Изобретение относится к углерод-углеродным композиционным материалам (УУКМ), области применения которых, как правило, совпадают с областями применения графитов. Это - энергетика, металлургия, авиационная и ракетная техника, наземные транспортные средства, оборудование механических, химических и др. производств. УУКМ имеют преимущество перед графитами, особенно в условиях высокотемпературных агрессивных сред и высоких механических нагрузок (по прочности, термопрочности, эрозионной и химической стойкости и др. характеристикам).
Известен способ изготовления заготовок из УУКМ - цилиндров, многогранников, полых и сплошных (патент РФ №2225354, С01В 31/00, 10.03.2004), включающий плетение каркаса из углеродных нитей и его насыщение пироуглеродом в среде углеводородных газов.
Недостатки этого способа состоят в том, что, во-первых, структура каркаса в процессе плетения подвергается локальным и по всему объему искажениям (относительно заданной в чертеже или технологическом процессе), что обусловлено самим способом плетения, и проявляется особенно при ручном плетении на специальной оснастке. Это снижает уровень характеристик материала заготовок УУКМ и их стабильность. Во-вторых, углеродные нити в процессе плетения каркаса подвергаются многократному травмированию, что приводит к повреждению аппрета, выбиванию элементарных волокон и в итоге к снижению прочности нити и, следовательно, прочности получаемого композита (потери прочности нити в композите могут достигать 80%). Способ плетения, как правило, трехмерной структуры (3d) не дает возможности получать структуры каркаса с широким диапазоном параметров (форма и размеры ячейки, открытая пористость), что значительно сужает возможности расширения диапазона характеристик композита.
Известен способ получения изделий из углерод-карбидокремниевого композиционного материала (патент РФ №2084425, С04В 35/52, 20.07.97), включающий пропитку волокнистого углеродного материала термореактивным связующим с получением препрега, изготовление из него углепластиковой заготовки с последующей карбонизацией в коксовой засыпке, ее газофазное насыщение пироуглеродом, дополнительную термообработку при 1900-2000°С и силицирование.
Известен также способ получения углерод-углеродного материала, принятый за прототип (патент РФ №2170220. С04В 35/83, 10.07.2001), включающий пропитку волокнистого углеродного материала полимерным связующим с получением препрега, изготовление из него углепластиковой заготовки с последующей карбонизацией в восстановительной или инертной среде и газофазное уплотнение пироуглеродом, причем перед пропиткой полимерным связующим на углеродный волокнистый материал наносится карбид кремния или титана. Характеристики материала заготовок: плотность - 1,4-1,6 г/см3 (коэффициент вариации - 4,65), предел прочности при сжатии - 150-200 МПа (коэффициент вариации - 16,01), предел прочности при сжатии - 100-150 МПа (коэффициент вариации - 20,88), коэффициент трения по стали - 0,2-0,4.
Недостатки двух последних указанных способов состоят в том, что, во-первых, структура получаемых композитов не может не иметь искажений, по меньшей мере, в плоскостях, параллельных оси прессования заготовки, Во вторых, процесс получения пластиковой заготовки и его последующая карбонизация не обеспечивает получения структуры с равномерной открытой пористостью по всему объему заготовки и, следовательно, не может обеспечить равномерное ее насыщение пироуглеродом, что в итоге приводит к снижению механических характеристик получаемого композита и их стабильности. В-третьих, способ получения углерод-углеродного материала «через пластик» ограничивает возможности получения заготовок в широком диапазоне характеристик.
Задачей предлагаемого изобретения является расширение диапазона варьирования уровня механических характеристик заготовок из УУКМ и повышение их стабильности.
Указанный технический результат в предлагаемом способе изготовления заготовок из УУКМ достигается за счет того, что наносят защитные покрытия на углеродный наполнитель и/или пропитывают его углеродсодержащим составом, изготавливают модули из сгруппированных в заданном порядке волокнистых углеродных наполнителей, при этом толщина стенки модуля равна, как минимум, толщине углеродного наполнителя, собирают каркас путем сложения модулей в единый пакет с последующим холодным или горячим прессованием и/или прошивкой нитью или стержнями по одной из координат заготовки, совпадающей или не совпадающей с ориентацией наполнителя в модуле, до плотности 0,1-0,8 г/см3, получают УУКМ путем насыщения каркаса пироуглеродом в среде газообразных или жидких углеводородов, причем после операции изготовления модулей осуществляют сушку модулей и/или нанесение защитных покрытий на модули, и/или пропитку модулей углеродсодержащими составами с последующей их сушкой и/или карбонизацию или графитацию модулей и/или насыщение модулей в среде газообразных или жидких углеводородов до увеличения массы модуля на 5-30%, после операции сборки каркаса осуществляют его пропитку углеродсодержащими составами и/или карбонизацию или графитацию каркасов и/или пропитку каркасов составами защитных материалов, операции насыщения каркаса пироуглеродом в среде газообразных или жидких углеводородов, карбонизации или графитации, термоокисления заготовки УУКМ проводят до достижения плотности заготовки УУКМ 1,2-2,1 г/см3, а после операции насыщения каркасов осуществляют или карбонизацию, или графитацию, и/или термоокисление заготовки УУКМ, и/или нанесение защитных покрытий на заготовку УУКМ до увеличения ее массы на 2-10%, в качестве углеродного наполнителя используют волокна, нити, стержни, ленты, ткани, трикотаж, войлок, в качестве углеродсодержащих составов используют связующие на основе фенольно-формальдегидных смол, фурфуриловый спирт, каменноугольный пек, в качестве защитных покрытий используют Мо, Zr, Аl2О3, TiC, ZrC, Nb2N, TiN, NiB2, ZrB2, HfB2, SiC, Si.
Способ изготовления заготовок из УУКМ включает в себя следующие операции - см. табл.1, в которой приведены также примеры последовательности их исполнения (осуществления способа).
Операции, производимые при обработке наполнителя, изготовлении, обработке и сборке модулей в целый каркас, а также операции с каркасом и заготовкой, их последовательность и количество выбирают в зависимости от назначения (условий эксплуатации) заготовки УУКМ.
В качестве наполнителя для изготовления модулей используют углеродные волокна, нити, стержни, ленты, ткани, трикотаж, войлок.
В качестве углеродсодержащих составов применяют полимерные связующие на основе фенольно-формальдегидных смол (ФН, ФЕНОФОРМ, PC, ЛБС, БЖ, СФК, СФЖ, СФП-011Л), спирт фурфуриловый и каменноугольный пек.
В качестве защитных покрытий используют Мо, Zr, Аl2О3, TiC, ZrC, Nb2N, TiN, TiB2, ZrB2, HfB2, SiC, Si.
Нанесение защитных покрытий на углеродный наполнитель производят любым из известных способов, например вакуумным напылением, плазменным напылением, химическим осаждением. Пропитку углеродного наполнителя углеродсодержащим составом осуществляют любым из известных способов, например, на пропиточных машинах или в автоклаве.
Изготовление модулей из пропитанных углеродсодержащими составами углеродных волокон, с защитным покрытием или без него, производят путем прессования пластин, любым из известных способов, с размещением в оснастке, обеспечивающей их заданную геометрию, возможность физико-химической обработки и сборки в каркас с заданными характеристиками.
Изготовление модулей из углеродных нитей производят плетением на оснастке, позволяющей ориентировать нити вдоль заданных осей. Изготовление на оснастке, позволяющей, кроме того, изменять количество нитей, укладываемых вдоль заданной оси заготовки (при сохранении габаритных размеров модуля), дает возможность изменять размеры и конфигурацию элементарной ячейки каркаса и, благодаря этому, его объемную плотность и пористость. Это обуславливает в итоге при насыщении каркаса пироуглеродом возможность существенного изменения плотности и пористости конечного продукта - заготовки УУКМ и, как результат, уровня предела ее прочности.
Изготовление модулей из тканей, трикотажа, лент, войлока производят нарезкой заготовок (с предварительными нанесением защитных покрытий и/или пропиткой углеродсодержащими составами или без них) под размеры модуля с размещением в оснастке, обеспечивающей их заданную геометрию, возможность физико-химической обработки и сборки в каркас с заданными характеристиками.
Изготовление модулей из стержней с покрытием или без него производят укладкой в оснастке, позволяющей ориентировать их по заданным осям и обеспечивающей заданную геометрию модуля, возможность его физико-химической обработки и сборки в каркас с заданными характеристиками.
Сушку модулей производят в шкафах в воздушной среде в диапазоне температур 50-180°С.
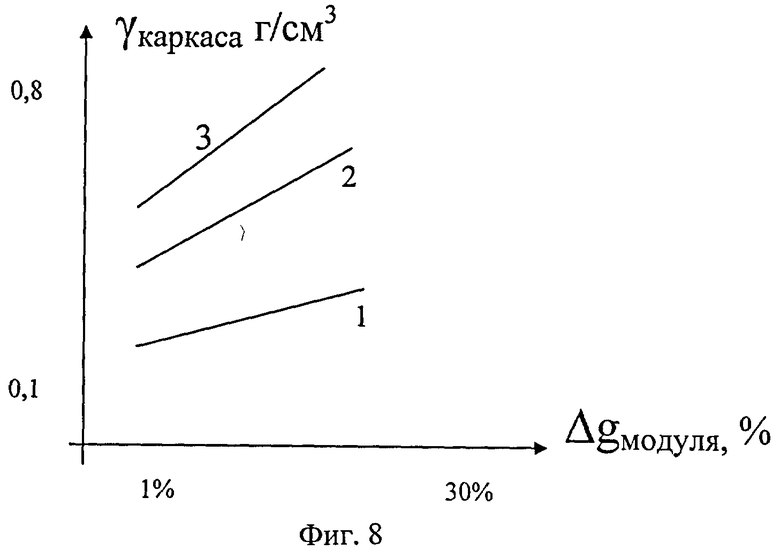
Нанесение защитных покрытий на модули производят любым из известных способов, например вакуумным напылением, плазменным напылением, химическим осаждением в зависимости от назначения (условий работы) УУКМ, определяемых, в частности, температурой и окислительным потенциалом рабочей среды. В частности, более высокие значения температуры (2000-3600°С) и окислительного потенциала среды требуют более мощной защиты, например двухтрехслойной, что приводит к увеличению веса модуля до 30%. Для сред с температурой 600-1000°С и невысоким окислительным потенциалом достаточно однослойного покрытия, увеличивающего вес модуля на 5%.
Пропитку модулей углеродсодержащими составами производят любым из известных способов, например методом свободной пропитки или вакуумно-компрессорным (в автоклаве).
Термообработку - карбонизацию (1200-2000°С) или графитацию (2200-3000°С) модулей проводят в восстановительной (CH4) или защитной (N2, Аr) среде.
Нанесение покрытия из пироуглерода на модули производят в среде газообразных и жидких углеводородов в изотермическом режиме (900-1100°С).
Практически бездефектное изготовление модулей обусловлено их малыми толщинами - минимальная толщина модуля равна толщине наполнителя (нити, ленты, ткани и др.), а также простотой конструкции модуля, позволяющей его механизированное изготовление. Упрощается сам процесс изготовления, включая равномерное нанесение защитных покрытий, пропитку углеродсодержащими составами, устраняется неравномерность прогрева модулей по всему объему (площади), значительно упрощается контроль и выбраковка, что в сумме и обеспечивает повышение стабильности характеристик заготовок УУКМ.
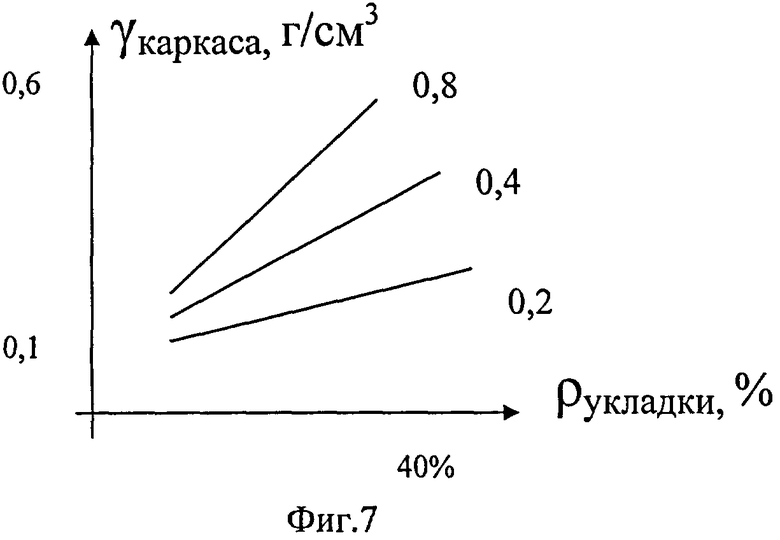
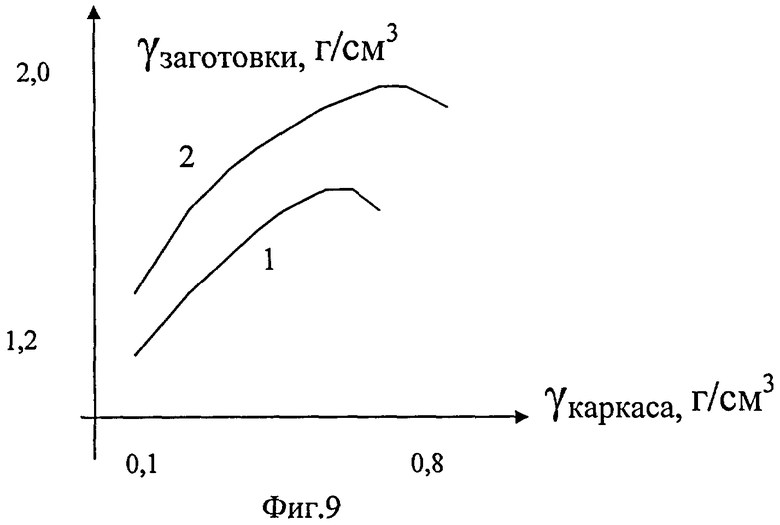
Сборку каркаса из модулей производят путем сложения их в заданном порядке в единый пакет с заданной плотностью укладки и с последующим холодным или горячим прессованием и/или прошивкой по одной из координат заготовки, совпадающей или не совпадающей с ориентацией наполнителя в модулях. Прошивку производят нитью или стержнями. Минимальные значения плотности каркаса (от 0,1 г/см3) получают при применении войлока, максимальные (до 0,8 г/см3) - при применении тканей и нитей. Оптимальная плотность каркаса, необходимая для достижения максимальной плотности заготовки - 1,9-2,1 г/см3, составляет 0,4-0,6 г/см3.
Пропитку каркаса углеродсодержащими составами осуществляют любым из известных способов, например свободной пропиткой в ванне с углеродсодержащим составом или вакуумно-компрессорным методом (в автоклаве).
Термообработку - карбонизацию (1200-2000°С) или графитацию (2200-3000°С) - каркаса проводят в восстановительной (СН4) или защитной (N2, Аr) среде.
Пропитку каркаса защитными материалами проводят любым из известных способов, например вакуумно-компрессорным (в автоклаве) или термохимическим осаждением.
Перечень операций, производимых при изготовлении и сборке модулей в каркас, а также операций с самим каркасом, их очередность и количество выбирают в зависимости от назначения (условий эксплуатации) заготовки УУКМ. При этом используют экспериментально полученные зависимости плотности и пористости каркаса от плотности укладки углеродного наполнителя в модуле, от количества нанесенных на него защитных покрытий, а также от величины подпрессовки модулей при сборке каркаса.
Насыщение каркаса пироуглеродом осуществляют в среде газообразных или жидких углеводородов любым из известных способов, например термоградиентным.
Карбонизацию или графитацию заготовки УУКМ (насыщенного пироуглеродом каркаса) проводят в восстановительной (СН4) или защитной (N2, Аr) среде.
Термоокисление (600-1000°С) заготовки УУКМ проводят в воздушной среде.
Нанесение защитных покрытий на заготовку УУКМ после ее или карбонизации, или графитации, или термоокисления производят любым из известных способов, например термохимическим осаждением или шликерным методом.
Существенно изменяют эксплуатационные свойства материала заготовки УУКМ выбор и порядок проведения заключительных операций, начиная с насыщения каркаса пироуглеродом: с последующими или карбонизацией, или графитацией, или термоокислением заготовки УУКМ, нанесением в качестве защитных покрытий на нее Мо, Zr, Аl2О3, TiC, ZrC, Nb2N, TiN, ТiВ2, ZrB2, HfB2, SiC, Si. Выбор, порядок выполнения и количество заключительных операций определяются заданными характеристиками, которые требуется получить на заготовке УУКМ.
Количество нанесенных защитных покрытий (или их отсутствие) определяется условиями ее эксплуатации, при этом увеличение веса заготовки более чем на 10% не приводит к повышению защитного эффекта покрытия. Минимальное количество защитного покрытия, обеспечивающего значимый защитный эффект (например, увеличение срока службы на 20%), составляет 2% от веса защищаемой заготовки.
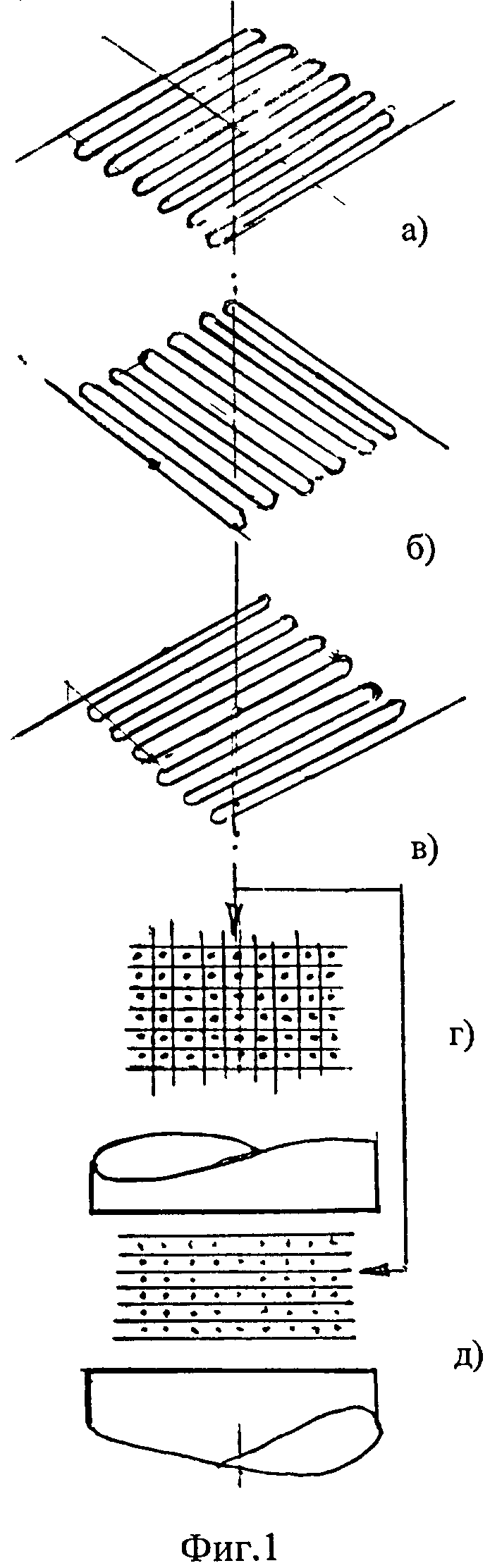
На фигурах 1-6 приведены примеры модульного способа изготовления каркасов заготовок УУКМ.
На фиг.1 индексами а), б), в) обозначены выполненные из углеродных нитей, однослойные модули, пропитанные углеродсодержащим составом с последующей сушкой (отверждением) при температуре 100-160°С. Под индексом г) показана схема каркаса, изготовленного путем прошивки углеродной нитью n модулей, подобных а), б), в), где n=Н/δ, Н - заданная высота каркаса заготовки, δ - толщина единичного модуля. Под индексом д) показана схема каркаса, изготовленного путем прессования n модулей, подобных а), б), в).
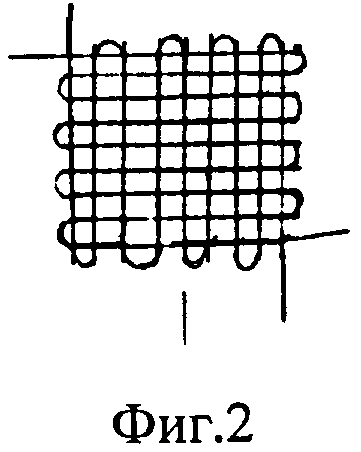
На фиг.2 показана схема двухслойного «ортогонального» модуля, изготовленного из углеродной нити, направления выкладки которой в слоях ортогональны друг другу.
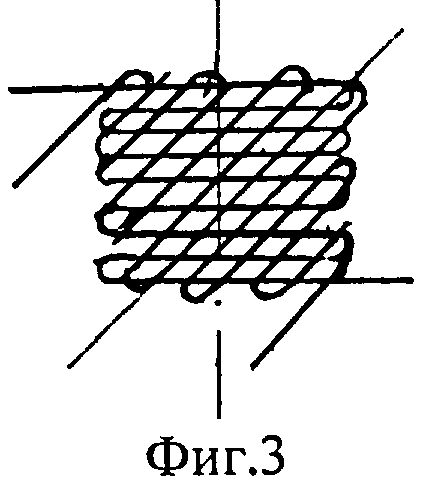
На фиг.3 - схема двухслойного модуля, направления выкладки нити в слоях которого составляют между собой 45°.
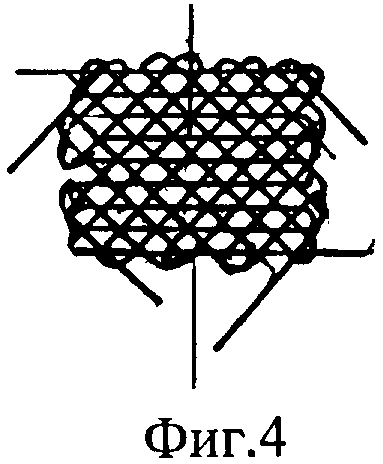
На фиг.4 - схема трехслойного модуля, направления выкладки нитей в двух слоях которого составляют 45° относительно третьего и 90° между собой.
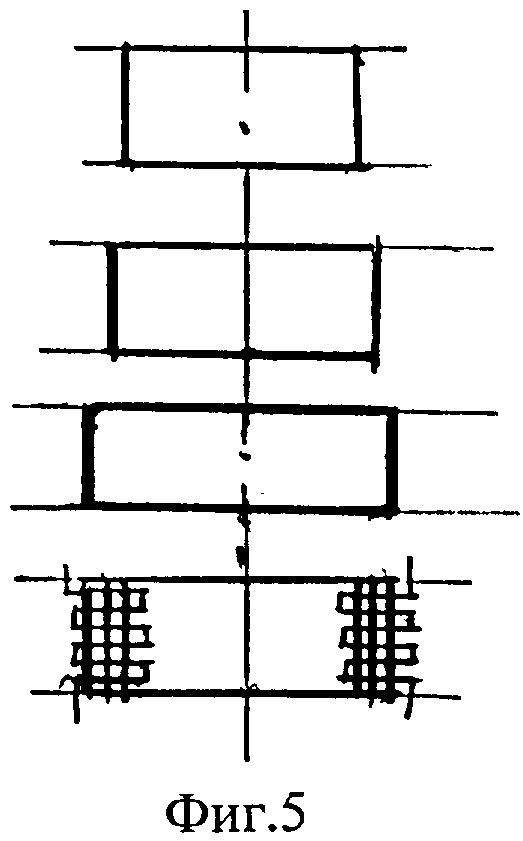
На фиг.5 приведена схема сборки каркаса из цилиндрических модулей из войлока или ткани с прошивкой углеродной нитью.
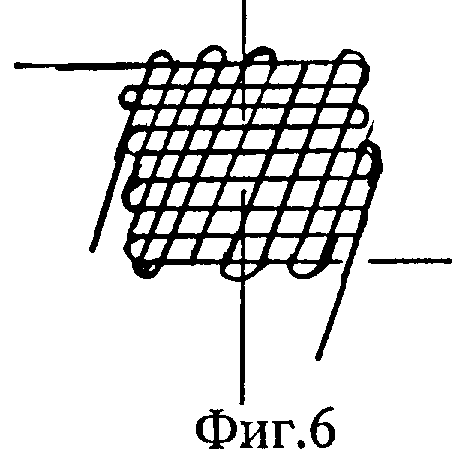
На фиг.6 - схема двухслойного модуля, направления выкладки нити в слоях которого составляют 60° относительно друг друга.
В таблице 1 приведены перечень операций, производимых при изготовлении заготовок УУКМ, и примеры последовательности их исполнения (осуществления заявляемого способа).
Пример 1
На углеродную нить УКН-5000 в вакуум-камере наносят защитное покрытие (Si) до увеличения веса загружаемой партии на 2-6%.
В оснастке для плетения плоских заготовок, обеспечивающей сохранение размеров каждой заготовки и возможность ее физико-химической обработки, из углеродной нити УКН-5000 с покрытием Si изготавливают двухслойные со взаимно ортогональными слоями модули (120×120), которые собирают в каркас высотой 180 мм путем прошивки сдвоенной нитью УКН-5000, плотность каркаса - 0,38-0,41 г/см3. Каркас насыщается пироуглеродом в среде природного газа в течение 240 часов при температуре 900-1200°С термоградиентным методом. Плотность получаемой заготовки УУКМ - 1,77-1,79 г/см3 (коэффициент вариации - 1,52), предел прочности при сжатии - 302 МПа (коэффициент вариации - 6,4), предел прочности при изгибе - 196,5 МПа (коэффициент вариации - 6,57), коэффициент трения по стали - 0,2.
Пример 2
Углеродную ткань УТ-900 пропитывают связующим на основе смолы ФН и нарезают на заготовки заданного размера (100×100 мм), которые помещают в оснастку, обеспечивающую сохранение размеров каждой заготовки и возможность ее физико-химической обработки. Полученные модули сушат (140-150°С) и помещают в установку плазменного напыления (типа УПН),где производят напыление карбида кремния. Модули с защитным покрытием пропитывают связующим на основе смолы ФН и проводят режим отверждения нанесенных слоев при температуре 160-180°С и карбонизацию при температуре 900-1100°С в среде азота. Увеличение веса каждого модуля составляет 30%. Карбонизованные модули собираются в каркас высотой 145-160 мм путем прошивки сдвоенной нитью УКН-5000, плотность каркаса - 0,78-0,8 г/см3. Полученный каркас насыщают пироуглеродом в среде минерального масла в течение 220 часов. Полученную заготовку УУКМ графитируют в среде азота при Т=2200-2500°С. Плотность получаемой заготовки - 2,02-2,15 г/см3 (коэффициент вариации - 1,8), предел прочности при сжатии - 291,22 МПа (коэффициент вариации 6,0), предел прочности при изгибе - 187,0 (коэффициент вариации - 6,88), коэффициент трения по стали - 0,8-0,9.
Пример 3
Углеродный войлок НТМ-200М в виде полотна толщиной 3+1 мм пропитывается фурфуриловым спиртом и вальцуется до толщины 0,8-1,5 мм, нарезается на заготовки заданного размера (100×100 мм), которые помещаются в оснастку, обеспечивающую сохранение размеров каждой заготовки. Полученные модули помещаются в вакуум-камеру, в которой производится нанесение защитного покрытия (Si) до увеличения веса каждого модуля на 10-12%.
Модули с защитным покрытием собираются в каркас высотой 95-115 мм путем прошивки одинарной нитью УКН-5000 с шагом 4 мм, плотность каркаса - 0,36-0,39 г/см3. Насыщение каркаса пироуглеродом производится в течение 120 часов в среде природного газа при температуре 900-1100°С термоградиентным методом. Полученная заготовка УУКМ имеет плотность 1,33-1,35 г/см3 (коэффициент вариации - 1,74), предел прочности при сжатии - 239,6 МПа (коэффициент вариации - 6,33), предел прочности при изгибе 106 МПа, коэффициент трения - 0,5-0,6.
Пример 4
На углеродную нить УКН-5000 в вакуум-камере наносят защитное покрытие (Si) до увеличения веса загружаемой партии на 2-6%. В оснастке для плетения плоских заготовок, обеспечивающей сохранение размеров каждой заготовки и возможность ее физико-химической обработки, из углеродной нити УКН-5000 изготавливают четырехслойные модули (120×120) со слоями, направления наполнителя в которых относительно друг друга составляют 45°. Модули пропитывают раствором фурфурилового спирта, сушат (50-90°С) и карбонизуют при температуре 900°С. На карбонизованные модули в печи в атмосфере природного газа при температуре 900-1100°С в изотермическом режиме наносят пироуглерод в течение 4-х часов. Модули с покрытием из пироуглерода собирают в каркас высотой 210 мм путем прошивки одинарной нитью УКН-5000, плотность каркаса 0,39-0,43 г/см3. Полученный каркас пропитывают каменноугольным пеком в автоклаве (200-240°С) и графитируют в печи графитации в атмосфере аргона (2800°С). Операции пропитки пеком и графитации выполняют дважды. Насыщение каркаса пироуглеродом проводят термоградиентным методом в среде природного газа в течение 240 часов. Плотность полученной заготовки - 1,87-2,0. Полученную заготовку УУКМ выдерживают в воздушной среде при температуре 600°С в течение 12 часов (термоокисление с потерей веса до плотности 1,72-1,88 г/см3) и в среде природного газа и хлорида титана при температуре 600-1200°С наносят на поверхность заготовки защитное покрытие (TiC). Плотность материала полученной заготовки - 1,90-2,05 г/см3 (коэффициент вариации 1,66), предел прочности при сжатии - 168,5 МПа (коэффициент вариации - 6,35), предел прочности при изгибе - 181,7 МПа (коэффициент вариации - 6,69).
Пример 5
На углеродный войлок НТМ-200М в виде полотна толщиной 3+1 мм наносят защитное покрытие (ZrC), затем полотно нарезают на заготовки заданного размера (100×100 мм), которые помещаются в оснастку, обеспечивающую сохранение размеров каждой заготовки. Полученные модули собираются в каркас высотой 95-110 мм путем прошивки одинарной нитью УКН-5000 с шагом 4 мм, плотность каркаса - 0,08-0,13 г/см3. Насыщение каркаса пироуглеродом производят в течение 90 часов в среде природного газа при температуре 900-1100°С термоградиентным методом. Полученная заготовка УУКМ имеет плотность 1,21-1,26 г/см3 (коэффициент вариации - 1,86), предел прочности при сжатии - 140 МПа (коэффициент вариации 6,28), коэффициент трения по стали - 0,3-0,45.
Пример 6.
На углеродную ткань УТ-900(ЗУ-240) при нагреве до 900-1200°С в среде природного газа и смеси хлоридов кремния и титана наносят комбинированное защитное покрытие (SiC+TiC), приращение веса составляет при этом 10-15%(поверхностная плотность ткани увеличивается до 260-270 г/м2). Ткань с защитным покрытием пропитывают связующим на основе фенольно-формальдегидной смолы (СФК) и нарезают на заготовки заданного размера (100×100 мм), которые помещают в оснастку, обеспечивающую сохранение размеров каждой заготовки и возможность ее физико-химической обработки. Полученные модули сушат при температуре 90-130°С, пропитывают каменноугольным пеком (200-240°С) и карбонизуют в атмосфере азота (900-1200°С). Пропитку пеком и карбонизацию модулей проводят трижды, после чего модули пропитывают связующим на основе смолы ФН и собирают в каркас путем горячего прессования (190-240°С). Полученный каркас плотностью 0,6-0,8 г/см3 карбонизуют (900-1000°С) в среде азота и насыщают пироуглеродом термоградиентным методом при температуре 900-1100°С в среде природного газа 220 часов. Полученную заготовку УУКМ карбонизуют при 1000-1200°С и наносят покрытие Si из расплава в ванне при 1200-1400°С. Плотность получаемой заготовки УУКМ - 1,9-2,25 г/см3 (коэффициент вариации - 1,8), предел прочности при сжатии - 230,0 МПа (коэффициент вариации - 5,9), предел прочности при изгибе - 102 МПа (коэффициент вариации - 6,75), коэффициент трения по стали - 1,1.
Пример 7
Из углеродной нити УКН-5000 изготавливают стержни (пропиткой фенольно-формальдегидным связующим (10%). В оснастке для плетения плоских заготовок, обеспечивающей сохранение размеров каждой заготовки и возможность ее физико-химической обработки, из полученных стержней изготавливают двухслойные со взаимно ортогональными слоями модули (120×120), которые помещают в установку плазменного напыления (типа УПН), где производят напыление карбида кремния. Увеличение веса каждого модуля составило в среднем 5%. Модули собирают в каркас высотой 185 мм путем прошивки сдвоенной нитью УКН-5000, плотность каркаса - 0,32-0,35 г/см3. Каркас насыщается пироуглеродом в среде минерального масла в течение 240 часов при температуре 900-1200°С термоградиентным методом. Плотность получаемой заготовки УУКМ - 1,72-1,75 г/cм3 (кoэффициeнт вариации - 1,77), предел прочности при сжатии - 292 МПа (коэффициент вариации - 6,0), предел прочности при изгибе - 186,5 МПа (коэффициент вариации - 6,64), коэффициент трения по стали - 0,3.
Пример 8
На углеродную ткань УТ-900 при температуре 900-1200°С в среде природного газа и смеси хлоридов титана и кремния наносят комбинированное покрытие (TiC+SiC), приращение веса при этом составило 10-15%. Из полученной ткани изготавливают модули размером 100×100. Модули пропитывают связующим на основе фурфурилового спирта и насыщают пироуглеродом в среде минерального масла при температуре 900-1200°С в течение 80 часов, затем собирают в каркас путем холодного прессования и прошивки одинарной нитью УКН-5000. Полученный каркас плотностью 0,5-0,7 г/см3 карбонизуют (900-1000°С) в среде азота и насыщают пироуглеродом при температуре 900-1100°С в среде минерального масла 220 часов. Плотность получаемой заготовки 1,60-1,64 г/см3. Полученную заготовку УУКМ выдерживают в воздушной среде при температуре 600°С в течение 12 часов (термоокисление с потерей веса до плотности 1,55-1,59 г/см3) и в среде природного газа и хлорида титана при температуре 600-1200°С наносят на поверхность заготовки защитное покрытие (TiC). Плотность материала полученной заготовки - 1,63-1,66 г/см3 (коэффициент вариации - 1,82), что соответствует увеличению веса заготовки на 1,2-2,0%, предел прочности при сжатии - 170,0 МПа (коэффициент вариации - 6,3), предел прочности при изгибе - 118,7 МПа (коэффициент вариации - 6,25), коэффициент трения по стали - 0,9.
Пример 9
На углеродный войлок НТМ-200М в виде полотна толщиной 3+1 мм наносят защитное покрытие (SiC) до увеличения веса полотна на 2-8%. 3атем полотно нарезают на заготовки заданного размера (100×100 мм), которые помещаются в оснастку, обеспечивающую сохранение размеров каждой заготовки. Полученные модули собираются в каркас высотой 95-110 мм путем прошивки одинарной нитью УКН-5000 с шагом 4 мм, плотность каркаса - 0,08-0,10 г/см3. Каркас пропитывается TiC в среде природного газа и хлорида титана при температуре 900-1200°С в течение 80 часов. Насыщение каркаса пироуглеродом производят в течение 160 часов в среде природного газа при температуре 1000-1100°С термоградиентным методом. Полученная заготовка УУКМ имеет плотность 1,44-1,46 г/см3 (коэффициент вариации - 1,69), предел прочности при сжатии - 186 МПа (коэффициент вариации 6,3), коэффициент трения по стали - 0,8-0,95.
В таблице 2 приведены характеристики УУКМ, изготовленых по технологии, предлагаемой в настоящей заявке. Диапазон средних значений характеристик материала заготовок УУКМ, изготовленных по предлагаемой в настоящей заявке технологии, существенно расширен по сравнению с прототипом, при этом коэффициент вариации показанных величин значительно - в 2,5-3 раза - меньше, чем у таковых же для материала, изготовленного по прототипу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двумерно армированного углерод-карбидного композиционного материала на основе углеродного волокнистого наполнителя со смешанной углерод-карбидной матрицей | 2021 |
|
RU2780174C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2382751C2 |
| Способ выращивания углеродных нанотрубок в углеродных каркасах, способ изготовления изделий из модифицированного углеродными нанотрубками углерод-углеродного композиционного материала и углерод-углеродный композиционный материал | 2022 |
|
RU2814277C1 |
| УГЛЕРОД-УГЛЕРОДНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ | 2016 |
|
RU2667403C2 |
| УГЛЕРОД-УГЛЕРОДНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ | 2016 |
|
RU2658858C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2001 |
|
RU2225353C2 |
| Углерод-углеродный композиционный материал и способ его получения | 2023 |
|
RU2830509C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНИСТОГО НАПОЛНИТЕЛЯ И УГЛЕРОДНОЙ МАТРИЦЫ | 2014 |
|
RU2568495C1 |
| ДЛИННОМЕРНАЯ МАЛОГО ДИАМЕТРА ТОНКОСТЕННАЯ ТРУБА ИЗ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2747636C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2225354C2 |
Изобретение относится к области углерод-углеродных композиционных материалов (УУКМ). Техническим результатом изобретения является повышение прочности и плотности УУКМ. Способ изготовления углерод-углеродных композиционных материалов плотностью 1,2-2,1 г/см3 включает нанесение защитных покрытий на углеродный наполнитель и/или пропитку его углеродсодержащими составами, изготовление модулей из сгруппированных в заданном порядке волокнистых углеродных наполнителей, при этом толщина стенки модуля равна, как минимум, толщине углеродного наполнителя. Затем осуществляют сборку каркаса путем сложения модулей в единый пакет с последующим холодным или горячим прессованием и/или прошивкой нитью или стержнями по одной из координат заготовки, совпадающей или не совпадающей с ориентацией наполнителя в модуле, до плотности 0,1-0,8 г/см3, получают УУКМ путем насыщения каркаса пироуглеродом в среде газообразных или жидких углеводородов. 7 з.п. ф-лы, 11 ил., 2 табл.
1. Способ изготовления углерод-углеродных композиционных материалов (УУКМ) плотностью 1,2-2,1 г/см3, включающий нанесение защитных покрытий на углеродный наполнитель и/или пропитку его углеродсодержащими составами, изготовление модулей из сгруппированных в заданном порядке волокнистых углеродных наполнителей, при этом толщина стенки модуля равна как минимум толщине углеродного наполнителя, сборку каркаса путем сложения модулей в единый пакет с последующим холодным или горячим прессованием и/или прошивкой нитью или стержнями по одной из координат заготовки, совпадающей или не совпадающей с ориентацией наполнителя в модуле, до плотности 0,1-0,8 г/см3, получение УУКМ путем насыщения каркаса пироуглеродом в среде газообразных или жидких углеводородов.
2. Способ по п.1, отличающийся тем, что в качестве углеродного наполнителя используют волокна, нити, стержни, ленты, ткани, трикотаж, войлок.
3. Способ по п.1, отличающийся тем, что в качестве углеродсодержащих составов используют связующие на основе фенольно-формальдегидных смол, фурфуриловый спирт, каменноугольный пек.
4. Способ по п.1, отличающийся тем, что в качестве защитных покрытий используют Мо, Zr, Аl2O3, TiC, ZrC, Nb2N, TiN, TiB2, ZrB2, HfB2, SiC, Si.
5. Способ по п.1, отличающийся тем, что после операции изготовления модулей, осуществляют сушку модулей, и/или нанесение защитных покрытий на модули, и/или пропитку модулей углеродсодержащими составами с последующей их сушкой, и/или карбонизацию или графитацию модулей, и/или насыщение модулей в среде газообразных или жидких углеводородов до увеличения массы модуля на 5-30%.
6. Способ по п.1, отличающийся тем, что после операции сборки каркасов осуществляют пропитку каркаса углеродсодержащими составами, и/или карбонизацию или графитацию каркасов, и/или пропитку каркасов составами защитных материалов.
7. Способ по п.1, отличающийся тем, что операции насыщения каркаса пироуглеродом в среде газообразных или жидких углеводородов, карбонизации или графитации, термоокисления проводят до достижения плотности заготовки УУКМ 1,2-2,1 г/см3.
8. Способ по п.1, отличающийся тем, что после операции насыщения каркасов, осуществляют карбонизацию или графитацию УУКМ, и/или термоокисление УУКМ, и/или нанесение защитных покрытий на заготовку УУКМ до увеличения ее массы на 2-10%.
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И УГЛЕРОД-КАРБИДОКРЕМНИЕВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1992 |
|
RU2084425C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО ВОЛОКНИСТОГО МАТЕРИАЛА | 1992 |
|
RU2045472C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И УГЛЕРОД-КАРБИДОКРЕМНИЕВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1992 |
|
RU2084425C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2170220C1 |
| ТРИМАРАН ЛЕДОВОЗ (ВАРИАНТЫ) | 2000 |
|
RU2177431C2 |

