(54) УСТЮЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОГО ПРЕССОВАНИЯ
издалий ИЗ погошкА
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА МАГНИТНО-ИМПУЛЬСНОГО ПРЕССОВАНИЯ НАНОРАЗМЕРНЫХ ПОРОШКОВ | 2009 |
|
RU2422245C1 |
| Устройство для магнитно-импульсного прессования изделий из порошков | 1988 |
|
SU1576235A1 |
| Устройство для магнитно-импульсного прессования порошков | 1979 |
|
SU770657A1 |
| Установка для электроимпульсногопРЕССОВАНия издЕлий из пОРОшКА | 1979 |
|
SU822991A1 |
| Пуансон пресс-формы для горячего прессования | 1989 |
|
SU1622083A1 |
| Устройство для прессования порошков | 1979 |
|
SU831363A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОГО ПРЕССОВАНИЯ | 1973 |
|
SU397266A1 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ЛЕНТ НЕОГРАНИЧЕННОЙ ДЛИНЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2041821C1 |
: V -
Изобретение относится к порошковой металлургии, в частности к устройствам для магНитНС-импульсного прессования издехшй из различных порошковых материалов.
Известно устройство для магнитно-импульсного прессования изделий из порошка, состоящее из объемной пресс-формы, подвижной.-в направлении прессования, электропроводящей плиты, пуансона, плоского индуктора, по& люченного к генератору импульсных токов, и пружин, поджимающих электропроводящую плйЧ к индуктору 1.
Недостатком известного устройства является невозможность получения изделий большой высоты с равномерно распределенной по вЫсоте изделия плотностью.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для магнитно-импульсного прессования изделий из порошка, включающее генератор импульсных токов, плоский HHjiQnKTOp, электропроводящую ударную шшту и пресс- форму. В этом устройстве инщтктор и плита, размещены в полости пресс-формы, которая
установлена с возможностью вертикального перемещения относительно зшсреплённого индук- тора и снабжена нажимной плитой, закрывающей ее полость, при зтсил на поверхностях электропроводящей и нажимной плит, обращенных к порошку закреплены модели, форма которых соответствует конфигурации изделий {21.
Известное устройство позволяет получать изделия больших габаритов с высокой плотtoностью, однако оно характ1гризуется невысокой производительностью, так как для засыпки порошка необходимо отвинчивать болты крьппки, и недостаточно высоким качеством спрессованных изделий, так как при многократном
15 воздействии на прессуемый порошок прессуемое изделие, перемещаясь в полости матрищ, подвергается частичному разрушению (углы изделия).
Цель изобретения - .повышение производи20тельности процесса,
Поставленная цель достигается тем, что устройство для магнитно-импульсного прессования изделий из порошка, включающее генератор
мпульсных токов, плоский индуктор, электророводящую ударную плиту и пресс-форму, набжено механизмом возвратно-поступательноо перемещения пресс-формы в направлении, ерпендикулярном оси прессования, и механизом вертикального перемещения индуктора.
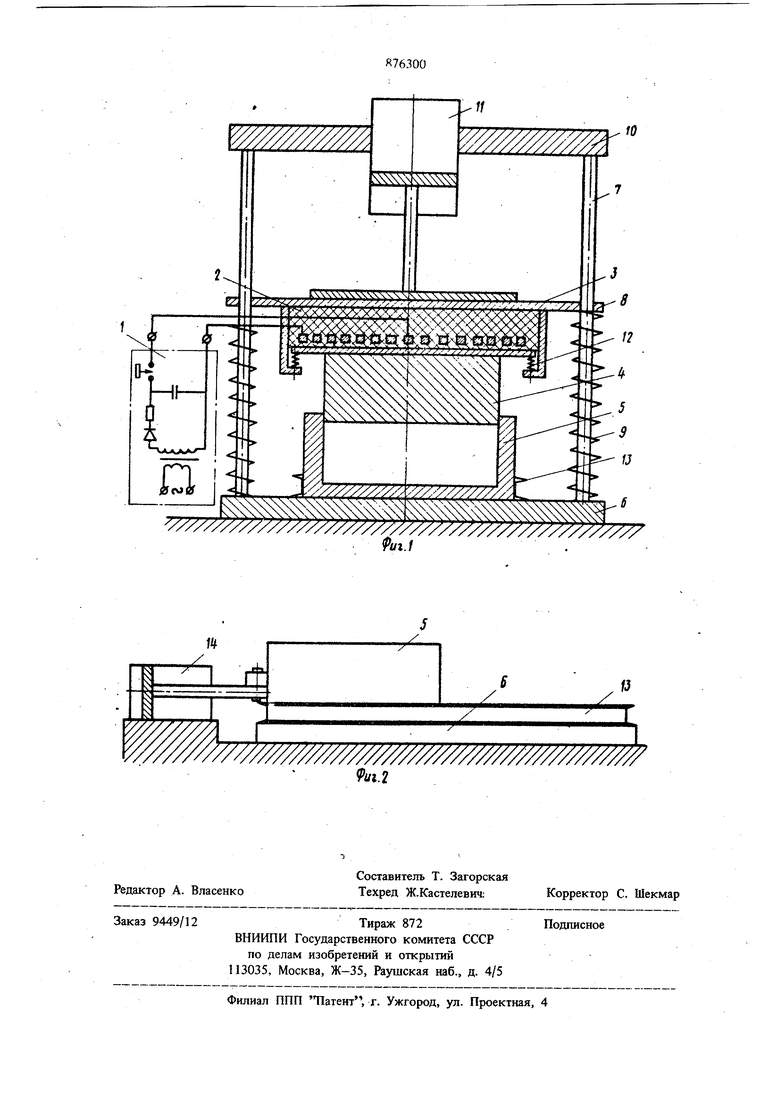
На фиг. 1 представлено устройство, фрональный разрез; на фиг. 2 - мехагшзм перемещения формы под засыпку.
Устройство состоит из генератора 1 импульсых токов, плоского индуктора 2, размещеной под индуктором электропроводящей подвижной плиты 3, пуансона 4, пресс-формы 5, установленной на основании 6. На основании б жестко закреплены направляющие колонки 7 (от 2 до 4), по которым перемещаются держатели 8 индуктора 2. На колонках 7 между держателями 8 и основа1шем б размещены пружины 9. Сверху колонки 7 соединены плитой 10, на которой закреплен механизм II гйремещения ипдуктора в вертикальном направлении. Электропроводящая плита 3 пр1 жимается к корпусу индуктора 2 пружинами 12. Объемная пресс-форма 5 установлена в направляющей раме 13,- закрепленной на основашш б, и снабжена механизмом 14 возвратно-поступательного перемещения.
Устройство работает следующим образом.
В направляющую раму 13 устанавливают пресс-форму 5, заполненную прессуемым материалом, и соедтшют ее с механизмом 14 возвратно-поступательного перемещения. При поступательном двюкегага механизма 14 пресс-форма 5 перемещается вдоль направляющей рамы 13 до упора и занимает полои ение под пуансоном 4, который жестко соединен с электропроводящей плитой 3, поджимаемой к корпусу индуктора 2 пружинами 12. Затем при помощи механизма И перемещения индуктора опускают индуктор 2, а вместе с ним и пуансон 4 в направлении прессования на прессуемый материал.
При разряде конденсаторной батареи генера- тора 1 импульсных токов и в результате взаимодействия импульсного магю1тного поля индуктора 2 и поля вихревых токов, наведенного в электропроводящей плите 3, происходит перемещение электропроводящей плиты 3 и пуансона 4 в направлешия прессования, при этом находящийся в пресс-форме 5 материал уплотняется.
Для повышения плотности изделия возможно производить многократное noBTOpeiffie процесса прессования, при котором пуансон 4 автоматически будет прижиматься к прессуемому материалу за счет механизма 11.
Для увеличе}гая высоты прессуемых изделий процесс прессования чередуют с подсыпкой материала в форму. Индуктор 2, электропроводящую плиту 3 и пуансон 4 механизмом 11 перемещения индуктора в вертикальном направлении поднимают вверх. При этом пуансон 4, заглубленный в пресс-форму 5, выходит из нее. Механизмом 11 возвратно-поступательного перемещения пресс-форму 5 перемещают по направляющей раме 13, она выходит из зоны прессования, где производят подсыпку отдозированного материала в пресс-форму 5. После последовательного срабатывания механизмов 14 и 11 повторяют процесс прессования.
Устройство может быть использовано как ДТ1Я прессования изделий из одного материала, так и для многослойных изделий из различных материалов.
Оно характеризуется по сравнению с известным более высокой производительностью, тшс как содержит специальный меха1шзм возвратнопоступательного движения пресс-формы в направле1ши, перпендикулярном оси прессования, для извлечения пресс-формы при подсьшке порошка и при извлечении спрессованного изделля, и позволяет достичь больщей плотности, поскольку в известном устройстве даже при массивной пресс-форме существует ее перемещение, а следовательно, поглощение энергии (в предлагаемом устройстве пресс-форма в момент прессовагош неподвижна и расположена на жестком основа1ши).
Кроме того, пресс-форма выполнена разъёмной, что позволяет извлекать спрессованные изделия без повреждения поверхности. 5
Формула изобретения
Устройство для магнитно-импульсного прессования изделий из порошка, включающее генератор импульсных токов, плоский индуктор, электропроводящую ударную плиту и прессформу, отличающееся тем, что, с целью повыщения производительности процесса, оно снабжено механизмом возвратно-поступательного перемещения пресс-формы в направлении, перпендикулярном оси прессова1шя, и меха1шзмом вертикального перемещения индуктора.
0Источники информации,
принятые во внимание при экспертизе
/////7/y//////////////////////////////////////7/7
У//////////////7// %%%m%
..
Ы.1 r
