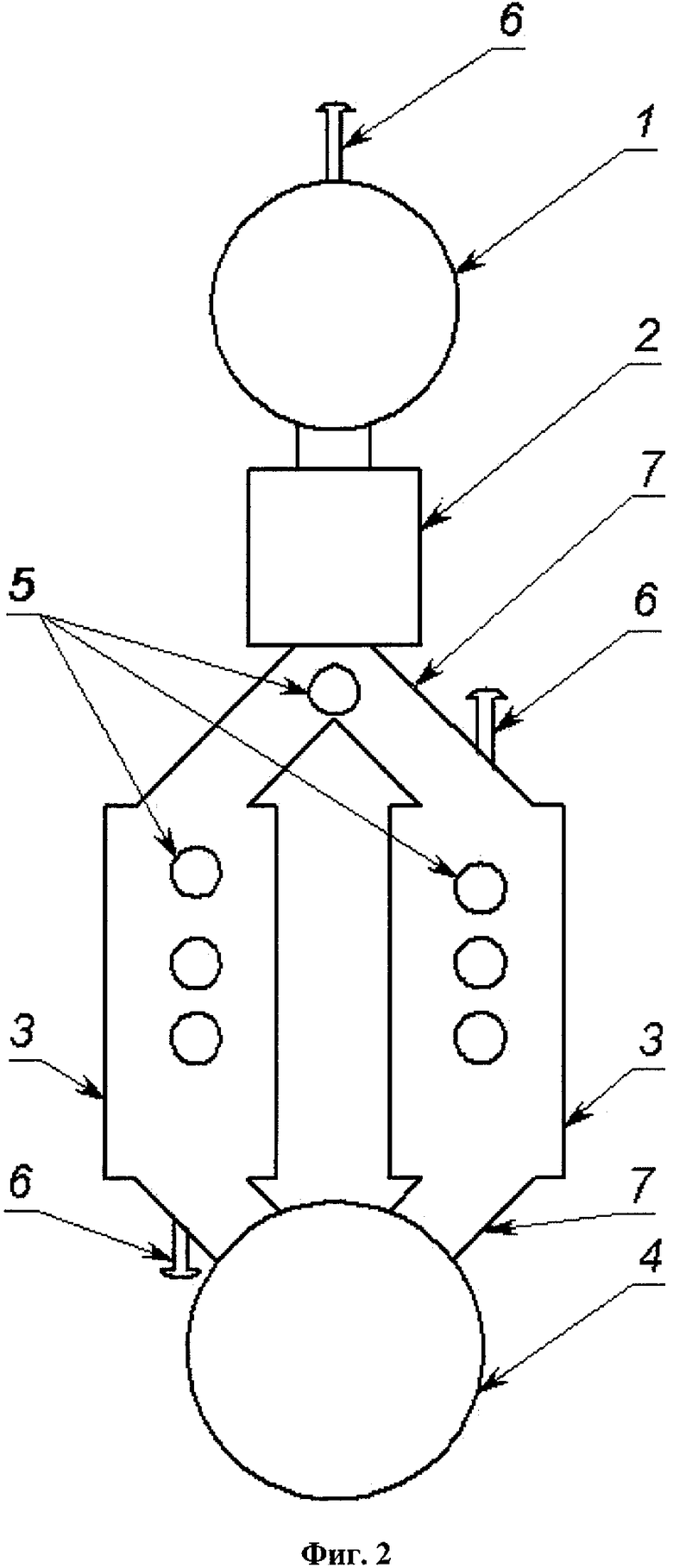
На фиг.1 и фиг.2 приведены варианты схемы установки магнитно-импульсного прессования наноразмерных порошков, которая состоит из зоны загрузки 1, шлюза 2, блоков дегазации 3, пресса 4, пресс-формы 5, толкателей 6 и переходной камеры 7.
Зона загрузки 1 служит для укладки порошка в пресс-форму и представляет собой некий объем, оснащенный манипуляторами и окном, обеспечивающим визуальный контроль за производимыми действиями. Зона загрузки может быть заполненна инертным газом, что позволяет работать с металлическими и прочими порошками, которые окисляются в кислородсодержащей среде.
Шлюз 2 предназначен для вывода загруженной порошком пресс-формы 5 из зоны загрузки 1, заполненной либо окружающей атмосферой, либо инертным газом, в переходную камеру 7 с высоким вакуумом, а также для выгрузки пресс-форм, прошедших весь технологический цикл без нарушения вакуума в переходной камере и газовой среды зоны загрузки.
Блок дегазации 3 представляет собой вакуумируемую печь и предназначен для проведения операций дегазации и отпуска (при необходимости). Операция дегазации заключается в нагреве порошка при непрерывной вакуумной откачке с целью очистки поверхности частиц наноразмерного порошка от адсорбированных веществ, что позволяет получать высокоплотные прессовки. Операция отпуска заключается в нагреве порошка при непрерывной вакуумной откачке с целью снятия остаточных напряжений в прессовке.
Пресс 4 предназначен для осуществления процесса магнитно-импульсного прессования порошка и состоит из источника питания, включающего в себя генератор импульсных токов, разрядник и блок управления, позволяющего варьировать силу, развиваемую прессом; пресса, включающего в себя раму, в которой размещены плоский индуктор, электропроводящая плита, пружины, возвращающие электропроводящую плиту в исходное состояние после окончания процесса прессования.
Пресс-форма 5 служит для упаковки порошка, обеспечивает его транспортировку по всем технологическим зонам и обеспечивает требуемую форму прессовки.
Толкатели 6 служат для перемещения пресс-формы по технологическим зонам.
Переходные камеры 7 обеспечивают соединение технологических зон.
Данная конструкция установки магнитно-импульсного прессования наноразмерных порошков обеспечивает расширение технологических возможностей (добавляется возможность работать с металлическими и прочими порошками, которые окисляются в кислородсодержащей среде) и повышение производительности процесса.
Предлагается следующий вариант конструкции установки.
Зона загрузки 1 через шлюз 2 посредством переходных камер 7 соединяется с блоками дегазации 3 и прессом 4. Загрузка пресс-форм 5 наноразмерным порошком осуществляется в среде инертного газа в зоне загрузки 1, после чего через шлюз 2 перемещается в переходную камеру 7, находящуюся под непрерывной вакуумной откачкой. Далее в зависимости от технологического цикла пресс-форма 5 с помощью толкателей 7 проводится по блокам дегазации 3, прессу 4 и возвращается в шлюз 2, из которого производится ее выгрузка.
Пример изготовления
Была изготовлена установка для магнитно-импульсного прессования наноразмерных порошков с энергией источника тока 30 кДж; предельной проектной силой 850 кН; с двумя блоками дегазации на 5 мест каждый с регулируемым нагревом до 600°С при вакуумировании до остаточного давления не более 1 Па. Данная установка продемонстрировала двухкратное увеличение производительности по сравнению с прототипом и позволила получать изделия из наноразмерных порошков меди, железа и алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электроимпульсногопРЕССОВАНия издЕлий из пОРОшКА | 1979 |
|
SU822991A1 |
| Устройство для магнитно-импульсного прессования изделий из порошков | 1988 |
|
SU1576235A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МАГНИТНЫХ МАТЕРИАЛОВ | 1998 |
|
RU2196660C2 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Устройство для электроимпульсного прессования порошка | 2018 |
|
RU2690631C1 |
| Способ прессования металлокерамических изделий | 1980 |
|
SU929327A2 |
| Способ изготовления изделий из порошков | 1988 |
|
SU1627321A1 |
| Установка для горячего прессования порошков | 1985 |
|
SU1284691A1 |
| Устройство для магнитно-импульсного прессования изделий из порошка | 1980 |
|
SU876300A1 |
Изобретение относится к порошковой металлургии, в частности к устройствам для магнитно-импульсного прессования изделий из порошковых материалов. Установка состоит из источника питания, включающего в себя генератор импульсных токов, разрядник и блок управления; пресса, включающего в себя раму, в которой размещены плоский индуктор, электропроводящая плита, пружины, возвращающие электропроводящую плиту в исходное состояние после окончания процесса прессования; блоков дегазации, пресс-форм, зоны загрузки, шлюза, толкателей и переходных камер. Установка обеспечивает расширение технологических возможностей, а именно прессование наноразмерных порошков и повышение производительности процесса. 2 ил.
Установка для магнитно-импульсного прессования наноразмерных порошков, содержащая источник питания, включающий в себя генератор импульсных токов, разрядник и блок управления; пресс, включающий в себя раму, в которой размещены плоский индуктор, электропроводящая плита, пружины, возвращающие электропроводящую плиту в исходное состояние после окончания процесса прессования; блоки дегазации, пресс-формы, зону загрузки, шлюз, толкатели и переходные камеры, отличающаяся тем, что зона загрузки, заполняемая инертным газом, через шлюз посредством переходных камер соединена с блоками дегазации и прессом, образующими единый объем, находящийся под непрерывной вакуумной откачкой.
| ИВАНОВ В.В | |||
| и др | |||
| Эффективность динамического метода уплотнения наноразмерных порошков | |||
| Материаловедение, 1997, №5, с.49-55 | |||
| SU 1275842 A1, 27.01.1997 | |||
| Универсальный стенд для гидравлического испытания блоков, цилиндров, головок блоков и коллекторов автомобильных и тракторных двигателей | 1950 |
|
SU88591A1 |
| Устройство для магнитно-импульсного прессования изделий из порошковых материалов | 1989 |
|
SU1678529A1 |
| УСТАНОВКА ДЛЯ ОПЕРАЦИЙ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2002 |
|
RU2205717C1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

